


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


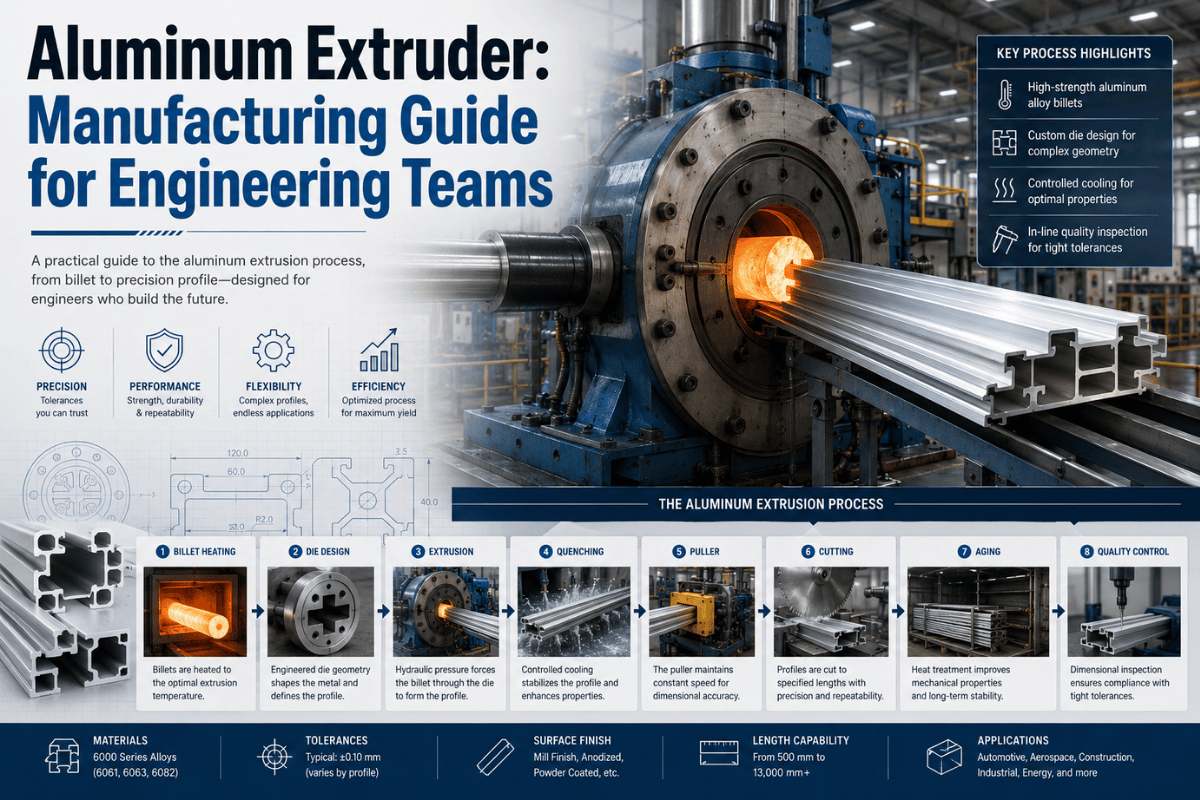
Físicamente se reduce a una extrusora de aluminio que fuerza el tocho caliente bajo presión hidráulica a través de una herramienta diseñada a medida para crear una sección sin fin con una forma específica. Esa es la física de lo que es la extrusión. Lo que están omitiendo en ese resumen es todo lo que un ingeniero realmente tiene que saber antes de diseñar en un perfil: qué selección de aleación debe hacer, qué tipo de troquel está pagando, cuántas tolerancias está obteniendo de la prensa y cuántas El proceso cnc posterior agregará y cómo los cambios propuestos a las tarifas en 2026 pueden afectar su base de suministro.
La guía cubre cada paso del proceso, desde el precalentamiento del tocho hasta el posmecanizado CNC, con ejemplos de especificaciones de concreto, comparación de aleaciones y datos reales recopilados en la fábrica de mecanizado por extrusión Lecreator. Ya sea que esté seleccionando proveedores, creando prototipos de una pieza extruida inicial o esperando reducir costos manteniendo tolerancias estrictas, encontrará una conclusión útil en cada capítulo de esta Guía para el mecanizado por extrusión de aluminio de precisión.
El sistema de prensa hidráulica -ñan o, en realidad, la prensa completa, o incluso más ‘, a menudo se denomina simplemente ’extrusor' en esta industria. significa que el aluminio caliente es prensado (extruido) por un ariete hidráulico y obligado a pasar por una matriz (abertura de acero) con una forma compleja y precisa de la máquina. el otro lado es que lo que salga tendrá exactamente la misma forma (perfil), como una varilla, un perfil de ventana o un riel (perfil con ranura en T).
La propia prensa de extrusión se cuantifica por la capacidad de fuerza --el poder de prensado; De hecho, una fuerza más alta presiona perfiles más grandes con mayor espesor de pared o materiales más difíciles. Además del conjunto de prensa y matriz, la forma sólo importa cuando se consideran extrusiones, y la forma la constituye la matriz. La matriz es, en su núcleo, un disco de acero grueso con una abertura de perfil mecanizada. Es como ocurre con la prensa uno de los únicos dos factores que el ingeniero de diseño deberá tener en cuenta antes de pasar su dibujo a su fabricante de extrusión.
Una extrusora de aluminio calienta una palanquilla de aluminio a aproximadamente 375 °C «500 °C y luego utiliza una prensa hidráulica para forzar la barra hasta 15.000 toneladas a alta presión en una abertura de matriz. El aluminio es un material sólido pero dúctil que atraviesa la matriz como una forma de perfil completa. Una extrusora apaga, estira y corta los perfiles en longitudes manejables. La extrusión funciona deformando el metal a alta presión en un estado sólido algo blando y no fundiéndolo.
| Parámetro | Rango típico | Notas |
|---|---|---|
| Capacidad de prensa | 100-15.000 de tone | Determina el tamaño máximo del círculo; 15.000 toneladas = ~50 camionetas de fuerza |
| Temperatura de precalentamiento de la palanquilla | 375-500°C (700-930°F) | Varía según la aleación; 6063 típicamente extremo inferior, 7075 extremo superior |
| Temperatura de precalentamiento del troquel | 450-500°C | El precalentamiento prolonga la vida útil del troquel y promueve un flujo uniforme de metales |
| Material troquelado | Acero para herramientas H13 | Estándar para todos los troqueles de extrusión de aluminio; térmicamente resistente |
| Formato de salida | Perfil macizo, hueco, semihueco | Forma determinada por el diseño del troquel |
| Cortar longitudes | 8-21 pies (sierra de acabado estándar) | Capacidad de largo plazo de hasta 40 pies con postmecanizado CNC |
El Guía del proceso de extrusión de aluminio AEC menciona una capacidad de prensa que oscila entre 100 y 15.000 toneladas 'lo que refleja la enorme variedad de tamaños que produce la industria ', desde delicados adornos arquitectónicos hasta vigas sustanciales necesarias para construir plataformas de puentes.
El proceso de extrusión completo comienza desde la preparación del troquel y termina hasta el envejecimiento. Estos seis pasos tendrán el mayor interés para un ingeniero que califique a un proveedor:
Pregunte exactamente a su extrusora cómo apagan la aleación/temperamento específico que necesita. un 6063-T5 enfriado por aire puede estar perfectamente bien para un diseño arquitectónico, pero una aplicación estructural que utilice 6061-T6 requerirá que ese perfil en particular se apague con agua o aire a presión, luego envejezca en horno a temperaturas más altas para producir esa propiedad de tracción 45ksi. Un proveedor que no puede responder esa pregunta no tiene un gran dominio de sus especificaciones de materiales.
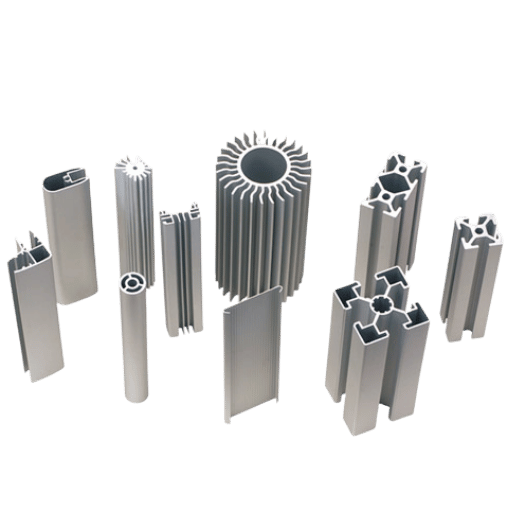
Cada perfil de extrusión de aluminio tiene una forma de sección transversal fija determinada por la abertura de la matriz. La geometría que crea el proceso de fabricación a medida que el tocho pasa a través de la matriz. Tres categorías cubren la gran mayoría de los perfiles, y en qué categoría se divide su diseño, según el tipo de matriz, los costos de herramientas y la capacidad de fabricación.
| Categoría | Definición | Ejemplos comunes | Die Complejidad |
|---|---|---|---|
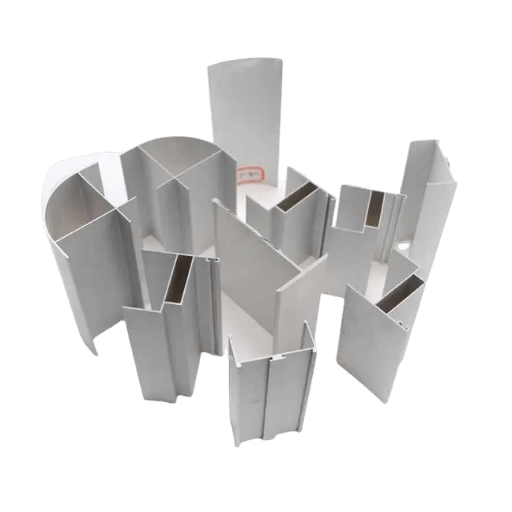
| Sólido | Sin huecos ni aberturas cerrados | Ángulo, varilla, barra plana, viga en T, viga en I | El alimentador/troquel/repostador de una sola pieza más bajo |
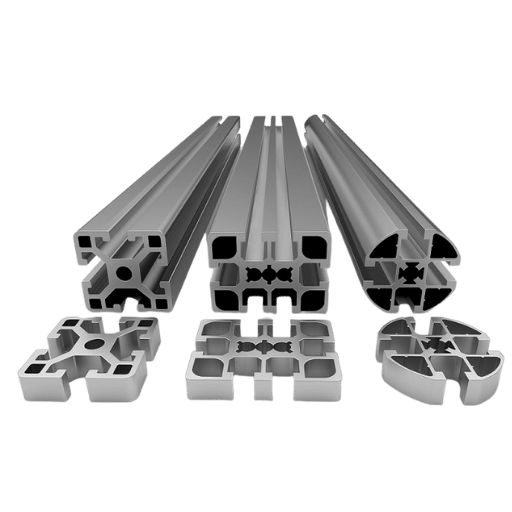
| Hueco | Uno o más huecos internos completamente cerrados | Tubo cuadrado/redondo, marco de ventana, paquete de aletas del disipador de calor, canal de batería para vehículos eléctricos | Más alto « mandril + tapa de troquel + respaldo |
| Semihueco | Vacío parcialmente cerrado (apertura de espacio estrecho) | Canal C (espacio estrecho), perfil en U, canal de sombrero | Herramientas combinadas medianas |
Esto representa el círculo más grande que se puede escribir dentro de la geometría del perfil. Este valor, a menudo llamado ICD (diámetro del círculo inscrito), es un factor importante al seleccionar su prensa de producción y su tamaño. Las formas más grandes, más anchas o más complejas tendrían valores de ICD más altos, lo que indica que se necesitará un tamaño de prensa más grande para producir su pieza. Si diseña un hueco con huecos intrincados y un espesor pequeño, el ICD se convierte en una limitación para diseñar su pieza con un tamaño de prensa determinado. Antes de enviar su obra de arte final a la tienda de prensa; Le recomendamos que deje que su taller de prensa le informe sobre la capacidad de fabricación de la pieza prevista y los tamaños de prensa adecuados según el diseño del ICD.
Si una extrusión, perfil, marco, riel estructural, extrusiones de aluminio personalizadas reemplazan piezas mecanizadas. La mayoría de los distribuidores mantienen una selección de perfiles estándar (ángulos, canales, tubo cuadrado, ranura en T). Los perfiles personalizados requieren un nuevo troquel, una tarifa única por herramientas que se cobra por adelantado y se absorbe en el costo del proyecto. Cuando un solo perfil extruido reemplaza varias piezas mecanizadas, el costo del troquel generalmente se recupera en una ejecución de volumen modesta.
Aplicaciones de perfil común por categoría:
Desde la elección inicial de la aleación, hay una cascada de efectos a lo largo y ancho de la cadena de fabricación: extrudabilidad, desgaste de la matriz, especificación de enfriamiento, maquinabilidad CNC, anodizado, costo del componente terminado. El hecho de que las aleaciones 6xxx sean más comunes en todo el mundo de la extrusión de aluminio sugiere que son un compromiso aceptable en resistencia, conformabilidad y acabado superficial. Las siguientes cuatro aleaciones proporcionan un ejemplo de comparación:
De hecho, las aleaciones están relacionadas; ambos son Al-Mg-Si y 6061 contiene más magnesio y silicio, por lo que su rendimiento es aproximadamente 50% más fuerte que 6063 (para templados similares). Pero 6063 es más fácil de extruir y muestra el metal más “plásticamente” en la forma de la matriz y, como tal, se presta mejor para suavizar los acabados de anodizado y las aplicaciones arquitectónicas, por lo que generalmente sería el preferido para esas áreas. 6061 tiene mejor capacidad de carga, soldará mejor y puede mecanizarse hasta obtener dimensiones más finas.
| Aleación | Resistencia a la tracción | Dureza | Maquinabilidad | Anodizado | Aplicaciones típicas |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Bun (SFM 800-1500) | Bueno (claro/coloreado) | Marcos estructurales, piezas de automóviles, bases de máquinas, cuadros de bicicletas |
| 6063-T5 | 186-241 MPa (27-35 ksi) | 60 HB | Moderado (SFM 1000-2000) | Excelente (arquitectónico Tipo II) | Marcos de ventanas, barandillas, revestimientos arquitectónicos, molduras anodizadas |
| 7075-T6 | 503-572 MPa (73-83 ksi) | 150 HB | Moderado (SFM 600-1200) | Pobre (se prefiere la conversión de cromato) | Miembros estructurales aeroespaciales, componentes de misiles, engranajes de alta carga |
| 2024-T3 | 455-483 MPa (66-70 ksi) | 120 HB | Bien | Pobre (anodizado sólo para corrosión) | Fuselaje de aeronaves, estructuras críticas para la fatiga, diseños tolerantes a daños |
Los datos de las propiedades de la aleación se cotejan ASTM B221 (Especificación estándar para barras, varillas, alambres, perfiles y tubos extruidos de aluminio y aleación de aluminio) y ISO 209 designaciones de aleación de aluminio.
Sobre las capacidades internas de la aleación, lea mi servicio de mecanizado CNC de aluminio y con más detalle mecanizado de aleación de aluminio 2024.

La matriz de extrusión es un simple bloque de metal con una ranura precisa a través de él, pero esto es engañoso, es una pieza de ingeniería increíblemente complicada. Una matriz diseñada eficazmente influye: longitud del rodamiento, perfil de matriz y punzonado, distribución de temperatura en todo el perfil de la matriz, velocidad del flujo de metal, condición de la cara de la matriz y, por supuesto, la superficie y rectitud del producto. Configuración del troquel.
Los troqueles sólidos (para producir formas sólidas como barra, ángulo y canal) son los más simples de producir y los menos costosos; que comprende tres partes separadas apiladas entre sí de la siguiente manera; una placa alimentadora de control de flujo de aluminio a través de la cual el aluminio fluye hacia el interior de la matriz, la propia matriz con la forma final de la extrusión y una placa de respaldo que agrega resistencia a la matriz contra fuerzas de presión de hasta 15.000 toneladas de fuerza de ariete.
Los troqueles huecos (para perfiles con huecos internos: tubos, marcos, extrusiones multicanal) utilizan un mandril para crear el vacío interno. El aluminio se divide alrededor del soporte del mandril y luego se vuelve a soldar bajo presión antes de salir de la tapa del troquel. La pila de troqueles es: mandril + tapa del troquel + respaldo. Los troqueles huecos requieren una ingeniería más precisa porque las costuras de soldadura (es decir, si bien son metalúrgicamente sólidas en condiciones de proceso adecuadas) deben diseñarse para evitar aterrizar en zonas estructuralmente críticas. El Consejo de Extrusores de Aluminio mantiene pautas dimensionales y de calidad para el diseño de troqueles huecos.
Los troqueles semihuecos combinan elementos de ambos. Se utilizan para perfiles con un vacío parcialmente cerrado 'un canal C con un espacio estrecho, por ejemplo 'donde el espacio es demasiado estrecho para permitir que una matriz sólida sin mandril funcione sin desequilibrio de flujo de metal.
El acero para herramientas H13 es el material estándar de la industria para matrices de extrusión de aluminio, elegido por su durabilidad y resistencia al desgaste a temperaturas de extrusión. Su combinación de alta conductividad térmica, tenacidad y dureza superficial a 450-500°C lo hace adecuado para prácticamente todas las aplicaciones de aleaciones de aluminio. La nitruración superficial -un tratamiento térmico que difunde nitrógeno en la superficie del troquel hasta una profundidad de 0,1-0,2 mm - extiende significativamente la vida útil del troquel en tiradas de producción de gran volumen. Al adquirir herramientas para troqueles, confirme que la nitruración está incluida en la cotización; Es una práctica habitual en talleres de herramientas experimentados y su ausencia a menudo indica herramientas de menor calidad.
La longitud del rodamiento (la distancia que recorre el aluminio dentro de la matriz antes de salir) es la principal variable de control de flujo en el diseño de la matriz. Rodamiento más largo = flujo más lento para esa región de sección transversal. Los diseñadores de troqueles varían la longitud del rodamiento alrededor del perímetro del perfil para igualar la velocidad de salida, un paso crítico para evitar torceduras, proas y defectos superficiales.
Las herramientas de troqueles son un costo único no recurrente (NRE) que se cobra al inicio de un proyecto. Para matrices de extrusión de aluminio de perfil sólido sencillas utilizadas en aplicaciones arquitectónicas e industriales, los costos de herramientas generalmente oscilan entre $400 y $2000, según el tamaño y la complejidad. Los troqueles huecos complejos con múltiples huecos internos, superficies de soporte rectificadas de precisión y una esperanza de vida útil de gran volumen pueden alcanzar $5000-$25000 para herramientas de precisión. Estas cifras deben discutirse directamente con su proveedor de troqueles, ya que el costo depende en gran medida de la complejidad del perfil, el tamaño del círculo, las relaciones de espesor de la pared y las expectativas del volumen de producción.
Las máquinas Lecreator extruyeron perfiles de aluminio a 0,001 con más de 25 años de experiencia en fabricación de precisión y certificación AS9100D.

Las extrusiones de aluminio dejan la prensa con características dimensionales regidas por tolerancias ASTM B221 ñan que son más anchas que las tolerancias mecanizadas por diseño. Para la mayoría de las aplicaciones estructurales no acoplables, la extrusión tal como se extruye es suficiente y la opción más rentable.
Para agujeros, superficies de contacto, tolerancias posicionales estrictas o requisitos de calidad aeroespacial, la respuesta es el posmecanizado CNC.
Sí, cuando está correctamente fijada, mecanizada con parámetros de corte apropiados, las extrusiones de aluminio pueden mantener tolerancias extremadamente estrictas. Aquí, en las instalaciones de Lecreator, rutinariamente mecanizamos perfiles de aluminio extruido con una precisión de posicionamiento de ±0,001 « y una repetibilidad de ±0,0002 « en husillos de alta velocidad de 24.000 RPM. Los desafíos son principalmente el diseño de accesorios para extrusiones largas y la gestión de la expansión térmica para piezas de factor de forma grande.
| Aleación | Velocidad de corte de carburo (SFM) | Carga de virutas por diente (IPT) | Refrigerante |
|---|---|---|---|
| 6061-T6 | 800-1.500 | 0.003–0.008 | Inundación o niebla |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Inundación o niebla |
| 7075-T6 | 600-1.200 | 0.002–0.006 | Refrigerante de alta presión a través del husillo |
CAPACIDADES DEL RECREADOR: Longitud máxima del perfil 40’ (480”) Velocidad del husillo de alta velocidad 24 000 RMP M Acabado de superficie 16Rin. Capacidad típica de pared delgada 40in. (0,040) Sin distorsión
| Tamaño de la característica | Tolerancia estándar | Tolerancia de precisión | Tolerancia de alta precisión |
|---|---|---|---|
| Hasta 1.000« | ±0,012« | ±0,005« | ±0,002« |
| 1.001®-3.000® | ±0,015« | ±0,008« | ±0,003« |
| 3.001®-6.000« | ±0,020« | ±0,012« | ±0,005« |
DESAFÍOUn perfil de bandeja de batería para vehículos eléctricos de 2100 mm de longitud en 6063-T6 con 48 patrones de orificios de montaje diferentes que deben mantenerse dentro de una tolerancia de posición de 0,05 mm en toda su longitud con sujeción al vacío para evitar distorsionar un perfil de aluminio extruido de pared delgada con accesorios.
Resultado: Precisión dimensional de 99,7% en los 48 patrones de orificios de montaje. Velocidad de desecho: 0,6% (promedio de la industria: 3-5%). Corte de tiempo de ciclo 35% frente al proveedor de mecanizado anterior, logrado mediante secuenciación precisa de la trayectoria de la herramienta e inspección CMM en proceso.
Certificaciones: ISO 9001 · AS9100D · IATF 16949
DESAFÍO: Un perfil de larguero de ala (7075-T6) que necesita una superficie de Ra 0,65um en los bordes de las bridas coincidentes (especificación Ra 0,8um) y características posicionales 100% a ±0,025 mm en una inspección CMM con el informe requerido del primer artículo y los informes de producción de calidad continuos según AS9100D.
RESULTADO0Informe de no conformidad (NCR) para toda la producción de tres años, produciendo constantemente Ra 0,65um y muy por debajo de las características de especificación 0,8um y 100% a ±0,025 mm por cmm de informe de inspección.
Para obtener más información sobre nuestras capacidades de mecanizado por extrusión de aluminio y revisar todos nuestros servicios y especificaciones, visite la página de servicio AluminiumExtrusionMachining.
Cuando los ingenieros llegan a Lecreator fijando el precio de un componente de aluminio extruido por primera vez, a veces hay un Sticker Shock. Un ángulo de aluminio simple es barato 'unos pocos dólares por pie. Una forma de aluminio hueca personalizada con varios volúmenes huecos internos y un acabado superficial de grado anodizado requerido, mecanizado con una tolerancia exigente, luego es otra cuestión además. Aquí están los 4 factores que impulsan principalmente la variación en el costo.
Si su volumen de producción es menor y el costo del troquel de extrusión es una barrera para la validación del diseño inicial del producto, considere explorar impresión 3D en metal o utilizar proveedores de servicios de creación rápida de prototipos en lugar de invertir en una matriz de extrusión.
En 2026, las decisiones de adquisición, cálculo de costos y especificación de extrusión de aluminio en América del Norte estarán moldeadas por tres poderosas tendencias que impactan los riesgos para los compradores y las consideraciones de resiliencia y sostenibilidad ambiental de la cadena de suministro.
“Las extrusoras norteamericanas siguen siendo resistentes en medio de condiciones de mercado desafiantes y cambios en el comercio internacional”
Jason Weber, presidente del Consejo de Extrusores de Aluminio (AEC), 7 de abril de 2026 (Edad de los metales ligeros)
El 30 de abril de 2026, Estados Unidos presentó una nueva Proclamación del artículo 232 Sobre el aluminio que reemplaza la metodología de evaluación arancelaria existente. Anteriormente, los aranceles se aplicaban como un derecho ad valorem (un porcentaje del valor en aduana de un producto). La nueva proclamación evalúa los aranceles como un derecho basado en el valor en aduana completo, lo que aumenta directamente la carga arancelaria sobre todas las extrusiones de aluminio importadas. Si bien puede considerarse que refuerza los productos de extrusión de aluminio producidos en el país, esta proclamación tiene el potencial de aumentar significativamente el costo total desembarcado de todas las extrusiones de origen extranjero para nuevos proyectos y pedidos abiertos existentes. ¡Actualice todos los modelos de costos de origen internacional en consecuencia para evitar sorpresas futuras!
La AEC lanzó recientemente la nueva herramienta Generador EPD, y las extrusoras de aluminio líderes en América del Norte han comenzado a certificar sus productos según el nuevo estándar AEC, con el primer ejemplo certificado en abril de 2026. Si bien el uso de EPD en aplicaciones estructurales y arquitectónicas ha sido más limitado que otros elementos de construcción sustentable, se está expandiendo constantemente en sectores regulados de construcción sustentable y a la cadena de suministro de vehículos eléctricos y a los requisitos de adquisiciones gubernamentales. Si sus clientes requieren verificación de EPD en los materiales que componen su producto o uso final, asegúrese de que su proveedor pueda proporcionar la documentación relevante.
Las aplicaciones automotrices exigen cada vez más el uso de 6063-T5 y T6 para carcasas de baterías, canales de enfriamiento y estructuras de gestión de accidentes para permitir el posmecanizado CNC integrado (patrones de orificios estrechos para atornillar módulos de batería e interfaces de placas de enfriamiento, sellar superficies para molduras de cables). Estos trabajos relacionados con la automoción tienden a favorecer a los proveedores de mecanizado integrado (perfil + posproceso) de sus extrusiones. Las aleaciones compatibles con el reciclaje ayudan a los fabricantes de equipos originales de automóviles a cumplir objetivos de sostenibilidad para medir el alto contenido de aluminio reciclado y proporcionar documentación extensa.
Hay cuatro factores principales que afectan el costo de un perfil: (1) Herramientas de troquel: una inversión inicial única de entre $400 y $25,000 solo para una forma única, pero esencial para un perfil personalizado; (2) Los costos de los tochos de aluminio dependen de la aleación elegida; (3) las aleaciones de funcionamiento más lento como 7075 tardan más en extruirse, lo que da como resultado menos 6063 por hora; y (4) Se requiere postmecanizado CNC cuando las posiciones de los orificios o las dimensiones de la superficie de acoplamiento no se pueden mantener dentro de las tolerancias ASTM B221. Se esperan aranceles de la Sección 232 hasta el 3/2026 sobre las importaciones.
No existe una aleación mejor; la aplicación dicta todo:
La matriz de extrusión de aluminio es un disco pesado (de aproximadamente 50 mm de espesor) hecho de acero para herramientas H13 con un orificio cortado en su centro para producir la sección transversal requerida de la sección extruida. Hay tres tipos de matrices: sólidas (para barras, ángulos, varillas), huecas (para tubos y otras secciones enmarcadas que también tienen huecos internos). y semihueco (secciones que están sólo parcialmente cerradas). Primero se calienta el troquel a 450-500 °C antes de su uso.
El soporte del troquel lo proporcionan varias placas de respaldo y refuerzo para soportar las presiones del ariete, que ascienden a unas 15.000 toneladas.
Fuentes y referencias:









