


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


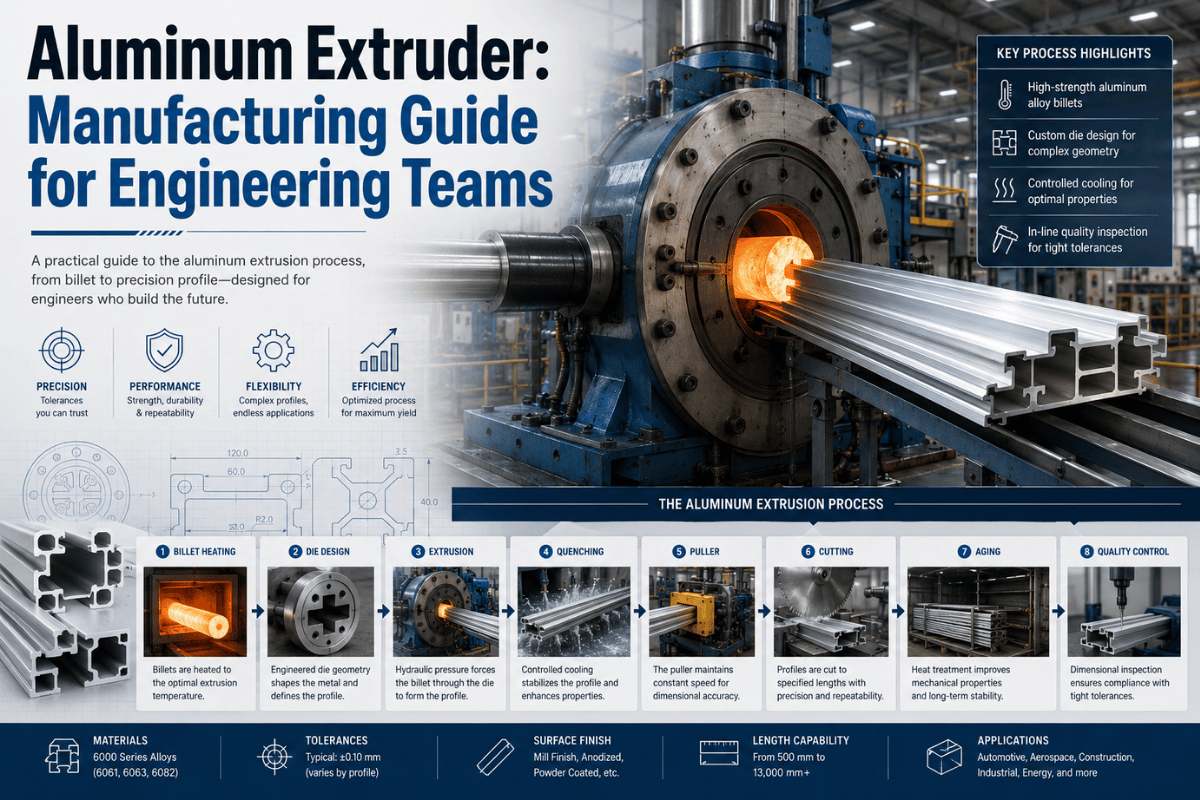
Ele se resume fisicamente a uma extrusora de alumínio forçando o tarugo quente sob pressão hidráulica através de uma ferramenta projetada sob medida para criar uma seção sem fim com uma forma específica Essa é a física do que é extrusão O que eles estão pulando nesse resumo é tudo o que um engenheiro realmente tem que saber antes de projetar em um perfil: que seleção de liga você deve fazer, que tipo de matriz você está pagando, quantas das tolerâncias você está tirando da prensa e quantas o processo cnc subsequente adicionará, e como as alterações propostas nas tarifas em 2026 podem impactar sua base de fornecimento.
O guia cobre cada etapa do processo - desde o pré-aquecimento do tarugo até o pós-usinagem CNC - com exemplos de especificações concretas, comparação de ligas e dados reais ao vivo coletados na fábrica de usinagem por extrusão Lecreator Se você está selecionando fornecedores, prototipando uma peça extrudada inicial ou esperando cortar custos mantendo tolerâncias rígidas, você encontrará uma conclusão acionável em cada capítulo deste Guia para Usinagem por Extrusão de Alumínio de Precisão.
A prensa hidráulica (hidráulica) ou na verdade a prensa ou mesmo mais (prensa) completa é muitas vezes referida simplesmente como indústria de ‘extrusora’. significa que o alumínio quente é prensado (extrudado) por um aríete hidráulico e forçado a passar por uma matriz (abertura em aço) com uma precisão complexa da máquina moldada. o outro lado é que o que sai terá exatamente a mesma forma (perfil), como uma haste, perfil de janela ou trilho (perfil com fenda em T).
A própria prensa de extrusão é quantificada pela capacidade de força (poder de prensagem); uma prensa de força mais alta perfila perfis maiores com maior espessura de parede ou materiais mais difíceis, de fato Além da montagem da prensa e da matriz, apenas a forma importa quando se consideram extrusões, e a forma é composta pela matriz, A matriz é, em seu núcleo, um disco de aço espesso com uma abertura de perfil usinada é como com a prensa um dos únicos 2 fatores que o engenheiro de projeto precisará estar ciente antes de passar seu desenho para seu fabricante de extrusão.
Uma extrusora de alumínio aquece um tarugo de alumínio para 375 C aquece cerca de 500 C e, em seguida, usa uma prensa hidráulica para forçar a barra até 15.000 toneladas a alta pressão em uma abertura de matriz O alumínio é um material sólido, mas dúctil, que vem através da matriz como uma forma de perfil completo Uma extrusora extrusora extingue, estica e corta os perfis em comprimentos gerenciáveis A extrusão funciona deformando o metal a alta pressão em um estado sólido um pouco macio e não fundindo-o.
| Parâmetro | Faixa Típica | Notas |
|---|---|---|
| Capacidade imprensa | 100015.000 toneladas | Determina o tamanho máximo do círculo; 15.000 toneladas = ~50 picapes de força |
| Temperatura de pré-aquecimento do tarugo | 375500 °C (700 °C) | Varia de liga; 6063 normalmente extremidade inferior, 7075 extremidade superior |
| Temperatura de pré-aquecimento de matriz | 4500°C | O pré-aquecimento prolonga a vida útil da matriz e promove até mesmo o fluxo de metal |
| Matar material | Aço ferramenta H13 | Padrão para todas as matrizes de extrusão de alumínio; termicamente resistente |
| Formato saída | Perfil sólido, oco, semi-oco | Forma determinada pelo projeto do dado |
| Cortar comprimentos | 8 pés 1 (serra padrão) | Capacidade de longo prazo de até 40 pés com pós-usinagem CNC |
O guia de processo de extrusão de alumínio AEC menciona uma capacidade de prensa variando entre 100 e 15.000 toneladas, refletindo a enorme variedade de tamanhos da indústria, desde delicados acabamentos arquitetônicos até vigas substanciais necessárias para a construção de conveses de pontes.
A execução completa da extrusão começa da preparação da matriz e termina até o envelhecimento Essas seis etapas terão o maior interesse para um engenheiro que qualifique um fornecedor:
Pergunte ao seu extrudereatly como eles extinguem a liga/temperador de especifício que você precisa Um 6063-T5 temperado a ar pode ser perfeitamente adequado para um projeto arquitetônico, mas uma aplicação estrutural usando 6061-T6 exigirá que o perfil específico seja temperado a água ou ar à pressão, então o forno envelheceu em temperaturas mais altas para produzir essa propriedade de tração de 45 ksi. Um fornecedor que não consegue responder a essa pergunta não tem um grande domínio de sua especificação de material.
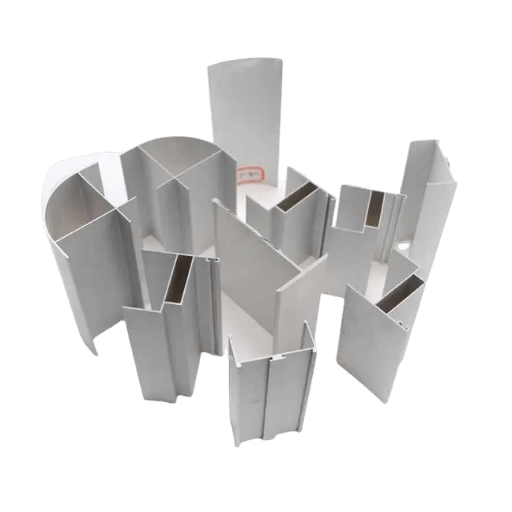
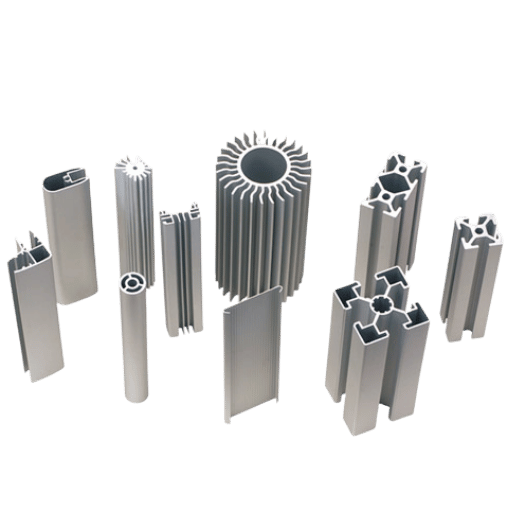
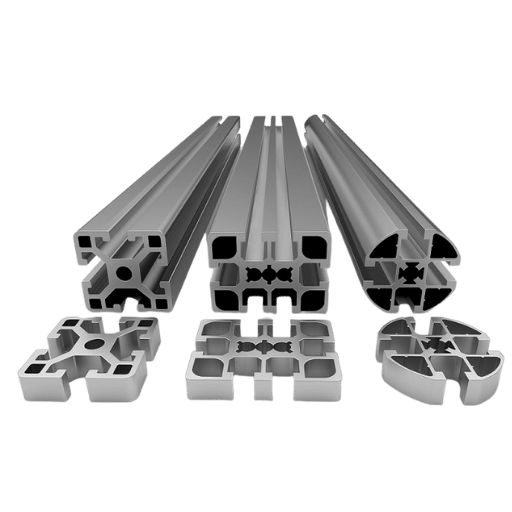
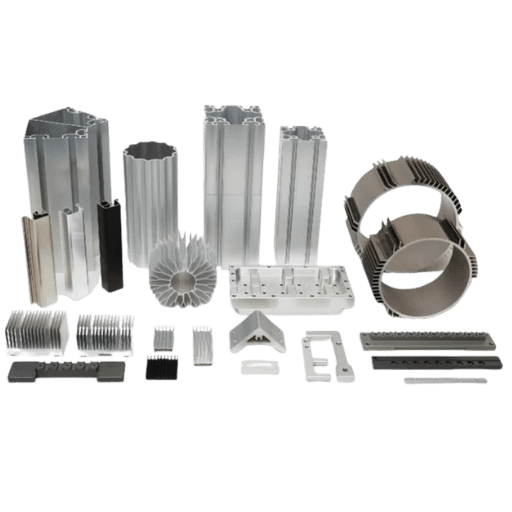
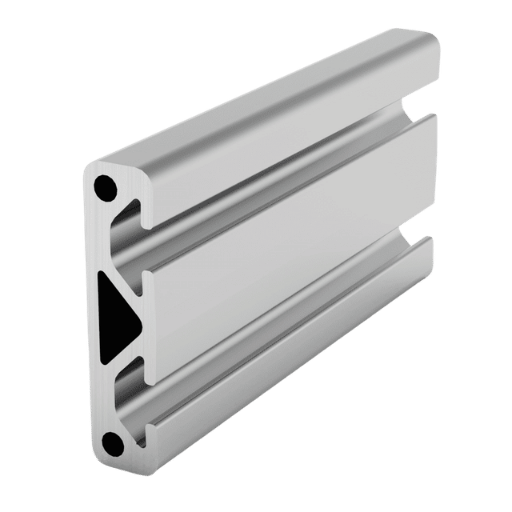
Cada perfil de extrusão de alumínio tem uma forma de seção transversal fixa determinada pela abertura da matriz a geometria que o processo de fabricação cria à medida que o tarugo é forçado através da matriz Três categorias cobrem a grande maioria dos perfis, e em qual categoria seu projeto se enquadra dita o tipo de matriz, os custos de ferramentas e a capacidade de fabricação.
| Categoria | Definição | Exemplos Comuns | Die Complexidade |
|---|---|---|---|
| Sólido | Sem vazios ou aberturas fechadas | Ângulo, haste, barra plana, viga em T, viga em I | Alimentador de peça única/diebacker mais baixo |
| Oco | Um ou mais vazios internos totalmente fechados | Tubo quadrado/redondo, moldura da janela, pacote de aletas do dissipador de calor, canal de bateria EV | Mais alto, mandril + touca + |
| Semi-oco | Vazio parcialmente fechado (abertura estreita) | Canal C (lacuna estreita), perfil em U, canal de chapéu | Ferramenta média |
Isso representa o maior círculo que pode ser descrito dentro da geometria do perfil Este valor, muitas vezes chamado de ICD (diâmetro do círculo inscrito) é um fator importante ao selecionar sua produção Imprensa e tamanho Formas maiores, mais largas ou mais complexas teriam valores de ICD mais altos, indicando que um tamanho de prensa maior será necessário para produzir sua peça. Se você projetar uma cavidade com vazios intrincados e uma espessura pequena, o ICD se tornará uma restrição no projeto de sua peça para um determinado tamanho de prensa. Antes de enviar sua arte final para a oficina de prensa; você seria aconselhável deixar sua oficina aconselhar sobre a capacidade de fabricação de sua peça pretendida e os tamanhos de prensa adequados de acordo com o design do ICDyou.
Se uma extrusão, perfil, enquadramento, trilho estrutural, extrusões de alumínio personalizadas substitui peça (s) usinada (s) A maioria dos distribuidores mantém uma seleção de perfis de estoque padrão (ângulos, canais, tubo quadrado, t-slot).Os perfis exigem uma nova matriz uma taxa de ferramentas de uma só vez que é cobrada antecipadamente e absorvida no custo do projeto Quando um único perfil extrudado substitui várias peças usinadas, o custo da matriz é normalmente recuperado dentro de uma corrida de volume modesto.
Aplicações de perfil comum por categoria:
A partir da escolha inicial da liga, há uma cascata de efeitos para cima e para baixo na cadeia de fabricação: extrudabilidade, desgaste da matriz, especificação de têmpera, usinabilidade CNC, anodização, custo do componente acabado O fato de as ligas 6 xxx serem mais comuns em todo o mundo da extrusão de alumínio sugere que elas são um compromisso aceitável em resistência, conformabilidade e acabamento superficial As quatro ligas a seguir fornecem um exemplo de comparação:
As ligas estão de fato relacionadas; ambas são Al-Mg-Si e 6061 contém mais magnésio e silício e por isso é cerca de 501TP3 T mais forte em rendimento do que 6063 (para temperamentos semelhantes) Mas, 6063 é mais fácil de extrusar e mostra o metal mais “plasticamente” para a forma de matriz e, como tal, presta-se melhor para suavizar acabamentos de anodização e aplicações arquitetônicas, por isso geralmente seria preferido para essas áreas. 6061 é melhor em capacidade de transporte de carga, soldará melhor e pode ser usinado para dimensões mais finas.
| Liga | Resistência à tração | Dureza | Maquinabilidade | Anodização | Aplicações Típicas |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95HB | Bom (8000SFM500) | Bom (claro/colorido) | Quadros estruturais, peças automotivas, bases de máquinas, quadros de bicicletas |
| 6063-T5 | 18624 MPa (271 MPa 35 ksi) | 60HB | Moderado (100 SFM 2000) | Excelente (arquitetônico Tipo II) | Molduras de janelas, grades, revestimentos arquitetônicos, acabamentos anodizados |
| 7075-T6 | 503572 MPa (83 ksi) | 150HB | Moderado 60 (SFM200) | Pobre (preferencialmente conversão de cromato) | Membros estruturais aeroespaciais, componentes de mísseis, engrenagens de alta carga |
| 2024-T3 | 455 488 MPa (70 ksi) | 120HB | Bom | Pobre (anodizar apenas para corrosão) | Fuselagem de aeronaves, estruturas críticas à fadiga, projetos tolerantes a danos |
Os dados de propriedades da liga são cruzados ASTM B221 (Especificação padrão para barras, hastes, fios, perfis e tubos extrudados de alumínio e liga de alumínio) e ISO 209 designações de liga de alumínio.
Sobre as capacidades internas da liga, leia meu serviço de usinagem CNC de alumínio e com mais detalhes usinagem 2024 liga de alumínio.

A matriz de extrusão é um bloco simples de metal com um slot preciso através dele, mas isso é enganoso, é uma peça de engenharia incrivelmente complicada Uma matriz efetivamente projetada influencia: comprimento do rolamento, perfil da matriz e do punção, distribuição de temperatura em todo o perfil da matriz, velocidade do fluxo de metal, condição da face da matriz e, claro, a superfície e a retidão do produto Die set up.
As matrizes sólidas (para produzir formas sólidas como barra, ângulo e canal) são as mais simples de produzir e as menos caras; compreendendo três partes separadas empilhadas juntas como segue; uma placa alimentadora de controle de fluxo de alumínio através da qual o alumínio flui para a matriz, a própria matriz com o formato final da extrusão e uma placa de suporte que adiciona resistência à matriz contra forças de pressão de até 15.000 toneladas de força de aríete.
As matrizes ocas (para perfis com vazios internos: tubos, armações, extrusões multicanais) usam um mandril para criar o vazio interno O alumínio divide-se em torno do suporte do mandril, então re-solda sob pressão antes de sair da tampa da matriz A pilha da matriz é: mandril + tampa da matriz + parte traseira As matrizes ocas exigem mais engenharia precisa porque as seams da solda (enquanto metalurgicamente som sob condições de processo adequadas (processo) devem ser projetadas para evitar o pouso em zonas estruturalmente críticas A Conselho de Extrusoras de Alumínio mantém diretrizes dimensionais e de qualidade para o projeto de matrizes ocas.
Semi-hollow combinar elementos de ambos Eles são usados para um vazio parcialmente fechado perfis 'hollow um C-canal com um exemplo 's onde a lacuna é muito estreita para permitir que um mandril-livre sólido morrer para trabalhar sem desequilíbrio de fluxo de metal.
O aço da ferramenta H13 o material padrão da indústria para matrizes de extrusão de alumínio, escolhido por sua durabilidade e resistência às temperaturas de extrusão Sua combinação de alta condutividade térmica, tenacidade e tenacidade superficial a 450 °C torna adequado para praticamente todas as aplicações de nitretação de superfície um tratamento térmico difunde na superfície da matriz a uma profundidade de 0,1-0,2 mm prolonga significativamente a vida útil da matriz em corridas de produção de alto volume Quando o fornecimento de ferramentas de matriz, confirme que a nitretação está incluída na citação; é prática padrão em oficinas de ferramentas experientes e sua ausência geralmente sinaliza ferramentas de qualidade inferior.
Comprimento do rolamento (a distância que o alumínio viaja dentro da matriz antes de sair) é a variável primária de controle de fluxo no projeto da matriz Rolamento mais longo = fluxo mais lento para essa região de seção Os projetistas da matriz variam o comprimento do rolamento em torno do perfil para equalizar a velocidade de saída (uma etapa crítica para prevenir defeitos de torção, arco e superfície.
O trabalho feito com ferramentas de matriz é um custo único não recorrente (NRE) cobrado no início de um projeto Para matrizes de extrusão de alumínio de perfil sólido simples usadas em aplicações arquitetônicas e industriais, os custos de ferramentas normalmente variam de $400 a $2.000, dependendo do tamanho e da complexidade. Matrizes ocas complexas com múltiplos vazios internos, superfícies de apoio de aterramento de precisão e alta expectativa de vida útil podem atingir $5.000-$25.000 para ferramentas de precisão Esses números devem ser discutidos diretamente com o fornecedor da matriz, pois o custo depende muito da complexidade do perfil, tamanho do círculo, relações de espessura da parede e expectativas de volume de produção.
As máquinas do lecreator extrudaram perfis de alumínio a 0.001 com 25+ anos de experiência da fabricação da precisão e certificação AS9100D.

As extrusões de alumínio prensam com características dimensionais governadas por tolerâncias de ASTM B221 que deixam as tolerâncias não-maquinadas do que o projeto feito à máquina Para a maioria de aplicações estruturais do acoplamento, a extrusão-como-extudada é suficiente e a escolha a mais eficaz na redução de custos.
Para furos, superfícies de contato, tolerâncias posicionais apertadas ou requisitos de qualidade aeroespacial, a pós-usinagem CNC é a resposta.
Sim - quando está devidamente fixado, usinado com parâmetros de corte apropriados, as extrusões de alumínio podem conter tolerâncias extremamente apertadas Aqui nas instalações da Lecreator, usinamos rotineiramente Perfil de Alumínio Extrudado com precisão de posicionamento de ±0,001″ e repetibilidade de ±0,0002″ em fusos de alta velocidade de 24.000 RPM. Os desafios são principalmente o design de acessórios para extrusões longas e o gerenciamento de expansão térmica para peças de fator de forma grande.
| Liga | Velocidade de corte de carboneto (SFM) | Carga de lascas por dente (IPT) | Refrigerante |
|---|---|---|---|
| 6061-T6 | 800 mil toneladas | 0.003–0.008 | Inundação ou névoa |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Inundação ou névoa |
| 7075-T6 | 6001,200 | 0.002–0.006 | Refrigerante de fuso direto de alta pressão |
CAPACIDADES DO LECREATOR: Comprimento máximo do perfil40’ (480”) Velocidade do fuso de alta velocidade 24.000 RMPMSurface Finish16Rin. Capacidade típica de parede fina 40 pol. (0,040)Sem distorção
| Tamanho da característica | Tolerância Padrão | Tolerância Precisão | Tolerância de Alta Precisão |
|---|---|---|---|
| Até 1.000″ | ±0,012″ | ±0,005″ | ±0,002″ |
| 1.001″3.000″ | ±0,015″ | ±0,008″ | ±0,003″ |
| 3.001″6.000″ | ±0,020″ | ±0,012″ | ±0,005″ |
CHALLENA 2100 mm comprimento ev batterytrayprofilein 6063-T6 com 48 diferentes padrões de furos de montagem que precisam ser mantidos dentro de uma tolerância de posição de 0,05 mm ao longo de todo o seu comprimento com fixação a vácuo para evitar distorcer um aluminumprofilelwithfixtures extrudado de parede fina.
Resultado: 99.71TP3 T dimensão dimensão em todos os 48 padrões de furos de montagem Taxa de sucata: 0.61TP3 T (média da indústria: 35TP3 T do ciclo) Corte de tempo 351TP3 T vs. o fornecedor de usinagem anterior, alcançado através de precisão toolpath sequenciamento CMM inspeção em processo.
Certificações: ISO 9001 · AS9100D · IATF 16949
DESAFIO: Um perfil Spar de asa (7075-T6) que precisa de superfície Ra 0,65 um nas bordas do flange correspondente (especificação Ra 0,8 um) e características posicionais 1001TP3 T a ± 0,025 mm em aCMMinspection com relatório de primeiro artigo necessário e relatórios de produção de qualidade contínuos por AS9100D.
RESULT0NonConformanceReport (NCR) para toda a produção de três anos, produzindo consistentemente Ra 0,65 um e bem abaixo das especificações 0,8 um e 1001TP3 T. Recursos a ± 0,025 mm por relatório de inspeção cmm.
Para saber mais sobre nossas capacidades de usinagem por extrusão de alumínio e para revisar todos os nossos serviços e especificações, visite AluminumExtrusionMachiningServicepage.
Quando os engenheiros entram no Lecreator precificando um componente extrudado pela primeira vez, às vezes há Sticker Shock Um ângulo de alumínio de estoque simples é barato poucos dólares por pé Uma forma de alumínio oco personalizada com vários volumes de vazio interno e acabamento superficial de grau anodizado necessário, usinado para toleranc exigente, então é outra questão altoghether Aqui estão os 4 fatores que impulsionam principalmente a variação no custo.
Se o seu volume de produção for menor e o custo da matriz de extrusão for uma barreira para a validação inicial do projeto do produto, considere explorar metal impressão 3D ou utilizando fornecedores de serviços de prototipagem rápida em vez de investir em uma matriz de extrusão.
Em 2026, as decisões norte-americanas de aquisição, custeio e especificação de extrusão de alumínio estão sendo moldadas por três tendências poderosas que impactam os riscos do comprador e as considerações de sustentabilidade ambiental e resiliência da cadeia de suprimentos.
“Extrusoras norte-americanas permanecem resilientes em meio a condições de mercado desafiadoras e mudanças no comércio internacional.”
Jason Weber, presidente do Conselho de Extrusores de Alumínio (AEC), 7 de abril de 2026 (Light Metal Age)
Em 30 de abril de 2026, os EUA introduziram um novo Proclamação da Seção 232 sobre o alumínio que substitui a metodologia existente de avaliação tarifária Anteriormente as tarifas eram cobradas como um direito ad valorem (uma percentagem do valor aduaneiro de um produto).A nova proclamação avalia as tarifas como um direito aduaneiro completo baseado no valor, aumentando diretamente a carga tarifária sobre todas as extrusões de alumínio importadas Embora possa ser visto como um reforço dos produtos de extrusão de alumínio produzidos internamente, esta proclamação tem o potencial de aumentar significativamente o custo total desembarcado de todas as extrusões de origem estrangeira para novos projetos e sobre as ordens abertas existentes Atualizar todos os modelos de custos de origem internacional de acordo para evitar surpresas futuras!
A AEC lançou recentemente a nova ferramenta EPD Generator, e as principais extrusoras de alumínio da América do Norte começaram a certificar seus produtos para o novo padrão AEC, com o primeiro exemplo certificado em abril de 2026. enquanto o uso de EPDs em aplicações estruturais e arquitetônicas tem sido mais limitado do que outros elementos de construção verde, está em constante expansão nos setores de construção verde regulamentados e para a cadeia de suprimentos de EV e os requisitos de compras governamentais Se seus clientes estão exigindo verificação de EPD nos materiais que compõem seu produto ou uso final, certifique-se de que seu fornecedor possa fornecer a documentação relevante.
Aplicações automotivas cada vez mais exigindo o uso de 6063-T5 e T6 para gabinetes de bateria, canais de resfriamento e estruturas de gerenciamento de colisões para permitir a pós-usinagem CNC integrada (padrões de furos apertados para aparafusar módulos de bateria e interfaces de placas de resfriamento, veda superfícies para rocemoldings) Esses trabalhos relacionados ao setor automotivo tendem a favorecer fornecedores de usinagem integrada (perfil + pós-processo) de suas extrusões Ligas amigáveis à reciclagem ajudam os OEMs automotivos a cumprir os objetivos de sustentabilidade para medir o alto teor de alumínio reciclado e fornecer ampla documentação.
Existem quatro fatores principais que afetam o custo de um perfil: (1) Ferramentas de matriz - um investimento inicial e único entre $400-$25.000 sozinho para um único formato, mas essencial para um perfil personalizado; (2) Os custos dos tarugos de alumínio dependem da liga escolhida; (3) pressionar ligas com funcionamento mais lento, como 7075, demoram mais para serem extrusadas, resultando em menos 6.063 por hora; e (4) pós-usinagem CNC necessária quando as posições dos furos ou as dimensões da superfície correspondente não podem ser mantidas dentro das tolerâncias ASTM B221. As tarifas da Seção 232 são esperadas até 3/2026 sobre as importações.
Não há melhor liga; a aplicação dita tudo:
A matriz de extrusão de alumínio é um disco pesado (c. 50 mm de espessura) feito de aço ferramenta H13 com um furo cortado em seu centro para produzir a seção transversal necessária da seção extrudada Existem três tipos de matrizes: sólidas (para barras, ângulos, hastes), ocas (para tubos e outras seções emolduradas que também têm cavidades internas) e semi-ocas (seções que são apenas parcialmente fechadas) A matriz é primeiro aquecida a 450-500 C antes do uso.
O suporte da matriz é fornecido por uma série de placas de suporte e reforço para suportar as pressões do aríete, que são de cerca de 15.000 toneladas.
Fontes e referências:









