Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


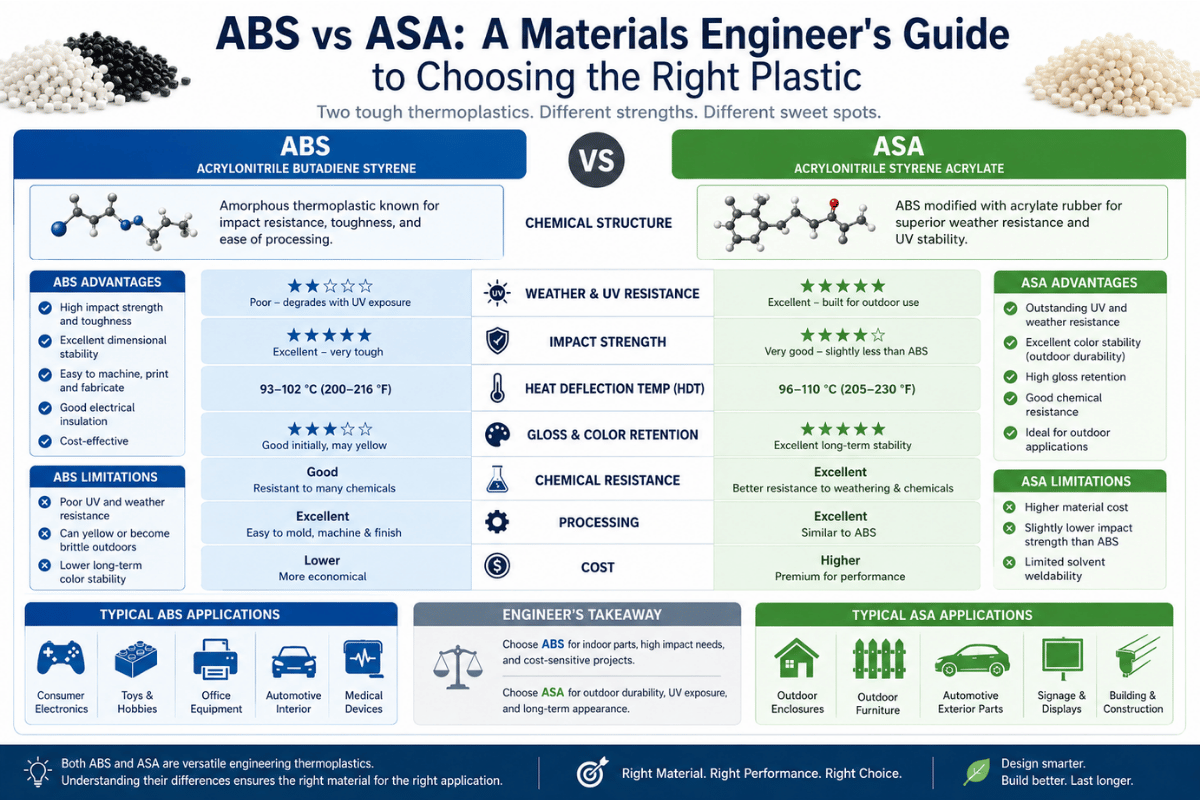
ABS vs ASA: una guida per ingegneri dei materiali per scegliere la plastica giusta
Se hai mai fissato uno scaffale di filamenti o un foglio di resina specifica e ti sei chiesto se spendere i soldi extra per ASA, questo è il confronto di cui hai bisogno. ABS contro ASA sembra un semplice scambio su carta, ma la risposta giusta dipende dal fatto che la tua parte viva all'interno o all'esterno, se viene lavorata o stampata e quanto ti fidi che il “ASA sia semplicemente meglio” titoli che fluttuano intorno ai forum di stampa 3D. Questa guida tira i dati sottoposti a revisione paritaria, i prezzi attuali degli appalti, il comportamento segnalato sul campo in un confronto di livello ingegneristico con una matrice a 9 celle alla fine che puoi utilizzare per bloccare una scelta in cinque minuti.
| Proprietà | ABS | ASA | Metodo di prova |
|---|---|---|---|
| Resistenza alla trazione | 29.660 MPa | ~3055 MPa | ASTM D638 |
| Modulo di Young | 2.1.2.4 GPa | ~2,2 GPa @23 °C | ASTM D638/D790 |
| Impatto dentellato dell'Izod | 200 J/m400 J/m | ~150280 J/m | ASTM D256 |
| Deflessione termica (HDT) | 88 MP 100 °C | 85 °C @ 0,46 MP | ASTM D648 |
| Resistenza UV | Povero (gialli, infragili) | Eccellente (citato dal settore fino a ~10× ABS) | ASTM G154 |
| Voc in stirene alla stampa | ~25μg per g di parte | < 1/4 di ABS | Studio delle emissioni della camera |
| Prezzo della resina (aprile 2026) | $2,06 kg2,47 / | ~30 premium50% su ABS | Spot, per regione |
| Caso di utilizzo primario | Parti interne, interni automobilistici, stock CNC | Alloggiamenti per esterni, esterni automobilistici, segnaletica | — |
Se la tua parte non vede mai la luce solare diretta, l'ABS è quasi sempre il giusto call-cheaper, più ampiamente rifornito e più facile da reperire come foglio o asta lavorabile Se la parte vive all'esterno per più di un anno, la chimica dell'acrilato di ASA paga il suo premio Tutto ciò che segue copre i casi limite in cui quella semplice regola va in pezzi.
ABS acrilonitrile butadiene stirene ("The is a copolymer") è un copolimero commercializzato per la prima volta da Borg-Warner negli anni '50 Tre monomeri svolgono tre lavori: acrilonitrile (15) fornisce la resistenza chimica e termica, 35%, butadiene (5) fornisce tenacità all'impatto (5) come fase dispersa gommosa e (5) stirene (40) 60% fornisce lucentezza e rigidità superficiale Come copolimero, l'ABS è atterrato come una delle plastiche ingegneristiche più ampiamente disponibili sul pianeta, con una rete di distribuzione profonda per entrambi gradi ABS speciali e resina standard per stampi a iniezione.
ASA 1970 sostituisce l'acrilonitrile stilato 2 con BASF all'inizio degli anni '70 con il nome commerciale Luran S. Quel cambiamento chimico è piccolo ma consequenziale: la gomma butadiene dell'ASA con un elastomero di estere acrilico innestato. La struttura satura dell'acrilato non ha doppi legami carbonio-carbonio affinché la luce ultravioletta possa attaccare, mentre la fase di gomma insatura del butadiene si ossida e si rompe sotto l'esposizione ai raggi UV. Tutto ciò che ASA fa meglio dell'ABS alla luce solare risale a quell'unica sostituzione.
Meccanicamente, i due sono fratelli Entrambi sono copolimeri stirenici amorfi, sia estrudono che lavorano in finestre di temperatura simili, ed entrambi condividono una linea di base termoplastica comune fondono e riformano su richiesta, si dissolvono in acetone, accettano le stesse vernici e primer Una revisione paritaria 20242025 studio sulla plasticità su Luran S 778 T misurato un modulo di Young 2.206 MPa a 23 °C (EN) All'interno della stessa banda riportata per l'ABS generale a temperatura ambiente Le differenze del mondo reale appaiono solo quando si camminano quelle parti all'esterno.
“Acrylonitrile stirene acrilato è ampiamente utilizzato in applicazioni strutturali per esterni grazie alla sua favorevole stabilità meccanica e resistenza agli agenti atmosferici.”
Composizione dell'ABS
Composizione ASA
Questa è l'unica sezione in cui il premio ASA guadagna la sua tenuta Bollettini tecnici del settore e schede tecniche dei materiali citano abitualmente ASA come fino a circa dieci volte più resistente agli agenti atmosferici rispetto all'ABS standard misurato in base alla stabilità del colore, alla lucentezza e alla resistenza alla trazione dopo l'esposizione ai raggi UV accelerata secondo standard come ASTM G154 e ISO4892-3. Trattare la figura “10×” come una regola pratica direzionale, non come un numero calibrato, il rapporto effettivo dipende dal grado, dal pacchetto stabilizzatore e dal ciclo di prova.
Quella rivendicazione “ten times” è reale in termini direzionali ma molliccia nei dettagli Ecco la versione disciplinata:
Questo è il motivo per cui AS domina gli alloggiamenti per autoveicoli esterni, gli alloggiamenti per autoveicoli agricoli e le applicazioni di segnaletica esterna (A) dove un ciclo di sostituzione di 12 mesi è inaccettabile.
Gli ingegneri progettisti sono abituati a specificare l'ABS normale per gli involucri elettrici perché il prototipo pigmentato in argento o nero ha superato tutti i test Sei-dodici mesi dopo il coperchio si ingiallisce, le pareti laterali si romperanno vicino alle sporgenze delle viti e il design non riesce a valutare IP. Usa questo calibro grezzo: se la parte sarà sottoposta a più di una stagione protettiva di luce solare diretta, ASA sarà effettivamente il materiale più economico a fine vita, anche se paghi 3050% in più in resina costi sullo stampaggio iniziale.
La regola del pollice UV da 10×: è giusto preventivare la durata di servizio ASA a circa 5,5 cilindri in linea all'aperto. Non è giusto citare un rapporto preciso senza una scheda tecnica specifica e un protocollo di alterazione alle spalle. Utilizzare la regola per la selezione del materiale di primo passaggio; verificare con il ISO4892 dati che il tuo fornitore pubblica per il tuo grado specifico.

Il mito più ampiamente propagato nell'argomento ABS-vs-ASA è che l'ASA sia chimicamente più forte dell'ABS: questa affermazione è falsa A temperatura ambiente, quando misurata su una barra di prova fresca, l'ASA non ottiene risultati migliori dell'ABS nello stato nativo L'ASA riceve la reputazione di essere “stronger” a causa della sua ritenzione di proprietà dopo un danno UV, non per alcun vantaggio innato di proprietà Solo dopo che tale affermazione è stata corretta i numeri possono risultare fuori.
Dove si apre l'ABS
Dove si conclude l'ASA
Uno studio sulla plasticità sottoposto a revisione paritaria su ASA Luran S 778 T ha documentato il modulo di Young di 2.206±103 MPa e lo stress da rendimento intorno 28 MPa a temperatura ambiente, con il modulo che sale a ~2.490 MPa a -10 °C e scende a ~2.100 MPa a 65 °C. Di Le Creator Specifiche ABS di grado CNC mostra una banda di flessione di 2.1 modulo 2.4 GPa per ASTM D790. All'interno del rumore della variazione da grado a grado, i due materiali sono equivalenti meccanici a temperatura ambiente.
Nota ingegneristica
Quando si progettano inserti a scatto, inserti filettati o staffe portanti, non specificare ASA che si aspetta maggiore resistenza dell'ABS Specificare ASA quando lo stesso involucro meccanico deve reggere dopo anni di esposizione ai raggi UV. prestazioni portanti con esposizione ai raggi UV, ABS è uguale dal punto di vista meccanico e 30-5 più economico.
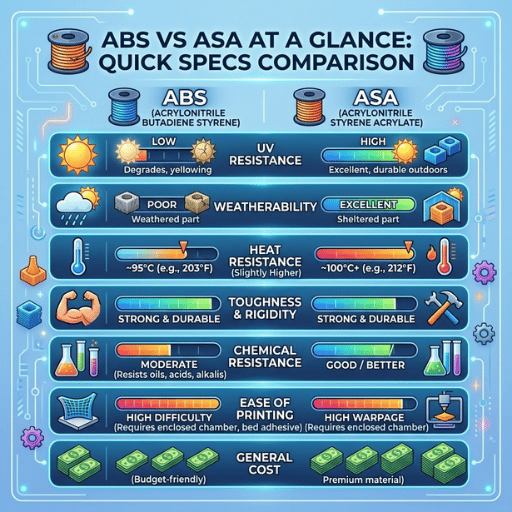
È qui che la maggior parte dei lettori incontra effettivamente questi materiali: una bobina di filamento, un letto riscaldato e una domanda Prima le buone notizie: la stessa stampante, lo stesso contenitore e profili affettatrici simili gestiscono entrambi Le differenze vivono ai margini.
| Stampa Parametro | Filamento ABS | Filamento ASA |
|---|---|---|
| Temperatura dell'ugello | 220 °C | 230 °C |
| Temperatura del letto | 9510 °C | 90 °C10 °C |
| Involucro | Fortemente raccomandato | Fortemente raccomandato |
| Velocità primo strato | ~25 mm/s | ~25 mm/s |
| Velocità crociera | 40 mm/s | fino a 50 mm/s |
| Ventilatore di raffreddamento | Spento/minimo | Off (orditi con ventola attiva) |
| Levigatura al vapore acetonico | Eccellente post-processo primario | La risposta superficiale limitata è più debole |
Risposta onesta: l'ABS è leggermente più tollerante sull'adesione al letto ma si deforma in modo più aggressivo. L'ASA mantiene meglio la forma ma emette un odore di acrilato più acuto durante il riscaldamento e richiede una temperatura stabile dell'involucro per evitare crepe sulla linea dello strato su parti alte. Entrambi i materiali lo sono FDM-intermedio 0drop-in non è un filamento “-” Se non hai stampato ABS con successo sulla tua macchina attuale, ASA non ti salverà; la modalità di guasto è la stessa fisica.
L'esecuzione di una camera riscaldata a 50-60 °C eliminerà una grande porzione di deformazione per entrambi i materiali Se non ne hai una installata, costruisci un semplice involucro prima di armeggiare con tecniche di regolazione a vite a tendone per ottenere l'adesione al letto Il feedback beta/campo dai forum delle macchine Bambu Lab e Prusa evidenzia in modo molto coerente la mancanza di una funzione camera-temperatura come il più grande ostacolo alla stampa ASA/ABS di alta qualità.
La selezione del marchio conta meno di quanto le persone presumono PolyMaker, ColorFabb, Stratasys, Raise3D, Fillamentum e 3DXTech offrono tutti ASA credibili di livello ingegneristico. ABS, il campo è più ampio ma la qualità è più variabile Vale la pena leggere le schede tecniche dei fornitori prima di impegnarsi in una bobina da 5 kg.

Ecco qualcosa che manca ai confronti della stampa 3D: la maggior parte degli articoli ASA vs ABS presuppone che la parte verrà stampata Per la produzione gira a centinaia o a basse migliaia, la lavorazione CNC da fogli o tondini è spesso più veloce e la dimensione più stretta rispetto alla stampa ha solo uno di questi materiali una vera catena di fornitura CNC.
Foglio e asta dell'ABS sono forniti distributori di plastica ingegneristica in tutto il mondo da Professional Plastics, Piedmont Plastics, Laminated Plastics, dozzine di fornitori regionali offrono ABS in spessori di lamiera da 1 mm a 50 mm e diametri di asta fino a ~ 150 mm. L'ABS di qualità macchina è progettato per basse sollecitazioni interne, stabilità dimensionale e formazione di trucioli puliti. ABS di lavorazione CNC con utensili in metallo duro a velocità moderate (velocità superficiali tipicamente 200 fpm, a seconda della rigidità della macchina e della geometria delle parti) si producono parti funzionali con Tolleranza da ±0,001″ a ±0,005″ bande e valori Ra da 1,6 µm fino a meno di 0,4 µm con lucidatura a vapore.
Stock di fogli ASA, Il, per lo più è una nicchia di fornitura di produttori e di contrasto principalmente al servizio del mercato dei rivestimenti esterni (spessore ASA del rivestimento esterno) in fogli di alluminio limitati, con materiale in tondino di livello ingegneristico che effettivamente manca dalla catena di fornitura di ingegneria e plastica. Gli ingegneri che necessitano di parti ASA lavorate a CNC generalmente si trovano ad affrontare una delle tre opzioni: tondino derivato da filamenti di origine da rivenditori specializzati, commissionare una corsa di estrusione personalizzata o ricadere in ABS e applicare un rivestimento superiore stabile ai raggi UV.
Nota ingegneristica
Per le parti lavorate a CNC in cui la durata di servizio all'aperto è importante, il playbook pratico è: macchina da ABS di grado CNC, quindi applicare un rivestimento superiore in uretano o acrilico bicomponente stabile ai raggi UV. Ciò fornisce prestazioni esterne di livello ASA nell'economia della catena di fornitura dell'ABS e elude completamente il problema della disponibilità delle scorte ASA. Per una produzione di volume superiore a ~500 unità, il calcolo si sposta verso l'ASA stampato a iniezione.
I servizi di lavorazione CNC in plastica di Le Creator predefinito per l'ABS per la produzione da prototipo a ponte e instradare qualsiasi richiesta ASA a un percorso ABS rivestito o, per i volumi di produzione esterni, a un partner di stampo a iniezione I distributori del settore immagazzinano abitualmente ABS in venti o più varianti di grado per regione; la stessa scansione per ASA restituisce risultati a una cifra.
Una volta che il volume di produzione attraversa alcune migliaia di unità, l'economia cambia di nuovo L'ABS è uno dei materiali termoplastici ingegneristici di maggior volume sul pianeta. La domanda globale di resina ABS è vicina 9,35 milioni di tonnellate nel 2025, che dovrebbe raggiungere 9,78 milioni di tonnellate nel 2026 con una crescita modesta, con la previsione di mercato più ampio di scalare da 17,20 miliardi di dollari nel 2025 a 21,71 miliardi di dollari entro l’inizio degli anni ’30. Questa scala supporta un’ampia base di fornitori, tempi di consegna prevedibili e un ecosistema di stampi-utensili che è stato perfezionato nel corso di sessant’anni.
Il mercato degli stampi a iniezione di ASA è più piccolo e più specializzato, dominato da finiture esterne per autoveicoli, elettronica per esterni e componenti di elettrodomestici esposti alle intemperie. Si prevede che il segmento delle miscele ASA e PC crescerà all'incirca 6.3% CAGR fino al 2033, superando la crescita della resina ABS pura, ma i volumi assoluti rimangono una piccola frazione dell'ABS.
| Metodo di Produzione | ABS Miglior intervallo di volume | ASA: la migliore gamma di volumi ASA |
|---|---|---|
| Stampa 3D (FDM) | 150 unità | 1 100 unità esterne) |
| Lavorazione CNC | 1500 unità | Raro (limitato) stock |
| Stampaggio ad iniezione | 500+ unità, ampia base di fornitori | Oltre 1.000 unità, fornitori specializzati |

Il prezzo della resina si è mosso rapidamente negli ultimi dodici mesi A partire da Aprile 2026, i prezzi spot dell'ABS riportati dai rilevatori degli indici di approvvigionamento erano vicini US $2.39 /kg in Nord America, $2,47/kg in Europa, e $2.06/kg nel Nord-Est asiatico (5), con aumenti che rappresentano circa un anno su un anno 20.7%, 28.6% e 19.1% rispettivamente. the Queste cifre riflettono i prezzi spot e potrebbero non riflettere il mercato attuale nel momento in cui acquisti; bloccare i contratti dove puoi.
La resina ASA comunemente comanda un 30 premio50% oltre i gradi ABS equivalenti. Quel premio si amplia ulteriormente sul lato filamento La bobina ASA di livello ingegneristico 4T3 comunemente esegue i budget AS $2 kg 5/ kg rispetto a $20 ABS per la stessa marca Per la prototipazione l'imposta è reale ma assorbibile; per la produzione i budget premium si trasformano in capitale circolante significativo.
Costo nascosto che la maggior parte delle squadre perde: rielaborare quando sbagli 12 mesi dopo, un fornitore automobilistico di primo livello che specifica l'ABS per un alloggiamento per specchietti esterni apprende l'errore solo quando le richieste di garanzia iniziano a essere presentate. La sostituzione sul campo a quel punto fa impallidire il premio ASA originale.

La maggior parte della comunità di stampa 3D tratta l'opzione “safer-smelling” La ricerca Peer-review sulle emissioni sostiene che l'AS è aumentato ma con una sfumatura importante.
Uno studio sulle emissioni delle camere pubblicato su PubMed Central ha confrontato direttamente i filamenti ABS, ASA, Nylon e PETG in condizioni FDM identiche Risultati:
Lo stirene è classificato dal Agenzia internazionale per la ricerca sul cancro (IARC) come Gruppo 2A (Gruppo 2A) probabilmente cancerogeno per l'uomo. Il limite di esposizione consentito dall'OSHA per lo stirene sul posto di lavoro è di 100 ppm in media su un turno di 8 ore, con un tetto di 200 ppm.
L'ASA emette meno stirene dell'ABS, ma emette comunque stirene Entrambi i materiali richiedono ventilazione attiva o HEPA + filtrazione a carboni attivi durante la stampa Le stampanti open-frame nelle camere da letto non ventilate o negli angoli degli uffici rappresentano un rischio di esposizione documentato; la sola fase di riscaldamento può produrre un picco di 35× rispetto alle emissioni di stampa stazionarie.

Poiché ABS e ASA condividono una struttura portante stirene-acrilonitrile, si legano abbastanza bene. In pratica:
Per un confronto più approfondito su come le materie plastiche ingegneristiche si comportano l'una accanto all'altra, vedere le analisi di Le Creator acrilico vs policarbonato e PEEK contro Ultem PEI per plastiche di ingegneria ad alta temperatura.
Sei domande, in ordine Fermati al primo “yes.”
Regola predefinita: in dubbio, ABS. ASA è un aggiornamento mirato per un problema ben definito di durabilità all'aperto quando l'ABS vince costi, fornitura e lavorabilità all'aperto al di fuori di esso.
| Matrice decisionale a 9 celle | Stampa 3D (FDM) | Lavorazione CNC | Stampaggio ad iniezione |
|---|---|---|---|
| Parti interne | ABS | ABS | ABS |
| Misto (semi-esterno) | ABS con rivestimento superiore UV o ASA | ABS con rivestimento superiore UV | Miscela ABS o PCABS |
| All'aperto completo | ASA | ABS con rivestimento superiore in uretano | ASA |

Vale la pena monitorare tre tendenze se specifichi uno dei due materiali su larga scala:
Se stai pianificando una corsa di prodotti all'aperto per il 2026, la raccomandazione pratica è quella di richiedere la roadmap PCABS del tuo fornitore insieme alle quotazioni ABS e ASA. Il percorso misto spesso offre una busta ingegneristica migliore rispetto a entrambe le resine pure a costi comparabili.

Hai bisogno di parti prototipo in ABS lavorate su specifiche o di preventivi sugli utensili per stampi a iniezione per i volumi di produzione? Il team CNC e di prototipazione rapida di Le Creator lavora quotidianamente con ABS di livello tecnico.
Questa guida si basa su studi peer-reviewed sulla plasticità e sulle emissioni (PMC, Stefaniak et al.), sui prezzi dell'indice di approvvigionamento di aprile 2026 per la resina ABS e sull'esperienza pratica di Le Creator con l'ABS di livello ingegneristico di lavorazione CNC. La regola pratica “10× UV” è riportata come citata nel settore anziché verificata direttamente, perché il bollettino tecnico originale BASF Luran S non era accessibile al momento della pubblicazione I dati relativi alle emissioni ASA e alle proprietà meccaniche risalgono a specifiche fonti pubblicate elencate di seguito.