Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


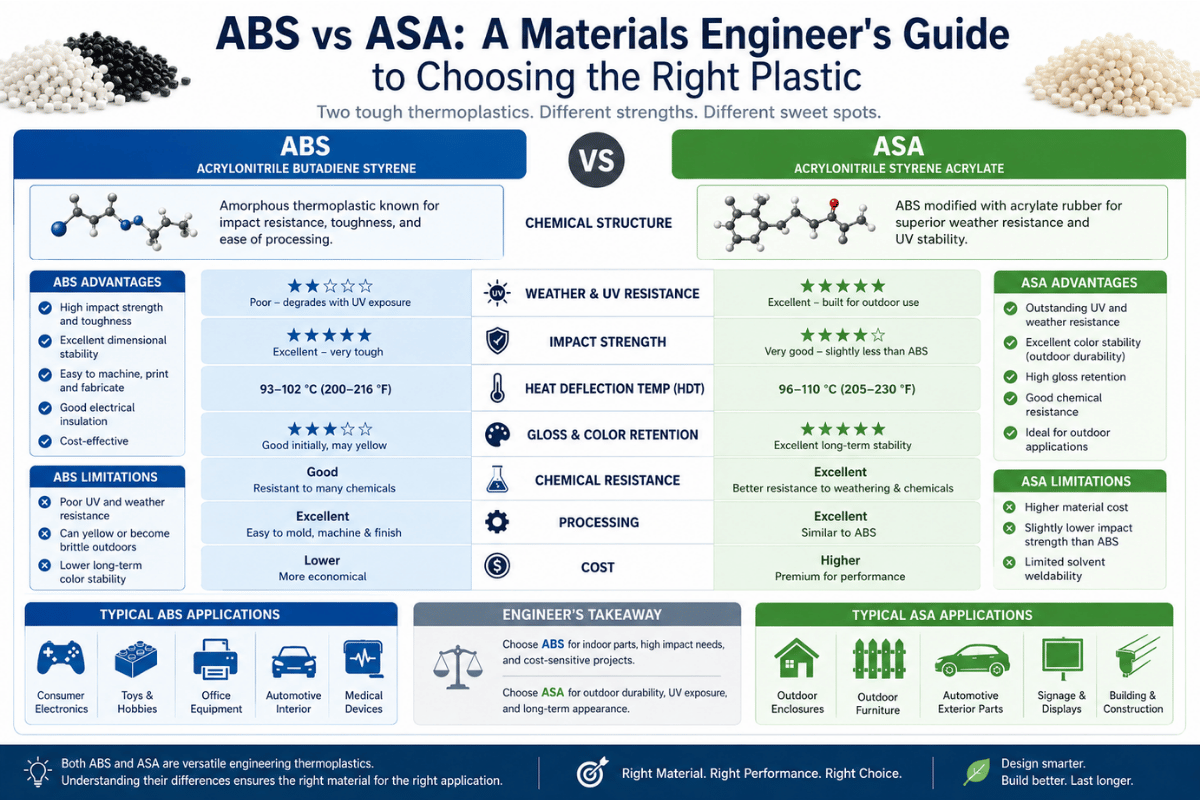
ABS vs. ASA: Ein Leitfaden für Materialingenieure zur Auswahl des richtigen Kunststoffs
Wenn Sie schon einmal auf ein Filamentregal oder ein Harzspezifikationsblatt gestarrt und sich gefragt haben, ob Sie das zusätzliche Geld für ASS ausgeben sollen, ist dies der Vergleich, den Sie benötigen. ABS gegen ASA Sieht aus wie ein einfaches Tauschpapier, aber die richtige Antwort hängt davon ab, ob Ihr Teil drinnen oder draußen lebt, ob es bearbeitet oder gedruckt wird und wie sehr Sie den Schlagzeilen “ASA ist einfach besser” vertrauen, die in 3 D-Druckforen herumschwirren Dieser Leitfaden zieht Peer-Review-Daten, aktuelle Beschaffungspreise, aktuelles Beschaffungsverhalten, einen feldberichteten Vergleich mit einer 9-Zellen-Matrix am Ende, mit der Sie eine Auswahl in fünf Minuten abschließen können.
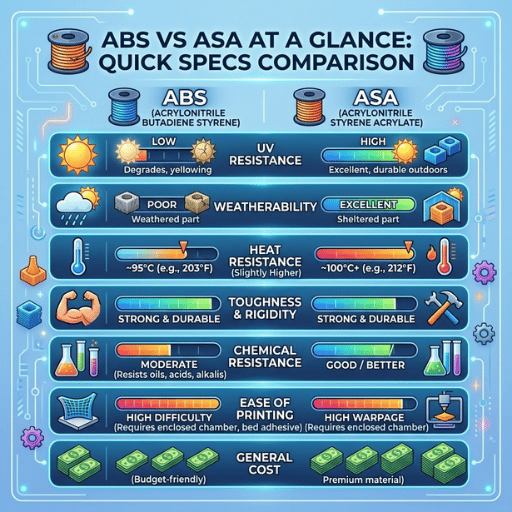
| Eigentum | ABS | ASA | Testmethode |
|---|---|---|---|
| Zugfestigkeit | 29,660 MPa | ~30 –55 MPa | ASTM D638 |
| Elastizitätsmodul | 2.12.4 GPa | ~2,2 GPa @ 23 °C | ASTM D638 / D790 |
| Kerbschlag Izod | 200 400 J/m | ~150 – 280 J/m | ASTM D256 |
| Wärmeablenkung (HDT) | 88 100 °C @ 1,8 MPa | 85 °C @ 0,46 MPa | ASTM D648 |
| UV-beständigkeit | Arm (Gelb, Sprödlinge) | Ausgezeichnet (Branchenzitiert bis ~10 × ABS) | ASTM G154 |
| Styrol VOC im Druck | ~25 µg pro g Teil | < 1/4 ABS | Kammeremissionsstudie |
| Harzpreis (Apr. 2026) | $2.06 2,47 / kg | ~30 – 501 TP3T-Prämie gegenüber ABS | Spot, nach Region |
| Primärer Anwendungsfall | Innenteile, Automobilinnenraum, CNC-Stock | Außengehäuse, Außenauto, Beschilderung | — |
Wenn Ihr Teil nie direktes Sonnenlicht sieht, ist ABS fast immer der richtige Call-Billiger, weiter gelagerter und einfacher als bearbeitbares Blech oder Stab zu beschaffen. Wenn das Teil länger als ein Jahr draußen lebt, zahlt die Acrylatchemie von ASA seinen Aufschlag. Alles unten deckt die Randfälle ab, in denen diese einfache Regel auseinanderfällt.
ABS Acrylnitril-Butadien-Styrol „Ein Copolymer, das erstmals in den 1950er Jahren von Borg-Warner kommerzialisiert wurde. Drei Monomere erledigen drei Aufgaben: Acrylnitril (15 – 351 TP3T) liefert Chemikalien- und Hitzebeständigkeit, Butadien (5 – 301 TP3 T) liefert Schlagzähigkeit als gummiartige dispergierte Phase und Styrol (40 –601TP3 T) liefert Oberflächenglanz und Steifigkeit Als Copolymer landete ABS als einer der am weitesten verbreiteten technischen Kunststoffe auf dem Planeten, mit einem tiefen Vertriebsnetz für beide Spezial-ABS-Qualitäten und Standard-Spritzgussharz.
ASA ASCrene Acrylnitril St wurde Anfang 1970 von BASF unter dem Handelsnamen Luran auf den Markt gebracht. Diese chemische Veränderung ist klein, aber folgenreich: Ersetzt den Butadienkautschuk von ABS durch einen Pfropftes Acrylesterelastomer. Das gesättigte Rückgrat von Acrylat hat keine Kohlenstoff-Kohlenstoff-Doppelbindungen, an denen ultraviolettes Licht angreifen könnte, während die ungesättigte Gummiphase von Butadien unter UV-Einwirkung oxidiert und abgebaut wird. Alles, was ASS besser macht als ABS im Sonnenlicht, geht auf diese eine Substitution zurück.
Mechanisch sind die beiden Geschwister Beide sind amorphe Styrolcopolymere, sowohl extrudiert als auch maschinell in ähnlichen Temperaturfenstern, und beide haben eine gemeinsame thermoplastische Grundlinie: Schmelzen und reformieren bei Bedarf, lösen sich in Aceton auf, akzeptieren die gleichen Farben und Grundierungen Eine von Experten begutachtete Plastizitätsstudie aus dem Jahr 20242025 zu Luran S 778 T maß den Elastizitätsmodul von 2.206 MPa bei 23 °C „In der Praxis wird dasselbe Band für Allzweck-ABS bei Raumtemperatur gemeldet. Unterschiede treten nur auf, wenn man diese Teile nach draußen führt.
“Acrylnitril-Styrolacrylat wird aufgrund seiner günstigen mechanischen Stabilität und Witterungsbeständigkeit häufig in strukturellen Außenanwendungen eingesetzt”
ABS-Zusammensetzung
ASA-Zusammensetzung
Dies ist der einzige Abschnitt, in dem die ASA-Prämie ihren Lebensunterhalt verdient. Technische Bulletins und Materialdatenblätter der Branche geben ASA routinemäßig an als Bis zu etwa zehnmal witterungsbeständiger Als Standard-ABS gemessen wurde die UV-Strahlung durch Farbstabilität, Glanzbeständigkeit und Zugfestigkeit nach Exposition unter Standards wie z ASTM G154 und ISO 4892-3. Behandeln Sie die Zahl “10×”als Richtungsregel des Daumens, nicht als kalibrierte Zahl „das tatsächliche Verhältnis 10 „Stabilisator” hängt von der Qualität, dem Paket und dem Testzyklus ab.
Diese “zehnmal” Behauptung ist in Richtung real, aber in Details matschig Hier ist die disziplinierte Version:
Aus diesem Grund dominiert ASA Automobilgehäuse im Freien, Schiffsgehäuse, landwirtschaftliche Elektronik und Schilderanwendungen im Freien, bei denen ein 12-monatiger Austauschzyklus inakzeptabel ist.
Konstrukteure sind es gewohnt, normales ABS für elektrische Außengehäuse anzugeben, da der silber - oder schwarzpigmentierte Prototyp alle Tests bestanden hat Sechs bis zwölf Monate später vergilbt der Deckel, die Seitenwände reißen in der Nähe von Schraubenvorsprüngen und das Design versagt bei IP-Einstufung Verwenden Sie dieses grobe Messgerät: Wenn das Teil mehr als einer Schutzsaison direkter Sonneneinstrahlung ausgesetzt wird, ist ASA über das Lebensende tatsächlich das billigere Material, selbst wenn Sie beim ersten Formen 30501 TP3 T mehr Harzkosten zahlen.
Die 10-× UV-Daumenregel: es ist fair, die asa-außenlebensdauer bei ungefähr 5 –10 ̄N ABS für jede gegebene note zu budgetieren Es ist nicht fair, ein genaues verhältnis ohne ein bestimmtes datenblatt und witterungsprotokoll dahinter anzugeben Verwenden sie die regel für die materialauswahl des ersten durchgangs; überprüfen sie mit der ISO 4892 Daten, die Ihr Lieferant für Ihre spezifische Note veröffentlicht.

Der am weitesten verbreitete Mythos im Argument ABS-vs-ASA ist, dass ASA chemisch stärker ist als ABS: Diese Aussage ist falsch Bei Raumtemperatur schneidet ASA bei Messung an einem frischen Testbalken nicht besser ab als ABS im nativen Zustand, ASA erhält den Ruf, aufgrund seines Eigentumsvorbehalts nach UV-Schäden “stärker” zu sein, nicht zu einem angeborenen Eigentumsvorteil, erst nachdem diese Aussage korrigiert wurde, können sich die Zahlen beweisen.
Wo ABS herausrundet
Wo ASA herauskanten
Eine von Experten begutachtete Plastizitätsstudie zu ASA Luran S 778 T dokumentierte Youngs Modul 2.206 ± 103 MPa und Streß um 28 MPa bei Raumtemperatur, wobei der Modul bei -10 °C auf ~2.490 MPa ansteigt und bei 65 °C auf ~2.100 MPa sinkt. Le Creator's ABS-Spezifikationen in CNC-Qualität Biegemodulband von 2,1 anzeigen 2,4 GPa pro ASTM D790. Innerhalb des Rauschens der Grad-zu-Grad-Variation sind die beiden Materialien mechanische Äquivalente bei Raumtemperatur.
Technische Anmerkung
Geben Sie bei der Konstruktion von Schnappverschlüssen, Gewindeeinsätzen oder tragenden Halterungen keine ASA an, die mehr Festigkeit als ABS erwartet. Geben Sie ASA an, wenn dieselbe mechanische Hülle nach Jahren der UV-Belastung standhalten muss. Für rohe Tragleistung ohne UV-Belastung ist ABS mechanisch gleich und 3050% günstiger.
Hier treffen die meisten Leser tatsächlich auf diese Materialien: eine Filamentspule, ein beheiztes Bett, und eine Frage Gute Nachricht zuerst: der gleiche Drucker, das gleiche Gehäuse, und ähnliche Slicer-Profile handhaben beides Unterschiede leben am Rand.
| Druckparameter | ABS-Filament | ASA-Filament |
|---|---|---|
| Düsentemperatur | 220 °C | 230 °C |
| Betttemperatur | 95 110 °C | 90 110 °C |
| Einfriedung | Stark zu empfehlen | Stark zu empfehlen |
| Erstschichtgeschwindigkeit | ~25 mm/s | ~25 mm/s |
| Reisegeschwindigkeit | 40 60 mm/s | Bis zu 50 mm/s |
| Kühlgebläse | Aus / minimal | Aus (Wärpen mit aktivem Ventilator) |
| Acetondampfglättung | Ausgezeichnetes Nachverfahren | Die Reaktion auf begrenzte Oberflächen ist schwächer |
Ehrliche Antwort: ABS ist etwas nachsichtiger bei der Betthaftung, verzieht sich jedoch aggressiver. ASS hält die Form besser, gibt aber beim Aufheizen einen schärferen Acrylatgeruch ab und erfordert eine stabile Gehäusetermperatur, um Risse in der Schichtlinie an hohen Teilen zu vermeiden. Beide Materialien sind FDM-zwischenprodukt “Keines von beiden”ist ein „Drop-in für PLA”-Filament. Wenn Sie ABS nicht erfolgreich auf Ihrer aktuellen Maschine gedruckt haben, speichert ASA Sie nicht; Der Fehlermodus ist die gleiche Physik.
Durch den Betrieb einer beheizten Kammer mit 50-60 °C entfällt bei beiden Materialien ein großer Teil der Verformung. Wenn Sie keine installiert haben, bauen Sie ein einfaches Gehäuse, bevor Sie an den Techniken zum Festlegen der Zeltstangenschrauben herumfummeln, um eine Betthaftung zu erreichen. Beta-/Feldfeedback aus den Maschinenforen Bambu Lab und Prusa unterstreicht sehr immer wieder das Fehlen einer Kammertemperaturfunktion als größtes Hindernis für einen hochwertigen ASA/ABS-Druck.
Die Markenauswahl spielt eine geringere Rolle, als die Leute annehmen. PolyMaker, ColorFabb, Stratasys, Raise3D, Fillamentum und 3XTech bieten alle glaubwürdige ASA in technischer Qualität. Für ABS ist das Feld breiter, aber die Qualität ist variabler. Datenblätter von Lieferanten sind es wert, gelesen zu werden, bevor man sich auf eine 5-kg-Spule festlegt.

Hier ist etwas, was die 3 D-Druck-Vergleiche vermissen: die meisten ASA vs ABS-Artikel gehen davon aus, dass das Teil gedruckt wird Für Produktionsläufe in den Hunderten oder niedrigen Tausenden ist CNC-Bearbeitung aus Blech oder Stab oft schneller und enger als Druck, aber nur eines dieser Materialien hat eine echte CNC-Lieferkette.
ABS-Blech und Stab Werden von großen technischen Kunststoffverteilern weltweit geführt. Professionelle Kunststoff-, Piemont- und Verbundkunststoffe sowie Dutzende regionaler Lieferanten bieten ABS in Blechdicken von 1 mm bis 5 mm und Stabdurchmessern von bis zu ~150 mm an. Maschinengefertigtes ABS ist für geringe Innenspannung, Dimensionsstabilität und saubere Spanbildung. CNC-Bearbeitung ABS Mit Hartmetallwerkzeugen mit moderater Geschwindigkeit (Oberflächengeschwindigkeiten typischerweise 200 bis 500 Fuß pro Minute, abhängig von der Steifigkeit der Maschine und der Teilegeometrie) werden Funktionsteile hergestellt ±0,001 „bis ±0,005 „Toleranz Bänder und Ra-Werte von 1,6 µm bis unter 0,4 µm unter Dampfpolieren.
ASA-Blechbestand, Im Gegensatz dazu handelt es sich größtenteils um eine Nischenversorgung: eine Handvoll Hersteller, die hauptsächlich Ingenieure bedienen, die den Außenverkleidungsmarkt bedienen. AS-Platten aus AS-Verkleidung in begrenzter Dicke, wobei Stangenmaterial in technischer Qualität in der Lieferkette für technisches Kunststoff praktisch fehlt CNC-bearbeitete ASA-Teile sind im Allgemeinen einer von drei Optionen ausgesetzt: von Filamenten abgeleitete Stäbe von Spezialwiederverkäufern beziehen, einen maßgeschneiderten Extrusionslauf in Auftrag geben oder auf ABS zurückgreifen und eine UV-stabile Deckschicht auftragen.
Technische Anmerkung
Für CNC-bearbeitete Teile, bei denen es auf die Lebensdauer im Freien ankommt, lautet das praktische Spielbuch: Maschine von ABS in CNC-Qualität, „Dann tragen Sie eine UV-stabile Zweikomponenten-Urethan- oder Acryl-Deckschicht auf. Dies sorgt für eine Außenleistung in ASA-Qualität bei ABS-Lieferkettenökonomie und umgeht das ASA-Stammverfügbarkeitsproblem vollständig. Bei einer Volumenproduktion über ~500 Einheiten dreht sich die Berechnung in Richtung spritzgegossener ASA.
Dienstleistungen von Le Creator für die Kunststoff-CNC-Bearbeitung Standardmäßig auf ABS für die Produktion von Prototypen zu Brücken und leiten Sie jede ASA-Anfrage entweder an einen beschichteten ABS-Pfad oder, für Produktionsmengen im Freien, an einen Spritzguss-Partner weiter. Industriehändler führen ABS routinemäßig in zwanzig oder mehr Qualitätsvarianten pro Region; Der gleiche Scan für ASA liefert einstellige Ergebnisse.
Sobald das Produktionsvolumen einige Einheiten überschreitet, ist die Wirtschaftlichkeit. ABS ist eines der volumenstärksten technischen Thermoplaste auf dem Planeten, bei dem sich der weltweite Bedarf an ABS-Harz erneut in der Nähe befand 9,35 Millionen Tonnen im Jahr 2025, 9,78 Millionen Tonnen im Jahr 2026 bei bescheidenem Wachstum voraussichtlich erreichen, wobei der breitere Markt bis Anfang der 2030er Jahre voraussichtlich von 17,20 Milliarden US-Dollar im Jahr 2025 auf 21,71 Milliarden US-Dollar skalieren wird. Diese Skala unterstützt eine große Lieferantenbasis, vorhersehbare Vorlaufzeiten und eine Form-Werkzeug-Ökosystem, das über sechs Jahrzehnte verfeinert wurde.
Der Spritzgussmarkt von ASA ist kleiner und spezialisierter und wird von Automobilaußenverkleidungen, Außenelektronik und wetterexponierten Gerätekomponenten dominiert. Das Segment der ASA- und PC-Mischungen wird voraussichtlich um etwa wachsen 6,3% CAGR bis 2033, das reine ABS-Harzwachstum wird übertroffen, aber die absoluten Volumina bleiben ein kleiner Teil des ABS.
| Produktionsmethode | ABS-Bandbereich | ASA Best Volume Range |
|---|---|---|
| 3 D-Druck (FDM) | 1 –50 Einheiten | 1 – 100 Einheiten (Teile im Freien) |
| CNC-Bearbeitung | 1 500 Einheiten | Seltener Bestand |
| Spritzguss | 500+ Einheiten, breite Lieferantenbasis | 1.000+ Einheiten, spezialisierte Lieferanten |

Die Harzpreise haben sich in den vergangenen zwölf Monaten rasant bewegt Stand April 2026, Die von Beschaffungsindex-Trackern gemeldeten ABS-Spotpreise lagen in der Nähe US $2,39 / kg In Nordamerika, $2,47 / kg In Europa und $2.06 / kg In Nordostasien beträgt der Anstieg etwa im Jahresvergleich 20,7%, 28,6% und 19,1% bzw. . Diese Zahlen spiegeln Spotpreise wider und spiegeln möglicherweise nicht den aktuellen Markt zum Zeitpunkt Ihrer Beschaffung wider; Schließen Sie Verträge ab, wo Sie können.
ASA-Harz befehligt üblicherweise a 30 –501 TP3T-Prämie Über gleichwertiges ABS. Diese Prämie erweitert die Filament-Seiten-ASA-Spulen der Güteklasse 0. ASA laufen üblicherweise mit 1 TP4T3045 kg gegenüber 1 TPT203 / kg für ABS derselben Marke. Für Prototyping-Budgets ist die ASA-Steuer real, aber absorbierbar; Für die Produktion läuft diese Prämie zu sinnvollem Betriebskapital zusammen.
Versteckte Kosten, die die meisten Teams verpassen: Überarbeiten, wenn Sie falsch liegen „Ein Kfz-Zulieferer der ersten Stufe erfährt den Fehler erst, als 12 Monate später Garantieansprüche einlaufen. Der Austausch vor Ort stellt zu diesem Zeitpunkt die ursprüngliche ASA-Prämie in den Schatten.

Der Großteil der 3 D-Druck-Community behandelt ASA als die Option “sicherer riechen” Peer-Review-Forschung unterstützt, dass up emissioned aber mit einem wichtigen Nu.
Eine auf PubMed Central veröffentlichte Kammeremissionsstudie verglich ABS-, ASA-, Nylon- und PETG-Filamente unter identischen FDM-Bedingungen direkt. Ergebnisse:
Styrol wird klassifiziert durch die Internationale Agentur für Krebsforschung (IARC) Als Gruppe 2A wahrscheinlich krebserregend für den Menschen. Der zulässige Expositionsgrenzwert der OSHA für Styrol am Arbeitsplatz beträgt 100 ppm, gemittelt über eine 8-Stunden-Schicht, mit einer Obergrenze von 200 ppm.
ASA emittiert weniger Styrol als ABS, aber es emittiert dennoch Styrol Beide Materialien benötigen beim Drucken eine aktive Belüftung oder eine HEPA + Aktivkohlefiltration Offene Rahmendrucker in unbelüfteten Schlafzimmern oder Büroecken sind ein dokumentiertes Belichtungsrisiko; allein die Aufheizphase kann einen 35-×-Spike über den stationären Druckemissionen erzeugen.

Da ABS und ASA ein gemeinsames Styrol-Acrylnitril-Rückgrat haben, verbinden sie sich einigermaßen gut. In der Praxis:
Für einen tieferen Vergleich des Verhaltens technischer Kunststoffe nebeneinander siehe die Analysen von Le Creator Acryl vs. Polycarbonat und PEEK gegen Ultem PEI Für hochtemperaturtechnische Kunststoffe.
Sechs Fragen, der Reihe nach. Hör auf mit dem ersten “Ja”
Standardregel: im Zweifelsfall ABS. ASA ist ein fokussiertes Upgrade für ein genau definiertes Problem – Haltbarkeit im Freien – und amortisiert sich in dieser Spur. Außerhalb davon gewinnt ABS bei Kosten, Lieferung und Bearbeitbarkeit.
| 9-Zell-Entscheidungsmatrix | 3 D-Druck (FDM) | CNC-Bearbeitung | Spritzguss |
|---|---|---|---|
| Innenteile | ABS | ABS | ABS |
| Gemischt (halb im Freien) | ABS w/ UV-Decklack oder ASA | ABS w/ UV-Decklack | ABS- oder PCABS-Mischung |
| Voller Außenbereich | ASA | ABS w/Urethan-Decklack | ASA |

Drei Trends sind es wert, verfolgt zu werden, wenn Sie eines der beiden Materialien im Maßstab angeben:
Wenn Sie einen Outdoor-Produktlauf 2026 planen, ist die praktische Empfehlung, neben ABS- und ASA-Angeboten die PCABS-Roadmap Ihres Lieferanten anzufordern. Der Blended Path liefert oft einen besseren technischen Rahmen als beide reinen Harze zu vergleichbaren Kosten.

Benötigen Sie ABS-Prototypteile, die nach Spezifikation bearbeitet wurden, oder Angebote für Spritzgusswerkzeuge für Produktionsmengen? Das CNC- und Rapid-Prototyping-Team von Le Creator arbeitet täglich mit ABS in technischer Qualität.
Dieser Leitfaden stützt sich auf von Experten begutachtete Plastizitäts- und Emissionsstudien (PMC, Stefaniak et al.), Beschaffungsindexpreise für ABS-Harz vom April 2026 und Le Creators praktische Erfahrung in CNC-Maschinenbau- und ABS. Die Faustregel “10×”wird als von der Branche zitiert und nicht direkt überprüft angegeben, da das ursprüngliche technische Bulletin von BASF Luran S zum Zeitpunkt der Veröffentlichung nicht zugänglich war Die Zahlen zu ASA-Emissionen und mechanischen Eigenschaften gehen auf bestimmte veröffentlichte Quellen zurück, die unten aufgeführt sind.