


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


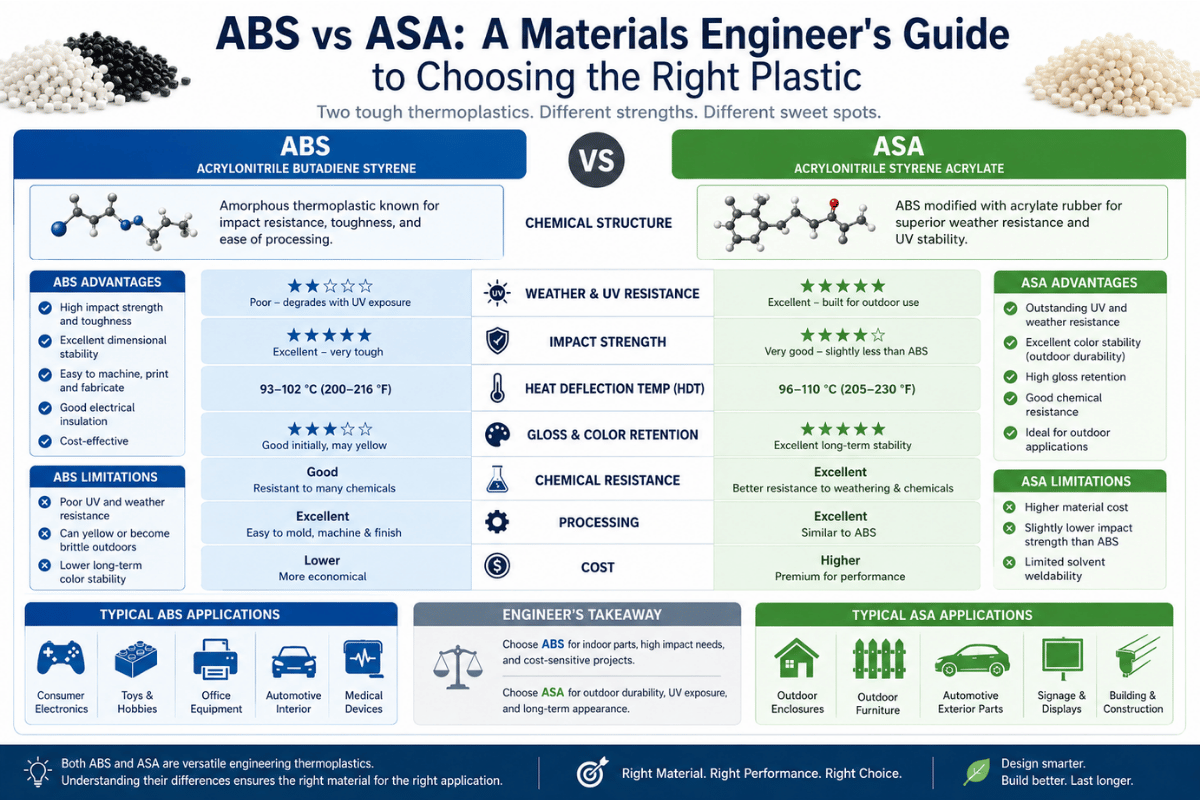
ABS vs ASA: una guía para ingenieros de materiales para elegir el plástico adecuado
Si alguna vez ha mirado un estante de filamentos o una lámina de resina y se ha preguntado si gastará el dinero extra en ASA, esta es la comparación que necesita. ABS frente a ASA parece un simple intercambio en papel, pero la respuesta correcta depende de si su pieza vive en interiores o exteriores, si se mecaniza o imprime y de cuánto confía en los titulares de “ASA es simplemente mejor” que flotan en los foros de impresión 3D. Esta guía reúne datos revisados por pares, precios de adquisiciones actuales y comportamiento informado en el campo en una comparación de grado de ingeniería «con una matriz de decisión de 9 celdas al final que puede usar para bloquear una opción en cinco minutos.
| Propiedad | ABS | ASA | Método de prueba |
|---|---|---|---|
| Resistencia a la tracción | 29,6-60 MPa | ~30-55 MPa | ASTM D638 |
| Módulo de Young | 2.1-2.4 GPa | ~2,2 GPa @ 23 °C | ASTM D638/D790 |
| Impacto de Izod con muescas | 200-400 J/m | ~150-280 J/m | ASTM D256 |
| Deflexión de calor (HDT) | 88-100 °C @ 1,8 MPa | 85-96 °C @ 0,46 MPa | ASTM D648 |
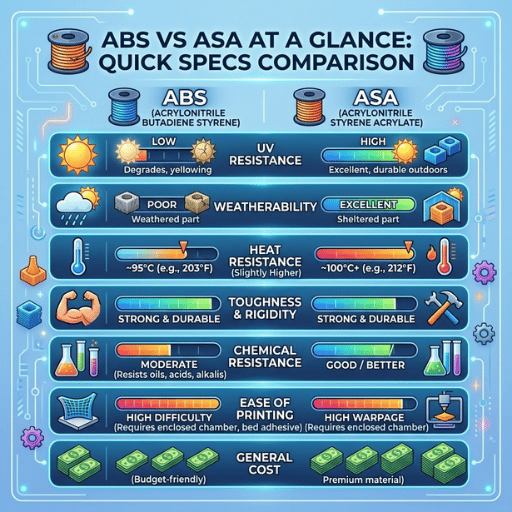
| Resistencia a los rayos UV | Pobre (amarillo, quebradizo) | Excelente (citado por la industria hasta ~10×ABS) | ASTM G154 |
| Cov de estireno en impresión | ~25μg por g de pieza | < 1/4 de ABS | Estudio de emisiones de cámara |
| Precio de la resina (abril de 2026) | $2.06-2,47 / kg | ~30-50% prima sobre ABS | Spot, por región |
| Caso de uso principal | Piezas de interior, interior de automoción, stock CNC | Viviendas exteriores, exterior automotriz, señalización | — |
Si su pieza nunca ve luz solar directa, el ABS casi siempre es la opción adecuada: más barata, más abastecida y más fácil de conseguir como lámina o varilla mecanizable. Si la pieza vive afuera durante más de un año, la química de acrilato de ASA paga su prima. Todo lo siguiente cubre los casos extremos en los que esa simple regla se desmorona.
ABS « acrilonitrilo butadieno estireno «es un copolímero comercializado por primera vez por Borg-Warner en los años 50. Tres monómeros hacen tres trabajos: acrilonitrilo (15-15%) suministra resistencia química y térmica, butadieno (5-50%) proporciona tenacidad al impacto como una fase dispersa gomosa, y estireno (40-60%) proporciona brillo y rigidez a la superficie. Como copolímero, el ABS aterrizó como uno de los plásticos de ingeniería más disponibles en el planeta, con una profunda red de distribución para ambos grados ABS especiales y resina de molde de inyección estándar.
ASA « acrilato de acrilonitrilo estireno « fue lanzado por BASF a principios de los años 1970 con el nombre comercial Luran S. Ese cambio químico es pequeño pero trascendental: ASA reemplaza el caucho de butadieno de ABS por un elastómero de éster acrílico injertado. La columna vertebral saturada del acrilato no tiene dobles enlaces carbono-carbono para que la luz ultravioleta ataque, mientras que la fase de caucho insaturado del butadieno se oxida y se descompone bajo la exposición a los rayos UV. Todo lo que el ASA hace mejor que el ABS en la luz solar se remonta a esa sustitución.
Mecánicamente, los dos son hermanos. Ambos son copolímeros estirénicos amorfos, tanto extruyen como mecanizan en ventanas de temperatura similares, y ambos comparten una línea base termoplástica común: funden y reforman a pedido, se disuelven en acetona, aceptan las mismas pinturas e imprimaciones. Un estudio de plasticidad 2024-2025 revisado por pares sobre Luran S 778 T midió un módulo de Young de 2.206 MPa a 23 °C « dentro de la misma banda reportada para ABS de uso general a temperatura ambiente. Las diferencias en el mundo real aparecen sólo cuando pasas esas partes afuera.
“El acrilato de acrilonitrilo estireno se usa ampliamente en aplicaciones estructurales para exteriores debido a su favorable estabilidad mecánica y resistencia a la intemperie”
Composición del ABS
Composición ASA
Esta es la única sección donde la prima ASA se gana su sustento. Los boletines técnicos de la industria y las hojas de datos de materiales citan habitualmente a ASA como hasta aproximadamente diez veces más resistente a la intemperie que el ABS estándar « medido por la estabilidad del color, la retención de brillo y la resistencia a la tracción después de una exposición acelerada a los rayos UV según estándares como ASTM G154 y ISO 4892-3. Trate la cifra “10×” como una regla general direccional, no como un número calibrado: la relación real depende de la ley, el paquete del estabilizador y el ciclo de prueba.
Esa afirmación de “diez veces” es real en términos direccionales pero blanda en detalles. Aquí está la versión disciplinada:
Por eso ASA domina las carcasas para automóviles, cerramientos marinos, electrónica agrícola y aplicaciones de señalización exterior en exteriores, donde un ciclo de sustitución de 12 meses es inaceptable.
Los ingenieros de diseño están acostumbrados a especificar ABS normal para recintos eléctricos exteriores porque el prototipo pigmentado plateado o negro pasó todas las pruebas. De seis a doce meses después, la tapa se vuelve amarilla, las paredes laterales se agrietarán cerca de los salientes de los tornillos y el diseño no alcanza la clasificación IP. Utilice este calibre aproximado: si la pieza se somete a más de una temporada protectora de luz solar directa, ASA será en realidad el material más barato al final de su vida útil, incluso si paga 30-50% más en costos de resina en el moldeo inicial.
La regla del pulgar UV de 10×: es justo presupuestar la vida útil al aire libre de ASA en aproximadamente 5-10× ABS para cualquier grado determinado. No es justo citar una proporción precisa sin una hoja de datos específica y un protocolo de meteorización detrás. Utilice la regla para la selección de material de primer paso; verificar con el ISO 4892 datos que publica su proveedor para su calificación específica.

El mito más difundido en el argumento ABS-vs-ASA es que el ASA es químicamente más fuerte que el ABS: esta afirmación es falsa. A temperatura ambiente, cuando se mide en una barra de prueba nueva, el ASA no funciona mejor que el ABS en el estado nativo. ASA recibe la reputación de ser “más fuerte” debido a su retención de propiedades después del daño de los rayos UV, no a ninguna ventaja de propiedad innata. Sólo después de que se haya corregido esa afirmación podrán resultar los números.
✔ Donde el ABS se desvanece
⚠ Donde ASA sale
Un estudio de plasticidad revisado por pares sobre ASA Luran S 778 T documentó el módulo de Young 2.206 ± 103 MPa y el límite elástico alrededor 28 MPa a temperatura ambiente, con un módulo que sube a ~2490 MPa a -10 °C y baja a ~2100 MPa a 65 °C. Le Creator's Especificaciones de ABS de grado CNC muestra una banda de módulo de flexión de 2,1-2,4 GPa según ASTM D790. Dentro del ruido de la variación de grado a grado, los dos materiales son equivalentes mecánicos a temperatura ambiente.
📐 Nota de ingeniería
Al diseñar broches, inserciones roscadas o soportes de carga, no especifique ASA esperando más resistencia que ABS. Especifique ASA cuando la misma envoltura mecánica debe resistir después de años de exposición a los rayos UV. Para un rendimiento de carga bruto sin exposición a los rayos UV, el ABS es mecánicamente igual y 30-50% más barato.
Aquí es donde la mayoría de los lectores realmente encuentran estos materiales: un carrete de filamento, una cama con calefacción y una pregunta. Buenas noticias primero: la misma impresora, la misma carcasa y perfiles de cortadora similares manejan ambos. Las diferencias viven en los márgenes.
| Parámetro de impresión | Filamento ABS | Filamento ASA |
|---|---|---|
| Temperatura de la boquilla | 220-250 °C | 230-260 °C |
| Temperatura de la cama | 95-110 °C | 90-110 °C |
| Recinto | Muy recomendable | Muy recomendable |
| Velocidad de primera capa | ~25 mm/s | ~25 mm/s |
| Velocidad de crucero | 40-60 mm/s | hasta 50 mm/s |
| Ventilador de refrigeración | Apagado / mínimo | Apagado (se deforma con el ventilador activo) |
| Alisado con vapor de acetona | Excelente « posproceso primario | Limitado « la respuesta de la superficie es más débil |
Respuesta honesta: El ABS es un poco más tolerante con la adhesión a la cama, pero se deforma de manera más agresiva. El ASA mantiene mejor la forma pero emite un olor a acrilato más intenso durante el calentamiento y exige una temperatura estable del recinto para evitar grietas en las capas de las piezas altas. Ambos materiales lo son FDM-intermedio “tampoco es un filamento ”directo para PLA”. Si no ha impreso ABS correctamente en su máquina actual, ASA no lo salvará; el modo de falla es la misma física.
Ejecutar una cámara calentada a 50-60 °C eliminará una gran parte de la deformación de cualquiera de los materiales. Si no tiene uno instalado, construya un gabinete simple antes de jugar con técnicas de atornillado de postes para lograr la adhesión a la cama. La retroalimentación beta/de campo de los foros de máquinas Bambu Lab y Prusa resalta de manera muy consistente la falta de una función de temperatura de la cámara como el mayor obstáculo para la impresión ASA/ABS de alta calidad.
La selección de marca importa menos de lo que la gente supone. PolyMaker, ColorFabb, Stratasys, Raise3D, Fillamentum y 3DXTech ofrecen ASA creíble de grado de ingeniería. Para ABS, el campo es más amplio pero la calidad es más variable. Vale la pena leer las hojas de datos de los proveedores antes de comprometerse con un carrete de 5 kg.

Aquí hay algo que las comparaciones de impresión 3D pasan por alto: la mayoría de los artículos ASA vs ABS suponen que la pieza se imprimirá. Para tiradas de producción de cientos o miles, el mecanizado CNC a partir de láminas o varillas suele ser más rápido y dimensionalmente más ajustado que la impresión, pero sólo uno de estos materiales tiene una verdadera cadena de suministro CNC.
Hoja y varilla de ABS están abastecidos por los principales distribuidores de plástico de ingeniería en todo el mundo: Professional Plastics, Piedmont Plastics, Laminated Plastics y decenas de proveedores regionales ofrecen ABS en espesores de láminas de 1 mm a 50 mm y diámetros de varilla de hasta ~150 mm. El ABS de calidad mecánica está diseñado para reducir la tensión interna, la estabilidad dimensional y la formación limpia de virutas. Abs mecanizado CNC con herramientas de carburo a velocidades moderadas (velocidades superficiales típicamente 200-500 fpm, dependiendo de la rigidez de la máquina y la geometría de la pieza) se producen piezas funcionales Tolerancia de ±0,001® a ±0,005® bandas y valores de Ra desde 1,6 µm hasta menos de 0,4 µm con pulido con vapor.
stock de hojas ASA, por el contrario, es principalmente un suministro especializado: un puñado de fabricantes que prestan servicios principalmente al mercado de revestimientos y señalización para exteriores son láminas ASA en espesor limitado, y en la cadena de suministro de plástico de ingeniería faltan efectivamente varillas de ingeniería. Los ingenieros que necesitan piezas ASA mecanizadas por CNC generalmente enfrentan una de tres opciones: obtener varillas derivadas de filamentos de revendedores especiales, encargar una extrusión personalizada o recurrir al ABS y aplicar una capa superior estable a los rayos UV.
📐 Nota de ingeniería
Para piezas mecanizadas por CNC donde la vida útil al aire libre importa, el manual práctico es: máquina de ABS de grado CNC, luego aplique una capa superior acrílica o de uretano de dos componentes estable a los rayos UV. Esto proporciona un rendimiento exterior de grado ASA en la economía de la cadena de suministro de ABS y evita por completo el problema de disponibilidad de existencias de ASA. Para una producción en volumen superior a ~500 unidades, el cálculo se inclina hacia el ASA moldeado por inyección.
Servicios de mecanizado CNC de plástico de Le Creator por defecto, ABS para la producción de prototipo a puente y enrute cualquier consulta de ASA a una ruta de ABS recubierto o, para volúmenes de producción en exteriores, a un socio de moldes de inyección. Los distribuidores de la industria almacenan habitualmente ABS en veinte o más variantes de calidad por región; el mismo escaneo de ASA arroja resultados de un solo dígito.
Una vez que el volumen de producción supera los pocos miles de unidades, la economía vuelve a cambiar. El ABS es uno de los termoplásticos de ingeniería de mayor volumen del planeta «la demanda mundial de resina ABS se acerca 9,35 millones de toneladas en 2025, que se prevé que alcance los 9,78 millones de toneladas en 2026 con un crecimiento modesto, y se prevé que el mercado más amplio aumentará de 17.200 millones de dólares en 2025 a 21.710 millones de dólares a principios de la década de 2030. Esa escala respalda una gran base de proveedores, plazos de entrega predecibles y un molde. -Ecosistema de herramientas que se ha perfeccionado a lo largo de seis décadas.
El mercado de moldes de inyección de ASA es más pequeño y especializado, dominado por molduras exteriores de automóviles, electrónica exterior y componentes de electrodomésticos expuestos a la intemperie. Se prevé que el segmento de mezclas de ASA y PC crezca aproximadamente 6.3% CAGR hasta 2033, superando el crecimiento de la resina ABS pura, pero los volúmenes absolutos siguen siendo una pequeña fracción del ABS.
| Método de producción | ABS « Mejor rango de volumen | ASA « Mejor rango de volumen |
|---|---|---|
| Impresión 3D (FDM) | 1-50 unidades | 1.100 unidades (piezas exteriores) |
| Mecanizado CNC | 1-500 de unități | Raro « stock limitado |
| Moldeo por inyección | Más de 500 unidades, amplia base de proveedores | Más de 1.000 unidades, proveedores especializados |

El precio de la resina ha avanzado rápidamente en los últimos doce meses. A partir de Abril 2026, los precios al contado de ABS informados por los rastreadores de índices de adquisiciones se encontraban cerca US $2.39 / kg în America de Nord, $2,47 / kg en Europa, y $2,06 / kg en el noreste de Asia, representa aumentos año tras año de aproximadamente 20.7%, 28.6% y 19.1% respectivamente. ⚠ Estas cifras reflejan precios al contado y es posible que no reflejen el mercado actual en el momento de la adquisición; bloquear contratos donde pueda.
La resina ASA comúnmente comanda un 30-50% premium sobre grados ABS equivalentes. Esa prima se amplía aún más en el lado de los filamentos “los carretes ASA de grado de ingeniería comúnmente funcionan con $30-45 / kg versus $20-30 / kg para ABS de la misma marca. Para los presupuestos de creación de prototipos, el impuesto ASA es real pero absorbible; para la producción ejecuta compuestos premium en capital de trabajo significativo.
Costo oculto que la mayoría de los equipos pasan por alto: reelaborar cuando te equivoques «un proveedor de automóviles de primer nivel que especifica ABS para una carcasa de espejo exterior sólo descubre el error cuando las reclamaciones de garantía comienzan a aparecer 12 meses después. El reemplazo de campo en ese momento eclipsa la prima original de ASA.

La mayor parte de la comunidad de impresión 3D trata el ASA como la opción de “olor más seguro”. La investigación sobre emisiones revisada por pares respalda esto, pero con un matiz importante.
Un estudio de emisiones de cámara publicado en PubMed Central comparó directamente los filamentos de ABS, ASA, nailon y PETG en condiciones idénticas de FDM. Hallazgos:
El estireno está clasificado por el Agencia Internacional para la Investigación del Cáncer (IARC) como Grupo 2A “probablemente cancerígeno para los humanos. El límite de exposición permitido de OSHA para el estireno en el lugar de trabajo es de 100 ppm en promedio durante un turno de 8 horas, con un límite máximo de 200 ppm.
ASA emite menos estireno que ABS, pero aún así emite estireno. Ambos materiales requieren ventilación activa o filtración de carbón activado HEPA + durante la impresión. Las impresoras de fotograma abierto en dormitorios o rincones de oficinas sin ventilación suponen un riesgo de exposición documentado; la fase de calentamiento por sí sola puede producir un pico de 3-5× sobre las emisiones de impresión en estado estacionario.

Debido a que el ABS y el ASA comparten una estructura principal de estireno-acrilonitrilo, se unen razonablemente bien. En la práctica:
Para una comparación más profunda de cómo se comportan los plásticos de ingeniería uno al lado del otro, consulte los análisis de Le Creator acrílico vs policarbonato y PEEK frente a Ultem PEI para plásticos de ingeniería de alta temperatura.
Seis preguntas, en orden. Detente ante el primer “sí”
Regla predeterminada: en caso de duda, ABS. ASA es una actualización enfocada para un problema bien definido (durabilidad exterior) y se amortiza solo en ese carril. Fuera de él, ABS gana en costo, suministro y maquinabilidad.
| Matriz de decisión de 9 celdas | Impresión 3D (FDM) | Mecanizado CNC | Moldeo por inyección |
|---|---|---|---|
| Partes interiores | ABS | ABS | ABS |
| Mixto (semi-exterior) | ABS con capa superior UV o ASA | ABS con capa superior UV | Mezcla de ABS o PCABS |
| Exterior completo | ASA | ABS con capa superior de uretano | ASA |

Vale la pena seguir tres tendencias si especifica cualquiera de los materiales a escala:
Si está planeando una ejecución de producto para exteriores en 2026, la recomendación práctica es solicitar la hoja de ruta de PCABS de su proveedor junto con cotizaciones de ABS y ASA. La ruta combinada a menudo ofrece una mejor envolvente de ingeniería que cualquiera de las resinas puras a un costo comparable.

¿necesita piezas prototipo de ABS mecanizadas según las especificaciones o cotizaciones sobre herramientas de moldes de inyección para volúmenes de producción? El equipo de creación rápida y CNC de Le Creator trabaja diariamente con ABS de grado de ingeniería.
Esta guía se basa en estudios de plasticidad y emisiones revisados por pares (PMC, Stefaniak et al.), precios de índice de adquisición de resina ABS de abril de 2026 y la experiencia práctica de Le Creator en ABS de grado de ingeniería de mecanizado CNC. La regla general “10×UV” se informa como citada por la industria en lugar de verificada directamente, porque el boletín técnico original de BASF Luran S no estaba accesible en el momento de la publicación. Las cifras de emisiones de ASA y propiedades mecánicas se remontan a fuentes publicadas específicas que se enumeran a continuación.









