


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
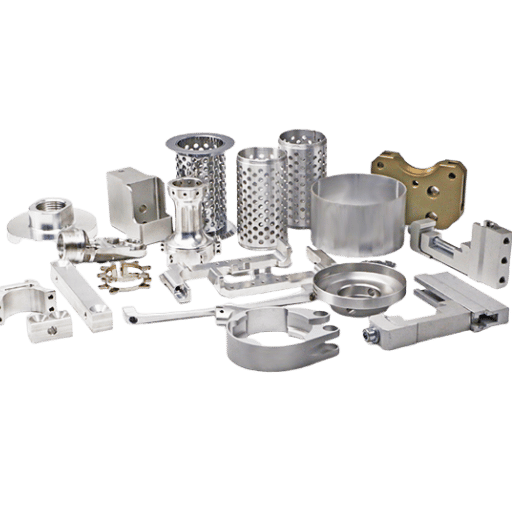
From prototypes to full-scale production, we’ve got you covered.


A swiss lathe – also called a sliding headstock lathe or swiss-type lathe – is a CNC turning machine built to produce small-diameter, high-precision parts that would deflect and fail on a conventional lathe. The bar stock advances through a precision-ground guide bushing while stationary cutting tools work within fractions of an inch of that support point. The result: tolerances as tight as 0.0001 on parts with length-to-diameter ratios a fixed-head lathe simply cannot manage.
This guide covers how swiss lathes work mechanically, what separates them from standard CNC turning centers, technical specifications, compatible materials, the five leading brands, and a practical decision framework for determining when swiss machining is the right choice for your parts. Lecreator’s CNC machining services include swiss-type turning for medical, aerospace, and precision industrial applications.
Quick Specs: Swiss Lathe
| Bar stock diameter range | 2 mm – 38 mm (standard production models) |
| Achievable tolerances | ±0.0001″ – ±0.0002″ |
| Axis count | 7 – 13 axes (vs. 2–5 on conventional CNC lathes) |
| Max L:D ratio | Up to 20:1 without deflection |
| Primary coolant | Oil — high lubricity, lower heat capacity than water |
| Headstock type | Sliding — workpiece advances along Z-axis into stationary tools |
| Bar stock requirement | SMQ (Screw Machine Quality) ground stock for guide bushing mode |
Swiss lathe history traces to the 1870s, when watchmaker Jakob Schweizer in Switzerland engineered a lathe with a sliding headstock to solve a problem that defined precision manufacturing at the time: how to produce thin, slender shafts for pocket watches without the part whipping off-axis at high spindle speeds. Conventional lathes of the era fixed the workpiece in place and moved the tool — fine for short, rigid parts, but useless for the delicate rods and arbors a mechanical watch requires.
Schweizer’s solution was to feed bar stock through a close-fitting guide bushing and slide the headstock along the Z-axis, advancing fresh material as each machined section came free. Cutting tools stayed fixed; the workpiece moved.
This kept the cutting action within a fraction of an inch of the guide bushing support point – eliminating the cantilever overhang that caused deflection. Within a decade of its introduction, the concept had spread across Switzerland’s watchmaking belt — making automatic lathes a standard fixture in the Swiss style of precision screw machine manufacturing. By the 1960s, with CNC control systems making complex multi-axis programs practical, swiss-type lathes had entered industrial manufacturing far beyond watchmaking.
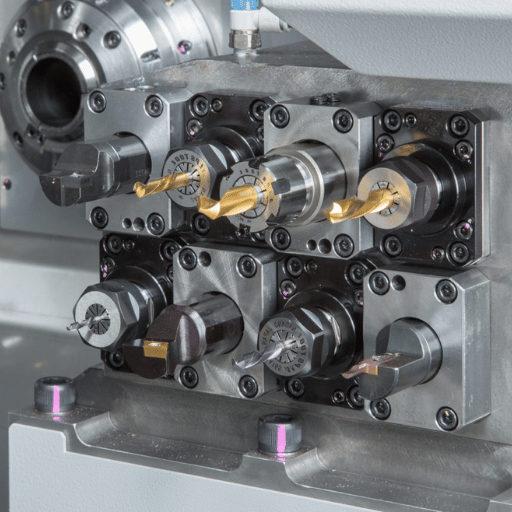
Today’s CNC swiss machine operates on exactly the same principle Schweizer patented, scaled up for multi-axis production. Every swiss-type CNC lathe — from a compact desktop unit to a full swiss-type CNC lathes production cell — shares two structural features: the sliding headstock that advances the workpiece along the Z-axis, and the guide bushing system — including hardened collets and precision-bore bushings — that supports the workpiece at the cut point.
Everything else – the sub-spindle, the gang tool plate, the bar feeder, the live tooling axes – is built around making that core mechanism faster, more capable, and more autonomous.
Operating cycle on a swiss-type lathe follows a repeating sequence.
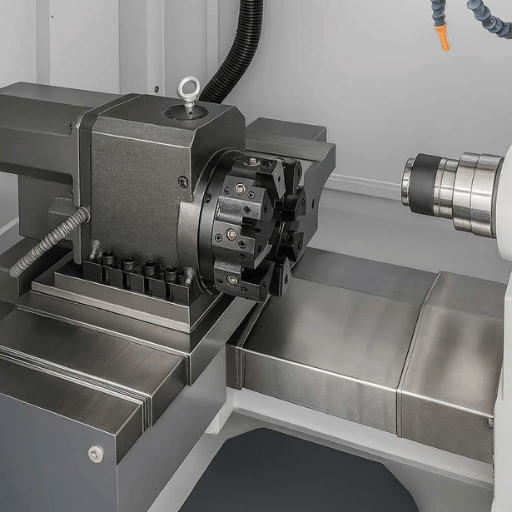
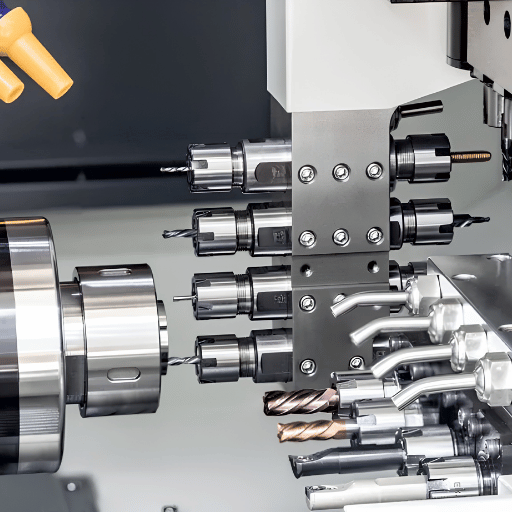
A servo-driven bar feeder loads a 12-foot length of bar stock into the machine. The bar passes through the collet of the sliding headstock and extends through the guide bushing into the cutting zone. The spindle rotates the bar at high RPM while the headstock assembly – collet and all – advances along the Z-axis.
The cutting tools are mounted on stationary gang plates or turrets positioned immediately in front of the guide bushing, working the workpiece as it feeds into them.
That’s a fundamental inversion of the normal lathe premise. On a conventional CNC lathe, you hold the workpiece still and the tool travels along its length. With a Swiss lathe, you keep the cutting tools and Swiss backworking slide fixed in space with respect to the guide bushing, while the workpiece feeds through the guide bushing (which looks something like a long collet) at the point of cuts. Support comes from the guide bushing system — positioned just 0.020″–0.080″ behind the cutting edge — eliminating the overhang that causes workpiece deflection on a fixed-head lathe no matter how long the finished part is.
Most newer, popular models include a dual-spindle configuration. After cutting up the front-side machining sequence on a part, the sub-spindle pulls the part free from the bar with a cutting-off tool and performs any back-side drilling, milling, thread-rolling or chamfering operations on the end of the workpiece which was formerly trapped in the main spindle collet, while simultaneously feeding the new part’s raw stock material through the guide bushing and into position for the front-side cycle. After back-working, the sub-spindle releases the part and it falls into a collection tray. With these models, the cycle of one finished piece is completed, and a new piece’s front side starts. No operator intervention is needed during the whole cycle.
However, to take full advantage of the short unsupported overhang the tool slide can provide on the newest Swiss models, they can often be equipped with no guide bushing (also known as “chucker mode”). When a part doesn’t have too much L/D-a generally accepted standard is for parts to have an L/D of 3:1 or less when run no guide bushing-there isn’t sufficient tool cantilever and workpiece extension for this type of overhang issue to arise. “We do turn parts over 30 or 40-times our diameter,” says a sales engineer for one leading manufacturer, “but if they are going to be run at high speed without support, and if we pull the bushing, that defeats the purpose of buying a Swiss lathe.”
Guide bushings are either rotary or stationary. Fixed (stationary) type is required when the utmost precision (±0.0005″ or tighter) is a must, while rotary guide bushings are the most common choice for normal production work, preventing the steel guide bushing from gouging the live stock as it spins. Stationary guide bushings may be used in special applications where tolerances are .0005 and extremely rigid work support must be assured by eliminating all rotary play in the guide bushing. Rotary guide bushings rotate along with the bar on bearings.
📐 Engineering Note — Guide Bushing & SMQ Stock
SMQ-Screw Machine Quality-ground bar stock is required when running a machine in the guide bushing mode. Use only SMQ bar stock since cold finished stock will wobble at high speeds, resulting in inconsistent finish and dimensions and reduced guide bushing life. Run the bore ID of your guide bushing within .0002″ of the bar stock OD (.4375 bar with a .4375 guide bushing). If your bar diameter is over “, be sure to feed bar straight prior to loading; straight, clean bar eliminates vibration problems and prevents dimensional failure within the bushing. The guide bushing is ground to within .0002” ID.

When comparing swiss cnc machines to a standard lathe, both machine types can produce turned parts to tight tolerance — but they accomplish this with fundamentally different design approaches. Compared to conventional lathes, swiss-type machines prioritize precision and efficiency on slender, high-L:D geometry; conventional turning centers are better matched to short, large-diameter work. The right choice depends on part geometry and volume profile, not simply on tolerance target. To understand a broader perspective of CNC process selection, please refer to our guide entitled Choosing between CNC Milling and CNC Turning.
| Dimension | Swiss Lathe (Sliding Headstock) | Conventional CNC Lathe (Fixed Head) |
|---|---|---|
| Headstock | Slides along Z-axis; workpiece advances into tools | Fixed; cutting tool traverses along workpiece length |
| Guide bushing | Present — supports workpiece 0.020″–0.080″ from cut point | Absent — workpiece cantilevered from collet chuck |
| Axis count | 7–13 axes (simultaneous multi-axis operations) | 2–5 axes (sequential operations, more setups needed) |
| L:D capability | Up to 20:1 without deflection | Deflection issues begin above 4:1 L:D ratio |
| Coolant type | Oil — high lubricity, reduces tool wear and heat | Water-based emulsion — better heat dissipation |
| Cycle time (complex parts) | Faster — multiple axes run simultaneously per pass | Slower — each operation runs sequentially |
| Bar stock requirement | SMQ/ground stock required for guide bushing mode | Standard cold-finished bar acceptable |
Neither machine has the edge on the other. Both are the appropriate tool for a given set of geometry and volume profiles. A swiss lathe has the edge over a conventional fixed head CNC if: L:D ratio is greater than 3:1.
Tolerance between 0.0005 and 0.0001. Part geometry mixes turned and milled features. Production volume justifies the longer setup time.
A conventional fixed head CNC machine has the advantage over a swiss if: Diameter is above 38mm. Geometry is short stabby type where guide bushing support is unnecessary. Quick turn low volume jobs.
Otherwise, the guide bushing has no advantage in deflection if the part is short enough to be held stably in the machine without.
When submitting your Request for Quote or placing a part to be checked for Design for Manufacturing (DFM) for swiss machines, the knowledge of desired tolerance parameters and ranges for your turned part would be much more helpful than general descriptions of the tolerances. Production tolerances on modern Swiss type CNC Machines is represented in the table below: For aluminum-specific tolerance callouts on turned parts, see aluminum CNC machining tolerances and surface roughness standards for CNC parts.
| Parameter | Range / Value | Notes |
|---|---|---|
| Bar diameter (max) | 2 mm – 38 mm | 32mm most common; 38mm on Tornos and Hanwha XD38 models |
| Dimensional tolerance | ±0.0001″ – ±0.0002″ | Requires SMQ stock and properly fitted guide bushing |
| L:D ratio | 3:1 min → 20:1 max | Below 3:1, conventional CNC lathe is usually sufficient |
| Axis count | 7 – 13 axes | Simultaneous multi-axis enables complex part geometries in one setup |
| Guide bushing clearance | ±0.0002″ or better | Must be matched to bar OD for runout-free operation |
| Setup time | 1 – 8 hours | Simple diameter change: ~1 hr; full multi-tool program: 4–8 hrs |
| Typical surface finishes | Ra 0.4 – 1.6 μm (16–63 μin) | Post-machining finishing often not required on swiss-turned small parts |
📐 Engineering Note — SMQ Bar Stock
SMQ bar is close-tolerance produced through a drawing operation that features an OD tolerance of +0.000/.002 – about 2.5X closer than cold finished bar stock’s +/0.005. One machine shop using one machine for a family of stainless steel parts was able to reduce mid-run guide bushing adjustments by over 80% when it switched from cold finished bar to SMQ. Prior to being loaded on a machine, all over-diameter barstock should be sent through a straighten press.
Misaligned bars tend to create vibrations, shifts in dimensions, and shorten the life of guide bushings. Such close-tolerance bar stock, of a type formulated for CNC swiss machines, is available from steel producers such as Carpenter Technologies, other specialty steel mills, and steel service centers.
Understanding the benefits of Swiss machining — and where it adds cost rather than value — is the starting point for any process selection decision. Balancing this ensures you don’t specify too much to receive less cost. For applications specifically involving small aluminum components, see swiss screw machining for small aluminum parts.
✔ Advantages
⚠️ Limitations
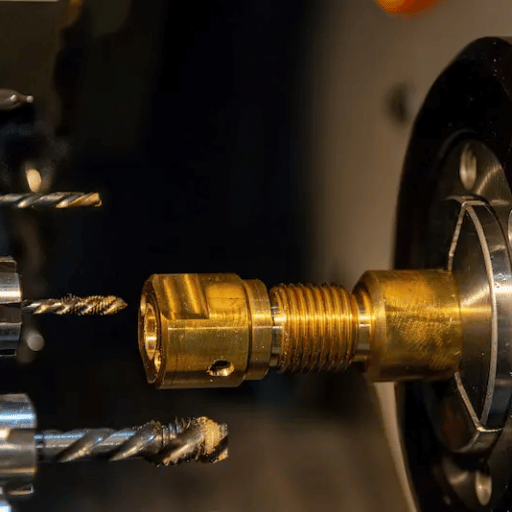
Aluminum chips are reported by Field Practitioners as the #1 operational problem on swiss machines. Long, stringy chips wrap up around the bar stock and can seize the guide bushing causing scrap and guide bushing destruction in the middle of the run. Shops with high aluminum part volumes use peck cycles, high pressure coolant at the tool, and more modern Servo Learning Oscillation to make chips break prior to piling up.
Swiss lathes handle an exceptionally wide range of materials — from soft free-machining brass and aluminum to hard-to-cut titanium alloys and nickel superalloys — while delivering fine surface finishes (Ra 0.4–1.6 μm) that reduce or eliminate downstream finishing operations. Compatible materials:
Swiss machining produces the complex components that make high-stakes systems function at spec. In industries like medical, aerospace, and electronics, machining small, slender parts to tight tolerances with exceptional accuracy is non-negotiable. Every application below shares the same profile: complex geometries combining turning and milling in a single setup, for intricate parts well beyond the capability range of a traditional lathe.
1. Medical devices – Bone screws, surgical pins, catheter connectors, dental implants, neurostimulator leads. Material – Titanium Grade 5, SS 316L, held to tolerances of 0.0002 inches or microns. Medical device CNC machining for implantable components demands precise, multi-start thread pitch on part features held to microns over a production run of tens of thousands of pieces- Swiss lathes do this in one, unattended cycle.
2. Aerospace – Fuel system fittings, sensor housings, hydraulic connectors, structural fasteners. Titanium alloys, Al 7075. Production to AS9100. Swiss machining’s simultaneous axes eliminate the fixture transfers that accumulate positional error across multi-setup conventional machining. For material-specific context, see aerospace CNC machining.
3. Electronics & Connectors – Connector pins, micro-shafts, sensor bodies, coaxial housing pins. Material – Brass 360, Al 6061. Diameter range – 2-8 mm. Today’s trend in electronics miniaturization is taking connector pins from 3mm down to 1.2mm-a process and size where only Swiss machining can maintain tighter tolerances.
4. Automotive & EV – Fuel injector needles, ABS sensor pins, EV motor shaft components, battery management connector pins. Material – SS 303, C1018. Transition to EV production has doubled the demand for Swiss machines in producing their most precise parts-and also requires them at much higher volumes.
5. Watchmaking – Gear shafts, crown stems, escapement components, rotor axles. Material – Brass alloys. Diameter range – 0.3-4 mm. Today’s most challenging job for Swiss turning: Producing parts with tight tolerances at a microscopic scale, just as it was back in the 19th century when Swiss machining was first pioneered to produce these fine details.
6. Firearms – Firing pins, trigger components, bolt carrier parts, buffer detents. Material – 4140 chromoly steel, SS 17-4 PH. Firearms manufacturers turn to Swiss machining to meet the high tolerance, small diameter, round part demands inherent in many small arm systems.
📋 Case Example: Titanium Bone Screw Production
For example, a US based orthopedic implant maker in 2024 needed to ramp production on 50,000 medical-grade, 4:1 length to diameter, 0.0002 inch thread pitch Grade 5 titanium bone screws. They were encountering severe thread form issues and slipping into off-spec with the conventional 2-axis CNC lathes during the thread cycle due to deflection of the slim screw shank. A switch to a Citizen L20 Swiss with SMQ Titanium barstock significantly reduced their scrap from 3.2 percent to 0.4 percent, saving $7,900 in material waste per year alone on this single part alone, in a part material that costs about $3.60 per piece. Setup cost for the Swiss was higher, but it was the only option that was capable to run.
“Today’s Swiss machines look nothing like the very first Swiss turned components from nearly 150 years ago, yet their niche remains the very same: the precise turning of small-diameter, tiny-form, multi-axis machining that is impossible with conventional machining.”

Five manufacturers supply the overwhelming majority of swiss lathes currently running in production worldwide. Each has a distinct engineering heritage, controls architecture, and application focus. Brand-new Japanese machines typically run $200,000–$400,000 before bar feeder, tooling, and installation; quality used machines from 2015–2020 deliver comparable tolerance capability at roughly one-third the price.
| Brand | Origin | Max Bar | Control System | Best Fit |
|---|---|---|---|---|
| Citizen | Japan | 32 mm (42 mm XL) | CINCOM (proprietary) | Medical, aerospace; LFV chip-breaking for Ti/SS |
| Tsugami | Japan | 32 mm | Fanuc 32i / Mitsubishi M80 | First swiss lathe purchase; Fanuc familiarity, value |
| Tornos | Switzerland | 32 mm (36 mm XL) | TB-DECO / Fanuc | Watchmaking, ultra-precision aerospace, high-mix |
| Star CNC | Japan | 32 mm | Fanuc / Star SV-20 (older models) | High-volume automotive; known for machine longevity |
| Hanwha | South Korea | 32 mm (51 mm XD38) | Fanuc | Budget-accessible; largest bar diameter option |
Citizen (Japan) — Proprietary CINCOM control, LFV oscillating technology that breaks titanium and stainless steel chips through controlled tool vibration. First choice for medical shops cutting complex materials. Tsugami (Japan) — Fanuc-based controls; consistently the top-selling machine for shops placing their first swiss order. Tornos (Switzerland) — TB-DECO control; legacy leader in watchmaking and can handle bar stock to 36 mm. Star CNC (Japan) — Fanuc controls on newer models; known for machine longevity (1990s Stars still holding tolerance in some shops). Hanwha (South Korea) — Most affordable entry point, with some models accepting 51 mm bar stock. For shops new to swiss turning, Tsugami and Star offer the widest pool of Fanuc-trained operators.
“If you need advanced chip control on tough materials like titanium or medical-grade stainless steel, the investment in a Citizen is easily justified by the increased tool life and part finish.
But if you’re just breaking into swiss machining, there’s no faster or easier entry than to find a Tsugami or Star between 12mm and 25mm in the $50,000-$90,000 ranges”

5 things to know before buying a swiss lathe Every part does not belong in a swiss lathe If a simple pin or turned “slug” has a tight tolerance specification and no holes or outside diameter features are being performed that a conventional lathe cannot achieve, then swissing that pin will almost always be more expensive. Part of this has to do with the cost of setting up a swiss lathe and part has to do with SMQ (standard material quantity or minimum stock order quantity). Fortunately, the industry has largely settled on a simple 4 condition heuristic called the 3:1 Rule for this decision.
The ratio of L:D is 3:1 (Length divided by Diameter). This ratio marks the point where your part begins to gain sufficient rigidity from the guide bushing support that a fixed-head machine cannot achieve. This guideline, where the difference in the tool pressure on both machines becomes significant and a swiss is definitively required (if everything else holds), has been refined over decades of industry experience.
💡 The 3:1 Rule: Swiss Lathe Selection Framework
| IF L:D ratio ≥ 3:1 | → Swiss lathe recommended — guide bushing support delivers real deflection savings |
| IF bar diameter ≤ 38 mm | → Dimensionally compatible with swiss lathe bar capacity |
| IF tolerance ≤ ±0.0005″ | → Swiss lathe precision level is required |
| IF volume ≥ 100 pcs/batch | → Setup economics are favorable at this scale |
| All 4 conditions met | → Strong Swiss candidate — request a swiss machining quote |
| L:D < 3:1 AND dia > 38mm | → Fixed-head CNC turning center is the right process |
| Volume < 50 pcs, simple geometry | → Live-tool lathe or conventional turning is more economical |
For a deeper operational guide on swiss process selection, see swiss CNC machining: when and why to use it.
Worth noting about volume: for certain cases with extreme specifications (e.g., orthopedic pins on a part from 2015-2020 where the L:D would require the rigidity of a swiss at 6:1 and a tolerance within ±0.0002), quantity becomes irrelevant as there is only one machine that can hold tolerance. However, for simpler geometry parts where both a swiss and conventional lathe could hold the required tolerances, quantity is of paramount importance and, alongside setup cost, will determine your manufacturing cost economics.
Minimum viable job size varies between shops. While 22-100 pieces isn’t a hard universal threshold, if the complexity or tolerances of the job warrant swiss, some shops will gladly run it. The deciding factor is setup economics — a simple tooling change can take under an hour, but a complete reprogram of multi-tool live-tooling parts, including validation, can take 4–8 hours. As a rule of thumb, if setup time represents more than 25–30% of total job value, you should be looking at live-tool CNC lathe or swiss manufacturing,even for job sizes down to fifty pieces if those pieces require three setups on manual equipment, because that single setup on swiss will offset higher machine time rates.
Swiss machining capability in 2025-2026 has become a supply chain constraint from a capability enhancement focus. It’s an interesting combination of several demand-side trends that have come together at the same time without offsetting supply-side development.
Data indicates the same thing across multiple sources. According to TrendX Insights’ May 2026 analysis, the global market for CNC lathes is expected to grow from $12.47 billion in 2025 to $20.72 billion by 2034 at a CAGR of 5.8%, with a “significant role of Swiss-type lathes contributing to its growth.” Swiss Turn System markets, specifically, are valued at $1.76 billion in 2024 and projected to reach $3.05 billion by 2035 with a CAGR of 5.16% — the market will double in size in roughly a decade (Market Research Future, 2024). If you are a procurement manager sourcing EV components for 2026–2027, and haven’t already qualified Swiss machine suppliers, you’re already behind.
Trend 1-Miniaturization of Medical Devices: From bone anchors and drug-delivery catheter components to leads for neurostimulators, the size of many modern medical devices and components is pushing into and below 1.5 mm — a critical size threshold that requires Swiss machining centers that accommodate sub-1mm tooling. Implant manufacturers producing to ISO 13485 quality systems require Swiss machining as a validated process method at this size range — not an option, but a hard requirement for leading Medical Device OEMs.
Trend 2-EV and Automotive Electrification: As the electrification of personal and commercial vehicles continues, the demand for such parts as ABS sensors, EV motor shaft components, battery management connector pins, and solenoid valve bodies all requires precision and repeatability, which can be achieved with Swiss machining. Tier 1 OEMs are increasingly mandating Swiss machining process qualification as a condition for sourcing consideration. Volume requirements are now several orders of magnitude larger than the Swiss watch industry ever generated. For parallel developments in precision manufacturing speed, see high-speed CNC machining.
Trend 3-Lights-out Automation: The ability to fully automate lights-out (unattended) manufacturing through advances in robotic part catchers and servo-driven bar feeders with modern Swiss turning centers is transforming production costs. Automating the manufacturing cell reduces direct labor costs by 40–60% per part vs. manned, dual-shift operations — significantly cutting machine downtime from manual loading and reducing unplanned stoppages. Smaller contract shops can reach cost-competitiveness previously restricted to Tier 1 suppliers by deploying flexible tooling for swiss turning cells, optimizing tooling options for each part family.
A move that medical device and EV buyers need to make: If your medical device or EV component roadmap for 2026-2027 calls for a 3:1 Rule compliant component, then securing swiss machining suppliers today – before lead times tighten even more – is the operationally prudent play. Lead times at swiss machine shops tightened 15-20% since 2023. Supply has been unable to keep up with equipment purchases.
A CNC turning machine with a sliding headstock and guide bushing. Bar stock feeds axially through the guide bushing while stationary tools cut within 0.020″–0.080″ of the support point — eliminating workpiece deflection on slender parts and holding tolerances to ±0.0001″. Diameter range: 2 mm–38 mm.
Jakob Schweizer, a watchmaker in 1870s Switzerland, designed the sliding headstock to produce the thin, precise shafts the Swiss watch industry required. His design proved effective enough for small-diameter precision turning that it spread globally over the following century. “Swiss” refers to the machine type, not the manufacturing country — today, most swiss lathes are built in Japan (Citizen, Tsugami, Star), Switzerland (Tornos), and South Korea (Hanwha).
Who are the big 5 Swiss Machine Builders?
1. Citizen (Japan, owns LFV chip breaking, CINCOM control) 2. Tsugami (Japan, Fanuc controls, low-cost entry point) 3.
Tornos (Switzerland, high precision, watchmaking heritage, TB-DECO control) 4. Star CNC (Japan, long lived machines, newer ones are Fanuc) 5. Hanwha (South Korea, Fanuc controls, affordable option that runs bar up to 2” in some cases).
Citizen and Star have large bases in medical and aerospace work in the USA. Tsugami is often the first swiss lathe you’d consider as a conventional shop starting up swiss turn.
Check the 3:1 Rule first — is the part L:D ≥ 3:1, diameter ≤ 38 mm, tolerance ≤ ±0.0005″, volume ≥ 100 pcs/batch? If yes, choose brand based on your primary material and market: Citizen for medical or aerospace processing with titanium or stainless (LFV technology for chip control), Tsugami or Star for general jobshop work with the broadest operator experience (Fanuc controls), Tornos for watchmaking or Swiss-origin tight tolerances. Verify local service availability before purchasing — a $200,000 machine with no local support on day one is no aid to profitability.
Bone screws, surgical pins, catheter connectors, fuel injector needles, connector pins, EV motor shaft components, watch gear shafts, and firearms components — any slender, high-precision turned part where L:D exceeds 3:1 and tolerances run ±0.0001″–±0.0002″.
Buy in-house when swiss-type parts represent 40–50% or more of your production volume, when tight tolerances require in-house quality process control for certification purposes (ISO 13485, AS9100), or when outsourced lead times are creating downstream scheduling risk in your production planning. A machine tool running two shifts can justify itself against outsourced rates within 18–24 months at meaningful volume.
Outsource when swiss parts are incidental to your core work, when volumes don’t justify a $200,000–$400,000 capital commitment, or when you’re still validating part designs and process specifications. Contract swiss machining shops — including those offering full CNC machining services — are well suited for prototype runs, low-volume production, and medium-volume precision parts where capital investment ROI doesn’t yet close. Many buyers start with contract machining to validate the process before bringing it in-house.
Need Swiss Lathe Parts Machined?
Lecreator offers custom CNC turned precision parts-including swiss type-tight tolerances, and quick delivery, with included DFM support at no cost.
About This Guide
This guide was researched and authored by the Lecreator engineering team with direct expertise in swiss-type cnc machining for medical device, aerospace, and precision industrial applications. Our data points — bar diameters, tolerance ranges, cycle times, and manufacturer specs — have been verified against manufacturer documentation, industry practitioner sources, and published competitor articles. Lecreator operates swiss turning centers producing high-precision, complex components across metals, plastics, and titanium alloys, with accuracy and repeatability validated to ±0.0001″ per production qualification. For part-specific questions contact our applications engineers.
Reviewed by Lecreator Engineering Team









