


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


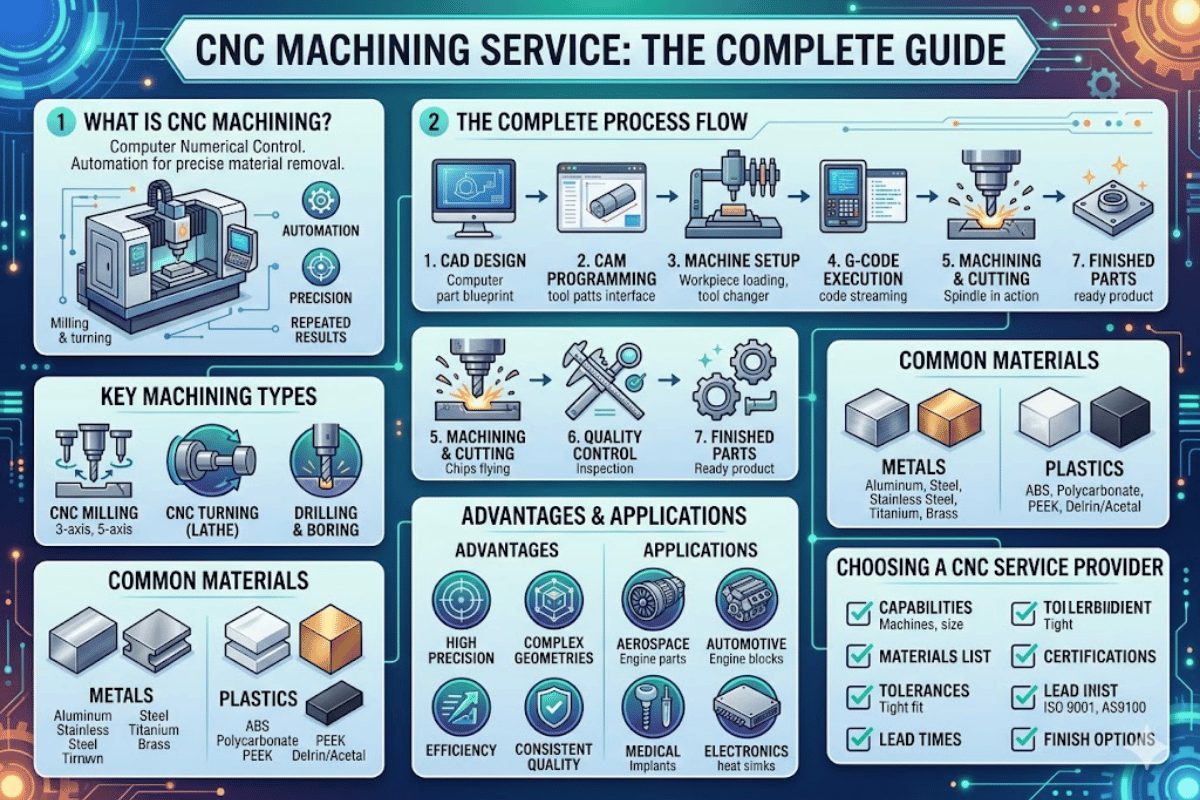
CNC-bewerkingsservice: wat ingenieurs moeten weten voordat ze bestellen
📐 Snelle specificaties CNC-bewerking in één oogopslag
| Standaard Tolerantie | ±0,005″ (±0,127 mm) volgens ISO 2768-f |
| Strakke Tolerantie | ±0,001″ (±0,025 mm) |
| Standaard oppervlakteafwerking | Ra 3,2 µm (125 µin) |
| Gemeenschappelijke Materialen | Aluminium 6061-T6, 304/316L roestvrij, Ti-6Al-4V, PEEK, Delrin |
| Typische doorlooptijd | 3-10 werkdagen |
| Winkel Tarief Range | $35-$150/uur (3-a×is tot 5-a×is) |
“Orderen CNC-bewerkte onderdelen” lijkt eenvoudig: stuur gewoon uw CAD-bestand op, ontvang een prijs en wacht tot de onderdelen arriveren. In werkelijkheid zijn de kritische factoren die het “-gedeelte (één iteratie) onderscheiden van de ”bad“ echter het prediken van beslissingen over de taak voordat de bestelling zelfs maar wordt geplaatst. Deze gids bespreekt waar ingenieurs en inkoopmanagers rekening mee moeten houden bij het kiezen van een CNC-bewerkingsservice - door het proces te selecteren en de vereiste toleranties te bepalen om te begrijpen wat uw kosten beïnvloedt en uw leveranciers te kwalificeren - met de harde gegevens om uw keuze te ondersteunen.
A CNC-bewerkingsservice is een van de continue productieprocessen die een computer numerieke besturingsmachine gebruiken om materialen uit een blok materiaal, werkstuk te snijden om een onderdeel te vormen en te smeden In tegenstelling tot 3D-printers gebruikt een CNC-machine een groter startblok materiaal om tot de gewenste vorm te knippen.
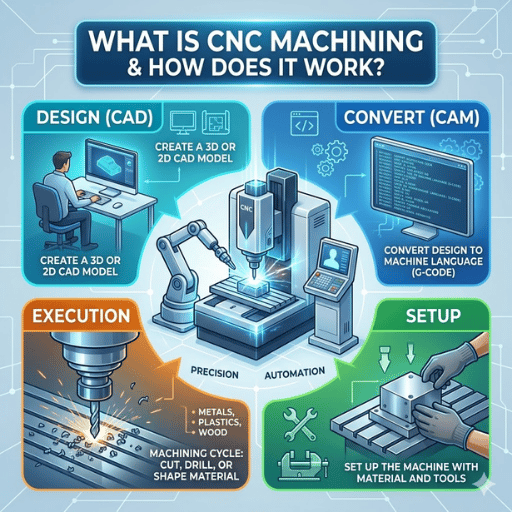
Elke CNC-taak volgt drie stappen Een ingenieur ontwerpt een 3D-model met behulp van CAD-solidWorks, Fusion 360 of iets dergelijks. Vervolgens wordt het 3D-model omgezet in bewerkbare gereedschapspaden in CAM-software, die vervolgens G-codes uitvoert die de CNC-machine instrueren waar ze heen moet, hoe snel ze moet draaien, hoe diep ze moeten snijden, enzovoort.
Ten slotte voert de CNC-machine deze codes uit. Spindelsnelheden liggen over het algemeen tussen 8.000 en 30.000 tpm, afhankelijk van de materiaal- en snijdiameter, waarbij de voedingssnelheden vervolgens worden geselecteerd op basis van het vinden van een acceptabele oppervlakteafwerking terwijl de gewenste cyclustijd wordt bereikt.
Herhaalbaarheid is waar CNC verslaat handmatige bediening Een one-off kan handgemaakt zijn, op bestelling gemaakt, maar een CNC, als het werkt, maakt 1 of 1000 precies hetzelfde Toleranties worden gehandhaafd van het eerste tot het laatste 'iets wat geen handmatige bediening kan claimen.
💡 CNC versus 3D-printen wanneer elk wint
Gebruik CNC-bewerking wanneer lagere toleranties vereist zijn (10 zijn Gebruik 3D-printen wanneer uw geometrie diepe interne kanalen of roosterstructuren omvat of als een prototype met formuliercontrole binnen 24 uur kan worden geleverd met toleranties >0,010″ Hoewel deze suggesties een goed uitgangspunt zijn, wordt aanbevolen om uw toepassing te bespreken met een gietleverancier.

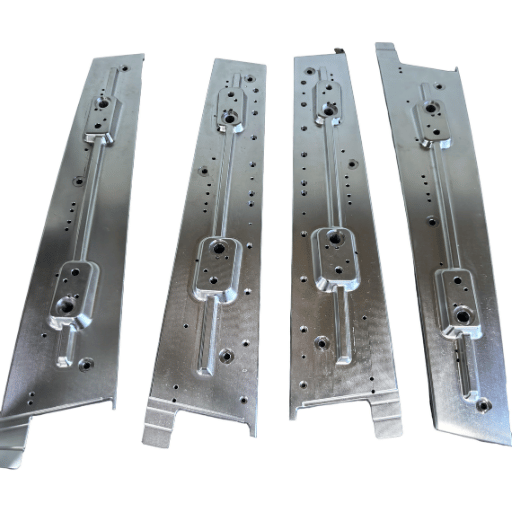
Een 3 a×is CNC molen vertaalt het snijgereedschap in de X, Y en Z richtingen Het is bij uitstek geschikt voor het produceren van vlakke of prismatische geometrieën dwz beugels, platen en behuizingen met alle kenmerken toegankelijk vanaf één kant Elke undercut, schuin gat of compound curve component vereist re-fi×turing van het werkstuk verhogen van de setup kosten en het risico van positionele fouten.
5 a×isC frezen omvat 2 extra a×es rotatie (meestal A - en B-assen), waardoor de frees kan kantelen en zwenken naar vrijwel elke hoek binnen een enkele opstelling op het werkstuk. (Industriestatistieken geven aan dat vorig jaar (2015) meer dan 80 a×es van alle industriële molens die nieuw zijn op de markt werden verkocht met 5-assige mogelijkheden) De echte wereld besparing banen die voorheen 7-10 dagen op machines met meerdere 3 assen namen, waarbij gebruik werd gemaakt van meerdere opstellingen op een of meer bewerkingscentra, kunnen nu binnen enkele uren worden uitgevoerd op een machine met één enkele 5-as, met een grotere afmetingsnauwkeurigheid en consistentie, aangezien het onderdeel niet opnieuw heeft gelokaliseerd bewerkingsproces tijdens het onderdeel niet opnieuw gelokaliseerd.
CNC draaien houdt in dat het onderdeel tegen een stationair snijgereedschap wordt gedraaid, waardoor het het voorkeursproces wordt voor cilindrische en conische componenten - assen, bussen, fittingen, schroefdraadbevestigingen Moderne CNC-draaibanken met levend gereedschap kunnen ook machinaal frezen en draaien in één opstelling.
Het draaien van Cnc's van het Zwitserse type brengt dit een stap verder in het geval van onderdelen met een kleine diameter (minder dan 32 mm).De geleidingsbus ondersteunt het werk dicht bij de snede, verwijdert de flex die tot doorbuiging leidt en laat toleranties toe tot 0,0005″ Zwitserse bewerking is standaard voor medische botschroeven, elektronische connectorpinnen en horlogeonderdelen.
Bij de elektrische ontladingsbewerking wordt gebruik gemaakt van een fijne elektrisch geladen draad om geleidende materialen door te snijden met toleranties zo strak als 0,0001″. Zonder directe mechanische snijkracht verwerkt draad EDM gehard gereedschapsstaal, wolfraamcarbide en andere materialen die conventionele messen zouden vernietigen. De vangst is dat het langzaam en langzaam snijdt vergeleken met frezen.
| Process | Best For | Tolerantie | Typische doorlooptijd |
|---|---|---|---|
| 3-assig frezen | Platte/prismatische onderdelen | ±0,005″ | 3-5 dagen |
| 5-assig frezen | Complexe contouren | ±0,0004-0,0008″ | 5-8 dagen |
| CNC Draaien | Cilindrisch/conisch | ±0,002″ | 2-4 dagen |
| Swiss Turning | Kleine precisieonderdelen (<32 mm) | ±0,0005″ | 5-7 dagen |
| Draad EDM | Harde metalen, ingewikkelde profielen | ±0,0001″ | 7-10 dagen |

Het kiezen van het juiste materiaal is van cruciaal belang voor het beheersen van de kosten, het verkorten van de doorlooptijd en het behalen van onderdeelspecificaties. De verkeerde materiaalkeuze kan een onderdeel opleveren dat prachtig machinaal werkt maar niet in gebruik is - of een onderdeel dat slaagt in gebruik maar het budget verpest. De onderstaande lijst toont de meest verwerkte CNC-bewerkingsmaterialen met de mechanische eigenschappen en kosten die data-ingenieurs nodig hebben.
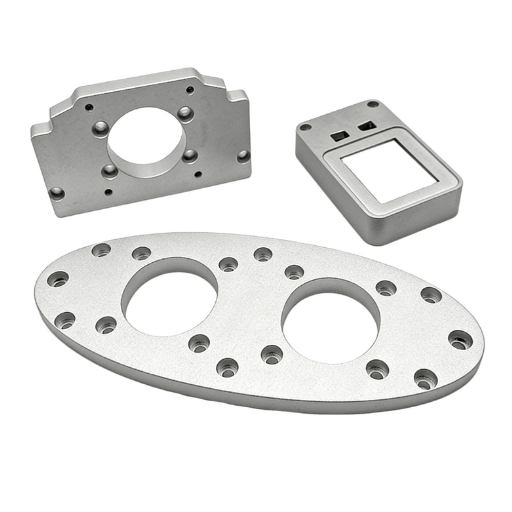
Aluminium is een soort defacto standaard geworden CNC-bewerking materiaal: het molt snel, het houdt nauwe toleranties, en het kost minder dan de meeste andere metalen Wanneer aluminium 6061-T6 wordt aangegeven voor algemene doeleinden onderdelen-beugels, behuizingen, armaturen, en warmte-putten-het is veruit de meest voorkomende Wanneer hogere treksterkte (bouwelementen in de lucht - en ruimtevaart, hoge spanning jigs) is essentieel, 7075-T6 levert 572MPa op ruwweg 1.5 de materiaalprijs.
304 roestvrij staal, bijvoorbeeld, houdt uitstekende corrosieweerstand-zoals voor voedsel-grade en medische apparatuur.316L vervangt molybdeen voor superieure chemische weerstand-een keuze voor mariene en chemische verwerkingstoepassingen Out-performs staal voor sterkte-gewichtsverhoudingen, Ti-6Al-4V (Grade 5 titanium).levert 950MPa treksterkte bij ongeveer 60% de dichtheid-maar is langzaam en kan duur zijn. 1045 koolstofstaal raakt de sweet spot voor hoge sterkte tandwiel, as, en bevestigingstoepassingen zonder de corrosieweerstand.
| Metal | Treksterkte (MPa) | Bewerkbaarheid | Relatieve Kosten | Best For |
|---|---|---|---|---|
| Al6061-T6 | 310 | Uitstekend | 1× | Algemene doeleinden, lucht- en ruimtevaartbeugels |
| Al7075-T6 | 572 | Good | 1,5× | Structurele lucht- en ruimtevaart, hoge spanning |
| 304 Roestvrij | 515 | Matig | 2× | Voedsel/medische apparatuur |
| 316L roestvrij | 485 | Matig | 2,5× | Mariene, chemische verwerking |
| Ti-6Al-4V | 950 | Moeilijk | 10× | Lucht- en ruimtevaart, medische implantaten |
| Koolstofstaal 1045 | 585 | Good | 1,2× | Tandwielen, assen, armaturen |
Technische kunststoffen worden machinaal bewerkt wanneer onderdelen elektrische isolatie, betere chemische bestendigheid of minder gewicht vereisen dan een mengsel van metaal en kunststoffen kan bieden - gecombineerd met strakkere toleranties dan spuitgieten kan bieden bij lage productievolumes PEEK is een metaalvervanger in de lucht- en ruimtevaart en medische toepassingen - het is bestand tegen continu gebruik van 260 °C en levert toch een treksterkte van 100 MPa Delrin (POM) verwerkt de belasting op tandwielen, lagers en bussen Polycarbonaat geeft dekking samen met een hoge slagvastheid voor afdekkingen en afschermingen.
| Plastic | Trek (MPa) | Servicetemperatuur (°C) | Relatieve Kosten | Best For |
|---|---|---|---|---|
| PEEK | 100 | 260 | 8× | Metaalvervanging, lucht- en ruimtevaart |
| Delrin/POM | 70 | 120 | 1,5× | Tandwielen, lagers, bussen |
| Polycarbonaat | 55-75 | 130 | 1× | Optische, slagvaste hoezen |
| ABS | 40 | 80 | 0,8× | Prototypes, behuizingen |
| PTFE | 25 | 260 | 3× | Afdichtingen, lagers, chemisch bestendig |
| Nylon 6/6 | 80 | 120 | 1,2× | Slijtageonderdelen, structurele componenten |
💡 Technische opmerking Selectiebeslissingsmatrix voor materiaal
Begin met het overwegen van de bedrijfsmilieu-temperatuur, chemische blootstelling, mechanische belastingen, en compliance factoren Operatie onder 120 °C, geen chemisch risico, en hoge sterkte-gebruik aluminiumlegering Chemisch of corrosief risico-overweeg roestvrij staal of titanium Chemische weerstand-overweeg roestvrij staal of titanium Elektrische isolatie of gewichtsvermindering-overweeg PEEK of Delrin voordat u metaal kiest.
Het verkrijgen van de juiste bewerkingstolerantie is een dobbelsteenworp: als deze te los zit, passen de bijpassende onderdelen niet. Als het te strak is, betaal je alleen voor onnodige bewerkingstijd die je niets heeft opgeleverd. De onderstaande tabellen laten zien wat haalbaar is op een echte productiemachine, en niet op een best-case marketingfoto.
| Level | Bereik | Standaard | Kostenvermenigvuldiger | Wanneer nodig |
|---|---|---|---|---|
| Standaard | ±0,005″ (±0,127 mm) | ISO 2768-f | 1× | Meeste commerciële onderdelen |
| Strak | ±0,001″ (±0,025 mm) | Tekenspec | 1,3-1,5× | Parende oppervlakken, lagerpassen |
| Ultra-precisie | ±0,0005″ (±0,0127 mm) | GD&T per ASME Y14.5 | 2-3× | Medische apparaten, optica |
Oppervlakteafwerking wordt gespecificeerd als Ra (rekenkundig gemiddelde ruwheid van het oppervlak) in eenheden van micrometer per ISO4287. Tenzij uw CAD-tekening duidelijk een specifieke Ra-vereiste vermeldt, voldoen de meeste CNC-bewerkingswerkplaatsen standaard aan Ra 3,2 µm, het natuurlijke oppervlak dat overblijft door een standaard frees- of draaiverrichting.
| Finish | Ra (µm) | Process | Application |
|---|---|---|---|
| Bewerkt | 3.2 | Standaard CNC | Algemene onderdelen |
| Fine | 0,8-1,6 | Fijngestemde passen | Afdichtingsoppervlakken |
| Ground | 0,4-0,8 | Grinding | Precisie past |
| Gepolijst | <0,4 | Honen/polijsten | Optisch, medisch |
💡 Technische opmerking
Pas ISO 2768-f toe als uw standaard algemene metaaltolerantie, en ISO 2768-m voor kunststoffen Geef alleen nauwere toleranties op kritische bijpassende kenmerken, zoals afdichtingsgroeven, boringen en referentieoppervlakken. Elke vingerdichte afmeting voegt immers machinetijd en inspectiekosten toe.
Pro Tip: Geef alleen strakkere toleranties op kritieke functies op bij het bestellen precisie CNC-bewerking. Als elke dimensie in een ontwerp 0,001 is, durf ik te wedden dat de ontwerper de productie niet volledig begreep, en dat het 2-3x meer zal kosten dan één waarbij strakke toleranties duidelijk worden bepaald door risico en functie.
CNC-bewerkingskosten worden beïnvloed door vijf sleutelfactoren, die elk een ander percentage toevoegen aan de uiteindelijke stukprijs. Door deze factoren te begrijpen, kunnen ingenieurs ontwerpstrategieën kiezen die voldoen aan strakke toleranties binnen het gewenste budget.
| Factor | Impact op de totale kosten | Voorbeeld |
|---|---|---|
| Materiaal | 15-40% | Overstappen van Ti naar Al bespaart ~50% |
| Complexiteit | 20-60% | 5-assige $40-50/uur versus 3-assige $20-30/uur |
| Tolerantie | 10-30% | ±0,001″ voegt 30-50% toe ten opzichte van standaard |
| Aantal | 30-80% besparingen op schaal | 1 st = $100+ → 1.000 st = elk enkele dollars |
| Oppervlakte Afwerking | 5-20% | Anodiseren voegt $2-5/part toe |
Ontwerp voor standaardtoleranties (0,005″) en streef naar strakke toleranties voor die kenmerken die cruciaal zijn voor het functioneren.
Vermijd onnodige ontwerpcomplexiteiten, zoals ondersnijdingen die niet nodig zijn. Elk daarvan voegt 30-50%-kosten toe.
Gebruik aluminium 6061 T6 tenzij een ander materiaal specifiek vereist is voor de functie.
Handhaaf een minimale dikte van 0,8 mm in metalen onderdelen en 1,5 mm in plastic onderdelen. Dunnere wanden kunnen gebabbel en schroot veroorzaken.
Groepeer vergelijkbare onderdelen in één bestelling om de instelkosten over meer items te delen.
Stuur solide modellen als STEP - of IGES-bestanden, Dit verlaagt de programmeerkosten door handmatige interpretatie.
Overleg met de fabrikant over de maakbaarheid (fabricage) voordat u definitief maakt. Een $.50-tekenrevisie voorkomt een $500-herwerking later.
Snel een kostenraming? Upload uw CAD-bestand en ontvang een offerte. De meeste platforms bieden directe prijzen met minder dan 24 uur.
Bij het kiezen van een CNC machinewerkplaats, verifieer hun certificeringen om er zeker van te zijn dat ze onafhankelijk werden gecontroleerd voor kwaliteitscontroles De standaardbasislijn is ISO 9001. Elke winkel die dit niet heeft, moet als verdacht worden beschouwd. De aanvullende relevante certificeringen kunnen per vakgebied verschillen:
Online CNC-bewerkingsdiensten (instant offerte services) werken zeer goed bij het produceren van standaardmaterialen, geometrisch eenvoudige tot gemiddelde complexiteiten, en wanneer toleranties 0,002 -0,005″ binnen een doorlooptijd van 3-7 dagen kunnen worden getolereerd U verzendt het CAD-bestand, ontvangt direct een prijs, en de onderdelen worden verzonden zonder ooit met iemand te hebben gesproken Lokale machinewerkplaatsen doen het geweldig wanneer u een doorlooptijd op dezelfde dag nodig heeft, persoonlijke Design for Manufacturing (DFM) en technische discussies, of voeren een programma uit met technische wijzigingen waarmee u een nauwe werkrelatie met uw fabrikant wilt.
Ongeacht of uw eindresultaat een online CNC machine shop of lokale shop is, hier zijn kenmerken die u moet eisen bij het selecteren van een shop '- en kenmerken die u moet vermijden
✔ Gepubliceerde certificeringen met certificaatnummers en vervaldata
✔ CMM-inspectierapporten inbegrepen bij verzending
✔ DFM-feedbackproces wissen voordat de productie start
Transparante doorlooptijdverplichtingen met boetes voor te late levering
⚠️ Geen gepubliceerde certificeringen of “certificering in afwachting van de claims van de Documenten
⚠️ Vage tolerantieclaims (“we kunnen nauwe toleranties hanteren”)
⚠️ Geen eerste artikel inspectiemogelijkheid aangeboden
Het zeven ontwerp voor productieregels is afgeleid van richtlijnen van Protolabs en Engineering Libreteksten bespaart u de meest voorkomende (en duurste) CNC-bewerkingsontwerpfouten Gebruik ze om uw CAD-bestand te controleren voordat u uw onderdelen verzendt voor een offerte.
Waarschuwing: het niet volgen van de DFM-richtlijnen en onderdelen kost niet alleen meer, maar kan mogelijk ook worden afgewezen Een te dunne muur kan tijdens het bewerken afbuigen of ontspannen, en een te diep gat kan uit het midden drijven. Controleer uw CAD-ontwerp aan de hand van dit ontwerp voor productieregels voordat u uw ontwerp verzendt online CNC-bewerkingsservice offerte.
✔ Voordelen
⚠️ Beperkingen

CNC-bewerking is een subtractief proces waarbij materiaal uit een knuppel van verder vast materiaal wordt verwijderd met behulp van roterende snijgereedschappen, terwijl voor elke kraal materiaal die tijdens 3D-printen wordt geëxtrudeerd er ongeveer vier als afval worden weggegooid. CNC biedt strengere toleranties tot 0,001″ en superieure oppervlaktekwaliteit dan FFF 3D-printen, maar heeft een hogere materiaalverspilling. Omgekeerd is FFF 3D-printen beter geschikt voor complexe interne geometrieën en snelle experimenten voor pasvorm- en vormprototypes waarbij geen maattolerantie beter dan 0,010 nodig is.
Standaard doorlooptijd varieert van 3 tot 10 werkdagen afhankelijk van onderdeelgeometrie, materiaal, doorloopafstand, en ordergrootte De meeste eenvoudige aluminium onderdelen worden in 3-5 dagen verzonden Multi-as CNC onderdelen in exotisch metaal zoals Titanium en PEEK kunnen 7-10 dagen duren voor complexe profilering en meerassige bewerking Online quick-turn CNC diensten kunnen onderdelen produceren in 24-48 uur tegen een 1,5-2 premie over normale doorlooptijd Doorlooptijd varieert ook tussen bestellingen die inspectie specificeren (FAI, CMM rapport) en die welke dat niet doen.
De meeste CNC-services accepteren de geprefereerde 3D CAD-formaten van STEP (.stp), IGES (.igs) en Parasolid (.x_t).Anderen accepteren ook SolidWorks (.sldprt), Inventor (.ipt) en STL-bestanden. Lever altijd 2D-tekeningen (PDF of DWG) voor callouts voor oppervlakteafwerking, GD&T en toleranties.
Ja, CNC-bewerking is perfect voor prototypes en productie van kleine hoeveelheden van 1 tot 500 stuks In tegenstelling tot spuitgieten vereist CNC geen vormgereedschap (alleen eenmalige instelkosten en de kosten van de bewerkingscyclus Instelkosten worden afgeschreven over de batchgrootte ', het maken van prototypekosten tussen $50-200+ op basis van complexiteit, maar het houden van het totale projectbudget laag terwijl concepten worden gevalideerd Dit maakt CNC een ideale keuze voor functionele prototypes en brugproductie.
De grootste markten voor CNC-bewerkte onderdelen zijn ruimtevaart, medische apparaten, automobiel, consumentenelektronica, en defensie Aerospace roept op tot AS9100D geregistreerde winkels, medische vereist ISO 13485-certificering, auto eist IATF 16949-accreditatie, en consumentenelektronica outsourceert CNC om koellichamen, behuizingen en cameralenzen te ontwikkelen.
Standaard inspectiepraktijken omvatten dimensionale verificatie voor hoek-, lineaire, cirkelvormige, kromlijnige en spotposities met behulp van coördinatenmeetmachines (CMM).Bijkomende inspectie omvat 3D-oppervlakteplotten, eerste artikelinspectie (FAI) en kan niet-destructief onderzoek (NDT) omvatten, zoals röntgen- of kleurstofpenetrant voor medische en ruimtevaartcomponenten volgens specificatie.
Klaar om te bestellen Precisie CNC-bewerkte onderdelen?
Upload een CAD-bestand voor offertes in 24 uur, samen met doorlooptijd en materiaalkosten, inclusief suggesties voor DFM-verbetering.
Over deze gids
Gereedschappen ontwikkeld door 17 jaar CNC-productie-ervaring in Shenzhen bij Le-creator, waaronder honderdduizenden CNC-gefreesde onderdelen die 80+ CNC-machines bedienen met meer dan 100 machinisten. Gegevens uit de echte wereld over toleranties, doorlooptijd en kostenbereiken zijn gebaseerd op daadwerkelijke workflowparameters in onze ISO 9001- en AS9100D-gecertificeerde processen. Dit is geen theoretische gids: het is voor inkoopingenieurs die concrete gegevens nodig hebben om met leveranciers te delen voordat ze een project gunnen.
Referenties en bronnen
Gerelateerde artikelen









