


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


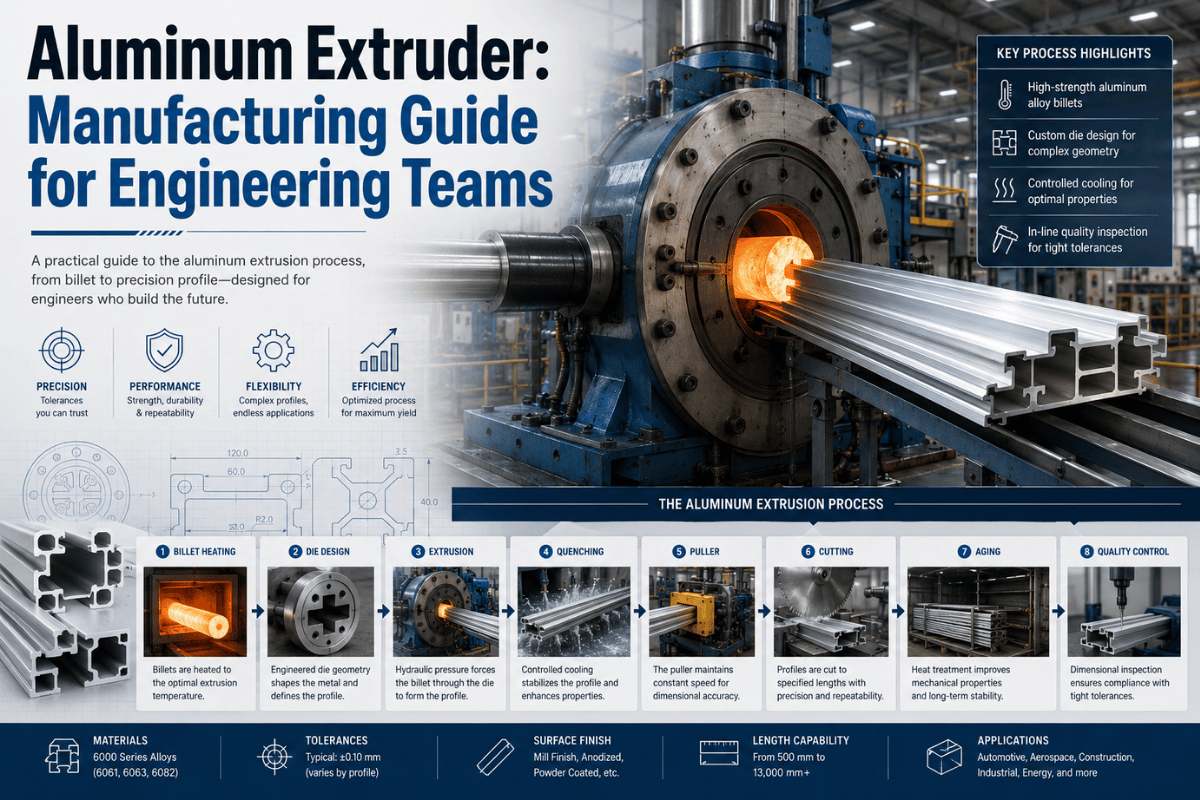
Si riduce fisicamente a un estrusore di alluminio che forza la billetta calda sotto pressione idraulica attraverso uno strumento progettato su misura per creare una sezione infinita con una forma specifica. Questa è la fisica di cosa sia l'estrusione. Ciò che stanno saltando in quel riepilogo sono tutte le cose che un ingegnere deve effettivamente sapere prima di progettare in un profilo: che selezione della lega dovresti fare, per che tipo di stampo stai pagando, quante tolleranze stai uscendo dalla stampa e quante le successive il processo cnc aggiungerà e come le modifiche proposte alle tariffe nel 2026 potrebbero influire sulla base di fornitura.
La guida copre ogni fase del processo, dal preriscaldamento della billetta fino alla post-lavorazione CNC, con esempi di specifiche concrete, confronto delle leghe e dati effettivi raccolti presso la fabbrica di lavorazione per estrusione Lecreator. Che tu stia vagliando i fornitori, prototipando una parte estrusa iniziale o sperando di ridurre i costi mantenendo tolleranze strette, troverai un take-away utilizzabile in ogni capitolo di questa Guida alla lavorazione di precisione con estrusione di alluminio.
Il sistema di pressa idraulica (hydraulic press) o in realtà anche più la pressa completa (o ‘extruder’) è spesso indicato semplicemente come 'estrusore' in questo settore, significa che l'alluminio caldo viene pressato (estruso) da un pistone idraulico e costretto a passare attraverso una matrice (apertura in acciaio) con una complessa forma di precisione della macchina, l'altro lato è che ciò che esce avrà esattamente la stessa forma (profilo), come un'asta, un profilo di finestra o una rotaia (profilo a T).
La pressa di estrusione è quantificata dalla forza di forza stessa (la forza di pressatura stessa); una pressa più grande pressa profili con maggiore spessore di parete o materiali più difficili, infatti. Oltre al gruppo pressa e matrice, la forma conta solo quando si considerano le estrusioni, e la forma è costituita dalla matrice. La matrice è, al suo interno, uno spesso disco di acciaio con un'apertura del profilo ricavata al suo interno. È come con la pressa uno degli unici 2 fattori di cui l'ingegnere progettista dovrà essere a conoscenza prima di passare il suo disegno al produttore dell'estrusione.
Un estrusore di alluminio riscalda una billetta di alluminio a circa 375C e quindi utilizza una pressa idraulica per forzare la barra fino a 15.000 tonnellate ad alta pressione in un'apertura della matrice L'alluminio è un materiale solido ma duttile che passa attraverso la matrice come forma di profilo completato Un estrusore si spegne, allunga e taglia i profili in lunghezze gestibili L'estrusione funziona deformando il metallo ad alta pressione in uno stato solido un po 'morbido e non fondendolo.
| Parametro | Gamma Tipica | Note |
|---|---|---|
| Capacità di stampa | 100 tonnellate 15.000 | Determina la dimensione massima del cerchio; 15.000 tonnellate = ~50 camioncini di forza |
| Temperatura di preriscaldamento della billetta | 37 5 (700 °C) 37 (500 °C) 37 °C 37 °F) | Varia in base alla lega; 6063 tipicamente estremità inferiore, 7075 estremità superiore |
| Temperatura di preriscaldamento della matrice | 450 °C | Il preriscaldamento prolunga la durata della matrice e favorisce un flusso uniforme del metallo |
| Materiale della matrice | Acciaio per utensili H13 | Standard per tutte le matrici di estrusione di alluminio; termicamente resistente |
| Formato uscita | Profilo solido, cavo, semi cavo | Forma determinata dal design dello stampo |
| Taglia lunghezze | 82 piedi (finitura standard-sega) | Capacità di lungo periodo fino a 40 piedi con post-lavorazione CNC |
Il Guida al processo di estrusione di alluminio AEC menziona una capacità di pressa da 100 a 15.00 tonnellate (che riflette l'enorme gamma di dimensioni che l'industria produce, qualsiasi cosa che vada da delicate finiture architettoniche fino a travi sostanziali necessarie per la costruzione di ponti.
La corsa di estrusione completa inizia dalla preparazione dello stampo e finisce per arrivare all'invecchiamento Questi sei passaggi avranno il massimo interesse per un ingegnere che qualifica un fornitore:
Chiedi al tuo estrusorettamente come raffreddano la lega/tempera specifica di cui hai bisogno. un 6063-T5 raffreddato ad aria potrebbe essere perfettamente adatto per un progetto architettonico, ma un'applicazione strutturale che utilizza 6061-T6 richiederà che quel particolare profilo sia un atpress raffreddato ad acqua o ad aria, quindi un forno invecchiato a temperature più elevate per produrre quella proprietà di trazione 45ksi. Un fornitore che non può rispondere a questa domanda non ha un'ottima padronanza delle tue specifiche del materiale.
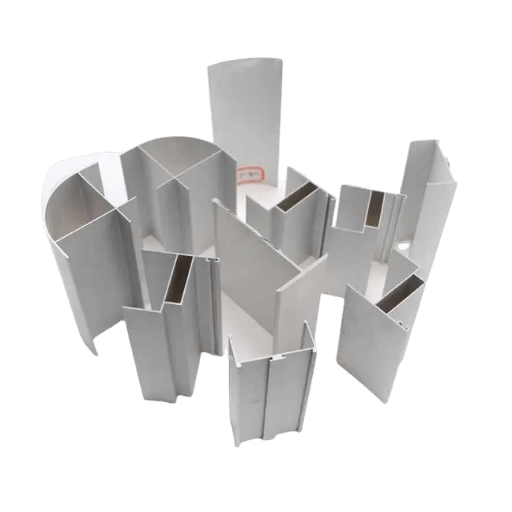
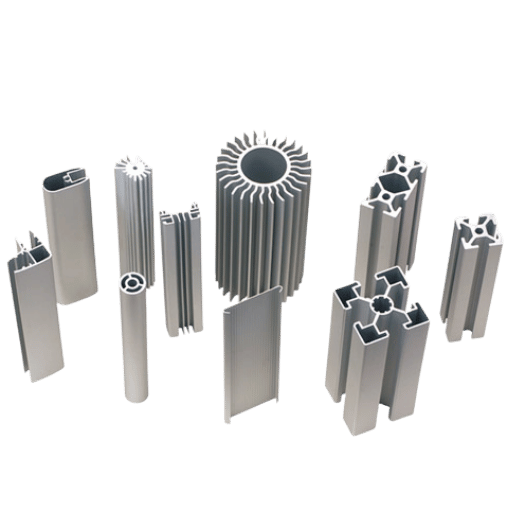
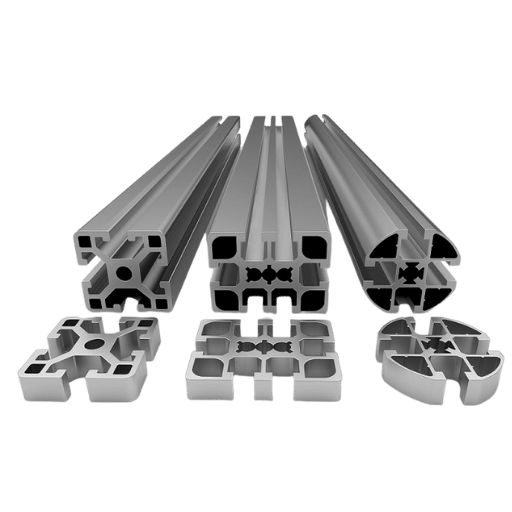
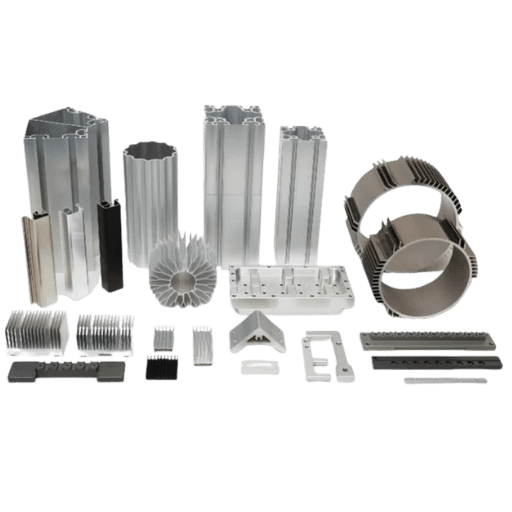
Ogni estrusione di alluminio forma a sezione fissa determinata dal profilo di apertura dello stampo La geometria del processo di produzione crea quando la billetta viene forzata attraverso lo stampo Tre categorie coprono la stragrande maggioranza dei profili e quale categoria rientra nel tipo di stampo, costi di utensileria e producibilità.
| Categoria | Definizione | Esempi comuni | Die Complessità |
|---|---|---|---|
| Solido | Nessun vuoto o apertura chiusa | Angolo, asta, barra piatta, trave a T, trave a I | Alimentatore/alimentatore monopezzo più basso |
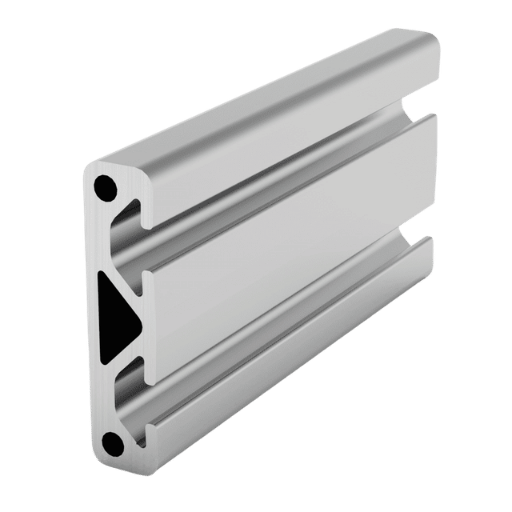
| Cavo | Uno o più vuoti interni completamente chiusi | Tubo quadrato/rotondo, telaio della finestra, pacco di alette del dissipatore di calore, canale della batteria EV | Più alto mandrino + tappo matrice + |
| Semivuoto | Vuoto parzialmente racchiuso (apertura di uno spazio ristretto) | Canale C (gap stretto), profilo U, canale cappello | Strumento combinato medio |
Questo rappresenta il cerchio più grande che può essere scritto all'interno della geometria del profilo Questo valore, spesso chiamato ICD (diametro del cerchio inscritto) è un fattore importante quando si seleziona la tua produzione Premere e dimensioni Forme più grandi, più larghe o più complesse avrebbero valori ICD più elevati, indicando che sarà necessaria una dimensione della pressa più grande per produrre la tua parte. Se progetti un'incavatura con vuoti intricati e uno spessore ridotto, l'ICD diventa un vincolo nel progettare la tua parte su una determinata dimensione di stampa. Prima di inviare la tua opera d'arte finale al negozio di stampa; faresti bene a lasciare che il tuo negozio di stampa consigli sulla producibilità della parte prevista e sulle dimensioni di stampa corrette secondo il design dell'ICDyou.
Se un'estrusione, un profilo, un telaio, una guida strutturale, estrusioni di alluminio personalizzate sostituiscono parti lavorate La maggior parte dei distributori conserva una selezione di profili standard di stock (angoli, canali, scanalatura a T a tubo quadrato) I profili personalizzati richiedono un nuovo stampo la tariffa di un'attrezzatura una tantum che viene addebitata in anticipo e assorbita nel costo del progetto Quando un singolo estruso sostituisce diverse parti lavorate il costo dello stampo viene generalmente recuperato entro un volume modesto.
Applicazioni di profili comuni per categoria:
Dalla scelta iniziale della lega, c'è una cascata di effetti su e giù per la catena di produzione: estrudibilità, usura dello stampo, specifiche di raffreddamento, lavorabilità CNC, anodizzazione, costo dei componenti finiti. Il fatto che le leghe 6xxx siano più comuni in tutto il mondo dell'estrusione di alluminio suggerisce che rappresentano un compromesso accettabile in termini di resistenza, formabilità e finitura superficiale. Le seguenti quattro leghe forniscono un esempio di confronto:
Le leghe sono effettivamente correlate; entrambi sono Al-Mg-Si e 6061 contiene più magnesio e silicio e quindi è circa 50% più forte in resa rispetto a 6063 (per tempre simili) Ma, 6063 è più facile da estrudere e mostra il metallo più “plasticamente” alla forma dello stampo e come tale si presta meglio per levigare le finiture di anodizzazione e le applicazioni architettoniche, quindi generalmente sarebbe preferito per quelle aree. 6061 è migliore nella capacità di carico, salderà meglio e può essere lavorato a dimensioni più fini.
| Lega | Resistenza alla trazione | Durezza | Macchinabilità | Pasticceria | Applicazioni Tipiche |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Buono (1500) (1500) | Buono (chiaro/colorato) | Telai strutturali, parti automobilistiche, basi di macchine, telai di biciclette |
| 6063-T5 | 18 (241 MPa) | 60 HB | Moderato (SFM 100) (SFM 1000) | Eccellente (architettura Tipo II) | Infissi per finestre, ringhiere, rivestimenti architettonici, finiture anodizzate |
| 7075-T6 | 503 (772 MPa) | 150 HB | Moderato (1200) Moderato (SFM 600) | Scarso (preferibilmente conversione del cromato) | Elementi strutturali aerospaziali, componenti missilistici, ingranaggi ad alto carico |
| 2024-T3 | 45 (483 MPa) | 120 HB | Bene | Scarso (anodizzare solo per corrosione) | Fusoliera dell'aereo, strutture critiche per la fatica, design resistenti ai danni |
I dati sulle proprietà della lega vengono confrontati ASTM B221 (Specifiche standard per barre, aste, fili, profili e tubi estrusi in alluminio e lega di alluminio) e ISO209 designazioni della lega di alluminio.
Sulle capacità interne della lega si prega di leggere il mio servizio di lavorazione CNC in alluminio e più dettagliatamente in lega di alluminio di lavorazione 2024.

La matrice di estrusione è un semplice blocco di metallo con una fessura precisa attraverso di esso, ma questo è fuorviante, è un pezzo incredibilmente complicato di ingegneria Una matrice efficacemente progettata influenza: lunghezza del cuscinetto, profilo della matrice e del punzone, distribuzione della temperatura in tutto il profilo della matrice, velocità del flusso del metallo, condizione della faccia della matrice, e naturalmente la superficie del prodotto e la rettilineità Die set up.
Le matrici solide (per la produzione di forme solide come barra, angolo e canale) sono le più semplici da produrre e le meno costose; comprendente tre parti separate impilate insieme come segue; una piastra di alimentazione per il controllo del flusso di alluminio attraverso la quale l'alluminio fluisce nella matrice, la matrice stessa con la forma finale dell'estrusione e una piastra di supporto che aggiunge resistenza alla matrice contro forze di pressione fino a 15.000 tonnellate di forza del pistone.
Le matrici cave (per profili con vuoti interni: tubi, telai, estrusioni multicanale) utilizzano un mandrino per creare il vuoto interno Le matrici cave si dividono attorno al supporto del mandrino, quindi si ri-saldano sotto pressione prima di uscire dal cappuccio della matrice La pila di matrici è: mandrino + cappuccio + supporto Le matrici cave richiedono un'ingegneria più precisa dei cordoni di saldatura ("weld seams") mentre metallurg sound sotto condizioni proprie ("metalurg sound") deve essere progettata per evitare l'atterraggio in zone strutturalmente critiche. Consiglio degli estrusori di alluminio mantiene linee guida dimensionali e di qualità per la progettazione di stampi cavi.
Gli stampi semi-cavi combinano elementi di entrambi. Vengono utilizzati per profili vuoti parzialmente chiusi, uno spazio tra canali C e canali C con uno stretto, ad esempio dove lo spazio è troppo stretto, consentono a uno stampo solido privo di mandrino di lavorare senza squilibrio del flusso metallico.
L'acciaio per utensili H13 è il materiale standard del settore per le matrici di estrusione di alluminio, scelto per la sua durata e resistenza all'usura alle temperature di estrusione La sua combinazione di elevata conduttività termica, tenacità e durezza superficiale a 45050 °C lo rende adatto a praticamente tutte le applicazioni in lega di alluminio nitrurazione superficiale un trattamento termico che diffonde l'azoto nella superficie della matrice fino a una profondità di 0.1.0.2 mm prolunga la durata di servizio della matrice in modo significativo nelle corse di produzione in volume elevato Quando si acquista la matrice utensile, confermare che la nitrurazione è inclusa nel preventivo; la pratica standard di essa presso negozi di utensili esperti e la sua assenza spesso segnala un'utensile di qualità inferiore.
La lunghezza del cuscinetto (la distanza percorsa dall'alluminio all'interno dello stampo prima di uscire) è la variabile primaria di controllo del flusso nella progettazione dello stampo Cuscinetto più lungo = flusso più lento per quella regione della sezione trasversale I progettisti dello stampo variano la lunghezza del cuscinetto attorno al perimetro per equalizzare la velocità di uscita. Un passaggio critico per prevenire difetti di torsione, prua e superficie.
L'attrezzatura per stampi è un costo una tantum non ricorrente (NRE) addebitato all'inizio di un progetto Per le semplici matrici per estrusione di alluminio a profilo solido utilizzate in applicazioni architettoniche e industriali, i costi dell'attrezzatura in genere vanno da $400 a $2.000 a seconda delle dimensioni e della complessità Le matrici cave complesse con più vuoti interni, superfici di cuscinetti rettificate di precisione e aspettativa di vita ad alto volume possono raggiungere $5.000-$25.000 per l'attrezzatura di precisione Queste cifre dovrebbero essere discusse direttamente con il fornitore della matrice, poiché il costo dipende fortemente dalla complessità del profilo, dalle dimensioni del cerchio, dai rapporti di spessore delle pareti e dalle aspettative del volume di produzione.
Le macchine del lecreatore hanno estruso i profili di alluminio a 0.001 con 25+ anni di esperienza di fabbricazione di precisione e certificazione AS9100D.

Le estrusioni di alluminio lasciano alla pressa caratteristiche dimensionali governate dalle tolleranze ASTM B221 che sono più ampie delle tolleranze lavorate in base alla progettazione Per la maggior parte delle applicazioni strutturali non accoppiate, l'estrusione come estrusa è sufficiente e la scelta più conveniente.
Per fori, superfici di accoppiamento, tolleranze di posizione strette o requisiti di qualità aerospaziale, la post-lavorazione CNC è la risposta.
Sì, quando è adeguatamente fissato, lavorato con parametri di taglio appropriati, le estrusioni di alluminio possono mantenere tolleranze estremamente strette. Qui presso lo stabilimento Lecreator, abbiamo regolarmente lavorato il profilo di alluminio estruso con precisione di posizionamento di ±0,001 "e ripetibilità di ±0,0002" con mandrini ad alta velocità di 24.000 giri al minuto. Le sfide riguardano principalmente la progettazione di impianti per estrusioni lunghe e la gestione dell'espansione termica per parti con fattore di forma di grandi dimensioni.
| Lega | Velocità di taglio del carburo (SFM) | Carico del chip per dente (IPT) | Raffreddamento |
|---|---|---|---|
| 6061-T6 | 800,500 | 0.003–0.008 | Inondazione o nebbia |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Inondazione o nebbia |
| 7075-T6 | 600,200 | 0.002–0.006 | Refrigerante a mandrino passante ad alta pressione |
CAPACITÀ DEL LECREATORE: Lunghezza massima del profilo40’ (480”) Velocità del mandrino ad alta velocitàFinitura superficiale RMPMS16Rin. tipica capacità della parete sottile40in. (0,040)Senza distorsione
| Dimensione caratteristica | Tolleranza Standard | Tolleranza di precisione | Tolleranza ad alta precisione |
|---|---|---|---|
| Fino a 1.000″ | ±0,012″ | ±0,005″ | ±0,002″ |
| 1.001″3.000″ | ±0,015″ | ±0,008″ | ±0,003″ |
| 3.001″6.000″ | ±0,020″ | ±0,012″ | ±0,005″ |
CHALLENA 2100mm lunghezza ev batterytrayprofilein 6063-T6 con 48 diversi modelli di fori di montaggio che devono essere tenuti entro una tolleranza di a0.05mmposition lungo tutta la loro lunghezza con il bloccaggio sotto vuoto per evitare di distorcere un alluminumprofile confixtures estruso a parete sottile.
Risultato: Precisione dimensionale 99.7% su tutti i 48 modelli di fori di montaggio Velocità di scarto: 0.6% (media industriale: 3.5%) Tempo di taglio del ciclo 35% vs il precedente fornitore di lavorazione ottenuto attraverso il sequenziamento del percorso utensile di precisione e l'ispezione CMM in-process.
Certificazioni: ISO 9001 · AS9100D · IATF 16949
SFIDA: Un profilo Spar ala (7075-T6) che necessita di superficie Ra 0,65um sui bordi della flangia accoppiati (specifica Ra 0,8um) e posizionale 100% Caratteristiche a ±0,025mm su aCMMinspection con rapporto richiesto del primo articolo e rapporti di produzione di qualità in corso per AS9100D.
RESULT0NonConformanceReport (NCR) per l'intero ciclo di produzione triennale, producendo costantemente Ra 0,65um e ben al di sotto delle specifiche 0,8um e 100% Caratteristiche a ±0,025 mm per un rapporto di ispezione cmm.
Per saperne di più sulle nostre capacità di lavorazione per estrusione di alluminio e per esaminare tutti i nostri servizi e specifiche, visita AluminiumExtrusionMachiningServicepage.
Quando gli ingegneri entrano in Lecreator pricing un componente in alluminio estruso per la prima volta, a volte c'è Sticker Shock. Un angolo di alluminio di serie semplice è economico (pochi dollari per piede). Una forma di alluminio cavo personalizzata con diversi volumi di vuoti interni e una finitura superficiale di livello Anodize, lavorata con tolleranze esigenti, quindi un'altra materia altoghetere. Ecco i 4 fattori che determinano principalmente la variazione del costo.
Se il volume di produzione è inferiore e il costo della matrice di estrusione rappresenta una barriera per la convalida iniziale della progettazione del prodotto, valuta la possibilità di esplorare stampa 3D in metallo oppure utilizzare fornitori di servizi di prototipazione rapida anziché investire in uno stampo di estrusione.
Nel 2026, le decisioni nordamericane in materia di approvvigionamento, determinazione dei costi e specifiche dell’estrusione di alluminio sono state modellate da tre potenti tendenze che influiscono sui rischi per gli acquirenti e su considerazioni di sostenibilità ambientale e resilienza della catena di fornitura.
“Gli estrusori nordamericani rimangono resilienti in un contesto di difficili condizioni di mercato e cambiamenti nel commercio internazionale.”
Jason Weber, Presidente, Aluminium Extruders Council (AEC), 7 aprile 2026 (Light Metal Age)
Il 30 aprile 2026 gli Stati Uniti ne hanno introdotto uno nuovo Proclamazione ex articolo 232 sull'alluminio che sostituisce la metodologia esistente di valutazione tariffaria In precedenza le tariffe venivano riscosse come dazio ad valorem (una percentuale del valore in dogana di un prodotto) La nuova proclamazione valuta le tariffe come un dazio basato sul valore in dogana completo, aumentando direttamente l'onere tariffario su tutte le estrusioni di alluminio importate Mentre può essere visto come un rafforzamento dei prodotti di estrusione di alluminio prodotti a livello nazionale, questa proclamazione ha il potenziale per aumentare significativamente il costo totale di sbarco di tutte le estrusioni di provenienza estera per nuovi progetti e sugli ordini aperti esistenti Aggiornare di conseguenza tutti i modelli di costo di origine internazionale per evitare future sorprese!
L'AEC ha recentemente lanciato il nuovo strumento Generatore EPD e i principali estrusori di alluminio del Nord America hanno iniziato a certificare i loro prodotti secondo il nuovo standard AEC, con il primo esempio certificato nell'aprile del 2026. sebbene l'uso degli EPD nelle applicazioni strutturali e architettoniche sia stato più limitato rispetto ad altri elementi di bioedilizia, è in costante espansione nei settori regolamentati della bioedilizia e nei requisiti della catena di fornitura dei veicoli elettrici e degli appalti pubblici. Se i tuoi clienti richiedono la verifica dell'EPD nei materiali che compongono il tuo prodotto o uso finale, assicurati che il tuo fornitore possa fornire la documentazione pertinente.
Le applicazioni automobilistiche richiedono sempre più l'uso di 6063-T5 e T6 per custodie per batterie, canali di raffreddamento e strutture di gestione degli incidenti per consentire la post-lavorazione CNC integrata (modelli di fori stretti per bullonare moduli batteria e interfacce di piastre di raffreddamento, superfici di tenuta per funiformature) Questi lavori legati al settore automobilistico tendono a favorire i fornitori di lavorazione integrata (profilo + post-processo) dalle loro estrusioni Leghe rispettose del riciclaggio aiutano gli OEM automobilistici a soddisfare gli obiettivi di sostenibilità per misurare l'alto contenuto di alluminio riciclato e fornire un'ampia documentazione.
Ci sono quattro fattori principali che influenzano il costo di un profilo: (1) Attrezzatura a stampo: un investimento iniziale una tantum compreso tra $400 e $25.000 da solo per una singola forma, ma essenziale per un profilo personalizzato; (2) I costi delle billette in alluminio dipendono dalla lega scelta; (3) le leghe a tempo di pressatura più lente come 7075 impiegano più tempo per estrudersi, con un risultato inferiore a 6063 all'ora; e (4) CNC post-lavorazione richiesto quando le posizioni dei fori o le dimensioni della superficie di accoppiamento non possono essere mantenute entro le tolleranze ASTM B221. Le tariffe della sezione 232 sono previste fino al 3/2026 sulle importazioni.
Non esiste una lega migliore; l'applicazione impone tutto:
La matrice di estrusione di alluminio è un disco pesante (spessore 50 mm circa) in acciaio per utensili H13 con un foro tagliato al centro per produrre la sezione trasversale richiesta della sezione estrusa Esistono tre tipi di matrici: solida (per barre, angoli, aste), cava (per tubi e altre sezioni incorniciate che hanno anche cavità interne) e semi-cava (sezioni che sono solo parzialmente racchiuse) La matrice viene prima riscaldata a 450-500C prima dell'uso.
Il supporto dello stampo è fornito da una serie di piastre di supporto e rinforzo per resistere alle pressioni del pistone, che ammontano a circa 15.000 tonnellate.
Fonti e riferimenti:









