Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


CNC Machining Service: What Engineers Need to Know Before Ordering
📐 Quick Specs — CNC Machining at a Glance
| Standard Tolerance | ±0.005″ (±0.127 mm) per ISO 2768-f |
| Tight Tolerance | ±0.001″ (±0.025 mm) |
| Default Surface Finish | Ra 3.2 µm (125 µin) |
| Common Materials | Aluminum 6061-T6, 304/316L Stainless, Ti-6Al-4V, PEEK, Delrin |
| Typical Lead Time | 3–10 business days |
| Shop Rate Range | $35–$150/hour (3-a×is to 5-a×is) |
“Ordering CNC machined parts” appears simple-just send up your CAD file, receive a price, and wait for the parts to arrive. However, in reality, the critical factors differentiating the “good” part (one iteration) from the “bad” is predicating decisions about the job before the order is even placed. This guide discusses what engineers and procurement managers must consider when choosing a CNC machining service-from selecting the process, and determining required tolerances to understanding what affects your cost and qualifying your suppliers-with the hard data to support your choice.
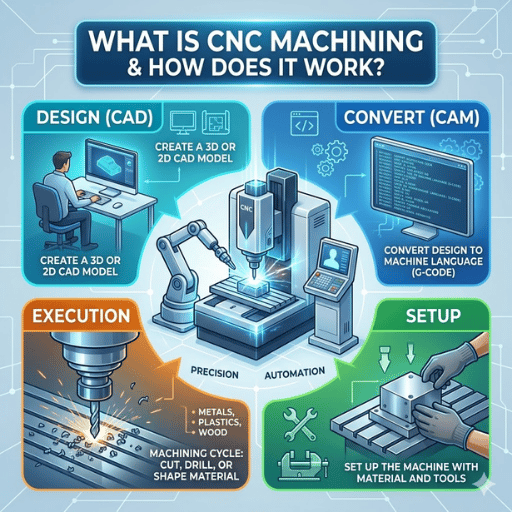
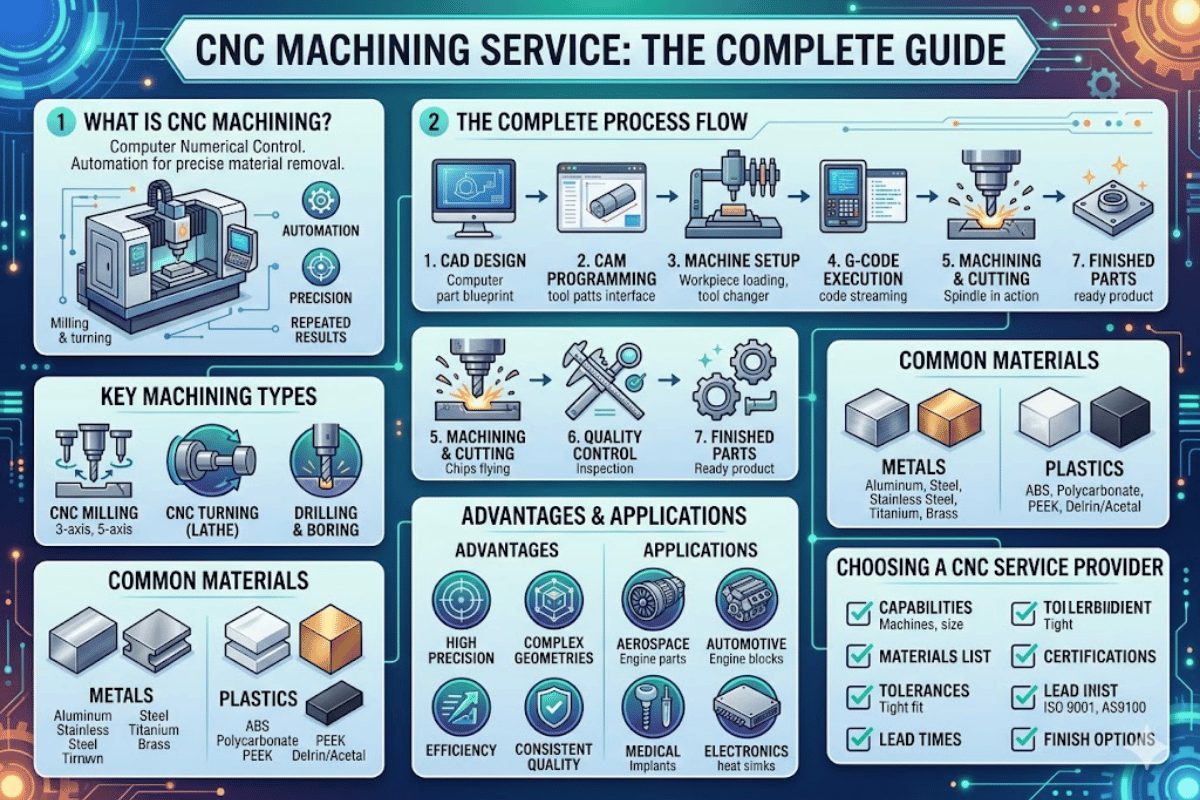
A CNC machining service is one of the continuous manufacturing processes that use a computer numerical control machine to cut materials from a block of material, work piece in order to shape and size a part. In contrast with 3D printers, a CNC machine use to a starting larger block of material to cut down to the desired shape.
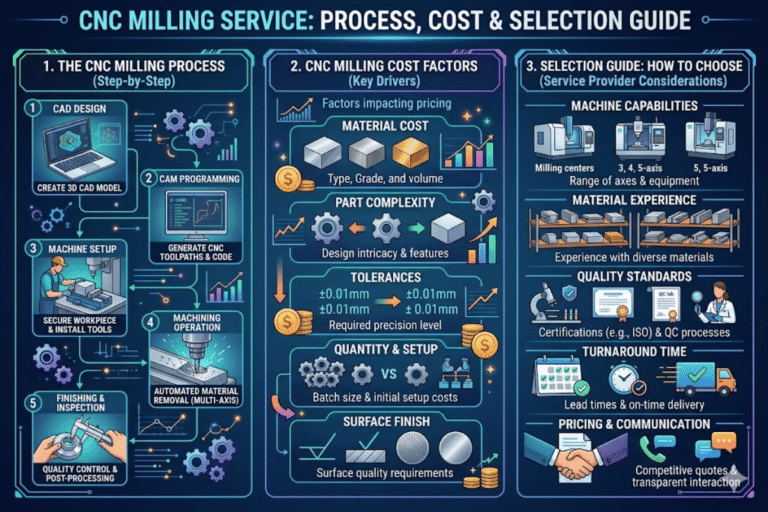
Every CNC job follows three steps. An engineer designs a 3D model using CAD software—SolidWorks, Fusion 360, or the like. Next, the 3D model is converted into machinable toolpaths in CAM software, which then outputs G-codes that instruct the CNC machine where to go, how fast to spin, how deep to cut, and so on.
Finally, the CNC machine executes those codes. Spindle speeds are generally between 8,000 and 30,000 RPM depending on material and cutter diameter, with feed rates then selection based on finding an acceptable surface finish while achieving the desired cycle time.
Repeatability is where CNC beats manual operation. A one-off might be hand-made, made to order, but a CNC, if it works, makes 1 or 1000 exactly the same. Tolerances are maintained from first to last – something no manual operation can claim.
💡 CNC vs. 3D Printing — When Each Wins
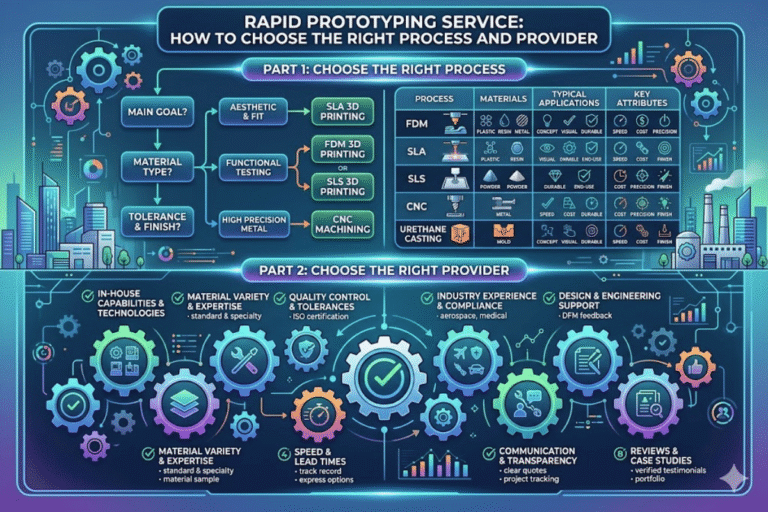
Use CNC machining when lower tolerances are required (<0.005″), when a high quality surface finish is desired, functional metal components are sought or production numbers are >10. Use 3D printing when your geometry includes deep internal channels or lattice structures or if a form-check prototype can be delivered in 24 hours with tolerances >0.010″ While these suggestions are a good starting point, it is recommended to discuss your application with a casting supplier.

A 3 a×is CNC mill translates the cutting tool in the X, Y and Z directions. It is ideally suited for producing flat or prismatic geometries i.e. brackets, plates and housings with all features accessible from one side. Any undercut, angled hole or compound curve component requires re-fi×turing of the workpiece increasing setup cost and the risk of positional error.
5 a×is CNC milling includes 2 additional a×es of rotation (usually A and B axes), enabling the cutter to tilt and swivel to virtually any angle within a single setup on the work piece. (Industry statistics indicate that last year (2015), over 80% of all industrial mills new to the market were sold with 5 axis capability). The real world saving—jobs that previously took 7-10days on multiple 3 axis machines taking advantage of multiple set-ups on one or more machining centers can now be done in a matter of hours on a single 5 axis machine with increased dimensional accuracy and consistency since the part does not have to be re-located during the machining process.
CNC turning involves rotating the part against a stationary cutting tool, making it the process of choice for cylindrical and conical components- shafts, bushings, fittings, threaded fasteners. Modern CNC lathes with live tooling can also machine milling and turning operations in a single setup.
Swiss-type CNC turning takes this a step farther in the case of small-diameter parts (under 32mm). The guide bushing supports the work close to the cut, removing the flex that leads to deflection and allowing tolerances down to 0.0005″. Swiss machining is standard for medical bone screws, electronic connector pins, and watch parts.
Electrically discharge machining, utilizes a fine electrically charged wire to cut through conductive materials with tolerances as tight as 0.0001″. With no direct mechanical cutting force, wire EDM handles hardened tool steels, tungsten carbide, and other materials that would destroy conventional cutters. The catch is it cuts slowly- slowly compared to milling.
| Process | Best For | Tolerance | Typical Lead Time |
|---|---|---|---|
| 3-Axis Milling | Flat/prismatic parts | ±0.005″ | 3–5 days |
| 5-Axis Milling | Complex contours | ±0.0004–0.0008″ | 5–8 days |
| CNC Turning | Cylindrical/conical | ±0.002″ | 2–4 days |
| Swiss Turning | Small precision parts (<32 mm) | ±0.0005″ | 5–7 days |
| Wire EDM | Hard metals, intricate profiles | ±0.0001″ | 7–10 days |

Choosing the right material is critical to controlling cost, reducing lead time, and achieving part specifications. The wrong material choice can produce a part that machines beautifully but fails in service- or one that succeeds in service but blows the budget. The list below shows the most processed CNC machining materials with the mechanical properties and cost data engineers need.
Aluminum has become something of a defacto standard CNC machining material: it mills quickly, it holds close tolerances, and it costs less than most other metals. When aluminum 6061-T6 is indicated for general purpose parts- brackets, enclosures, fixtures, and heat sinks- it is by far the most common. When higher tensile strength (aerospace structural members, high-stress jigs) is essential, 7075-T6 provides 572MPa at roughly 1.5 the material price.
304 stainless steel, for instance, holds excellent corrosion resistance- such as for food-grade and medical equipment. 316L substitutes molybdenum for superior chemical resistance- a choice for marine and chemical processing applications. Out-performs steel for strength-to-weight ratios, Ti-6Al-4V (Grade 5 titanium). delivers 950MPa tensile strength at roughly 60% the density- but is slow and can be expensive. 1045 carbon steel hits the sweet spot for high strength gear, shaft, and fixture applications without the corrosion resistance.
| Metal | Tensile Strength (MPa) | Machinability | Relative Cost | Best For |
|---|---|---|---|---|
| Al 6061-T6 | 310 | Excellent | 1× | General purpose, aerospace brackets |
| Al 7075-T6 | 572 | Good | 1.5× | Structural aerospace, high-stress |
| 304 Stainless | 515 | Moderate | 2× | Food/medical equipment |
| 316L Stainless | 485 | Moderate | 2.5× | Marine, chemical processing |
| Ti-6Al-4V | 950 | Difficult | 10× | Aerospace, medical implants |
| Carbon Steel 1045 | 585 | Good | 1.2× | Gears, shafts, fixtures |
Engineering plastics are machined when parts require electrical insulation, better chemical resistance, or less weight than a mixture of metal and plastics can offer- combined with tighter tolerances than injection molding can provide at low production volumes. PEEK is a metal- substitute in aerospace and medical applications- it withstands 260 °C continuous operation, yet delivers 100 MPa tensile strength. Delrin (POM) handles the load on gears, bearings, bushings. Polycarbonate gives opacity along with high impact resistance for covers and shields.
| Plastic | Tensile (MPa) | Service Temp (°C) | Relative Cost | Best For |
|---|---|---|---|---|
| PEEK | 100 | 260 | 8× | Metal replacement, aerospace |
| Delrin/POM | 70 | 120 | 1.5× | Gears, bearings, bushings |
| Polycarbonate | 55–75 | 130 | 1× | Optical, impact-resistant covers |
| ABS | 40 | 80 | 0.8× | Prototypes, enclosures |
| PTFE | 25 | 260 | 3× | Seals, bearings, chemical resistant |
| Nylon 6/6 | 80 | 120 | 1.2× | Wear parts, structural components |
💡 Engineering Note — Material Selection Decision Matrix
Begin by considering the operating environment- temperature, chemical exposure, mechanical loads, and compliance factors. Operation below 120 °C, no chemical risk, and high strength- use aluminum alloy. Chemical or corrosive risk- consider stainless steel or titanium. Chemical resistance- consider stainless steels or titanium. Electrical insulation or weight reduction- consider PEEK or Delrin before choosing metal.
Getting the right machining tolerance is a dice roll: if it’s too loose, the mating parts won’t fit. If it’s too tight, you’re just paying for unnecessary machining time that hasn’t bought you anything. The tables below show what is feasible on a real production machine, not a best-case marketing picture.
| Level | Range | Standard | Cost Multiplier | When Needed |
|---|---|---|---|---|
| Standard | ±0.005″ (±0.127 mm) | ISO 2768-f | 1× | Most commercial parts |
| Tight | ±0.001″ (±0.025 mm) | Drawing spec | 1.3–1.5× | Mating surfaces, bearing fits |
| Ultra-precision | ±0.0005″ (±0.0127 mm) | GD&T per ASME Y14.5 | 2–3× | Medical devices, optics |
Surface finish is specified as Ra (arithmetic average roughness of the surface) in units of micrometers per ISO 4287. Unless your CAD drawing clearly states a specific Ra requirement, most CNC machining shops default to Ra 3.2 µm – the natural surface left by a standard milling or turning operation.
| Finish | Ra (µm) | Process | Application |
|---|---|---|---|
| As-machined | 3.2 | Standard CNC | General parts |
| Fine | 0.8–1.6 | Fine-tuned passes | Sealing surfaces |
| Ground | 0.4–0.8 | Grinding | Precision fits |
| Polished | <0.4 | Honing/polishing | Optical, medical |
💡 Engineering Note
Apply ISO 2768-f as your default general metal tolerance, and ISO 2768-m for plastics. Only specify closer tolerances on critical mating features – seal grooves, bores, and datum surfaces. After all, every finger-tight dimension adds machine time and inspection expense.
Pro Tip: Only specify tighter tolerances on critical features when ordering precision CNC machining. If every dimension in a design is 0.001″ I’ll bet the designer didn’t fully understand manufacturing – and it will cost 2-3x more than one where tight tolerances are clearly determined by risk and function.
CNC machining expenses are influenced by five key factors, each adding a different percent to the final piece price. Understanding these factors enables engineers to choose design strategies that meet tight tolerances within the desired budget.
| Factor | Impact on Total Cost | Example |
|---|---|---|
| Material | 15–40% | Switching from Ti to Al saves ~50% |
| Complexity | 20–60% | 5-axis $40–50/hr vs 3-axis $20–30/hr |
| Tolerance | 10–30% | ±0.001″ adds 30–50% over standard |
| Quantity | 30–80% savings at scale | 1 pc = $100+ → 1,000 pc = few dollars each |
| Surface Finish | 5–20% | Anodizing adds $2–5/part |
Design for standard tolerances (0.005″), and target tight tolerances for those features that are critical to function.
Avoid unnecessary design complexities, like undercuts that aren’t needed – each one adds 30-50% cost.
Use aluminum 6061 T6 unless a different material is specifically required for function.
Maintain a minimum thickness of 0.8 mm in metallic parts and 1.5 mm in plastic parts – thinner walls can cause chatter and scrap.
Group similar parts into a single order to share setup costs across more items.
Send solid models as STEP or IGES files. This reduces programming charges due to manual interpretation.
Consult with manufacturer on design for manufacturability (DFM) before finalizing — catching a $0.50 drawing revision prevents a $500 rework later.
Want a cost estimate fast? Upload your CAD file and get a quote — most platforms offer instant pricing with results in under 24 hours.
When choosing a CNC machine shop, verify their certifications to ensure they were independently audited for quality controls. The standard baseline is ISO 9001 – any shop that does not have this should be considered suspicious. The additional relevant certifications can vary by field:
Online CNC machining services (instant quotation services) work very well when producing standard materials, geometrically simple to medium complexities, and when tolerances 0.002 – 0.005″ can be tolerated within a lead-time of 3-7 days. You send the CAD file, receive an instant price, and the parts are shipped without ever having spoken to someone. Local machine shops do great when you need a same-day turnaround, personal Design for Manufacturing (DFM) and engineering discussions, or are running a program with engineering changes that you will want a close working relationship with your fabricator.
Regardless of whether your end result is an online CNC machine shop or local shop, here are characteristics that you should demand when selecting a shop – and characteristics that you should avoid:
✔ Published certifications with certificate numbers and expiration dates
✔ CMM inspection reports included with shipment
✔ Clear DFM feedback process before production starts
Transparent lead time commitments with penalties for late delivery
⚠️ No published certifications or “certification pending” claims
⚠️ Vague tolerance claims (“we can hold tight tolerances”)
⚠️ No first-article inspection option offered
The seven design for manufacturing rules distilled from guidelines provided by Protolabs and Engineering Libretexts will save you from the most common (and most expensive) CNC machining design errors. Use them to check your CAD file prior to sending your parts out for quoting.
Warning: Fail to follow DFM guidelines and parts will not only cost more but potentially be rejected. A wall that is too thin may deflect or relax during machining, and a hole that is too deep may drift off-center. Check your CAD design against these design for manufacturing rules before sending out your design for online CNC machining service quotation.
✔ Advantages
⚠️ Limitations

CNC machining is a subtractive process that removes material from a billet of otherwise solid material using rotary cutting tools, whereas, for every bead of material extruded during 3D printing roughly four are discarded as waste. CNC provides tighter tolerances to 0.001″ and superior surface quality than FFF 3D printing, but has higher material waste. Conversely, FFF 3D printing is better suited to complex internal geometries and rapid experimentation for fit and form prototypes where no dimensional tolerance better than 0.010″ is necessary.
Standard lead time varies from 3 to 10 business days depending on part geometry, material, lead distance, and order size. Most simple aluminum parts ship in 3-5 days. Multi-axis CNC parts in exotic metal such as Titanium and PEEK can take 7-10 days for complex profiling and multi-axis machining. Online quick-turn CNC services can produce parts in 24-48 hours at a 1.5-2 premium over normal lead time. Lead time also varies between orders that specify inspection (FAI, CMM report) and those which do not.
Most CNC services accept the preferred 3D CAD formats of STEP (.stp), IGES (.igs), and Parasolid (.x_t). Others also accept SolidWorks (.sldprt), Inventor (.ipt), and STL files. Always supply 2D drawings (PDF or DWG) for surface finish callouts, GD&T, and tolerancing.
Yes, CNC machining is perfect for prototypes and small quantity manufacturing from 1 to 500 pieces. Unlike injection molding, CNC does not require mold tooling – only a one-time setup cost and the cost of the machining cycle. Setup costs are amortized over the batch size – making a prototype cost between $50-200+ based on complexity, but keeping the total project budget low while validating concepts. This makes CNC an ideal choice for functional prototypes and bridge manufacturing.
The largest markets for CNC machined parts are aerospace, medical devices, automotive, consumer electronics, and defense. Aerospace calls for AS9100D registered shops, medical requires ISO 13485 certification, automotive demands IATF 16949 accreditation, and consumer electronics outsource CNC to develop heat sinks, enclosures, and camera lenses.
Standard inspection practices include dimensional verification for Angular, Linear, Circular, Curvilinear, and Spot Positions using coordinate measuring machines (CMM). Additional inspection involves 3D surface plotting, first article inspection (FAI), and may include non-destructive testing (NDT) such as X-ray or dye penetrant for medical and aerospace components according to specification.
Ready to Order Precision CNC Machined Parts?
Upload a CAD file for quoting in 24 hours along with lead time and material costs, including suggestions on DFM improvement.
About This Guide
Tools developed by 17 years of CNC manufacturing experience in Shenzhen at Le-creator including hundreds of thousands of CNC machined parts operating 80+ CNC machines with over 100 machinists. Real-world data on tolerancing, lead time, and cost ranges are based on actual workflow parameters across our ISO 9001- and AS9100D-certified processes. This is not a theoretical guide: it is for procurement engineers who need concrete data to share with suppliers before awarding a project.
References & Sources
Related Articles