


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


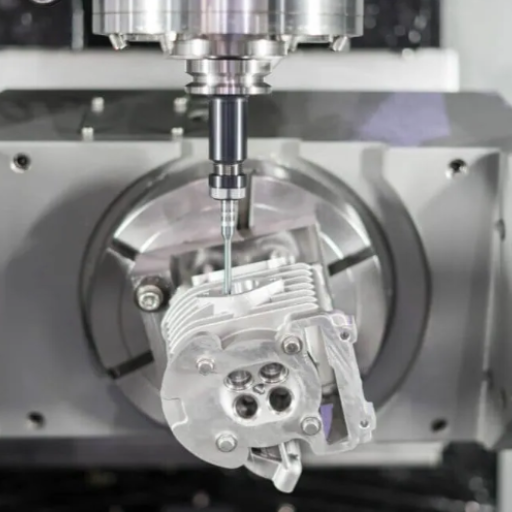
Despite standing in the middle of the precision-minded industries, the very act of fabricating stainless-steel parts for CNC manufacturing holds great potential. Gradually, the process transcends the mere use of a lot of advanced machinery to involve intelligent, economical, and efficient design strategies right from the start. This book will explore the key tenets of “Design for Manufacturing” (DfM) that are usually taking shape for CNC-milled stainless parts, providing engineers and designers with helpful information so as to cut back on outright costs, reduce damage by reducing waste, and enhance operational efficiency. By the end of one particular read, you will either have a collectively good idea of how to get design refined for enhanced durability, or what traps to avoid during production, or at least some tangible advice. So keep on edge as we reveal certain techniques that work and other practical advice as a way of moving you ahead on design and manufacturing levels at once.

Design for Manufacturing (DfM) is a formalized approach of designing a product to streamline its manufacturing. The consideration of manufacturing constraints and capabilities during design assures that products will be best made in terms of efficiency, cost, and quality. The process essentially means minimizing complexity, decreasing production costs, and helping to avoid any issues that could occur post-assembly.
Carefully established, the cooperation between design engineering and manufacturing teams presents challenges since early identification could prevent costly design revisions. For example, DfM applies in some CNC machining situations by choosing machinable materials, reducing machining times by simple geometries, or designing components towards less reliance on secondary operations.
Design for Manufacturing has a major impact on overall production efficiency and the reliability of a product. A reduced number of mistakes with quicker manufacturing cycles and better use of resources would thus reduce costs. Companies would, therefore, receive two benefits: (1) savings on operating costs and (2) delivering better products which be “new” to the market thereby gaining competitive edge.
The DfM (Design for Manufacturing) implication in CNC machining could not be overemphasized because it is directly related to the efficiency, return on investment, and the high-quality product. With the DfM principles installed in the design phase, the engineers see to it that the parts are made for CNC machining without complexities and errors in production, coming at corrections, avoiding extensive modifications or overruns — thereby enhancing faster cycle times with improved repeatability.
Cost savings is the major advantage of Design for Manufacturability (DfM) on CNC machining. Basically, products designed for manufacturability will consume less time and fewer resources. This could entail opting for simpler shapes, materials fitting for working with CNC tools, or even avoiding excessive set-ups. This results in reducing the likelihood of blocking the flow at any one spot, continued working, and further reductions in labor costs.
The CNC-machined parts, enhanced with the help of DfM principles, substantially increase its reliability and user-friendliness. If adeptly designed, the parts shall have certain expected tolerances coupled with structural integrity and surface finish. Consequently, they enhance products for accelerated production and more optimized functionality in a competitive world. At large, DfM transforms its environment where innovation ties in with the sphere of practical manufacturing, producing superior products more quickly and cost-effectively.
In general, Design for Manufacturing (DfM) strives for the simplification of product designs to enhance production efficiency while reducing costs to a minimal level without forfeiting quality. These concepts of increased standardization with standard parts shares and partially standardized procedures reduces complexity. Standardization makes positive gains to the existing system and provides for better production scalability.
Reduced part count is yet another vital principle. Simplification has fewer parts in a design thereby saving time, reducing errors in assembling, and cutting costs in material and labor. With fewer parts, the product reliability will work better as chances for breakage are less. It goes a long way to guarantee that the production process would be efficient and effective.
It is quite important in the final stages of engineering design to consider the manufacturability of any design. By having early involvement of engineers, manufacturers, and stakeholders responsible in the design process, the designer can now conceive these designs so that they fit well within the current production reality that is set with certain limitations. This tailored-to-suit design consideration ensures that the transition from design to any form of manufacturing will be smooth, thereby saving time and money and thereby creating products that are quite effectively in line with the demands of the market.

For CNC machining, the choice of stainless steel grades heralds the role in determining the performance, longevity, and purpose of the final product. Herein is an in-depth look at three commonly employed stainless steel grades—304, 316, and 17-4 PH—because of unique characteristics and some advantages.
It is vital to take into account environmental exposure, required mechanical properties, and precision in cutting methods when choosing one of these stainless steels grades in the process of CNC machining. Each grade has an added advantage designed to fit a particular demand that would help users of the metal achieve optimized performance and longevity for their use.
The machinability of a material greatly depends on its inherent properties, hardness, tensile strength, and thermal conductivity. Materials that are harder and harder may in certain cases require every specialty cutting tool and generate more heat, slowing down the machining process, and increasing the tool-usage ratio Heeding to this principle, higher-hardness stainless hypothesis varieties can pose huge machining difficulties as opposed to softer or more ductile materials
Anyway, matters to do with tensile strength are crucial when it comes to talking about machinability. When there is a material with high tensile strength, it will resist deformation, leading to high cutting efforts, intolerance of deformation, and reduced tool life. Then, the property is theoretically supposed to be easier to machine while obviously providing mechanical durability. Some window has to be kept open where machining potential can be checked with respect to the threshold of strength requirements. Once this is agreed upon, there would be no concern of the efficient manufacturing of the final product.
The thermal conductivity of a material has a profound impact on how heat is dissipated during the process of machining. Metals with very high thermal conductivity such as aluminum can indeed pull heat away from the cutting zone and, as a direct result, decrease the threat of thermal damage to both material and cutting tools. On the other hand, materials with low thermal conductivity such as some stainless-steel grades retain the heat, thereby warranting changes in cutting speed, tool selection, and cooling methods to achieve the required results. For this reason, the machining of materials can be optimized in the commercial sector by keeping in view these characteristics so as to achieve the highest possible efficiency and accuracy.
When one is selecting the right stainless steel for the project, he/she must take into consideration the application requirements. Mechanical strength, corrosion resistance, and ease in fabrication are some of the factors which will be considered. If an application demands much additional resistance for external environments or chemicals, stainless steel grades with higher corrosion resistance like 316 should be used. For general or indoor applications, multipurpose 304 stainless steel could satisfy due to its benefits of availability and affordability.
Next comes an evaluation of operational environmental conditions, including temperature and stress levels. For hot temperature applications, some stainless steels, mostly with their higher content of chromium and nickel, will maintain strength, resisting scaling down. If your metal has to withstand a work hardening under extreme cold conditions, then a different stainless steel grade needs to be picked which would not become brittle at lower temperatures. Matching environmental conditions to material choice would ensure long-term performance without premature failure and the need for frequent maintenance.
Finally come, fabrication essentials such as welding, machining, and forming. It is important to emphasize the ease of manufacture based on differing stainless steel grades once again. For example, austenitic stainless steels, notably 304 or 316, are in general much more moldable and weldable. When you understand these divergences, you can weigh up trading off functionality versus costs in terms of easy production for a promising project outcome.

Design simplification is vital when cutting the costs for CNC manufactured component parts. The design should be as simple as possible while keeping the functionality intact. Better yet, a design that uses uniform geometry is to be hoped for, free of highly complicated shapes that would require intricate machining. The design should especially avoid sharp internal corners, deep pockets, and thin walls since these increase machining time, tool wear, and material waste. Standard hole sizes, and uniform dimensions can save money in the long run in a streamlined production process as the consistency in design would also reduce the cost incurred for heavy tooling.
Proper material selection accounts for a significant portion of cost reduction. Choose materials that machine easily and harmonize well with the intended application of the part. For example, aluminum (soft metal) machines more rapidly and inexpensively, less than more challenging material options like steel or titanium. However, ensure that the material conforms to the strength, durability, and performance requirements for the final product. The right balance between machinability and material properties could greatly affect the production cost in its entirety.
The final point to consider is certain tolerances in the design. Tight tolerances could significantly increase machining complexity and setup times, thus raising production costs. Tight tolerances should be used only in the case of functional or assembly compatibility requirements. For non-critical features, loose tolerances may be sufficient and result in substantial savings on production costs. Involving the machining team during the design process can further highlight cost saving opportunities, leaving product quality intact.
Fillets and Radii plays an important role in increasing the strength and life of a part. Fillets or rounded transitions between two surfaces serve to reduce stress concentrations at sharp corners or edges. Such reduced stress will go a long way in preventing or minimizing cracking, fracture, and loss of integrity in parts under service loads, case loads, etc. The combination of use of fillets leads to the increased life of a structure and at the same time aligns itself with contemporary best practices in design and manufacturing.
Radii refer to specific curves added on edges or corners in order to improve overall design integrity. It neutralizes stress distribution by preventing localized weakening, especially where parts are used for heavy-duty applications or exposed to various types of cyclic forces. Usually, radii enhance the manufacturing process by helping material flow easily during casting, injection molding, or machining, resulting in faster lines, minimum waste, and good product quality.
When utilizing fillets and radii during design, it is vital to ensure that strength requirements and manufacturing constraints are balanced. Large radii and fillets are possible, depending on the application, to increase material wastage or machining times. The conservativeness required for each case is a decision that should take into account the importance of efficiency and functionality. The earlier one starts to involve engineers and machinists in the concept phase, but the better these fillets and radii can assure high levels of customer value based on application-specific parameters as well as cost-effectiveness and manufacturability.

Stainless Steel is machined with several machining-specific issues originating from the unique properties of the material. The main issue to be addressed is the tendency of stainless steel to work harden; this means that, after a certain given point, the work-hardening rate is so high the material becomes harder, and thus more difficult to cut. This, in turn, may result in rapid tool wear and low efficiency at the machine unless the proper cutting speeds and feeds are maintained.
The most common problem with steel however is that it is tough and high strength and hence difficult to machine here. The toughness caused by stainless steel can engrave severely on the edge of the tool; while the strength can lead to elevated temperatures owing to frictional forces and abrasion on the tool; thermal damage to the tool may result.
Finally, stainless steel is prone to built-up edge (BUE) formation, where material adheres to the cutting tool. This phenomenon can degrade surface finish quality, disrupt cutting accuracy, and further accelerate tool wear. Effective solutions include using sharp tools with appropriate coatings, employing the correct cutting fluids to reduce friction, and optimizing machining parameters to maintain consistent performance. Through careful planning and the use of suitable tools and techniques, these challenges can be effectively addressed.
Manufacturing components with tight tolerances and thin walls is a high-precision operation; a deviation at any corner could sway the functionality or structural integrity of a product. These shortcomings are largely due to reasons like materials, machining methods, and possible deformation during production. Each aspect must critically be addressed by really understanding the materials and developing well-founded action procedures to reduce risks of failure or defect.
Some advanced machining processes assure consistent accuracy in machining processes. In particular, CNC machining achieves strict control over dimensions and geometries. Monitoring the parts at multiple stages of their manufacturing helps detect any deviations still early for correction. More importantly, abuse to machining thin-walled components from excessive cutting forces could lead to distortion. A slower feed-rate and sharp tools for thin-wall machining will probably give the highest percentage of structural stability to a component.
Another very effective technique is the meticulous choice of material. Choosing materials with high stiffness and low expansion coefficient might keep any form of deflection that arises due to processing or operation at bay. Could set some simulation tool into the bake at the design stage, potentially highlighting-and dealing with-issues such as stress, vibration, or heat generation. Apply these methods to provide the associated framework necessary to achieve tight tolerances and become confidently able to produce very good thin-walled sections.
Threading and internal corners both play a critical role in the design and manufacturing of complex components. When designing threaded features, it is essential to ensure that the thread pitches and diameters are within appropriate tolerances to maintain functionality and strength. Threads should be carefully selected based on the application, considering load distribution, ease of assembly, and the intended operational environment. Internal stresses can often arise in threaded areas, so integrating stress relief mechanisms or conducting stress testing may help improve longevity.
To minimize stress concentration for internal corner details, avoid sharp edges unless absolutely required. The primary reason for having rounded corners or fillet corners is to reduce the load distribution across the structure and minimize failure chances and for enhancing manufacturability by wearing tool a little more swiftly and facilitating smoother material flow during machining. The chosen radius for internal corners must maintain this balance in terms of structural integrity and machining demand in order to be useful with production tools and methods.
During the simultaneous designing of threading and internal corner geometry, gaining the involvement of manufacturing teams is of utmost importance. The initial phases of simulation and prototypes can go a long way toward anticipation of any potential fitting or a stress concentration at the corner for prompt rectification. Precise planning and collaboration between designers and engineers will guarantee that the features can meet the functional and structural requirements of the final product, and these risks may be minimized during production.
In order to optimize products in terms of performance and production needs, Design for Manufacturing (DfM) is important in CNC machining. The application of this principle helps designers and engineers to recognize the potential obstacles in the design process, thus helping the designers in refining their designs and gradually eliminating the costly errors that may occur during the manufacturing process. Further, with an understanding of materials and their properties, tolerances, and limits for machining, the efficiency and quality of the product can be greatly enhanced right from the start.
An important aspect of the successful integration of DfM is collaboration between the design team and the manufacturing engineers. This collaboration ensures designs that can be easily manufactured within the limits of CNC machining, keeping integrity in structure and function. Adequate planning to mitigate potential risks, such as stress concentrators and misalignments, will further smooth the production cycle and create better quality outcomes.
Ultimately, integrating DfM principles into CNC machining not only accelerates production timelines but also reduces waste and costs. By blending simulations, prototyping, and iterative design improvements early in the process, teams can arrive at a facile manufacturing process. Such an approach delivers robust, reliable products that are well aligned with production capabilities and market needs.
The future of Stainless steel CNC machining is something that could be majorly influenced by advancements in automation technologies. With AI-driven systems and machine learning algorithms, machines could predict tool wear and make self-adjustments based on patterns in order to perform with precision. While this remarkable level of automation would reduce human involvement, it would considerably enhance efficiency in all sectors, and limit errors. With all these changes taking place, production would be that much quicker and more cost-effective.
Another big trend is adopting hybrid manufacturing technologies. By combining CNC machining with additive or SuBAM methods, these technologies can set themselves apart and optimize material usage, curving out complex geometries almost impossible through ordinary manufacturing processes. In this hybrid technology, besides the fact that lesser materials are wasted through optimization and creation of geometry as well as design flexibility, the sky is the limit with stainless steel playing farbeyond the available probity in the sectors like aerospace, medical, and automotive.
Energy-effective and extensive machining is also expected to shape the industry’s path forward. With exacerbating concern for environmental impacts, manufacturers could very well engage in compliance with eco-friendly methods to include the application of biodegradable cutting fluids, scrap-metal recycling, and energy-efficient management. This includes efforts oriented toward fulfilling global sustainability goals, while still keeping the production process commercially viable and environmentally responsible.









