


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


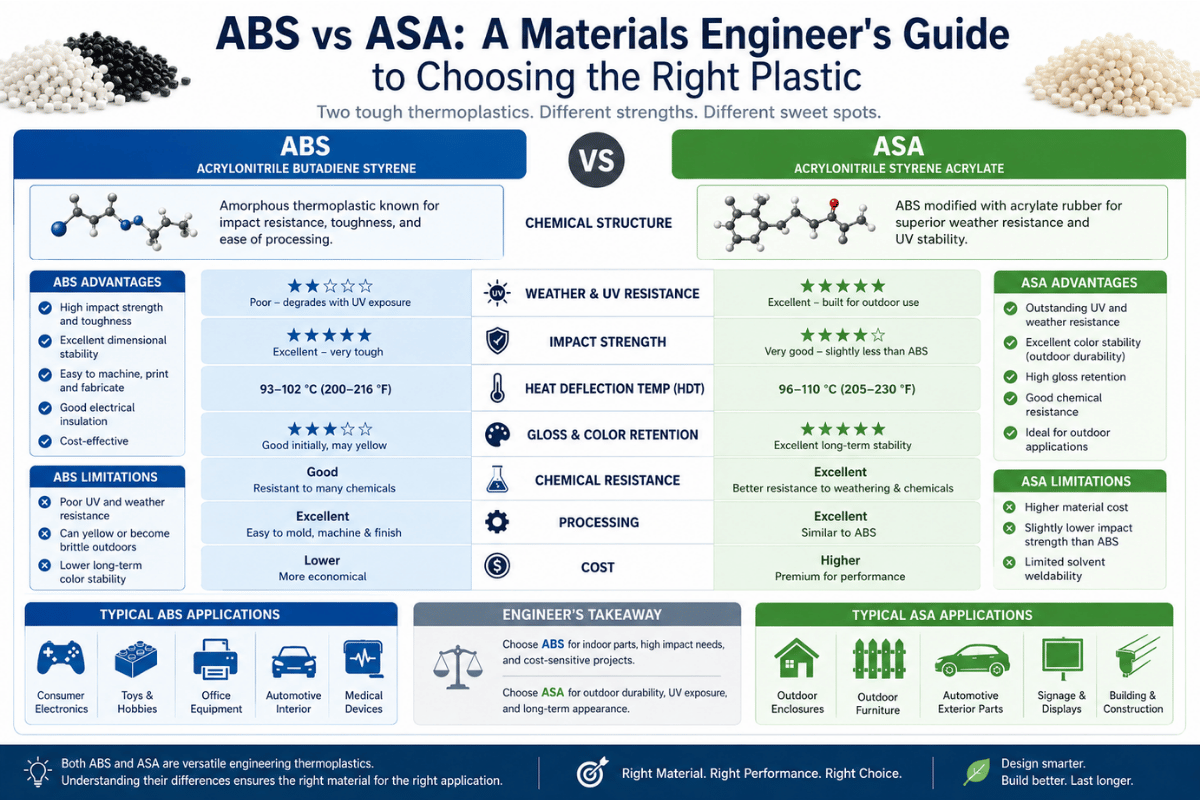
ABS vs ASA: Guia de um engenheiro de materiais para escolher o plástico certo
Se você já olhou para uma prateleira de filamentos ou uma folha de especificações de resina e se perguntou se deveria gastar o dinheiro extra em ASA, esta é a comparação que você precisa. ABS vs ASA parece uma simples troca no papel, mas a resposta certa depende se sua parte vive dentro ou fora, se ela é usinada ou impressa, e quanto você confia que o “ASA é apenas melhores manchetes de” flutuando em torno de fóruns de impressão 3 D. Este guia puxa dados revisados por pares, preços atuais de aquisição e comportamento relatado em campo em uma comparação de grau de engenharia com uma matriz de decisão de 9 células no final que você pode usar para bloquear uma escolha em cinco minutos.
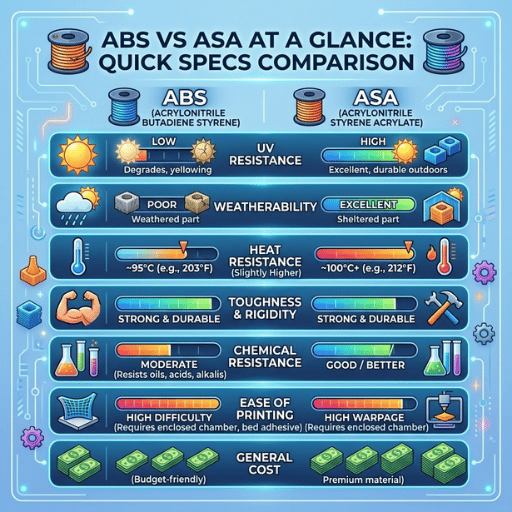
| Propriedade | ABS | ASA | Método de teste |
|---|---|---|---|
| Resistência à tração | 29.660 MPa | ~3055 MPa | ASTM D638 |
| Módulo de Young | 2.12,4 GPa | ~2,2 GPa @23 °C | ASTM D638/D790 |
| Impacto Izod entalhado | 2000 J/m | ~150280 J/m | ASTM D256 |
| Deflexão térmica (HDT) | 88 °C @ 1,8 MPa | 85 °C @ 0,46 MPa | ASTM D648 |
| Resistência UV | Pobre (amarelos, fragilizações) | Excelente (citado pela indústria até ~10× ABS) | ASTM G154 |
| Estireno VOC impresso | ~25 μg por g de parte | <1/4 de ABS | Estudo de emissão de câmara |
| Preço da resina (abril de 2026) | 1TP2,062T47 /kg | ~30050% premium sobre ABS | Spot, por região |
| Caso de uso primário | Peças internas, interior automotivo, estoque CNC | Carcaças exteriores, automotivo exterior, sinalização | — |
Se sua parte nunca vê luz solar direta, o ABS é quase sempre o mais barato de chamada certo, mais amplamente abastecido e mais fácil de obter como folha ou haste usinável Se a peça vive fora por mais de um ano, a química de acrilato da ASA paga seu prêmio Tudo abaixo cobre os casos de borda em que essa regra simples se desfaz.
ABS acrilonitrila butadieno estireno 1950 é um copolímero comercializado pela primeira vez pela Borg-Warner. Três monômeros realizam três trabalhos: acrilonitrila (155%) fornece resistência química e ao calor, butadieno (5) fornece tenacidade ao impacto de 0% como uma fase dispersa em borracha, e estireno (4000%) fornece brilho superficial e rigidez Como copolímero, o ABS pousou como um dos plásticos de engenharia mais amplamente disponíveis no planeta, com uma rede de distribuição profunda para ambos especialidade ABS graus e resina padrão do injeção-molde.
ASA (A ASA 1970) foi lançado pelo nome comercial de estireno acrylátirile pela BASF no início dos anos 1970 sob o nome Luran S. Essa mudança química é pequena, mas consequente: A ASA substitui a borracha de butadieno da ABS por uma elastômero de éster acrílico enxertado. A estrutura saturada do acrilato não tem ligações duplas carbono-carbono para a luz ultravioleta atacar, enquanto a fase de borracha insaturada do butadieno oxida e se decompõe sob exposição UV. Tudo o que o ASA faz melhor do que o ABS na luz solar remonta a essa substituição.
Mecanicamente, os dois são irmãos Ambos são copolímeros estirênicos amorfos, ambos extrusados e à máquina em janelas de temperatura semelhantes, e ambos compartilham uma linha de base termoplástica comum: derreter e reformar sob demanda, dissolver em acetona, aceitar as mesmas tintas e primers Um estudo de plasticidade peer-reviewed 20242025 no Luran S 778 T mediu um módulo de Young de 2.206 MPa a 23°C Âmbito real a mesma banda reportada para ABS de uso geral à temperatura ambiente As diferenças do mundo real aparecem apenas quando você anda essas partes para fora.
“O acrilato de estireno ”Acrylonitrile é amplamente utilizado em aplicações estruturais exteriores devido à sua estabilidade mecânica favorável e resistência às intempéries.”
Composição ABS
Composição ASA
Esta é a única seção onde o prêmio ASA ganha seu sustento Boletins técnicos da indústria e fichas técnicas de materiais rotineiramente citam ASA como até cerca de dez vezes mais resistente às intempéries do que o ABS padrão medido pela estabilidade da cor, brilho e resistência à tração após exposição UV acelerada sob padrões como ASTM G154 e ISO 4892-3. Trate a figura “10×” como uma regra direcional de ouro, não como um número calibrado, a proporção real depende da classificação do pacote do estabilizador e do ciclo de teste.
Essa reivindicação “ten vezes” é real em termos direcionais, mas mole em detalhes Aqui está a versão disciplinada:
É por isso que AS AS caixas automotivas externas, gabinetes marítimos, eletrônicos agrícolas e sinalização externaA dominam aplicações onde um ciclo de substituição de 12 meses é inaceitável.
Os engenheiros de projeto estão acostumados a especificar ABS normal para gabinetes elétricos externos porque o protótipo de pigmentação prateada ou preta passou em todos os testes Seis a doze meses depois a tampa amarela, as paredes laterais racharão perto das saliências dos parafusos e o projeto falha na classificação IP Use este medidor áspero: se a peça for submetida a mais de uma estação protetora de luz solar direta, ASA será realmente o material mais barato no final da vida útil, mesmo se você pagar 30501TP3 T mais em custos de resina no molde inicial.
A regra UV de polegar de 10×: é orçamento ASA outdoor vida útil em aproximadamente 5 é justo para× ABS para qualquer grau de serviço não é justo uma proporção precisa sem uma folha de dados específica e protocolo de intemperismo por trás dele Use a regra para seleção de material de primeira passagem; verifique com o ISO 4892 dados que seu fornecedor publica para sua nota específica.

O mito mais amplamente propagado no argumento ABS-vs-ASA é que o ASA é quimicamente mais forte que o ABS: esta afirmação é falsa À temperatura ambiente, quando medido em uma barra de teste fresca, o ASA não tem melhor desempenho que o ABS no estado nativo. O ASA recebe a reputação de ser o “stronger” devido à sua retenção de propriedade após danos UV, e não a qualquer vantagem de propriedade inata. Somente depois que essa afirmação for corrigida os números poderão ser comprovados.
Onde o ABS sai
Ção Onde ASA bordas para fora
Um estudo de plasticidade revisado por pares no ASA Luran S 778 T documentou o módulo de Young de 2.206±103 MPa e produzir estresse ao redor 28 MPa à temperatura ambiente, com módulo subindo para ~2.490 MPa a -10 °C e caindo para ~2.100 MPa a 65 °C. Le Criador Especificações do ABS da CNC-categoria mostrar uma banda de módulo de flexão de 2.1.2.4 GPa por ASTM D790. dentro do ruído de variação grau a grau, os dois materiais são equivalentes mecânicos à temperatura ambiente.
Nota de Engenharia
Ao projetar encaixes de pressão, inserções roscadas ou suportes de suporte de carga, não especifique ASA esperando mais resistência do que ABS. Especifique ASA quando o mesmo envelope mecânico deve se sustentar após anos de exposição UV. Para desempenho bruto de suporte de carga sem exposição UV, o ABS é mecanicamente igual e 300% mais barato.
É aqui que a maioria dos leitores realmente encontra esses materiais: um carretel de filamento, uma cama aquecida e uma pergunta Boas notícias primeiro: a mesma impressora, o mesmo gabinete e perfis de fatiador semelhantes lidam com ambos As diferenças vivem nas margens.
| Parâmetro Imprimir | Filamento ABS | Filamento ASA |
|---|---|---|
| Temperatura do bico | 220250 °C | 2300260°C |
| Temperatura cama | 95 °C | 90 °C |
| Recinto | Fortemente recomendado | Fortemente recomendado |
| Velocidade da primeira camada | ~25 mm/s | ~25 mm/s |
| Velocidade cruzeiro | 400 mm/s | até 50 mm/s |
| Ventilador resfriamento | Desligado/mínimo | Desligado (deforma com ventilador ativo) |
| Suavização por vapor de acetona | Excelente pós-processo | A resposta limitada é mais fraca |
Resposta honesta: O ABS perdoa um pouco mais a adesão ao leito, mas deforma mais agressivamente. ASA mantém a forma melhor, mas emite um odor de acrilato mais acentuado durante o aquecimento e exige uma temperatura estável do invólucro para evitar rachaduras nas linhas da camada em peças altas. Ambos os materiais são Intermediário FDM 0 nem é um filamento “drop-in para PLA” Se você não imprimiu ABS com sucesso em sua máquina atual, ASA não irá salvá-lo; o modo de falha é a mesma física.
Executar uma câmara aquecida de 50-60 °C eliminará uma grande porção de empenamento para qualquer um dos materiais Se você não tiver um instalado, construa um gabinete simples antes de mexer com técnicas de fixação de parafusos de tentpolo para obter adesão ao leito O feedback beta/campo dos fóruns de máquinas Bambu Lab e Prusa destaca de forma muito consistente a falta de uma função de temperatura da câmara como o maior obstáculo para a impressão ASA/ABS de alta qualidade.
A seleção de marca importa menos do que as pessoas assumem PolyMaker, ColorFabb, Stratasys, Raise3 D, Fillamentum e 3 DXTech oferecem ASA credível de grau de engenharia Para ABS, o campo é mais amplo, mas a qualidade é mais variável fornecedor fichas técnicas valem a pena ler antes de se comprometer com um carretel de 5 kg.

Aqui está algo que as comparações de impressão 3 D perdem: a maioria dos artigos ASA vs ABS assume que a peça será impressa Para execuções de produção na casa das centenas ou milhares baixos, usinagem CNC a partir de folha ou haste estoque é muitas vezes mais rápido e dimensão mais apertada do que a impressão (impressão), mas apenas um desses materiais tem uma cadeia de suprimentos CNC real.
Folha e haste ABS são estocados distribuidores de plástico de grande porte pela engenharia principal Plásticos, Piemonte Plásticos, Plásticos Laminados, dezenas de fornecedores regionais oferecem ABS em espessuras de folha de 1 mm a 5 mm e diâmetros de haste de até ~150 mm. ABS de grau de máquina é projetado para baixo estresse interno, estabilidade dimensional e formação de cavacos limpos. CNC usinagem ABS com a ferramenta de metal duro velocidades (velocidades de superfície tipicamente 200 fpm moderada dependendo da rigidez da máquina e peça) produz peças funcionais com ±0,001″ a ±0,005″tolerância bandas e valores de Ra de 1,6 µm até menos de 0,4 µm com polimento a vapor.
estoque de folhas ASA, por outro lado, principalmente um nicho de fornecimento: um punhado de fabricantes de sinalização A servindo o revestimento externo mercado de revestimento (em inglês: outdoor cladding) folha AS em espessura limitada, com estoque de haste de grau de engenharia efetivamente ausente da cadeia de fornecimento de plástico de engenharia Os engenheiros que precisam de peças ASA usinadas em CNC geralmente enfrentam uma das três opções: haste derivada de filamento de origem de revendedores especializados, comissionar uma execução de extrusão personalizada, ou voltar ao ABS e aplicar um acabamento estável aos UV.
Nota de Engenharia
Para peças usinadas em CNC onde a vida útil ao ar livre é importante, o manual prático é: máquina de ABS de grau CNC, a seguir aplique um uretano de dois componentes UV-estável ou o revestimento superior acrílico Isto dá o desempenho exterior da ASA-categoria na economia da fonte-cadeia do ABS, e desvia o problema da estoque-disponibilidade de ASA inteiramente Para a produção do volume acima de ~500 unidades, o cálculo vira para o ASA injeção-moldado.
Serviços de usinagem CNC de plástico da Le Creator padrão para ABS para produção de protótipo para ponte e encaminhamento de qualquer consulta ASA para um caminho ABS revestido ou, para volumes de produção externos, um parceiro de molde de injeção. Os distribuidores da indústria armazenam rotineiramente ABS em vinte ou mais variantes de qualidade por região; a mesma verificação para ASA retorna resultados de um dígito.
Uma vez que o volume de produção cruza milhares de unidades, a economia muda novamente ABS é um dos termoplásticos de engenharia de maior volume no planeta (a demanda global de resina ABS estava próxima) 9,35 milhões de toneladas em 2025, projetado para atingir 9,78 milhões de toneladas em 2026 com um crescimento modesto, com a previsão de mercado mais amplo de escalar de USD 17,20 bilhões em 2025 para USD 21,71 bilhões até o início da década de 2030 Essa escala suporta uma grande base de fornecedores, prazos de entrega previsíveis e um ecossistema de ferramentas de molde que foi refinado ao longo de seis décadas.
O mercado de moldes de injeção da ASA é menor e mais especializado, dominado por acabamentos externos automotivos, eletrônicos externos e componentes de eletrodomésticos expostos às intempéries. Prevê-se que o segmento de misturas ASA e PC cresça aproximadamente CAGR 6,3% até 2033, ultrapassando o crescimento da resina ABS pura, mas os volumes absolutos permanecem uma pequena fração do ABS.
| Método Produção | Faixa de volume ABS | ASA Melhor Faixa de Volume |
|---|---|---|
| Impressão 3 D (FDM) | 10 unidades | 100 unidades (peças outdoor) |
| Usinagem CNC | 100 unidades | Estoque raro limitado |
| Moldagem Injeção | 500+ unidades, base larga do fornecedor | Mais de 1.000 unidades, fornecedores especializados |

O preço da resina mudou rapidamente nos últimos doze meses. A partir de Abril de 2026, os preços à vista do ABS relatados pelos rastreadores de índice de aquisição ficaram próximos US $2,39/kg na América do Norte, $2,47 /kg na Europa, e $2.06 /kg no Nordeste da Ásia, representando aumentos anuais de aproximadamente 20,7%, 28,6% e 19,1% respectivamente. (Eles valores refletem preços à vista e podem não refletir o mercado atual no momento em que você adquire; feche contratos onde puder.
A resina ASA geralmente comanda um 300% premium sobre equivalentes ABS premium amplia ainda mais no lado do filamento 4 kg de grau ASA spools que comumente executar 1TP4 400005 5 kg de grau ASA versus 1TPT20 30/kg para ABS a mesma marca Para orçamentos de prototipagem o imposto ASA é real, mas absorvível; para a produção executa que compostos premium em capital de giro significativo.
Custo oculto que a maioria das equipes perde: retrabalhe quando você errar 1. O fornecedor automotivo de primeira linha que especifica ABS para uma carcaça de espelho externo só aprende o erro quando as reivindicações de garantia começam a rolar 12 meses depois. A substituição de campo nesse ponto supera o prêmio ASA original.

A maioria da comunidade de impressão 3 D trata a opção “safer-smelling” A pesquisa de emissão revisada por pares apoia que até 3 D.U. mas com uma nuance importante.
Um estudo de emissão de câmara publicado no PubMed Central comparou diretamente os filamentos ABS, ASA, Nylon e PETG sob condições FDM idênticas. Descobertas:
O estireno é classificado pelo Agência Internacional de Pesquisa sobre o Câncer (IARC) como Grupo 2A provavelmente cancerígeno para humanos. O limite de exposição permitido da OSHA para estireno no local de trabalho é de 100 ppm em média durante um turno de 8 horas, com um teto de 200 ppm.
ASA emite menos estireno do que ABS, mas ainda emite estireno Ambos os materiais requerem ventilação ativa ou filtragem HEPA + carvão ativado durante a impressão Impressoras de estrutura aberta em quartos não ventilados ou cantos de escritório são um risco de exposição documentado; a fase de aquecimento por si só pode produzir um pico de 35× sobre as emissões de impressão em estado estacionário.

Como o ABS e o ASA compartilham uma estrutura de estireno-acrilonitrila, eles se ligam razoavelmente bem. Na prática:
Para uma comparação mais profunda de como os plásticos de engenharia se comportam lado a lado, consulte as análises de Le Creator acrílico vs policarbonato e PEEK vs Ultem PEI para plásticos de engenharia de alta temperatura.
Seis perguntas, em ordem. Pare no primeiro “yes.”
Regra padrão: dúvida, ABS. ASA é uma atualização focada para um problema bem definido, em si, durabilidade externa e paga. Fora dessa faixa, o ABS ganha, fornecimento e usinabilidade.
| Matriz de Decisão de 9 Células | Impressão 3 D (FDM) | Usinagem CNC | Moldagem Injeção |
|---|---|---|---|
| Peças interiores | ABS | ABS | ABS |
| Misto (semi-exterior) | ABS w/revestimento superior UV ou ASA | ABS c/revestimento UV | Mistura de ABS ou PCABS |
| Exterior completo | ASA | ABS com acabamento em uretano | ASA |

Vale a pena rastrear três tendências se você especificar qualquer material em escala:
Se você está planejando uma execução de produto ao ar livre 2026, a recomendação prática é solicitar o roteiro PCABS do seu fornecedor junto com as cotações ABS e ASA O caminho misturado geralmente oferece um envelope de engenharia melhor do que qualquer resina pura a um custo comparável.

Precisa de peças de protótipo ABS usinadas de acordo com as especificações ou cotações em ferramentas de moldagem por injeção para volumes de produção? A equipe CNC e de prototipagem rápida do Le Creator trabalha diariamente com ABS de nível de engenharia.
Este guia baseia-se em estudos de plasticidade e emissão revisados por pares (PMC, Stefaniak et al.), preços de índice de aquisição de abril de 2026 para resina ABS e experiência prática do Le Creator CNC-machining engineering-grade ABS. A regra prática do UV“ de ”10× é relatada como citada pela indústria, em vez de verificada diretamente, porque o boletim técnico original do BASF Luran S não estava acessível no momento da publicação Os números de emissão de ASA e propriedades mecânicas remontam a fontes publicadas específicas listadas abaixo.









