


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


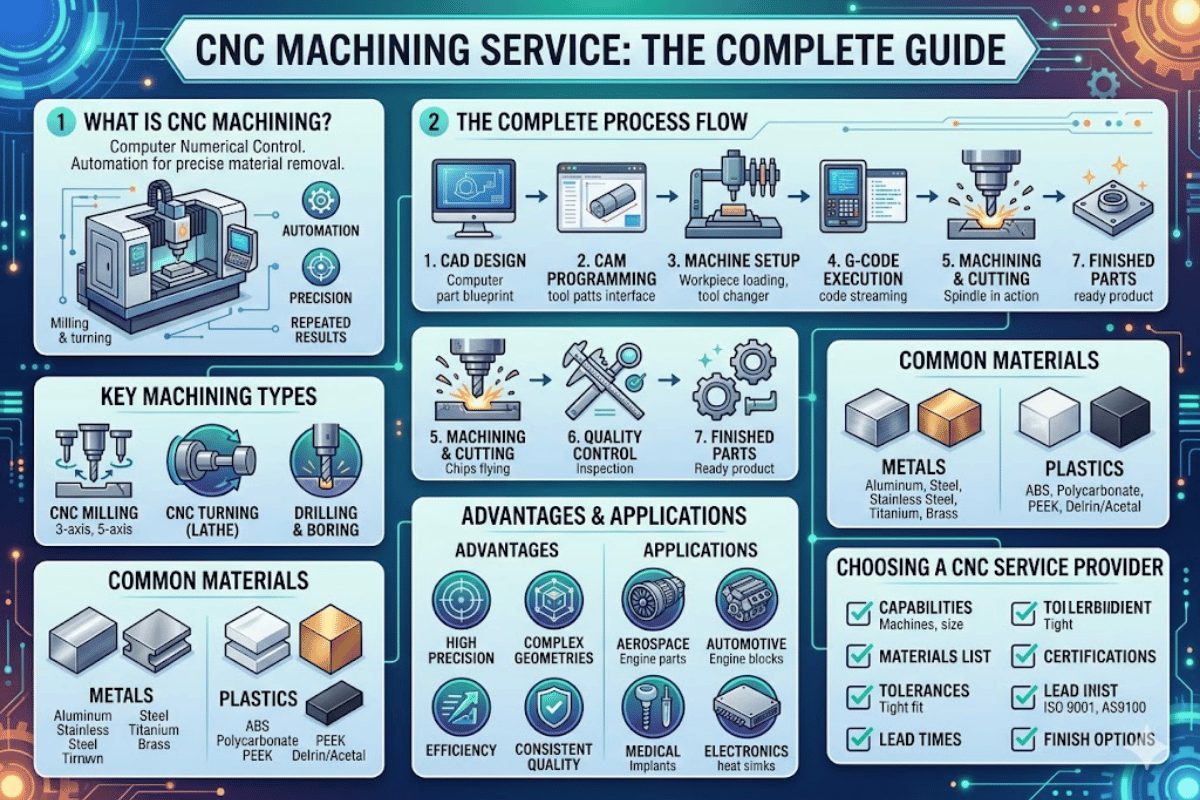
Service d'usinage CNC : ce que les ingénieurs doivent savoir avant de commander
📐 Spécifications rapides : Usinage CNC en un coup d'œil
| Tolérance Standard | ±0,005″ (±0,127 mm) selon la norme ISO 2768-f |
| Tolérance serrée | ±0,001″ (±0,025 mm) |
| Finition de surface par défaut | Ra 3,2 µm (125 µin) |
| Matériaux Communs | Aluminium 6061-T6, 304/316L Inoxydable, Ti-6Al-4V, PEEK, Delrin |
| Délai d'exécution typique | 30 jours ouvrables |
| Gamme de tarifs des magasins | $35$150/heure (3 a×is à 5 a×is) |
“Commander des pièces usinées CNC” semble simple-envoyez simplement votre fichier CAO, recevez un prix et attendez l'arrivée des pièces. Cependant, en réalité, les facteurs critiques différenciant la pièce “good” (une itération) de la “bad” sont des décisions prédictives sur le travail avant même que la commande ne soit passée. Ce guide discute de ce que les ingénieurs et les responsables des achats doivent prendre en compte lors du choix d'un service d'usinage CNC - de la sélection du processus et de la détermination des tolérances requises pour comprendre ce qui affecte votre coût et qualifier vos fournisseurs - avec les données concrètes pour prendre en charge votre choix.
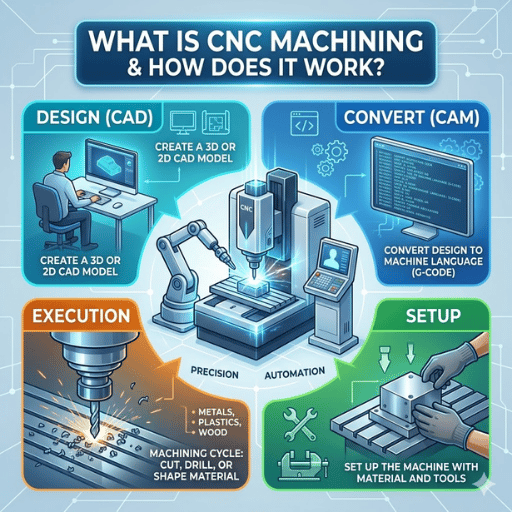
A Service d'usinage CNC est l'un des processus de fabrication continue qui utilisent une machine à commande numérique par ordinateur pour couper des matériaux à partir d'un bloc de matériau, pièce à travailler afin de façonner et de dimensionner une pièce Contrairement aux imprimantes 3 D, une machine CNC utilise un bloc de matériau de départ plus grand pour couper à la forme souhaitée.
Chaque travail CNC suit trois étapes Un ingénieur conçoit un modèle 3 D à l'aide du logiciel CADolidWorks, Fusion 360, ou similaire Ensuite, le modèle 3 D est converti en chemins d'outils usinables dans le logiciel CAM, qui génère ensuite des codes G qui indiquent à la machine CNC où aller, à quelle vitesse tourner, à quelle profondeur couper, et ainsi de suite.
Enfin, la machine CNC exécute ces codes. Les vitesses de broche sont généralement comprises entre 8 000 et 30 000 tr/min en fonction du diamètre du matériau et de la fraise, avec des débits d'alimentation puis une sélection basée sur la recherche d'une finition de surface acceptable tout en atteignant le temps de cycle souhaité.
La répétabilité est l'endroit où CNC bat l'opération manuelle Un unique peut être fait à la main, fait sur commande, mais un CNC, s'il fonctionne, fait 1 ou 1000 exactement la même Les tolérances du premier au dernier sont maintenues quelque chose qu'aucune opération manuelle ne peut prétendre.
💡 CNC vs. Impression 3 D Quand chacun gagne
Utilisez l'usinage CNC lorsque des tolérances plus faibles sont requises (10 Utilisez l'impression 3 D lorsque votre géométrie comprend des canaux internes profonds ou des structures en treillis ou si un prototype de vérification de forme peut être livré en 24 heures avec des tolérances >0,010 » Bien que ces suggestions soient un bon point de départ, il est recommandé de discuter de votre application avec un fournisseur de moulage.

Un broyeur CNC de 3 a×is traduit l'outil de coupe dans les directions X, Y et Z. Il est parfaitement adapté pour produire des géométries plates ou prismatiques c'est-à-dire des équerres, des plaques et des boîtiers avec toutes les caractéristiques accessibles d'un côté Toute contre-dépouille, trou coudé ou composant de courbe composé nécessite une re-fi×turation de la pièce augmentant le coût de configuration et le risque d'erreur de position.
Le fraisage CNC 5×is comprend 2 a× de rotation supplémentaires (généralement les axes A et B), permettant au couteau de s'incliner et de pivoter selon pratiquement n'importe quel angle au sein d'une seule configuration sur la pièce à travailler. (Les statistiques industrielles indiquent que l'année dernière (2015), sur 80% de tous les moulins industriels nouveaux sur le marché étaient vendus avec une capacité de 5 axes). Le travail d'économie réel qui prenait auparavant 7 jours sur des machines à 3 axes tirant parti de plusieurs configurations sur un ou plusieurs centres d'usinage peuvent désormais être effectués en quelques heures sur une seule machine à 5 axes avec une précision dimensionnelle accrue et une partie non réparée pendant le processus.
Tournage CNC implique de faire tourner la pièce contre un outil de coupe fixe, ce qui en fait le processus de choix pour les composants cylindriques et coniques - arbres, bagues, raccords, attaches filetées Les tours CNC modernes avec outillage sous tension peuvent également usiner les opérations de fraisage et de tournage en une seule configuration.
Le tournage CNC de type suisse va encore plus loin dans le cas de pièces de petit diamètre (moins de 32 mm).La douille de guidage supporte le travail près de la coupe, supprimant la flexion qui conduit à la déflexion et permettant des tolérances jusqu'à 0,0005 «. L'usinage suisse est standard pour les vis à os médicales, les broches de connecteur électronique et les pièces de montre ».
L'usinage par décharge électrique utilise un fil fin chargé électriquement pour couper des matériaux conducteurs avec des tolérances aussi serrées que 0,0001«. Sans force de coupe mécanique directe, l'EDM en fil manipule des aciers à outils trempés, du carbure de tungstène et d'autres matériaux qui détruiraient les fraises conventionnelles. Le problème est qu'il coupe lentement par rapport au fraisage.
| Processus | Meilleur pour | Tolérance | Délai d'exécution typique |
|---|---|---|---|
| Fraisage à 3 axes | Pièces plates/prismatiques | ±0,005″ | 3 jours |
| Fraisage à 5 axes | Contours complexes | ±0,00040.0008″ | 5 jours |
| Tournage CNC | Cylindrique/conique | ±0,002″ | 2 jours |
| Tournage suisse | Petites pièces de précision (<32 mm) | ±0,0005″ | 5 jours |
| ÉDM filaire | Métaux durs, profils complexes | ±0,0001″ | 710 jours |

Choisir le bon matériau est essentiel pour contrôler le coût, réduire le délai de livraison et atteindre les spécifications des pièces Le mauvais choix de matériau peut produire une pièce qui machine magnifiquement mais qui échoue en service - ou qui réussit en service mais qui fait exploser le budget La liste ci-dessous montre les matériaux d'usinage CNC les plus traités avec les propriétés mécaniques et les données de coût dont les ingénieurs ont besoin.
L'aluminium est devenu une sorte de norme de facto Usinage CNC matériau : il fraise rapidement, il détient des tolérances étroites, et il coûte moins cher que la plupart des autres métaux Lorsque l'aluminium 6061-T6 est indiqué pour les pièces à usage général-supports, enceintes, fixations, et dissipateurs de chaleur-il est de loin le plus courant Lorsque la résistance à la traction plus élevée (éléments structurels aérospatiaux, gabarits à haute contrainte) est essentielle, 7075-T6 fournit 572 MPa à environ 1,5 le prix du matériau.
L'acier inoxydable 304, par exemple, présente une excellente résistance à la corrosion - comme pour les équipements de qualité alimentaire et médicaux. 316 L remplace le molybdène par une résistance chimique supérieure - un choix pour les applications de traitement marin et chimique. Surperforme l'acier pour les rapports résistance/poids, Ti-6Al-4 V (titane de grade 5). offre une résistance à la traction de 950 MPa à environ 601TP3 T la densité - mais est lent et peut être coûteux. L'acier au carbone 1045 atteint le point idéal pour les applications d'engrenages, d'arbres et de fixations à haute résistance sans résistance à la corrosion.
| Métal | Résistance à la traction (MPa) | Usinabilité | Coût Relatif | Meilleur pour |
|---|---|---|---|---|
| Al 6061-T6 | 310 | Excellent | 1× | Usage général, supports aérospatiaux |
| Al 7075-T6 | 572 | Bien | 1,5× | Aéronautique structurelle, haute contrainte |
| 304 Inox | 515 | Modéré | 2× | Alimentation/équipement médical |
| 316L inoxydable | 485 | Modéré | 2,5× | Marine, traitement chimique |
| Ti-6Al-4V | 950 | Difficile | 10× | Aérospatiale, implants médicaux |
| Acier au carbone 1045 | 585 | Bien | 1,2× | Engrenages, arbres, luminaires |
Les plastiques techniques sont usinés lorsque les pièces nécessitent une isolation électrique, une meilleure résistance chimique ou moins de poids qu'un mélange de métal et de plastiques peut offrir - combiné à des tolérances plus serrées que celles que le moulage par injection peut offrir à de faibles volumes de production. Le PEEK est un substitut métallique dans les applications aérospatiales et médicales - il résiste à un fonctionnement continu à 260 °C, tout en offrant une résistance à la traction de 100 MPa. Delrin (POM) supporte la charge sur les engrenages, les roulements et les bagues. Le polycarbonate offre une opacité ainsi qu'une résistance élevée aux chocs pour les couvercles et les boucliers.
| Plastique | Tensile (MPa) | Température de service (°C) | Coût Relatif | Meilleur pour |
|---|---|---|---|---|
| PEEK | 100 | 260 | 8× | Remplacement des métaux, aérospatiale |
| Delrin/POM | 70 | 120 | 1,5× | Engrenages, roulements, bagues |
| Polycarbonate | 5575 | 130 | 1× | Couvercles optiques résistants aux chocs |
| ABS | 40 | 80 | 0,8× | Prototypes, enceintes |
| PTFE | 25 | 260 | 3× | Joints, roulements, résistant aux produits chimiques |
| Nylon 6/6 | 80 | 120 | 1,2× | Pièces d'usure, composants structurels |
💡 Note d'ingénierie Matrice de décision de sélection de matériaux
Commencez par considérer l'environnement de fonctionnement - température, exposition chimique, charges mécaniques et facteurs de conformité Fonctionnement en dessous de 120 °C, aucun risque chimique et alliage d'aluminium à haute résistance. Risque chimique ou corrosif - considérez l'acier inoxydable ou le titane Résistance chimique - considérez les aciers inoxydables ou le titane Isolation électrique ou réduction de poids - considérez PEEK ou Delrin avant de choisir le métal.
Obtenir la bonne tolérance d'usinage est un lancer de dés : s'il est trop lâche, les pièces d'accouplement ne rentreront pas Si c'est trop serré, vous payez juste pour un temps d'usinage inutile qui ne vous a rien acheté Les tableaux ci-dessous montrent ce qui est faisable sur une vraie machine de production, pas une image marketing au meilleur des cas.
| Niveau | Gamme | Standard | Multiplicateur de coûts | Lorsque Besoin |
|---|---|---|---|---|
| Standard | ±0,005″ (±0,127 mm) | ISO 2768-f | 1× | La plupart des pièces commerciales |
| Serré | ±0,001″ (±0,025 mm) | Spécification du dessin | 1.31.5× | Surfaces d'accouplement, ajustements de roulement |
| Ultra-précision | ±0,0005″ (±0,0127 mm) | GD&T par ASME Y14.5 | 2×3. | Dispositifs médicaux, optiques |
L'état de surface est spécifié comme Ra (rugosité moyenne arithmétique de la surface) en unités de micromètres par ISO 4287. À moins que votre dessin CAO n'indique clairement une exigence Ra spécifique, la plupart des ateliers d'usinage CNC appliquent par défaut Ra 3,2 µm à la surface naturelle laissée par une opération de fraisage ou de tournage standard.
| Finir | Ra (µm) | Processus | Application |
|---|---|---|---|
| Tel qu'usiné | 3.2 | CNC standard | Parties générales |
| Bien | 0,81,6 | Pass affinés | Surfaces d'étanchéité |
| Terrain | 0,40,8 | Broyage | Convient de précision |
| Poli | <0,4 | Affûtage/polissage | Optique, médical |
💡 Note d'ingénierie
Appliquez ISO 2768-f comme tolérance générale par défaut pour les métaux, et ISO 2768-m pour les plastiques Ne spécifiez que des tolérances plus étroites sur les caractéristiques d'accouplement critiques : rainures, alésages et surfaces de référence. Après tout, chaque dimension hermétique aux doigts ajoute du temps machine et des dépenses d'inspection.
Conseil Pro : spécifiez uniquement des tolérances plus strictes sur les fonctionnalités critiques lors de la commande usinage CNC de précision. Si chaque dimension dans un design est 0.001 « , je parie que le concepteur n'a pas entièrement compris la fabrication » et cela coûtera 2-3x plus d'une où les tolérances serrées sont clairement déterminées par le risque et la fonction.
Les dépenses d'usinage CNC sont influencées par cinq facteurs clés, chacun ajoutant un pourcentage différent au prix final à la pièce. Comprendre ces facteurs permet aux ingénieurs de choisir des stratégies de conception qui répondent à des tolérances strictes dans le cadre du budget souhaité.
| Facteur | Impact sur le coût total | Exemple |
|---|---|---|
| Matériel | 1540% | Le passage de Ti à Al permet d'économiser ~50% |
| Complexité | 2060% | 5 axes $4050/h vs 3 axes $2030/h |
| Tolérance | 1030% | ±0,001″ ajoute 300% par rapport à la norme |
| Quantité | 30 économies de 0% | 1 pièce = $100+ → 1 000 pièces = quelques dollars chacun |
| Finition de surface | 520% | L'anodisation ajoute $2, pièce/pièce |
Conception pour les tolérances standard (0,005″) et tolérances strictes cibles pour les caractéristiques essentielles au fonctionnement.
Évitez les complexités de conception inutiles, comme les contre-dépouilles qui ne sont pas nécessaires. Chacun ajoute un coût de 30-50%.
Utilisez l'aluminium 6061 T6 à moins qu'un matériau différent ne soit spécifiquement requis pour la fonction.
Maintenir une épaisseur minimale de 0,8 mm dans les pièces métalliques et de 1,5 mm dans les pièces en plastique. Les parois minces peuvent provoquer des bavardages et des débris.
Regroupez des pièces similaires dans une seule commande pour partager les coûts de configuration sur davantage d'articles.
Envoyer des modèles solides sous forme de fichiers STEP ou IGES Cela réduit les frais de programmation en raison de l'interprétation manuelle.
Consultez le fabricant sur la conception pour la fabricabilité (DFM) avant de finaliser. La capture d'une révision de dessin $0.50 empêche une refonte $500 plus tard.
Vous voulez une estimation rapide des coûts ? Téléchargez votre fichier CAO et obtenez un devis. La plupart des plateformes proposent des tarifs instantanés avec des résultats inférieurs à 24 heures.
Lors du choix d'un Atelier d'usinage CNC, [TRADUCTION] ?Vérifiez leurs certifications pour vous assurer qu'elles ont fait l'objet d'un audit indépendant pour les contrôles de qualité La référence standard est ISO 9001 Tout magasin qui ne possède pas cela doit être considéré comme suspect Les certifications pertinentes supplémentaires peuvent varier selon le domaine :
Les services d'usinage CNC en ligne (services de devis instantanés) fonctionnent très bien lors de la production de matériaux standards, géométriquement simples à moyennes complexités, et lorsque les tolérances 0,002 0,005 « peuvent être tolérées dans un délai de 3 à 7 jours. Vous envoyez le fichier CAO, recevez un prix instantané et les pièces sont expédiées sans jamais avoir parlé à quelqu'un. Les ateliers d'usinage locaux font très bien lorsque vous avez besoin d'un délai d'exécution le jour même, d'une conception personnelle pour la fabrication (DFM) et de discussions d'ingénierie, ou exécutez un programme avec des modifications techniques que vous souhaiterez une relation de travail étroite avec votre fabricant.
Que le résultat final soit un atelier d'usinage CNC en ligne ou un magasin local, voici les caractéristiques que vous devez exiger lors de la sélection d'un atelier et les caractéristiques que vous devez éviter :
✔ Certifications publiées avec numéros de certificat et dates d'expiration
✔ Rapports d'inspection CMM inclus avec l'expédition
✔ Effacer le processus de retour DFM avant le début de la production
Engagements de délais transparents avec pénalités pour retard de livraison
️️ Aucune certification publiée ou certification en attente de réclamations“
️️ Vague tolerance claims (“we can hold tolerances”)
️️ Aucune option d'inspection au premier article n'est proposée
Les sept règles de conception pour la fabrication sont tirées des lignes directrices fournies par Protolabs et Ingénierie Libretexts vous évitera les erreurs de conception d'usinage CNC les plus courantes (et les plus coûteuses). Utilisez-les pour vérifier votre fichier CAO avant d'envoyer vos pièces pour les citer.
Attention : Ne pas respecter les directives et les pièces DFM coûtera non seulement plus cher mais sera potentiellement rejeté Un mur trop fin peut dévier ou se détendre pendant l'usinage, et un trou trop profond peut dériver du centre. Vérifiez votre conception CAO par rapport à ces règles de fabrication avant d'envoyer votre conception pour service d'usinage CNC en ligne citation.
✔ Avantages
️️ Limitations

L'usinage CNC est un processus soustractif qui élimine la matière d'une billette de matière par ailleurs solide à l'aide d'outils de coupe rotatifs, alors que, pour chaque cordon de matière extrudé pendant l'impression 3 D environ quatre sont jetés comme déchets CNC fournit des tolérances plus serrées à 0,001 « et une qualité de surface supérieure à l'impression 3 D FFF, mais a un gaspillage de matière plus élevé À l'inverse, l'impression 3 D FFF est mieux adaptée aux géométries internes complexes et à l'expérimentation rapide de prototypes d'ajustement et de forme où aucune tolérance dimensionnelle meilleure que 0,010 » n'est nécessaire.
Le délai d'exécution standard varie de 3 à 10 jours ouvrables selon la géométrie de la pièce, le matériau, la distance de plomb et la taille de la commande La plupart des pièces simples en aluminium sont expédiées en 3 à 5 jours Les pièces CNC multi-axes en métal exotique telles que le Titanium et le PEEK peuvent prendre 7 à 10 jours pour le profilage complexe et l'usinage multi-axes. Les services CNC à rotation rapide en ligne peuvent produire des pièces en 24 à 48 heures avec une prime de 1,5 à 2 par rapport au délai d'exécution normal. Le délai varie également entre les commandes qui spécifient l'inspection (FAI, rapport CMM) et celles qui ne le font pas.
La plupart des services CNC acceptent les formats CAO 3 D préférés de STEP (.stp), IGES (.igs) et Parasolid (.x_t).D'autres acceptent également les fichiers SolidWorks (.sldprt), Inventor (.ipt) et STL. Fournissez toujours des dessins 2 D (PDF ou DWG) pour les appels de finition de surface, GD & T et le tolérancement.
Oui, l'usinage CNC est parfait pour les prototypes et la fabrication en petite quantité de 1 à 500 pièces Contrairement au moulage par injection, CNC ne nécessite pas d'outillage de moule (mould tooling) (mould tooling) seulement un coût de configuration unique. Les coûts de configuration sont amortis sur la taille du lot (batch size), ce qui rend le coût du prototype entre $50-200+ basé sur la complexité, mais maintient le budget total du projet à un niveau bas tout en validant les concepts. Cela fait de CNC un choix idéal pour les prototypes fonctionnels et la fabrication de ponts.
Les plus grands marchés pour les pièces usinées CNC sont l'aérospatiale, les dispositifs médicaux, l'automobile, l'électronique grand public et la défense. L'aérospatiale demande des magasins enregistrés AS9100D, les soins médicaux nécessitent la certification ISO 13485, les demandes automobiles l'accréditation IATF 16949 et l'électronique grand public externalise CNC pour développer des dissipateurs thermiques, des boîtiers et des objectifs d'appareil photo.
Les pratiques d'inspection standard incluent la vérification dimensionnelle pour les positions angulaire, linéaire, circulaire, curviligne et ponctuelle à l'aide de machines de mesure de coordonnées (CMM).L'inspection supplémentaire implique le tracé de surface 3 D, l'inspection du premier article (FAI) et peut inclure des tests non destructifs (NDT) tels que des rayons X ou un pénétrant de colorant pour les composants médicaux et aérospatiaux selon les spécifications.
Prêt à commander des pièces usinées CNC de précision ?
Téléchargez un fichier CAO pour les devis en 24 heures ainsi que les délais et les coûts de matériel, y compris des suggestions sur l'amélioration du DFM.
À propos de ce guide
Outils développés par 17 ans d'expérience de fabrication CNC à Shenzhen chez Le-creator comprenant des centaines de milliers de pièces usinées CNC exploitant plus de 80 machines CNC avec plus de 100 machinistes Les données réelles sur le tolérancement, le délai de livraison et les fourchettes de coûts sont basées sur les paramètres réels du flux de travail dans nos processus certifiés ISO 9001 et AS9100D. Ceci n'est pas un guide théorique : il s'agit pour les ingénieurs d'approvisionnement qui ont besoin de données concrètes à partager avec les fournisseurs avant d'attribuer un projet.
Références et sources
Articles connexes









