


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


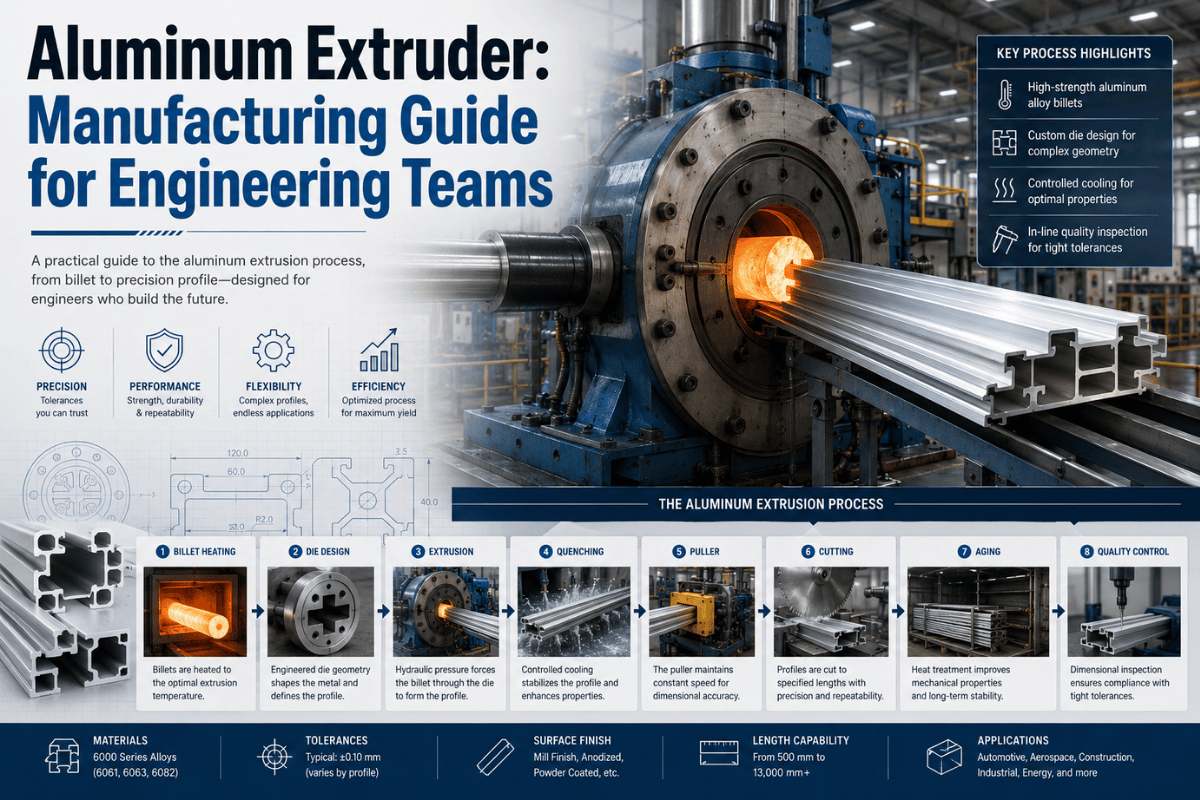
Het komt fysiek neer op een aluminium extruder die hete knuppels onder hydraulische druk door een op maat ontworpen gereedschap dwingt om een eindeloos gedeelte met een specifieke vorm te creëren. Dat is de fysica van wat extrusie is. Wat ze in die samenvatting overslaan, zijn alle dingen die een ingenieur daadwerkelijk moet weten voordat hij of zij in een profiel ontwerpt: welke legeringsselectie u moet maken, voor wat voor soort dobbelsteen u betaalt, hoeveel van de toleranties u uit de pers haalt en hoeveel de daaropvolgende cnc-processen zullen toevoegen, en hoe de voorgestelde wijzigingen in de tarieven in 2026 van invloed kunnen zijn op uw bevoorradingsbasis.
De gids behandelt elke stap van het proces - vanaf het voorverwarmen van de knuppel tot en met CNC-nabewerking - met voorbeelden van betonspecificaties, vergelijking van legeringen en daadwerkelijke livegegevens verzameld in de Lecreator-extrusiebewerkingsfabriek. Of u nu leveranciers screent, een eerste geëxtrudeerd onderdeel prototypet, of hoopt de kosten te verlagen met behoud van nauwe toleranties, u vindt een bruikbare conclusie in elk hoofdstuk van deze Gids voor Precision Aluminium Extrusion Machining.
Het hydraulische perssysteem (in werkelijkheid de complete pers, of zelfs meer ‘wordt in deze industrie vaak eenvoudigweg de ’extruder' genoemd. Het betekent dat het hete aluminium door een hydraulische ram wordt geperst (geëxtrudeerd) en gedwongen wordt door een matrijs (opening in staal) te gaan met een complexe, machineprecisievorm. de andere kant is dat wat eruit komt precies dezelfde vorm (profiel) zal hebben, zoals een staaf, raamprofiel of rail (profiel met T-sleuf).
De extrusiepers zelf wordt gekwantificeerd door krachtvermogen (het persvermogen; een hogere kracht drukt grotere profielen met een grotere wanddikte of moeilijkere materialen, in feite Naast de pers en matrijssamenstel is alleen vorm van belang bij het overwegen van extrusies, en de vorm wordt gevormd door de matrijs. De matrijs is in de kern een dikke stalen schijf met een profielopening die erin is machinaal bewerkt. Het is net als bij de pers een van de enige twee factoren waarvan de ontwerpingenieur zich bewust zal moeten zijn voordat hij zijn tekening aan zijn extrusiefabrikant doorgeeft.
Een aluminium extruder verwarmt een aluminium knuppel tot ongeveer 375C 500C en gebruikt vervolgens een hydraulische pers om de staaf tot 15.000 ton bij hoge druk in een matrijsopening te dwingen Het aluminium is een vast en toch taai materiaal dat als voltooide profielvorm door de matrijs komt Een extruder blust, rekt en snijdt de profielen in beheersbare lengtes Extrusie werkt door het metaal bij hoge druk in een wat zachte vaste toestand te vervormen en niet door het te smelten.
| Parameter | Typisch bereik | Notes |
|---|---|---|
| Perscapaciteit | 100-15.000 ton | Bepaalt de maximale cirkelgrootte; 15.000 ton = ~50 pick-up trucks met kracht |
| De temperatuur van de knuppelvoorverwarming | 375-500°C (700-930°F) | Varieert per legering; 6063 typisch onderste uiteinde, 7075 hogere uiteinde |
| Matrijs voorverwarmen temperatuur | 450-500°C | Voorverwarmen verlengt de levensduur van de matrijs en bevordert een gelijkmatige metaalstroom |
| Matrijsmateriaal | H13 gereedschapsstaal | Standaard voor alle aluminium extrusiematrijzen; thermisch taai |
| Uitvoerformaat | Stevig, hol, halfhol profiel | Vorm bepaald door matrijsontwerp |
| Lengtes snijden | 8-21 voet (standaard afwerkingszaag) | Lange termijn capaciteit tot 40 ft met CNC nabewerking |
The AEC Aluminium Extrusie Proces Gids vermeldt een perscapaciteit variërend tussen 100 en 15.000 ton, wat het enorme scala aan maten weerspiegelt dat de industrie produceert, van delicate architectonische bekleding tot aanzienlijke balken die nodig zijn voor het bouwen van brugdekken.
De volledige extrusie-run begint vanaf de matrijsvoorbereiding en eindigt tot aan de veroudering Deze zes stappen zullen het meeste belang hebben voor een ingenieur die een leverancier kwalificeert:
Vraag uw extrudereact hoe ze de speciale legering/temper die u nodig heeft doven. een luchtgebluste 6063-T5 is misschien prima geschikt voor een architectonisch ontwerp, maar een structurele toepassing met 6061-T6 vereist dat het specifieke profiel water of luchtgebluste atpress is, waarna de oven verouderd is bij hogere temperaturen om dat 45ksi-trekeigenschap op te leveren. Een leverancier die die vraag niet kan beantwoorden, beheerst uw materiaalspecificatie niet goed.
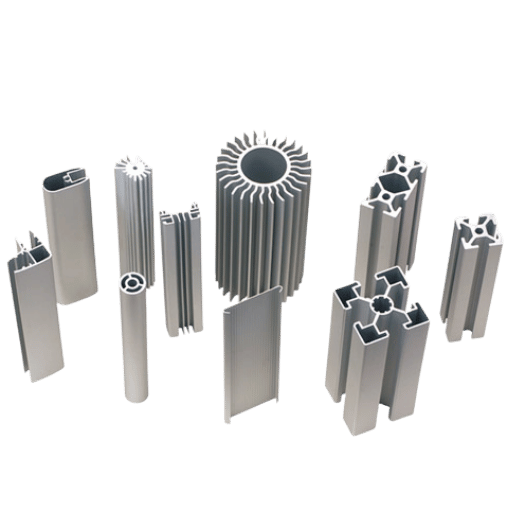
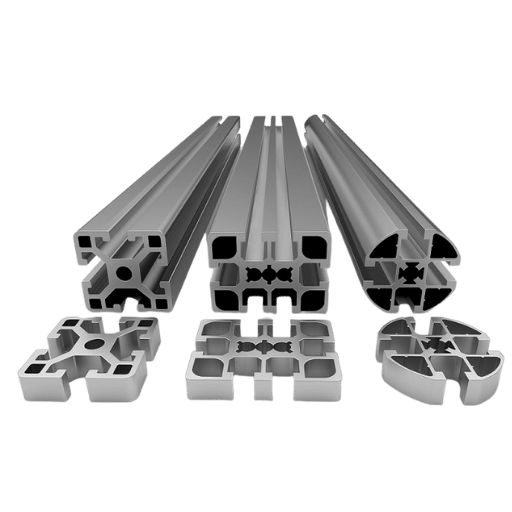
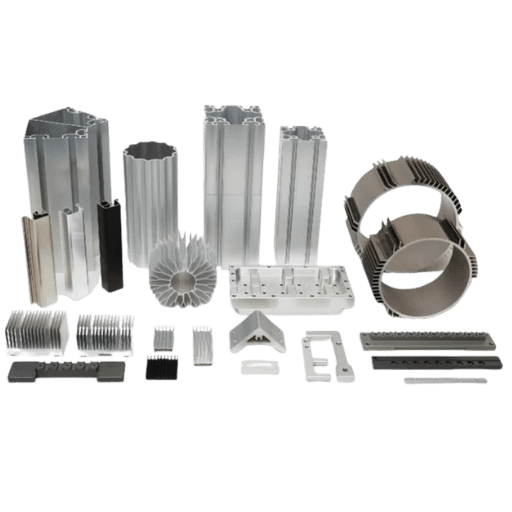
Elk aluminium extrusieprofiel heeft een vaste dwarsdoorsnedevorm, bepaald door de matrijsopening. De geometrie die het productieproces creëert wanneer de knuppel door de matrijs wordt geperst. Drie categorieën bestrijken de overgrote meerderheid van de profielen, en in welke categorie uw ontwerp valt, wordt het matrijstype, de gereedschapskosten en de maakbaarheid bepaald.
| Categorie | Definitie | Veelvoorkomende Voorbeelden | Die Complexity |
|---|---|---|---|
| Solid | Geen ingesloten holtes of openingen | Hoek, staaf, platte staaf, T-balk, I-balk | Laagste 1-stuk feeder/die-backer |
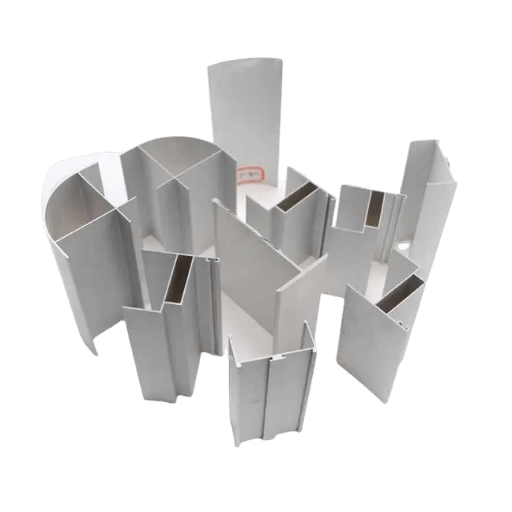
| Hol | Een of meer volledig omsloten interne holtes | Vierkante/ronde buis, raamkozijn, koellichaamvinpakket, EV-batterijkanaal | Hoogste mand + matrijzendop + rug |
| Half hol | Gedeeltelijk ingesloten leegte (smalle opening) | C-kanaal (smalle opening), U-profiel, hoedenkanaal | Medium & tooling |
Dit vertegenwoordigt de grootste cirkel die binnen de profielgeometrie kan worden beschreven. Deze waarde, vaak ICD (ingeschreven cirkeldiameter) genoemd, is een belangrijke factor bij het selecteren van uw productie Pers en maat. Grotere, bredere of complexere vormen zouden hogere ICD-waarden hebben, wat aangeeft dat een grotere persgrootte nodig is om uw onderdeel te produceren. Als u een holte ontwerpt met ingewikkelde holtes en een kleine dikte, wordt deICD een beperking bij het ontwerpen van uw onderdeel op een bepaald persformaat. Voordat u uw definitieve kunstwerk bij de perswinkel indient; U zou er goed aan doen om uw perswinkel advies te geven over de maakbaarheid van uw beoogde onderdeel en de juiste persformaten volgens het ICD-ontwerp.
Indien een extrusie, profiel, omlijsting, structurele rail, aangepaste aluminium extrusies machinaal bewerkte deel (en) vervangt De meeste distributeurs houden een selectie van standaard voorraadprofielen (hoeken, kanalen, vierkante buis, t-slot) Aangepaste profielen vereisen een nieuwe die 1-voudige tooling fee die vooraf in rekening wordt gebracht en wordt opgenomen in de projectkosten Wanneer een enkel geëxtrudeerd profiel meerdere bewerkte onderdelen vervangt, worden de matrijskosten doorgaans terugverdiend binnen een bescheiden volumereun.
Gemeenschappelijke profielapplicaties per categorie:
Vanaf de initiële keuze van de legering is er een cascade van effecten op en neer in de productieketen: extrudeerbaarheid, matrijsslijtage, afschrikspecificatie, CNC-bewerkbaarheid, anodiseren, kosten van afgewerkte componenten Het feit dat 6xxx-legeringen het meest voorkomen in de hele wereld van aluminiumextrusie suggereert dat ze een acceptabel compromis vormen wat betreft sterkte, vervormbaarheid en oppervlakteafwerking. De volgende vier legeringen geven een voorbeeldvergelijking:
De legeringen zijn inderdaad verwant; beide zijn Al-Mg-Si en 6061 bevat meer magnesium en silicium en dus is het ongeveer 50% sterker in opbrengst dan 6063 (voor vergelijkbare temperaturen). Maar 6063 is gemakkelijker te extruderen en toont het metaal meer “ aan de matrijsvorm en leent zich als zodanig beter voor gladde anodiserende afwerkingen en architectonische toepassingen, dus het zou over het algemeen de voorkeur hebben voor die gebieden. 6061 is beter in draagvermogen, zal beter lassen en kan worden bewerkt tot fijnere afmetingen.
| Legering | Treksterkte | Hardheid | Bewerkbaarheid | Anodiseren | Typische Toepassingen |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Goed (SFM 800-1500) | Goed (helder/gekleurd) | Structurele frames, auto-onderdelen, machinebases, fietsframes |
| 6063-T5 | 186-241 MPa (27-35 ksi) | 60 HB | Matig (SFM 1000-2000) | Uitstekend (architectonisch Type II) | Raamkozijnen, leuningen, architectonische bekleding, geanodiseerde bekleding |
| 7075-T6 | 503-572 MPa (73-83 ksi) | 150 HB | Matig (SFM 600-1200) | Slecht (chromaatconversie heeft de voorkeur) | Structurele onderdelen voor de lucht- en ruimtevaart, raketcomponenten, hoogbelaste tandwielen |
| 2024-T3 | 455-483 MPa (66-70 ksi) | 120 HB | Good | Slecht (anodiseer alleen voor corrosie) | Vliegtuigromp, vermoeiingskritische constructies, schadetolerante ontwerpen |
Gegevens over legeringseigenschappen worden vergeleken met ASTM B221 (Standaardspecificatie voor geëxtrudeerde staven, staven, draad, profielen en buizen van aluminium en aluminiumlegeringen) en ISO209 aanduidingen van aluminiumlegering.
Lees over de interne legeringsmogelijkheden mijn aluminium CNC-bewerkingsservice en meer in detail bewerking 2024 aluminiumlegering.

De extrusiematrijs is een eenvoudig blok metaal met een precieze sleuf er doorheen, maar dit is misleidend, het is een ongelooflijk ingewikkeld stukje techniek. Een effectief ontworpen matrijs beïnvloedt: draaglengte, matrijs- en ponsprofiel, temperatuurverdeling over het matrijsprofiel, metaalstroomsnelheid, matrijsvlakconditie en natuurlijk het productoppervlak en de rechtheid. Matrijsopstelling.
Solid Dies (voor het produceren van vaste vormen zoals staaf, hoek en kanaal) zijn het eenvoudigst te produceren en het minst duur; bestaande uit drie afzonderlijke delen die als volgt op elkaar zijn gestapeld; een aluminium stroomregelende toevoerplaat waardoor het aluminium in de matrijs stroomt, de matrijs zelf met de uiteindelijke vorm van de extrusie, en een steunplaat die sterkte aan de matrijs toevoegt tegen perskrachten tot 15.000 ton ramkracht.
Holle matrijzen (voor profielen met interne holtes: buizen, frames, meerkanaals extrusies) gebruiken een doorn om de interne leegte te creëren Het aluminium splitst zich rond de doornsteun, en last vervolgens opnieuw onder druk voordat het de matrijskap verlaat De matrijspakket is: doorn + matrijskap + steuner Holle matrijzen vereisen een nauwkeurigere engineering omdat de lasnaden '(terwijl ze metallurgisch klinken onder de juiste procesomstandigheden 'moeten' worden ontworpen om te voorkomen dat ze in structureel kritische zones terechtkomen De Aluminium Extruders Council onderhoudt maat- en kwaliteitsrichtlijnen voor het ontwerp van holle matrijzen.
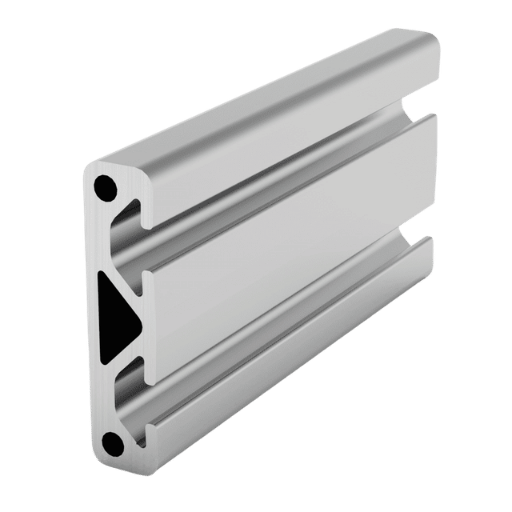
Halfholle matrijzen combineren elementen van beide. Ze worden gebruikt voor profielen met een gedeeltelijk omsloten holte, bijvoorbeeld een C-kanaal met een smalle opening, bijvoorbeeld waar de opening te smal is om een doornvrije massieve matrijs te laten werken zonder onbalans in de metaalstroom.
H13 gereedschapsstaal is het industriestandaardmateriaal voor aluminium extrusiematrijzen, gekozen vanwege de duurzaamheid en slijtvastheid bij extrusietemperaturen. De combinatie van hoge thermische geleidbaarheid, taaiheid en oppervlaktehardheid bij 450-500 °C maakt het geschikt voor vrijwel alle toepassingen van aluminiumlegeringen. Oppervlaktenitreren is een warmtebehandeling die stikstof in het matrijsoppervlak diffundeert tot een diepte van 0,1-0,2 mm. De levensduur van de matrijs wordt aanzienlijk verlengd bij productieruns met een hoog volume. Bevestig bij het verkrijgen van matrijsgereedschap dat nitreren in het citaat is opgenomen; het is de standaardpraktijk bij ervaren gereedschapswerkplaatsen en de afwezigheid ervan duidt vaak op gereedschappen van lagere kwaliteit.
Lagerlengte (de afstand die het aluminium binnen de matrijs aflegt voordat het naar buiten gaat) is de primaire stroomregelvariabele in het matrijsontwerp Langer lager = langzamere stroming voor dat dwarsdoorsnedegebied Matrijsontwerpers variëren de draaglengte rond de profielomtrek om de uitgangssnelheid gelijk te maken, een cruciale stap voor het voorkomen van twist-, boeg- en oppervlaktedefecten.
Matrijsgereedschap is een eenmalige eenmalige kostenpost (NRE) die aan het begin van een project in rekening wordt gebracht Voor eenvoudige aluminium extrusiematrijzen met vast profiel die worden gebruikt in architecturale en industriële toepassingen, variëren de gereedschapskosten doorgaans van $400 tot $2.000, afhankelijk van de grootte en complexiteit. Complexe holle matrijzen met meerdere interne holtes, nauwkeurig geslepen lageroppervlakken en een hoge levensduur kunnen oplopen tot $5.000-$25.000 voor nauwkeurig gereedschap. Deze cijfers moeten rechtstreeks met uw matrijzenleverancier worden besproken, omdat de kosten sterk afhankelijk zijn van de complexiteit van het profiel, de cirkelgrootte, de wanddikteverhoudingen en de productievolumeverwachtingen.
Lecreator machines geëxtrudeerd aluminium profielen tot 0.001 met 25+ jaar precisie fabricage ervaring en AS9100D certificering.

Aluminium extrusies verlaten de pers met dimensionale kenmerken die worden beheerst door ASTM B221 toleranties -w.z. die breder zijn dan machinaal bewerkte toleranties door ontwerp Voor de meeste niet-passende structurele toepassingen is extrusie-als-geëxtrudeerd voldoende en de meest kosteneffectieve keuze.
Voor gaten, pasoppervlakken, strakke positionele toleranties of kwaliteitseisen in de lucht- en ruimtevaart is CNC-nabewerking het antwoord.
Ja-wanneer het goed is bevestigd, machinaal bewerkt met de juiste snijparameters, kunnen aluminium extrusies buitengewoon nauwe toleranties bevatten. Hier in de fabriek van Lecreator hebben we routinematig het geëxtrudeerde aluminium profiel bewerkt tot een positioneringsnauwkeurigheid van ±0,001″ en een herhaalbaarheid van ±0,0002″ bij hogesnelheidsspindels van 24.000 tpm. De uitdagingen zijn vooral het ontwerp van de inrichting voor lange extrusies en het beheer van thermische uitzetting voor grote vormfactoronderdelen.
| Legering | Snijsnelheid van carbide (SFM) | Chipbelasting per tand (IPT) | Koelvloeistof |
|---|---|---|---|
| 6061-T6 | 800-1.500 | 0.003–0.008 | Overstroming of mist |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Overstroming of mist |
| 7075-T6 | 600-1.200 | 0.002–0.006 | Hogedruk-doorspindelkoelmiddel |
LECREATOR-MOGELIJKHEDEN: Max. Profiellengte 40’ (480”) Hoge snelheid spindelsnelheid 24.000 RMPMSurface Finish16Rin. typische dunne wandcapaciteit 40in. (0,040)Zonder vervorming
| Feature Grootte | Standaard Tolerantie | Precisietolerantie | Hoge Precisie Tolerantie |
|---|---|---|---|
| Tot 1.000″ | ±0,012″ | ±0,005″ | ±0,002″ |
| 1,001″-3,000″ | ±0,015″ | ±0,008″ | ±0,003″ |
| 3.001″-6.000″ | ±0,020″ | ±0,012″ | ±0,005″ |
CHALLENGEA 2100mm lengte ev batterijtrayprofielin 6063-T6 met 48 verschillende patronen van montagegaten die binnen een tolerantie van 0.05mmpositie over hun gehele lengte moeten worden gehouden met vacuümklemmen om te voorkomen dat een dunwandig geëxtrudeerd aluminiumprofiel met armaturen wordt vervormd.
Resultaat: 99.7% dimensionale nauwkeurigheid op alle 48 patronen van montagegaten Schrootsnelheid: 0.6% (industriegemiddelde: 3-5%) Cyclus tijd gesneden 35% vs. de vorige leverancier van bewerking, bereikt door precisie toolpath sequencing en in-process CMM inspectie.
Certificeringen: ISO 9001 · AS9100D · IATF 16949
UITDAGING: Een vleugel Spar profiel (7075-T6) die Ra 0.65um oppervlak nodig hebben op bijpassende flensranden (specificatie Ra 0.8um) en 100% positionele Kenmerken op ±0.025mm op aCMMinspectie met vereist eerste artikel rapport en lopende kwaliteitsproductie rapporten per AS9100D.
RESULTAAT0NonConformanceReport (NCR) voor de gehele driejarige Productierun, waarbij consequent Ra 0.65um en ruim onder de spec 0.8um en 100% Functies worden geproduceerd op ±0.025mmper een cmm inspectierapport.
Ga naar AluminiumExtrusieMachiningServicepage voor meer informatie over onze aluminium extrusiebewerkingsmogelijkheden en om al onze diensten en specificaties te bekijken.
Wanneer ingenieurs in Lecreator komen die voor de allereerste keer een geëxtrudeerde aluminiumcomponent prijzen, is er soms Sticker Shock. Een eenvoudige aluminium standaardhoek is goedkoop, zelfs een paar dollar per voet. Een op maat gemaakte holle aluminiumvorm met verschillende interne lege volumes en vereiste oppervlakteafwerking van anodiseerkwaliteit, bewerkt tot veeleisende tolerantie, en dan is het een andere kwestie. Hier zijn de vier factoren die vooral variatie in kosten veroorzaken.
Als uw productievolume lager is en de kosten van de extrusiematrijs een barrière vormen voor de initiële ontwerpvalidatie van het product, overweeg dan om dit te onderzoeken metaal 3D-printen of gebruik maken van rapid prototyping-serviceleveranciers in plaats van te investeren in een extrusiematrijs.
In 2026 worden Noord-Amerikaanse beslissingen over de aanschaf, kostenberekening en specificatie van aluminiumextrusie gevormd door drie krachtige trends die van invloed zijn op de risico's van kopers en overwegingen op het gebied van ecologische duurzaamheid en veerkracht van de toeleveringsketen.
“Noord-Amerikaanse extruders blijven veerkrachtig te midden van uitdagende marktomstandigheden en verschuivingen in de internationale handel.”
Jason Weber, voorzitter van de Aluminium Extruders Council (AEC), 7 april 2026 (Light Metal Age)
Op 30 april 2026 introduceerden de VS een nieuwe Sectie 232 proclamatie op aluminium dat de bestaande methode voor tariefbeoordeling vervangt Voorheen werden tarieven geheven als een ad-valoremrecht (een percentage van de douanewaarde van een product) In de nieuwe proclamatie worden tarieven beoordeeld als een volledig op douanewaarde gebaseerd recht, waardoor de tarieflast voor alle geïmporteerde aluminiumextrusies direct toeneemt. Hoewel het kan worden gezien als een versterking van in eigen land geproduceerde aluminiumextrusieproducten, heeft deze proclamatie het potentieel om de totale aangelande kosten van alle buitenlandse extrusies voor nieuwe projecten en op bestaande open orders aanzienlijk te verhogen. Update alle internationale bronkostenmodellen dienovereenkomstig om toekomstige verrassingen te voorkomen!
De AEC heeft onlangs de nieuwe EPD Generator-tool gelanceerd en de toonaangevende aluminiumextruders in Noord-Amerika zijn begonnen met het certificeren van hun producten volgens de nieuwe AEC-standaard, waarbij het eerste exemplaar in april 2026 is gecertificeerd. Hoewel het gebruik van EPD's in structurele en architectonische toepassingen beperkter is geweest dan andere groene bouwelementen, breidt het zich gestaag uit in gereguleerde groene bouwsectoren en aan de vereisten voor de toeleveringsketen van elektrische voertuigen en overheidsopdrachten. Als uw klanten EPD-verificatie nodig hebben in de materialen waaruit uw product of eindgebruik bestaat, zorg er dan voor dat uw leverancier de relevante documentatie kan verstrekken.
Autotoepassingen eisen steeds vaker het gebruik van 6063-T5 en T6 voor batterijbehuizingen, koelkanalen en crashbeheersingsstructuren om geïntegreerde CNC-nabewerking mogelijk te maken (dichte gatenpatronen om batterijmodules en koelplaatinterfaces te bouten, afdichtingsoppervlakken voor touwgietwerk).Deze auto-gerelateerde banen hebben de neiging om geïntegreerde bewerkingsleveranciers (profiel + nabewerking) te bevoordelen van hun extrusies. Recyclingvriendelijke legeringen helpen auto-OEM's om duurzaamheidsdoelstellingen te bereiken om het hoge gehalte aan gerecycled aluminium te meten en uitgebreide documentatie te verstrekken.
Er zijn vier primaire factoren die de kosten van een profiel beïnvloeden: (1) Matrijsgereedschap: een initiële, eenmalige investering van alleen $400-$25.000 voor een enkele vorm, maar essentieel voor een aangepast profiel; (2) De kosten van aluminium knuppels zijn afhankelijk van de gekozen legering; (3) het langer duren voordat perstijdlang langzamer lopende legeringen zoals 7075 zijn uitgeroeid, wat resulteert in minder dan 6063 per uur; en (4) CNC-nabewerking vereist wanneer gatposities of afmetingen van het oppervlak niet kunnen worden gehandhaafd binnen de ASTM B221-toleranties. Sectie 2320 importtarieven worden verwacht.
Er is niet één beste legering; toepassing dicteert alles:
De aluminium extrusiematrijs is een zware (ca. 50mm dikke) schijf van H13 gereedschapsstaal met in het midden een gat dat is gesneden om de vereiste doorsnede van het geëxtrudeerde gedeelte te produceren Er zijn drie soorten matrijzen: massief (voor staven, hoeken, staven), hol (voor buizen en andere ingelijste secties die ook interne holtes hebben) en halfhol (secties die slechts gedeeltelijk zijn omsloten).De matrijs wordt vóór gebruik eerst verwarmd tot 450-500C.
De matrijsondersteuning wordt geleverd door een aantal steun- en steunplaten om de ramdrukken, die zo'n 15.000 ton bedragen, te weerstaan.
Bronnen en referenties:









