


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Un tornio svizzero chiamato anche tornio scorrevole per pale o tornio svizzero è una macchina di tornitura CNC costruita per produrre parti di piccolo diametro e ad alta precisione che si deviassero e si guastassero su un tornio convenzionale. Il calcio della barra avanza attraverso una boccola di guida di precisione mentre gli utensili da taglio fissi lavorano entro frazioni di pollice da quel punto di supporto. Il risultato: tolleranze strette fino a 0,0001 su parti con rapporti lunghezza/diametro che un tornio a testa fissa semplicemente non può gestire.
Questa guida copre il funzionamento meccanico dei torni svizzeri, cosa li separa dai centri di tornitura CNC standard, le specifiche tecniche, i materiali compatibili, i cinque marchi leader e un quadro decisionale pratico per determinare quando la lavorazione svizzera è la scelta giusta per i tuoi pezzi Lecreator's Servizi di lavorazione CNC includi tornitura di tipo svizzero per applicazioni mediche, aerospaziali e industriali di precisione.
Specifiche rapide: tornio svizzero
| Intervallo del diametro del calcio della barra | 2 mm 38 mm (modelli di produzione standard) |
| Tolleranze ottenibili | ±00″0.0001±0,002″ |
| Conteggio assi | 7 v 13 assi (2 assi su torni CNC convenzionali) |
| Rapporto L: D massimo | Fino a 20:1 senza deflessione |
| Refrigerante primario | Olio ad alta capacità termica rispetto all'acqua |
| Tipo di paletta | Il lavoro scorrevole del pezzo stazionario avanza lungo gli strumenti dell'asse Z |
| Requisito di stock di barra | SMQ (Qualità della macchina della vite) materiale macinato per la modalità di boccola di guida |
La storia del tornio svizzero risale al 1870, quando l'orologiaio Jakob Schweizer in Svizzera progettò un tornio con una paletta scorrevole per risolvere un problema che all'epoca definiva la produzione di precisione: come produrre alberi sottili e sottili per orologi da tasca senza che la parte frustasse fuori asse alle alte velocità del mandrino I torni convenzionali dell'era fissavano il posto del pezzo e spostavano l'utensile finemente per parti corte e rigide, inutili per le aste delicate e i pergolati richiesti da un orologio meccanico.
La soluzione di Schweizer era quella di alimentare il materiale della barra attraverso una boccola di guida aderente e far scorrere la paletta lungo l'asse Z, facendo avanzare materiale fresco man mano che ogni sezione lavorata si liberava. Gli utensili da taglio rimanevano fissi; il pezzo si muoveva.
Ciò ha mantenuto l'azione di taglio all'interno di una frazione di pollice del punto di supporto della boccola di guida (eliminando l'overhang a sbalzo che causava la deflessione) Entro un decennio dalla sua introduzione, il concetto si era diffuso attraverso il nastro per orologeria svizzero rendendo i torni automatici un dispositivo standard nello stile svizzero della produzione di macchine a vite di precisione. Negli anni '60, con i sistemi di controllo CNC che rendevano pratici complessi programmi multiasse, i torni di tipo svizzero erano entrati nella produzione industriale ben oltre l'orologeria.
La macchina svizzera CNC di oggi funziona secondo lo stesso principio Schweizer, ampliato per la produzione multiasse brevettato Ogni tornio CNC di tipo svizzero da un'unità desktop compatta a una cella di produzione di tornitura CNC di tipo svizzero completo condivide due caratteristiche: la testata scorrevole che fa avanzare il pezzo lungo l'asse Z, il sistema di boccole di guida, inclusa la pinza indurita e le boccole di precisione che supportano il pezzo nel punto di taglio.
Tutto il resto, il sottomandrino, la piastra dell'utensile a nastro, l'alimentatore a barra, gli assi vivi, il meccanismo è costruito attorno a rendere quel nucleo più veloce, più capace e autonomo.
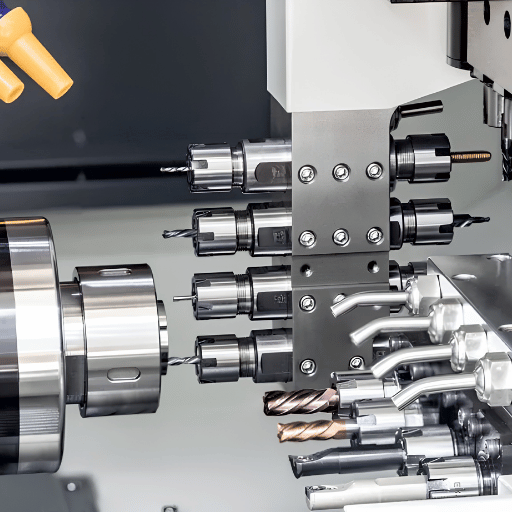
Il ciclo operativo su un tornio di tipo svizzero segue una sequenza ripetuta.
Un alimentatore a barra servoazionata carica nella macchina una lunghezza di 12 piedi di calcio a barra La barra passa attraverso la pinza della paletta scorrevole e si estende attraverso la boccola di guida nella zona di taglio Il mandrino ruota la barra ad alto RPM mentre il gruppo paletta-collet e tutto avanza lungo l'asse Z.
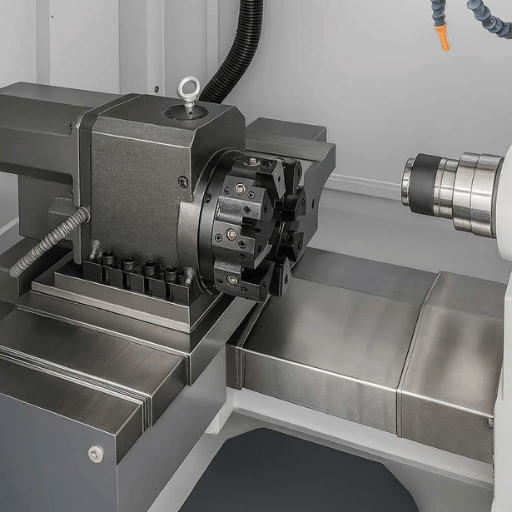
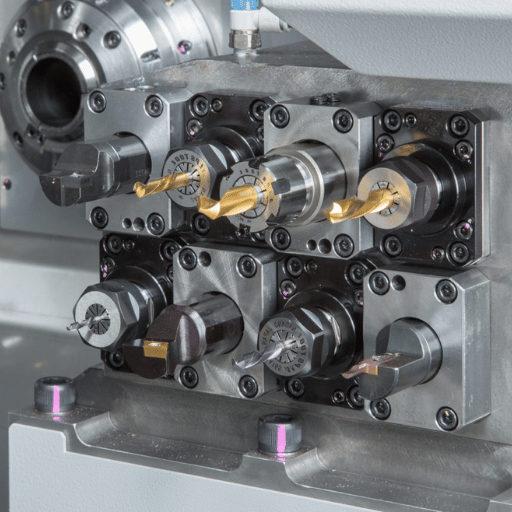
Gli utensili da taglio sono montati su piastre a nastro fisse o torrette posizionate immediatamente davanti alla boccola di guida, lavorando il pezzo mentre vi alimenta.
Questa è un'inversione fondamentale della normale premessa del tornio Su un tornio CNC convenzionale, tieni fermo il pezzo e l'utensile viaggia lungo la sua lunghezza Con un tornio svizzero, mantieni gli utensili da taglio e la slitta svizzera per il backworking fissi nello spazio rispetto alla boccola di guida, mentre il pezzo passa attraverso la boccola di guida (che assomiglia a una lunga pinza) nel punto dei tagli. Il supporto proviene dal bus di guida (supporto) posizionato appena 0.020″0.08" dietro il tagliente (tagliente) 80) che provoca la deflessione del pezzo su un tornio fisso, indipendentemente da quanto sia lunga la parte finita.
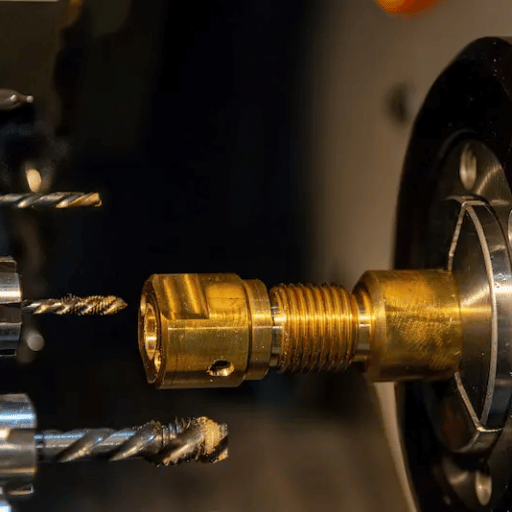
I modelli più recenti e popolari includono una configurazione a doppio mandrino Dopo aver tagliato la sequenza di lavorazione sul lato anteriore di una parte, il sottomandrino tira la parte libera dalla barra con un utensile di taglio ed esegue qualsiasi operazione di foratura, fresatura, laminazione del filo o smussatura sul lato posteriore dell'estremità del pezzo che era precedentemente intrappolato nella pinza del mandrino principale, alimentando contemporaneamente la materia prima della parte nuova attraverso la boccola di guida e in posizione per il ciclo del lato anteriore Dopo il back-working, il sottomandrino rilascia la parte e cade in un vassoio di raccolta Con questi modelli, il ciclo di un pezzo finito è completato e parte il lato anteriore di un nuovo pezzo. Non è necessario alcun intervento dell'operatore durante l'intero ciclo.
Tuttavia, per sfruttare appieno la breve sporgenza non supportata che il carrello dell'utensile può fornire sui nuovi modelli svizzeri, spesso possono essere dotati di boccola di guida (nota anche come “chucker mode”). Quando una parte non ha troppa L/D, uno standard generalmente accettato prevede che le parti abbiano una L/D di 3:1 o meno quando non vengono eseguite boccole di guida: non c'è sufficiente sbalzo dell'utensile e estensione del pezzo da lavorare per questo tipo di problema di sporgenza. “Noi giriamo le parti oltre 30 o 40 volte il nostro diametro, afferma”, un ingegnere delle vendite per un produttore leader, “, ma se verranno eseguite ad alta velocità senza supporto, e se tiriamo la boccola, ciò vanifica lo scopo di acquistare un tornio svizzero.”
Le boccole guida sono sia rotanti che fisse Il tipo fisso (stazionario) è richiesto quando la massima precisione (±0,0005 "o più stretta) è d'obbligo, mentre le boccole di guida rotanti sono la scelta più comune per il normale lavoro di produzione, impedendo alla boccola di guida in acciaio di scavare il materiale vivo mentre gira Le boccole di guida stazionarie possono essere utilizzate in applicazioni speciali dove le tolleranze sono 0,0005 e il supporto di lavoro estremamente rigido deve essere assicurato eliminando tutti i giochi rotanti nella boccola di guida Le boccole di guida rotanti ruotano insieme alla barra sui cuscinetti.
Guida alle buste e agli stock SMQ per note tecniche
Macchina a vite SMQ È necessario un calcio a barra di qualità-terra quando si esegue una macchina in modalità boccola di guida Utilizzare solo il calcio a barra SMQ poiché il materiale finito a freddo oscillerà ad alte velocità, con conseguente finitura e dimensioni incoerenti e durata della boccola di guida ridotta Eseguire l'ID foro della boccola di guida entro 0,0002 “del diametro OD del calcio della barra (4375 bar con una boccola di guida 0,4375) Se il diametro della barra è superiore a ”, assicurarsi di alimentare la barra direttamente prima del caricamento; la barra diritta e pulita elimina i problemi di vibrazione e previene il guasto dimensionale all'interno della boccola La boccola di guida viene rettificata entro 0002” ID.

Quando si confrontano le macchine svizzere con un tornio standard, entrambi i tipi di macchine possono produrre parti tornite con tolleranza stretta C.Y. ma lo realizzano con approcci di progettazione fondamentalmente diversi Rispetto ai torni convenzionali, le macchine di tipo svizzero danno priorità alla precisione e all'efficienza su una geometria snella e ad alto L: D; i centri di tornitura convenzionali sono meglio abbinati a lavori brevi e di grande diametro La scelta giusta dipende dalla geometria della parte e dal profilo del volume, non semplicemente dall'obiettivo di tolleranza Per comprendere una prospettiva più ampia della selezione del processo CNC, fare riferimento alla nostra guida intitolata Scegliere tra Fresatura CNC e tornitura CNC.
| Dimensione | Tornio svizzero (Punta scorrevole) | Tornio CNC convenzionale (Testa Fissa) |
|---|---|---|
| Testata | Scivola lungo l'asse Z; il pezzo avanza negli strumenti | Fisso; l'utensile da taglio attraversa lungo la lunghezza del pezzo |
| Boccola guida | Presente 2 supporta il pezzo da lavorare 0,00", 0,80 "dal punto di taglio | Mandrino a sbalzo con colletto |
| Conteggio assi | 713 assi (operazioni simultanee multiasse) | 25 assi (necessarie operazioni più allestimenti) |
| Capacità L: D | Fino a 20:1 senza deflessione | I problemi di deflessione iniziano al di sopra del rapporto L: D 4:1 |
| Tipo di liquido refrigerante | Olio (alto) e alto potere lubrificante, riduce l'usura degli utensili | Emulsione a base di acqua (Best heat dissipation) |
| Tempo di ciclo (parti complesse) | Più assi più veloci corrono simultaneamente per passaggio | Ogni operazione più lenta viene eseguita in sequenza |
| Requisito di stock di barra | SMQ/massa necessaria per la modalità boccola guida | Barra rifinita a freddo standard accettabile |
Nessuna delle due macchine ha il bordo dall'altra Entrambi sono l'utensile appropriato per un dato insieme di profili di geometria e volume Un tornio svizzero ha il bordo sopra una testa fissa convenzionale CNC se: rapporto L: D è maggiore di 3:1.
Tolleranza tra 0,0005 e 0,0001 La geometria della parte mescola le caratteristiche tornite e fresate Il volume di produzione giustifica il tempo di configurazione più lungo.
Una macchina CNC a testa fissa convenzionale ha il vantaggio rispetto a una macchina svizzera se: Il diametro è superiore a 38 mm La geometria è di tipo corto stabby dove il supporto della boccola di guida non è necessario Lavori rapidi di giro a basso volume.
Altrimenti, la boccola di guida non presenta alcun vantaggio in termini di deflessione se la parte è sufficientemente corta da poter essere trattenuta stabilmente nella macchina senza.
Quando si invia la richiesta di preventivo o si posiziona una parte da controllare per la progettazione per la produzione (DFM) per macchine svizzere, la conoscenza dei parametri di tolleranza e degli intervalli desiderati per la parte tornita sarebbe molto più utile delle descrizioni generali delle tolleranze di produzione sulle moderne macchine CNC di tipo svizzero è rappresentata nella tabella seguente: Per le chiamate di tolleranza specifiche per l'alluminio sulle parti tornite, vedere tolleranze di lavorazione CNC in alluminio e standard di rugosità superficiale per parti CNC.
| Parametro | Intervallo/valore | Note |
|---|---|---|
| Diametro della barra (max) | 38 mm 2 mm | 32mm più comune; 38mm sui modelli Tornos e Hanwha XD38 |
| Tolleranza dimensionale | ±00″0.0001±0,002″ | Richiede stock SMQ e boccola di guida adeguatamente montata |
| Rapporto L: D | 3:1 min → 20:1 max | Al di sotto di 3:1, il tornio CNC convenzionale è solitamente sufficiente |
| Conteggio assi | 7 13 assi | Il multiasse simultaneo consente geometrie di parti complesse in un'unica configurazione |
| Sgombero boccole guida | ±0,0002″ o migliore | Deve essere abbinato alla barra OD per un funzionamento privo di runout |
| Tempo di configurazione | 1 8 ore | Cambio di diametro semplice: ~ 1 ora; programma completo multi-strumento: 4 ore |
| Finiture tipiche di superficie | Ra 0,4μin (1,6μm (16,6μin) | La finitura post-lavorazione spesso non è richiesta su minuterie tornite in formato svizzero |
Nota tecnica (SMQ Bar) Stock
La barra SMQ è una tolleranza stretta prodotta attraverso un'operazione di trafilatura che presenta una tolleranza OD di +0,000/.002 più vicina di 2,5X rispetto alla barra finita a freddo di stock +/0,005 Un'officina meccanica che utilizza una macchina per una famiglia di parti in acciaio inossidabile è stata in grado di ridurre le regolazioni delle boccole di guida di metà corsa di oltre 80% quando è passata dalla barra finita a freddo a SMQ. Prima di essere caricata su una macchina, tutto il calcio a barre di diametro superiore deve essere inviato attraverso una pressa raddrizzata.
Le barre disallineate tendono a creare vibrazioni, spostamenti di dimensioni e abbreviare la durata delle boccole di guida. Tale calcio di barre a tolleranza stretta, del tipo formulato per macchine svizzere CNC, è disponibile presso produttori di acciaio come Carpenter Technologies, altre acciaierie specializzate e centri di assistenza per l'acciaio.
Comprendere i vantaggi del punto di lavoro ("Beneding") e dove aggiunge il costo piuttosto che il valore ("value") Swiss è la decisione di selezione del processo di partenza Il bilanciamento garantisce di non specificare troppo per ricevere meno costi Per applicazioni che coinvolgono specificamente piccoli componenti in alluminio, vedere lavorazione a vite svizzera per piccole parti in alluminio.
ages Vantaggi
️ Limitazioni
I chip di alluminio sono segnalati dai professionisti sul campo come il problema operativo #1 sulle macchine svizzere. I chip lunghi e fibrosi si avvolgono attorno al calcio della barra e possono afferrare la boccola guida causando la distruzione dei rottami e delle boccole di guida nel bel mezzo della corsa. I negozi con volumi di parti in alluminio elevati utilizzano cicli di peck, refrigerante ad alta pressione sullo strumento e una più moderna oscillazione di apprendimento del servo per far sì che i chip si rompano prima di accumularsi.
I torni svizzeri gestiscono una gamma eccezionalmente ampia di materiali, dall'ottone morbido a lavorazione libera e dall'alluminio alle leghe di titanio duro da tagliare e alle superleghe di nichel, offrendo al contempo finiture superficiali fini (Ra 0.4.6m) che riducono o eliminano le finiture a valle operazioni. Materiali compatibili:
La lavorazione svizzera produce i componenti complessi che fanno funzionare i sistemi ad alto rischio a specifiche In settori come quello medico, aerospaziale ed elettronico, la lavorazione di parti piccole e sottili con tolleranze strette con eccezionale precisione non è negoziabile. Ogni applicazione seguente condivide lo stesso profilo: geometrie complesse che combinano tornitura e fresatura in un unico setup, per parti complesse ben oltre la gamma di capacità di un tornio tradizionale.
1. dispositivi medici (medicinali) Viti a forma di osso, perni chirurgici, connettori per cateteri, impianti dentali, cavi per neurostimolatori Materiale (Titanium Grade 5), SS 316L, mantenuto a tolleranze di 0,0002 pollici o micron. Lavorazione CNC di dispositivi medici per i componenti impiantabili è necessario un passo del filo preciso e multi-avvio sulle caratteristiche delle parti mantenute a micron durante un ciclo di produzione di decine di migliaia di pezzi: i torni svizzeri lo fanno in un ciclo incustodito.
2. aerospaziale (Aerospace) Raccordi per sistemi di combustibile, alloggiamenti per sensori, connettori idraulici, elementi di fissaggio strutturali Leghe di titanio, Al 7075 Produzione a AS9100 Gli assi simultanei della lavorazione svizzera eliminano i trasferimenti di infissi che accumulano errori di posizione attraverso la lavorazione convenzionale multi-impostazione Per il contesto specifico del materiale, vedere lavorazione CNC aerospaziale.
3. elettronica & connettori & connettori Perni del connettore, micro-afts, corpi del sensore coassiale perni dell'alloggiamento Materiale, ottone Al 360 Diametro gamma 60 60 Oggi la tendenza in elettronica mini-abitacolo sta prendendo i perni del connettore da 3mm fino a 1,2mm-un processo e dimensioni in cui solo la lavorazione svizzera può mantenere tolleranze più strette.
4. perni dell'iniettore di carburante di Automotive & EV & EV & EV & F Aghi dell'iniettore di carburante, perni dell'albero del motore di EV, perni del connettore di gestione della batteria Materiale, C1018 La transizione alla produzione di EV ha raddoppiato la domanda di macchine svizzere che producono le loro parti più precise-anche le richiede a volumi molto più alti.
5. gamma di rotori per la produzione di gear, steli di corona, componenti di scappamento, assi di rotori per scappamento, Materiale 3 Breslave Diametro 4 mm Il lavoro più impegnativo di oggi per Swiss Watch ha prodotto parti con tolleranze strette proprio come nel XIX secolo, quando la lavorazione svizzera fu pioniera per la prima volta nella produzione di questi dettagli raffinati.
6. perni di cottura delle armi da fuoco, componenti del grilletto, parti del porta otturatore, fermi del buffer Materiale-acciaio al cromo 4140, SS 17 PH. I produttori di armi da fuoco si rivolgono alla lavorazione svizzera per soddisfare le esigenze di parti rotonde ad alta tolleranza e di piccolo diametro inerenti a molti sistemi a braccio piccolo.
Esempio di caso: produzione di viti ossee in titanio
Ad esempio, un produttore di impianti ortopedici con sede negli Stati Uniti nel 2024 aveva bisogno di aumentare la produzione su viti ossee in titanio di grado medico, lunghezza/diametro 4:1, passo filettato di grado 5 da 0,0002 pollici. Stavano riscontrando gravi problemi di forma del filo e scivolando in fuori specifica con i torni CNC convenzionali a 2 assi durante il ciclo del filo a causa della deflessione del gambo sottile della vite. Il passaggio a un Citizen L20 Swiss con calcio a barre SMQ Titanium ha ridotto significativamente i loro rottami dal 3,2% allo 0,4%, risparmiando $7.900 di rifiuti di materiale all'anno solo su questa singola parte, in un materiale parziale che costa circa $3,60 per pezzo. Il costo di installazione per gli svizzeri era più alto, ma era l'unica opzione in grado di funzionare.
“Le macchine svizzere di”Today non assomigliano per niente ai primissimi componenti torniti svizzeri di quasi 150 anni fa, eppure la loro nicchia rimane la stessa: la tornitura precisa della lavorazione multiasse di piccolo diametro, minuscola forma, impossibile con la lavorazione convenzionale.”

Cinque produttori forniscono la stragrande maggioranza dei torni svizzeri attualmente in produzione in tutto il mondo. Ciascuno ha un patrimonio ingegneristico distinto, controlla l'architettura e il focus dell'applicazione. Le nuovissime macchine giapponesi in genere funzionano con $200,000,$4000 prima dell'alimentatore a barre, dell'utensile e dell'installazione; le macchine usate di qualità del 20152020 offrono capacità di tolleranza comparabili a circa un terzo del prezzo.
| Marchio | Origine | Max Bar | Sistema di controllo | Migliore Vestibilità |
|---|---|---|---|---|
| Cittadino | Giappone | 32 mm (42 mm XL) | CINCOM (proprietario) | Medicale, aerospaziale; rompi-chip LFV per Ti/SS |
| Tsugami | Giappone | 32 mm | Fanuc 32i/Mitsubishi M80 | Primo acquisto di tornio svizzero; Fanuc familiarità, valore |
| Tornos | Svizzera | 32 mm (36 mm XL) | TB-DECO/Fanuc | Orologeria, aerospaziale ultraprecision, high-mix |
| Stella CNC | Giappone | 32 mm | Fanuc /Star SV-20 (modelli più vecchi) | Automotive ad alto volume; noto per la longevità della macchina |
| Hanwha | Corea del Sud | 32 mm (51 mm XD38) | Fanuc | Budget accessibile; opzione diametro barra maggiore |
Cittadino (Giappone) (Pro) Controllo proprietario (Proprietary) Tecnologia oscillante CINCOM (LFV) che rompe i trucioli di titanio e acciaio inossidabile attraverso la vibrazione controllata degli utensili Prima scelta per le officine mediche che tagliano materiali complessi. Tsugami (Giappone) – Controlli basati su Fanuc; costantemente la macchina più venduta per i negozi che effettuano il loro primo ordine svizzero. Tornos (Svizzera) 10 TB-DECO controllo; leader legacy in orologeria e può gestire stock di barre a 36 mm. Star CNC (Giappone) 100 controlli Fanuc su modelli più recenti; per longevità della macchina (anni '90 Stelle che mantengono ancora tolleranza in alcuni negozi). Hanwha (Corea del Sud) 51 mm Bar Stock più conveniente, con alcuni modelli che accettano bar stock da 51 mm Per i negozi nuovi alla tornitura svizzera, Tsugami e Star offrono il pool più ampio di operatori addestrati Fanuc.
“Se hai bisogno di un controllo avanzato dei trucioli su materiali resistenti come il titanio o l'acciaio inossidabile di qualità medicale, l'investimento in un Citizen è facilmente giustificato dall'aumento della durata dell'utensile e della finitura delle parti.
Ma se stai solo entrando nella lavorazione svizzera, non c'è ingresso più veloce o più facile che trovare uno Tsugami o una Star tra 12 mm e 25 mm nelle gamme $50,000-$90,000”

5 cose da sapere prima di acquistare un tornio svizzero Ogni parte non appartiene a un tornio svizzero Se un semplice perno o tornito “slug” ha una specifica di tolleranza stretta e non vengono eseguiti fori o caratteristiche di diametro esterno che un tornio convenzionale non può raggiungere, allora la torsione di quel perno sarà quasi sempre più costosa Parte di questo ha a che fare con il costo di installazione di un tornio svizzero e parte ha a che fare con SMQ (quantità di materiale standard o quantità minima di ordine di magazzino) Fortunatamente, l'industria ha ampiamente optato per una semplice euristica a 4 condizioni chiamata regola 3:1 per questa decisione.
Il rapporto di L: D è 3:1 (Lunghezza divisa per Diametro) Questo rapporto segna il punto in cui la tua parte inizia ad acquisire una rigidità sufficiente dal supporto della boccola di guida che una macchina a testa fissa non può raggiungere Questa linea guida, dove la differenza nella pressione dell'utensile su entrambe le macchine diventa significativa ed è definitivamente richiesto uno swiss (se tutto il resto regge), è stata perfezionata in decenni di esperienza nel settore.
La regola 3:1: Quadro svizzero di selezione dei tornio
| SE rapporto L: D ≥ 3:1 | → Il supporto per boccole guida → Swiss consigliati (consigliato) offre un risparmio reale sulla deflessione del tornio |
| diametro della barra IF ≤ 38 mm | → Dimensionalmente compatibile con la capacità della barra del tornio svizzera |
| tolleranza IF ≤ ±0,0005″ | → È richiesto il livello di precisione del tornio svizzero |
| volume IF ≥ 100 pz/lotto | → L'economia delle configurazioni è favorevole su questa scala |
| Tutte e 4 le condizioni soddisfatte | → Forte candidato svizzero → richiedi un preventivo di lavorazione svizzero |
| L:D 38 mm | → Il centro di tornitura CNC a testa fissa è il processo giusto |
| Volume < 50 pz, geometria semplice | → Tornio con utensili vivi o tornitura convenzionale è più economico |
Per una guida operativa più approfondita sulla selezione dei processi svizzeri, cfr lavorazione CNC svizzera: quando e perché utilizzarla.
Da notare sul volume: per certi casi con specifiche estreme (ad esempio, perni ortopedici su una parte dal 2015-2020 dove la L: D richiederebbe la rigidità di una swiss a 6:1 e una tolleranza entro ±0,0002), la quantità diventa irrilevante in quanto c'è solo una macchina che può contenere la tolleranza Tuttavia, per parti a geometria più semplice in cui sia un tornio svizzero che convenzionale potrebbero contenere le tolleranze richieste, la quantità è di fondamentale importanza e, insieme al costo di installazione, determinerà la tua economia dei costi di produzione.
La dimensione minima del lavoro praticabile varia tra i negozi Mentre 22-100 pezzi non è una soglia universale difficile, se la complessità o le tolleranze del lavoro giustificano la disponibilità, alcuni negozi lo eseguiranno volentieri Il fattore decisivo è l'economia della configurazione (il semplice cambio utensile può essere inferiore a un'ora, ma un riprogramma completo di parti di utensili vivi multiutensile, inclusa la convalida, può richiedere 48 ore. Come regola del pollice, se il tempo rappresenta più di 2530% del valore totale del lavoro, dovresti guardare il tornio vivo o la produzione svizzera, anche per dimensioni del lavoro fino a cinquanta pezzi se questi pezzi richiedono tre configurazioni su apparecchiature manuali, perché quella singola configurazione su swiss compenserà tassi di tempo macchina più elevati.
La capacità di lavorazione svizzera nel 2025-2026 è diventata un vincolo della catena di fornitura da un focus sul miglioramento delle capacità È un'interessante combinazione di diverse tendenze dal lato della domanda che si sono unite allo stesso tempo senza compensare lo sviluppo dal lato dell'offerta.
I dati indicano la stessa cosa attraverso più fonti Secondo l'analisi di TrendX Insights di maggio 2026, il mercato globale dei torni CNC dovrebbe crescere da $12,47 miliardi nel 2025 a $20,72 miliardi entro il 2034 a un CAGR di 5.8%, con un ruolo significativo dei torni di tipo svizzero che contribuiscono alla sua crescita I mercati Swiss Turn System, nello specifico, sono valutati a $1,76 miliardi nel 2024 e si prevede che raggiungeranno $3,05 miliardi entro il 2035 con un CAGR di 5,16% (il mercato raddoppierà di dimensioni in circa un decennio (Market Research Future, 2024) Se sei un responsabile degli appalti che fornisce componenti EV per il 20262027 e non hai già fornitori svizzeri qualificati, sei già indietro.
Tendenza 1-miniaturizzazione dei dispositivi medici: dagli ancoraggi ossei e componenti per la somministrazione di farmaci ai cavi per neurostimolatori, la dimensione di molti dispositivi e componenti medici moderni sta spingendo verso e 1,5 mm al di sotto della soglia di dimensione critica della lavorazione svizzera che richiede una lavorazione meccanica svizzera che consenta attrezzature sub-1mm I produttori di impianti che producono fino alla qualità ISO 13485 richiedono la lavorazione svizzera come metodo convalidato a questa gamma di dimensioni. Non un'opzione, ma un requisito rigido per i principali OEM di dispositivi medici.
Trend 2-EV e Elettrificazione automobilistica: mentre l'elettrificazione dei veicoli personali e commerciali continua, la domanda di parti come sensori ABS, componenti dell'albero motore EV, perni di connettori per la gestione della batteria e corpi di elettrovalvole richiede tutti precisione e ripetibilità, che possono essere ottenute con la lavorazione svizzera Gli OEM di livello 1 impongono sempre più la qualificazione del processo di lavorazione svizzero come condizione per la considerazione dell'approvvigionamento I requisiti di volume sono ora di diversi ordini di grandezza maggiori di quelli mai generati dall'industria orologiera svizzera Per sviluppi paralleli nella velocità di produzione di precisione, cfr lavorazione CNC ad alta velocità.
Trend 3Lights-out Automazione: La capacità di automatizzare completamente la produzione di luci spente (non presidiata) attraverso i progressi nei raccoglitori di parti robotici e negli alimentatori a barre servo-guidati con i moderni costi di produzione svizzeri sta trasformando i costi di produzione Automatizzare i costi di produzione delle celle Automatizzare i costi diretti del lavoro di 4001TP3 per parte vs. operazioni con equipaggio, riduzione significativa dei tempi di fermo macchina dovuti al caricamento e riduzione delle interruzioni non pianificate Le piccole officine contrattuali possono raggiungere la competitività dei costi precedentemente limitata ai fornitori di livello 1 implementando utensili flessibili per le celle di tornitura svizzere, ottimizzando le opzioni di utensile per ciascuna famiglia di parti.
Una mossa che gli acquirenti di dispositivi medici e veicoli elettrici devono fare: se la tabella di marcia dei dispositivi medici o dei componenti EV per il periodo 2026-2027 richiede una regola conforme a 3:1, allora proteggere i fornitori di lavorazione sw oggi prima che i tempi di lavorazione prud siano ancora più rigidi è operativamente i tempi di consegna nei negozi di macchine svizzeri hanno reso più stretti 15-20% dal 2023. La fornitura non è stata in grado di tenere il passo con gli acquisti di attrezzature.
Una macchina di tornitura CNC con una paletta scorrevole e una boccola di guida. Il calcio della barra assialmente attraverso la guida mentre gli utensili fissi tagliano entro 0,020 "0,08" del punto di supporto 0 "eliminando la deflessione del pezzo su parti sottili e tolleranze di tenuta a ±0.0001" Intervallo del diametro: 2 mm 38 mm.
Jakob Schweizer, orologiaio nella Svizzera del 1870, progettò la paletta scorrevole per produrre gli alberi sottili e precisi richiesti dall'industria orologiera svizzera Il suo design si dimostrò abbastanza efficace per la tornitura di precisione di piccolo diametro da diffondersi a livello globale nel secolo successivo. “iss” si riferisce al tipo di macchina, non al paese produttore (oggi, la maggior parte dei lat svizzeri sono costruiti in Giappone (Citizen, Tsugami, Star), Svizzera (Tornos), e Corea del Sud (Hanwha).
Chi sono i 5 grandi costruttori svizzeri di macchine?
1. Cittadino (Giappone, possiede la rottura del chip LFV, controllo CINCOM) 2. Tsugami (Giappone, controlli Fanuc, punto di ingresso a basso costo) 3.
Tornos (Svizzera, alta precisione, patrimonio orologiero, controllo TB-DECO) 4. Star CNC (Giappone, macchine di lunga durata, quelle più recenti sono Fanuc) 5. Hanwha (Corea del Sud, controlli Fanuc, opzione conveniente che esegue bar fino a 2” in alcuni casi).
Citizen e Star hanno grandi basi nel lavoro medico e aerospaziale negli Stati Uniti. Tsugami è spesso il primo tornio svizzero che considereresti un negozio convenzionale che avvia una svolta svizzera.
Controllare la regola 3:1 prima ≥ la parte L: D 3:1, diametro ≤ 38 mm, tolleranza ≤ ±.0005″, volume ≥ 100 pz/lotto? se sì, scegliere la marca in base al materiale primario e al mercato: Cittadino per la lavorazione medica o aerospaziale con titanio o inox (tecnologia LFV per il controllo dei chip), Tsugami o Star per il lavoro generale in officina con la più ampia esperienza dell'operatore (controlli Fanuc), Tornos per orologeria o Swiss-origin stretta disponibilità prima di acquistare una macchina 1TP4,000 senza aiuto per la redditività locale un giorno non è un aiuto per la redditività locale.
Viti ossee, perni chirurgici, connettori per cateteri, aghi per iniettori di carburante, perni di connettore, componenti dell'albero del motore EV, alberi degli ingranaggi dell'orologio, qualsiasi componente tornito snello e ad alta precisione in cui LD supera le tolleranze 3:1 "±0.0001" e armi da fuoco ±0.000".
Acquista internamente quando le parti di tipo svizzero rappresentano 40 o più del tuo volume di produzione, quando tolleranze strette richiedono un controllo di qualità interno del processo a fini di certificazione (ISO 13485, AS9100) o quando i tempi di consegna in outsourcing creano un rischio di pianificazione a valle nella pianificazione della produzione Una macchina utensile che esegue due turni può giustificarsi contro i tassi di outsourcing entro 18485, AS9100) a un volume significativo.
Le parti svizzere in outsourcing sono accessorie rispetto al tuo lavoro principale, quando i volumi non giustificano un'offerta $00,0002, 1TP, 0000 o quando hai ancora progetti di parti validi e specifiche di processo Contract swiss machining shop, inclusi i servizi di lavorazione CNC completi, sono adatti per prototipi, produzione in volumi ridotti e parti di precisione in volumi medi in cui il ROI di investimento di capitale non si chiude ancora Molti acquirenti iniziano con la lavorazione a contratto per convalidare il processo prima di portarlo internamente.
Hai bisogno di pezzi svizzeri per tornio lavorati?
Lecreator offre parti di precisione tornite CNC personalizzate, comprese tolleranze a tenuta di tipo svizzero e consegna rapida, con supporto DFM incluso gratuitamente.
Informazioni su questa guida
Questa guida è stata ricercata e creata dal team di ingegneri Lecreator con esperienza diretta nella lavorazione cnc di tipo svizzero, applicazioni industriali aerospaziali e di precisione I nostri punti dati (diametri a barra medica, intervalli di barre), tempi di ciclo di tolleranza e specifiche del produttore (tempi di tolleranza) sono stati verificati documentazione del produttore, fonti di professionisti del settore e articoli della concorrenza pubblicati Lecreator gestisce centri di tornitura svizzeri che producono componenti complessi ad alta precisione su metalli, plastica e leghe di titanio, con accuratezza e ripetibilità convalidate a ±0,0001" per qualifica di produzione Per domande specifiche del produttore contatta i nostri ingegneri applicativi.
Recensito da Lecreator Engineering Team









