


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


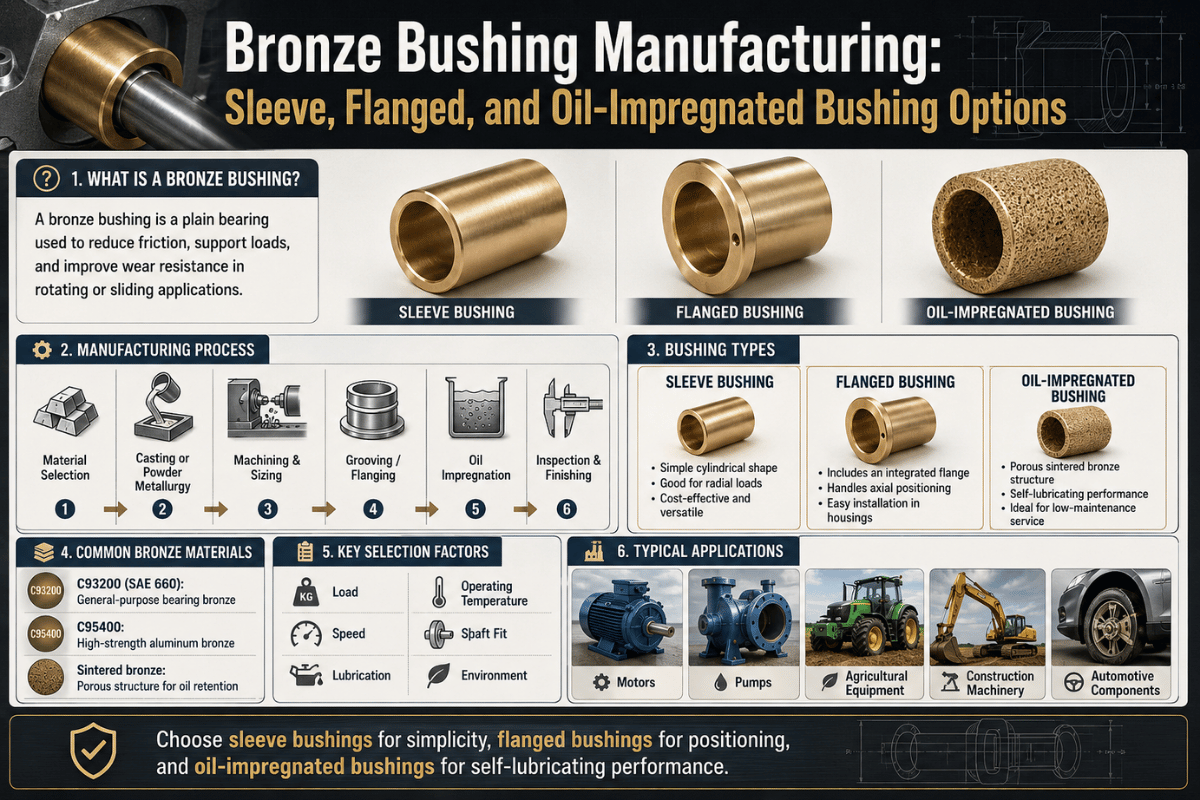
Bronze bushing manufacturing is the process of forming a copper-alloy plain (sleeve) bearing, by casting, sintering, or CNC machining, into a precise bore that carries a rotating or sliding shaft on a thin lubricating film, with no rolling elements. This guide walks through how these bushings are made, the sleeve, flanged, and oil-impregnated options you can specify, the alloy and PV-limit math that decides whether a bushing last or seizes, and the press-fit details that trip up most first orders.
| Workhorse alloy | C93200 (SAE 660) tin bronze — Brinell ~65, tensile ~240 MPa (34,800 psi) |
| Boundary-lubricated PV limit | C93200 ≈ 75,000 psi·fpm; sintered ≈ 50,000; manganese bronze C86300 ≈ 150,000 |
| Running clearance | ≈ 0.001 in per inch of shaft diameter (general rule, first 5 in) |
| Standard forms | Plain sleeve, flanged, thrust washer — each plain, oil/grease-grooved, or graphite-plugged |
| Governing standards | ASTM B505 (continuous cast), B148 (sand cast), B271 (centrifugal); SAE J461/J462 |
| Best use | High-load, low-to-moderate-speed, shock, and dirty/wet duty where rolling bearings fail |
Bronze bushings are made by three families of processes, and the route set the tolerance, finish, lead time, and cost. Casting (continuous, centrifugal, or sand) produces dense, strong stock; sintering presses bronze powder into a porous, oil-holding part; and CNC machining cuts a finished bushing from cast bar to a print. Most production parts combine two steps: cast or sintered to a near-net blank, then machined to the bore that actually matter.
Tolerance is the reason the process matters. Cast stock is strong but dimensionally loose; the bore and OD that locate a shaft have to be cut afterward. According to the Copper Development Association’s cast bronze bearing guidance, the bore of a cast bearing should be finish-machined to size after the part is made and installed, not left as-cast. That’s where a machine shop earns its place: continuous-cast C93200 bar machined on a lathe holds a far tighter, more repeatable bore than an off-the-shelf casting.
| Process route | Typical bore tolerance | Strength / structure | Economical volume | Best for |
|---|---|---|---|---|
| Continuous-cast bar + machining | Tight (machined H7, to ±0.0002 in with air gaging) | Dense, uniform, sound | Low–high (stock bar) | Most precision sleeve/flange bushings |
| Centrifugal casting + machining | Tight after machining | Very dense, fine grain | Medium–high; large OD | Large rings, big-bore bushings |
| Sand casting + machining | Loose as-cast; tight after cut | Adequate; possible porosity | Low volume, odd shapes | One-offs, complex geometry |
| Sintered (powder-metal) | Pressed/sized, near-net | Porous (oil-holding) | High volume only | Small self-lubricating Oilite bushings |
| CNC turning from bar (machined-to-print) | Tightest, fully custom | Inherits bar (dense) | Prototype–medium | Drawings, samples, special alloys |
| CNC + precision honing of bore | Mirror finish, exact ID | Dense | Prototype–medium | Tight running-fit, low-Ra bores |
| Sintered + machined modern composite | Near-net + finish cut | Porous bronze + polymer | High volume | Maintenance-free wear surfaces (per USPTO US20140023540A1) |
| Graphite-plug machining | Drilled + plugged + machined | Solid bronze + solid lube | Low–medium | Dry, high-temp, oscillating duty |
| Continuous-cast wear plate / strip | Machined flat + holes | Dense | Low–medium | Slides and gibs (sibling product) |
Tolerance classes and finishing reflect general machine-shop practice; sintered porosity figures follow MPIF Std 35 / ASTM B438.
A cast blank isn’t a finished bushing. Plan for a final machining or precision honing pass on the bore after the part is pressed into its housing, because the bore move during installation (see press-fit section). At our shop, general turned tolerance runs to ±0.005 mm, with wire-EDM features to ±0.002 mm and CMM verification on critical bores.

Bronze bushings come in three load-direction families, and each is offered plain, oil/grease-grooved, or graphite-plugged. A plain sleeve (cylindrical) bushing carries radial load. A flanged bushing adds a collar that also take light axial (thrust) load and locates the part in its housing. A thrust washer handles pure axial load. Pick the form by the direction your shaft pushes, then pick the lubrication style by how often you can re-grease it.
A bushing is a bearing, specifically a plain (sliding) bearing. “Bearing” covers any component that lets two parts move with low friction, including ball, roller, and needle bearings that use rolling elements. A bushing is the sub-type with no rolling elements: a one-piece sliding surface the shaft glides against. So every bronze bushing is a bearing, but not every bearing is a bushing.
| Type / form | Load direction | Lubrication | Typical use |
|---|---|---|---|
| Plain sleeve (cylindrical) | Radial | External oil/grease | General rotating/sliding shafts |
| Oil/grease-grooved sleeve | Radial | Fed grease/oil via grooves | Oscillating, hard-to-reach points |
| Graphite-plugged sleeve | Radial | Solid graphite (self-lube) | Dry, high-temp, intermittent |
| Single-flanged sleeve | Radial + light axial | Any of the above | Located shafts, conveyors |
| Double-flanged sleeve | Radial + two-way axial | Any | Light-duty captured shafts |
| Thrust washer | Pure axial | Grooved or plugged | Gear faces, rotary tables |
| Oil-impregnated sintered (Oilite-type) | Radial / axial | Self-lube (oil in pores) | Maintenance-free, low-load, higher speed |
| Cored / machined-to-print custom | Any | As specified | Non-standard sizes, special alloys |
| Bronze wear plate / strip | Flat sliding | Grooved / plugged | Gibs, ways, press platens |
| Pintle / spherical (self-aligning) | Radial + misalignment | Grease | Linkages, pivots |

Bronze isn’t one material. Bearing bronzes split into five working families: tin bronzes (strength), leaded and high-leaded tin bronzes (the lead adds lubricity for start-stop duty), aluminum bronzes (strength plus corrosion resistance), and manganese bronzes (highest strength). The Copper Development Association’s selection data sheet maps each to a duty, and the short version is that C93200 (SAE 660) is the workhorse: it balances load capacity, wear resistance, and machinability for most jobs, with a Brinell hardness near 65 and tensile strength around 240 MPa.
Reach past C93200 only when the duty forces it. Aluminum bronze (C95400/C95500) and manganese bronze (C86300) carry far higher loads, but here’s the catch the catalogs bury: the strongest bronze is the slowest. C86300 tops the load chart yet is rated for the lowest surface speed, because at speed it makes heat faster than it sheds it, the pressure-velocity wear limit that bounds every sliding bearing. These hard alloys also demand a hardened, well-finished, well-aligned shaft, picking a high-strength bronze and running it on a soft or rough shaft simply moves the wear onto the journal.
| Alloy (UNS) | Family | Max load P (psi) | Max speed V (sfm) | Choose it when |
|---|---|---|---|---|
| C93200 (SAE 660) | Leaded tin | 4,000 | 750 | Default general-purpose duty |
| C93700 | High-leaded tin | 4,000 | 1,000 | Higher speed, marginal lube |
| C90300 | Tin | 5,000 | 250 | Higher load, lead-free, slow |
| C90700 | Tin (gear) | 5,000 | 250 | Worm gears, heavy slow loads |
| C95400 | Aluminum bronze | 6,000 | 250 | High load + corrosion, hard shaft |
| C95500 | Aluminum bronze | 7,000 | 300 | Very high load, marine |
| C86300 | Manganese bronze | 8,000 | 150 | Highest shock load, slowest speed |
| C54400 | Phosphor bronze | ~3,500 | 1,000 | Fatigue, light high-speed |
| SAE 841 (sintered) | Oil-impregnated PM | 2,000 | 1,200 | Maintenance-free, low load, higher speed |
| C89320 (lead-free) | Bismuth bronze | ~4,000 | ~750 | C93200-class duty, RoHS markets |
P and V limits from published industry bearing catalogs (boundary-lubricated), consistent with Copper Development Association cast-bronze bearing ratings; a given alloy can’t run at its max P and max V at the same time. The CDA notes the lead-free bismuth bronze C89320 performs very similarly to C93200.

Oil-impregnated bronze bushings are made by the powder-metal (sintering) process, not by casting and machining. Bronze powder, typically about 90% copper and 10% tin, is pressed and sintered into a part that’s roughly 20–25% porous by volume, and that pore network is then vacuum-filled with lubricating oil. When the shaft turn and the bushing warms, the oil wicks out of the pores to the bearing surface; when it cools and stops, capillary action draws the oil back in. That’s why a sintered bushing such as SAE 841 (Oilite-type) can run maintenance-free for long periods at low-to-moderate load and higher speed. Modern self-lubricating designs push the idea further, one patented construction disperses a polymer into the porous sintered-bronze layer to form the wear surface. As a rough temperature guide, sintered oil-impregnated grades are usually held to about 120 °C and solid cast bronze to roughly 200 °C, above which the impregnated oil degrades or the lubricant film breaks down, a reminder that “self-lubricating” is a duty window, not a blank cheque.
For their rated duty, no, the oil held in the pores is the lubricant, which is the whole point of a self-lubricating bushing. But “self-lubricating” has limits: the oil supply is finite, and very low speeds or heavy intermittent loads can outrun the wicking action. Solid cast bronze is the opposite, it always needs an external oil or grease film, while graphite-plugged bronze carries solid-lubricant plugs for dry or high-temperature service.
A common shop assumption is that oil-impregnated bronze must never be reamed. In practice it’s more nuanced: machinists do size Oilite bushings, but only with an exceptionally sharp reamer or a sizing ball. A dull tool smears the surface and close the very pores that hold the oil, which kills the self-lubrication. If you need a precise post-install bore in a sintered bushing, plan for sharp tooling or burnishing, not the boring bar you would use on solid cast bronze.
The single number that decides whether a bronze bushing survives is its PV valuebearing pressure (P, in psi) multiplied by surface speed (V, in feet per minute). Run below the alloy’s PV limit and frictional heat stays manageable; exceed it and the bushing make heat faster than it can shed it, then seizes. The U.S. National Institute of Standards and Technology journal-bearing research frames the same idea through heat dissipation: a plain bearing fail when friction heat outruns cooling.
“Properly designed and lubricated cast bronze sleeve bearings offer operating and wear performance second to none.”
Copper Development Association, Cast Bronze Bearing Design Manual
The catch in that sentence is “properly designed”: the PV envelope, clearance, and alloy all have to line up, or the bushing make heat faster than it sheds it.
Compute it in three steps. Surface speed V = 0.262 × shaft RPM × shaft diameter (in). Pressure P = radial load (lb) ÷ projected area, where projected area = bore diameter × bushing length. Multiply for PV. A ¾-inch shaft at 341 RPM under 90 lb on a 1-inch-long bushing gives V ≈ 67 sfm, P = 120 psi, and PV ≈ 8,040, comfortably inside any bronze’s envelope.
| Material | Max P (psi) | Max V (sfm) | Max PV (psi·fpm) |
|---|---|---|---|
| C93200 tin bronze (SAE 660) | 4,000 | 750 | 75,000 |
| C93700 high-leaded tin | 4,000 | 1,000 | 85,000 |
| C90300 tin bronze | 5,000 | 250 | 90,000 |
| C90700 gear bronze | 5,000 | 250 | 100,000 |
| C95400 aluminum bronze | 6,000 | 250 | 125,000 |
| C95500 aluminum bronze | 7,000 | 300 | 135,000 |
| C86300 manganese bronze | 8,000 | 150 | 150,000 |
| Sintered bronze (SAE 841-class) | 2,000 | 1,200 | 50,000 |
| Nylon (for contrast) | 400 | 360 | 3,000 |
Values compiled from published industry bearing catalogs, consistent with Copper Development Association cast-bronze bearing ratings. These are boundary/mixed-film catalog limits, a full-film hydrodynamic or externally pressure-fed bearing can run at a far higher calculated PV (NIST work on journal-bearing capacity cites much higher assumed-hydrodynamic figures), so treat the table as a selection floor, not a universal ceiling.
For running clearance, the long-standing rule of thumb is about 0.001 inch of diametral clearance per inch of shaft diameter, up to roughly the first 5 inches of shaft, a figure that shows up in both modern engineering forums and the 1942 Marks’ Handbook for sub-600-fpm bearings. Keep the wall thick enough to machine and press without distortion: a practical floor is about 0.060 in (1.5 mm). As MIT design teaching puts it, most sliding-contact bearings live in the boundary regime and obey a maximum pressure-velocity limit.

Here’s the detail that surprises buyers on their first bronze bushing order: the bore shrinks when you press the bushing into its housing. As an interference-fit bushing is forced into a bore, most of that radial interference transfers inward as bore close-in on the inside diameter, general shop practice puts it at roughly 80–100% of the interference, though the exact fraction varies with wall thickness and housing stiffness. Order a bushing reamed to “finished” size and it will run undersize and bind on the shaft once installed.
Sequence, not luck, gets it right. The Copper Development Association explicitly warns against trying to predict close-in precisely to avoid finishing: finish-machine or ream the bore to its final size after the bushing is pressed in. For a sintered Oilite bushing, size it with a sharp reamer or burnishing ball (never a dull tool). For solid cast bronze, bore or ream after pressing. Lead-in chamfers of 15–30° help the part start straight without shearing the housing.
| What you see | Likely cause | Fix |
|---|---|---|
| Polished, then galled/seized bore | PV exceeded; heat outran cooling | Bigger bushing, higher-PV alloy, add lube |
| Tight/no clearance after install | Bore close-in from press-fit | Finish-machine bore after pressing |
| Wear at one edge only | Misalignment / edge loading | Align shaft; use longer or self-aligning bushing |
| Shaft journal scored, not bushing | Hard alloy on soft/rough shaft | Harden + grind shaft, or softer alloy |
| Dry, smeared sintered surface | Oilite reamed with dull tool (pores closed) | Re-size with sharp tool / replace |
| Embedded grit, three-body wear | Contamination, no sealing | Seal, filter lube; bronze embeds debris but has limits |
Most of these are caught before shipment with the right inspection. We verify critical bores with air gaging to about ±0.0002 in and CMM, and provide mill test reports for chemical composition on every heat lot, the same checks covered in our notes on tight-tolerance machining, CMM inspection, and first-article inspection.

Usually not. Brass and bronze are both copper alloys, but bronze is harder and stronger, while brass is softer and more likely to deform or wear under load. For a real bearing duty, bronze almost always wins on strength and wear life. The deeper material trade-offs are covered in our guide to copper vs brass vs bronze.
Against plastics and composites, the picture is about lubrication and load. Engineered plastics such as nylon or acetal run dry, weigh less, and resist corrosion, which suits light loads and clean, food-grade, or no-lube settings, see our notes on POM bearings and bushings. But their PV limits are a fraction of bronze’s (nylon ≈ 3,000 vs bronze’s tens of thousands), so they fall short under heavy or shock load. Steel-backed composite (PTFE-lined) bushings win where the wall must be very thin and the load very high. Bronze remains the default for high-load, low-speed, shock, and dirty or wet duty.

Two forces are reshaping bronze bushing manufacturing through 2026 and beyond. First, demand for maintenance-free bearings is climbing: the self-lubricating bearings market was about USD 3.76 billion in 2024 and is forecast to grow near a 5.3% compound annual rate through 2034, while the broader plain-bearing market is tracking a similar mid-single-digit growth path. That favors sintered, graphite-plugged, and polymer-composite constructions, the maintenance-free design at the center of bearing tribology and reliability research and of recent self-lubricating bearing patents.
Second, lead is under pressure, but the transition is not finished. The standard leaded bearing bronze (C93200 holds a few percent lead for lubricity) faces RoHS limits, and the EU’s 2025 update kept the copper-alloy lead exemption (Annex III 6(c), up to 4% lead) alive precisely because regulators judged that drop-in substitutes are not yet reliable across all applications; that exemption now carries a hard expiry of 30 June 2027 and added attention to small, accessible parts. For lead-restricted or child-accessible end uses, plan now around bismuth bronzes (the C89320 family, which the Copper Development Association rates close to C93200) or aluminum bronze. For everything else, leaded bronze remains specifiable, for now. The practical move is to ask your supplier which lead-free grade matches your duty before a 2027 deadline forces a rushed redesign.
The PV limits, clearance figures, and alloy data here are drawn from Copper Development Association bearing literature, NIST journal-bearing research, and ASTM/SAE standards; the press-fit and Oilite-machining notes reflect machine-shop practice. The tolerance and inspection figures (±0.005 mm turning, ±0.002 mm wire-EDM, CMM and first-article verification) describe how we machine bronze bushings to print. Reviewed by the Le Creator Technology Co., Ltd. technical team.
Need bronze bushings machined to your print?
As a bronze bushing manufacturer and supplier, not only a distributor of stock sleeve bushings, we machine flanged, thrust, and grooved custom parts to your print in C93200, aluminum bronze, manganese bronze, or sintered grades, turned, bored, and honed to tolerance.









