


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Un torno suizo -ñame, también llamado torno de cabezal deslizante o torno de tipo suizo -ñame, es una máquina torneadora CNC construida para producir piezas de pequeño diámetro y alta precisión que se desviarían y fallarían en un torno convencional. El material de la barra avanza a través de un casquillo guía de precisión rectificado mientras las herramientas de corte estacionarias trabajan dentro de fracciones de pulgada de ese punto de soporte. El resultado: tolerancias tan estrictas como 0,0001 en piezas con relaciones longitud-diámetro que un torno de cabezal fijo simplemente no puede manejar.
Esta guía cubre cómo funcionan mecánicamente los tornos suizos, qué los separa de los centros de torneado CNC estándar, especificaciones técnicas, materiales compatibles, las cinco marcas líderes y un marco de decisión práctico para determinar cuándo el mecanizado suizo es la elección correcta para sus piezas. Lecreator's Servicii de mecanizare CNC incluya torneado de tipo suizo para aplicaciones médicas, aeroespaciales e industriales de precisión.
Especificaciones rápidas: torno suizo
| Rango de diámetro de la culata de la barra | 2 mm « 38 mm (modelos de producción estándar) |
| Tolerancias alcanzables | ±0,0001« -- ±0,0002« |
| Recuento de ejes | 7 ñáx 13 (frente a 2 ñáx5 en tornos CNC convencionales) |
| Relación máxima L:D | Hasta 20:1 sin desvío |
| Refrigerante primario | Aceite “alta lubricidad, menor capacidad calorífica que el agua |
| Tipo de cabezal | La pieza de trabajo deslizante avanza a lo largo del eje Z hacia herramientas estacionarias |
| Cerință de stock de bar | Culata de tierra SMQ (Calidad de la máquina de tornillos) para modo de casquillo guía |
La historia del torno suizo se remonta a la década de 1870, cuando el relojero Jakob Schweizer en Suiza diseñó un torno con un cabezal deslizante para resolver un problema que definía la fabricación de precisión en ese momento: cómo producir ejes delgados y delgados para relojes de bolsillo sin que la pieza se saliera del eje. a altas velocidades del husillo. Los tornos convencionales de la época fijaban la pieza de trabajo y movían la herramienta «fina para piezas cortas y rígidas, pero inútil para las delicadas varillas y cenadores que requiere un reloj mecánico.
La solución de Schweizer fue alimentar la barra a través de un casquillo guía ajustado y deslizar el cabezal a lo largo del eje Z, avanzando material fresco a medida que cada sección mecanizada quedaba libre. Las herramientas de corte permanecieron fijas; la pieza de trabajo se movió.
Esto mantuvo la acción de corte a una fracción de pulgada del punto de soporte del casquillo guía 'eliminando el voladizo que causaba la deflexión. Una década después de su introducción, el concepto se había extendido por la correa de relojería suiza, haciendo de los tornos automáticos un elemento estándar en el estilo suizo de fabricación de máquinas de tornillo de precisión. En la década de 1960, con los sistemas de control CNC que hacían prácticos programas complejos de múltiples ejes, los tornos de tipo suizo habían entrado en la fabricación industrial mucho más allá de la relojería.
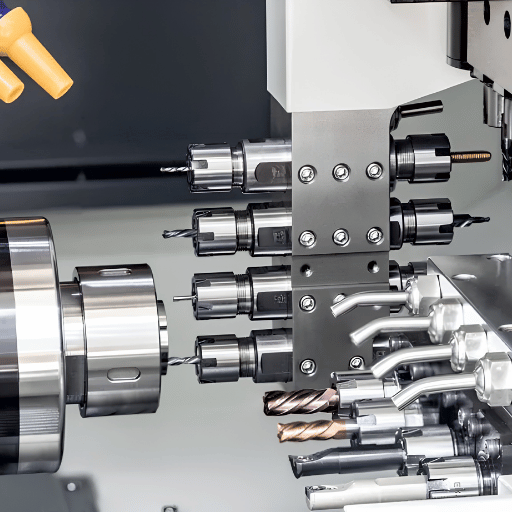
La máquina suiza CNC actual funciona exactamente según el mismo principio patentado por Schweizer, ampliado para la producción multieje. Cada torno CNC de tipo suizo, desde una unidad de escritorio compacta hasta una celda de producción de tornos CNC de tipo suizo completa, comparte dos características estructurales: el cabezal deslizante que hace avanzar la pieza a lo largo del eje Z y el sistema de casquillos guía, que incluye pinzas endurecidas y casquillos de precisión. - que soporta la pieza en el punto de corte.
Todo lo demás (el subhusillo, la placa de herramientas de pandillas, el alimentador de barras, los ejes de herramientas activos) se basa en hacer que ese mecanismo central sea más rápido, más capaz y más autónomo.
El ciclo de funcionamiento de un torno de tipo suizo sigue una secuencia repetida.
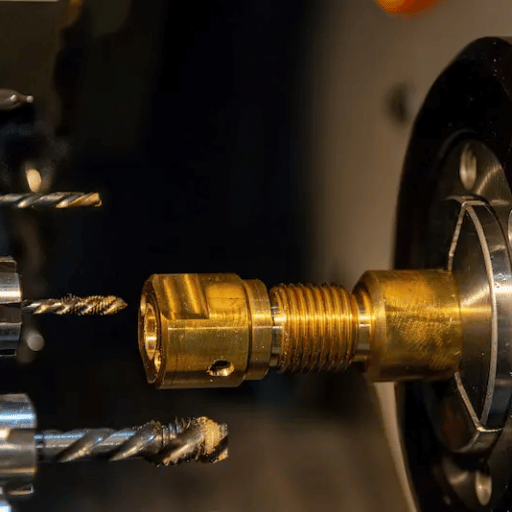
Un alimentador de barra servoaccionado carga una longitud de 12 pies de barra en la máquina. La barra pasa a través del collar del cabezal deslizante y se extiende a través del casquillo guía hasta la zona de corte. El husillo hace girar la barra a altas RPM mientras el conjunto del cabezal avanza a lo largo del eje Z.
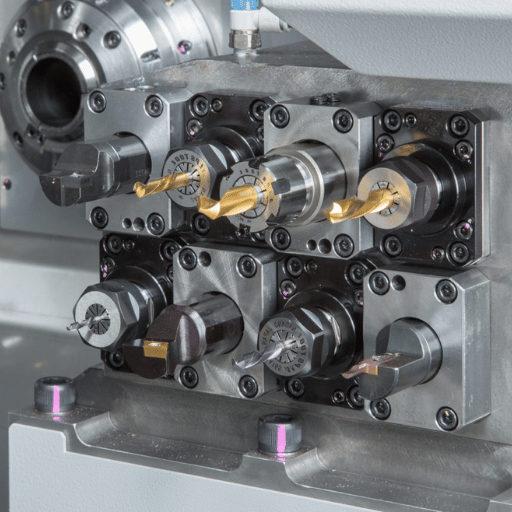
Las herramientas de corte están montadas sobre placas de banda estacionarias o torretas colocadas inmediatamente delante del casquillo guía, trabajando la pieza de trabajo a medida que se introduce en ellas.
Esa es una inversión fundamental de la premisa normal del torno. En un torno CNC convencional, se mantiene fija la pieza de trabajo y la herramienta se desplaza a lo largo de su longitud. Con un torno suizo se mantienen fijas en el espacio las herramientas de corte y la corredera de retrotrabajo suiza con respecto al casquillo guía, mientras que la pieza de trabajo pasa a través del casquillo guía (que parece un collar largo) en el punto de corte. El soporte proviene del sistema de casquillo guía « colocado sólo 0,020 «-0,080 « detrás del filo « eliminando el voladizo que provoca la desviación de la pieza en un torno de cabezal fijo sin importar la longitud de la pieza terminada.
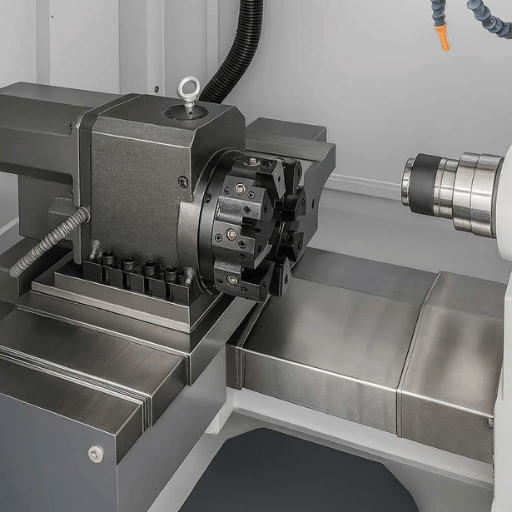
La mayoría de los modelos más nuevos y populares incluyen una configuración de doble husillo. Después de cortar la secuencia de mecanizado frontal de una pieza, el subhusillo libera la pieza de la barra con una herramienta de corte y realiza cualquier operación de perforación, fresado, laminado de roscas o biselado posterior en el extremo de la pieza de trabajo que anteriormente estaba atrapada en el collar del husillo principal, mientras simultáneamente alimenta la materia prima de la pieza nueva a través del casquillo guía y en su posición para el ciclo frontal. Después del trabajo posterior, el subhusillo libera la pieza y cae en una bandeja de recolección. Con estos modelos, se completa el ciclo de una pieza terminada y comienza la parte frontal de una nueva pieza. No se necesita intervención del operador durante todo el ciclo.
Sin embargo, para aprovechar al máximo el voladizo corto sin soporte que la corredera de herramientas puede proporcionar en los modelos suizos más nuevos, a menudo pueden equiparse sin casquillo guía (también conocido como “modo chucker”). Cuando una pieza no tiene demasiado L/Da, el estándar generalmente aceptado es que las piezas tengan un L/D de 3:1 o menos cuando no se ejecuta ningún casquillo guía; no hay suficiente herramienta en voladizo y extensión de pieza de trabajo para que surja este tipo de problema de voladizo. “Giramos piezas de más de 30 o 40 veces nuestro diámetro”, dice un ingeniero de ventas de un fabricante líder, “pero si van a funcionar a alta velocidad sin soporte, y si tiramos del casquillo, eso frustra el propósito de comprar un torno suizo”
Los casquillos guía son giratorios o estacionarios. Se requiere el tipo fijo (estacionario) cuando es imprescindible la máxima precisión (±0,0005 « o más apretado), mientras que los casquillos guía giratorios son la opción más común para trabajos de producción normales, evitando que el casquillo guía de acero corte la culata viva a medida que gira. Los casquillos guía estacionarios se pueden utilizar en aplicaciones especiales donde las tolerancias son 0,0005 y se debe garantizar un soporte de trabajo extremadamente rígido eliminando todo juego giratorio en el casquillo guía. Los casquillos guía giratorios giran junto con la barra de los cojinetes.
📐 Nota de ingeniería « Buje guía y stock SMQ
Se requiere una barra de tierra de calidad de la máquina con tornillo SMQ cuando se ejecuta una máquina en el modo de casquillo guía. Utilice únicamente la barra SMQ, ya que el acabado en frío se tambaleará a altas velocidades, lo que provocará un acabado y dimensiones inconsistentes y una vida útil reducida del casquillo guía. Ejecute el ID del orificio de su casquillo guía dentro de 0,0002 “ del OD del casquillo de la barra (.4375 bar con un casquillo guía de .4375). Si el diámetro de su barra es superior a ”, asegúrese de alimentar la barra directamente antes de cargarla; La barra recta y limpia elimina los problemas de vibración y evita fallas dimensionales dentro del casquillo. El casquillo guía se rectifica con un ID de 0,0002”.

Al comparar las máquinas CNC suizas con un torno estándar, ambos tipos de máquinas pueden producir piezas torneadas con una tolerancia estricta, pero lo hacen con enfoques de diseño fundamentalmente diferentes. En comparación con los tornos convencionales, las máquinas de tipo suizo priorizan la precisión y la eficiencia en geometría delgada y de alto L:D; Los centros de torneado convencionales se adaptan mejor a trabajos cortos y de gran diámetro. La elección correcta depende de la geometría de la pieza y del perfil de volumen, no simplemente del objetivo de tolerancia. Para comprender una perspectiva más amplia de la selección de procesos CNC, consulte nuestra guía titulada Elegir entre Fresado CNC y Torneado CNC.
| Dimensión | Torno suizo (cabezal deslizante) | Torno CNC convencional (Cabeza Fija) |
|---|---|---|
| Cabezal | Se desliza a lo largo del eje Z; La pieza de trabajo avanza hacia las herramientas | Fijo; La herramienta de corte atraviesa la longitud de la pieza de trabajo |
| Buje guía | Presente « admite pieza de trabajo 0.020«-0.080® desde el punto de corte | Ausente « pieza de trabajo en voladizo desde el portabrocas |
| Recuento de ejes | 7-13 ejes (operaciones simultáneas multieje) | 2-5 ejes (operaciones secuenciales, se necesitan más configuraciones) |
| Capacidad L:D | Hasta 20:1 sin desvío | Los problemas de deflexión comienzan por encima de la relación L:D de 4:1 |
| Tipo de refrigerante | Aceite “alta lubricidad, reduce el desgaste de las herramientas y el calor | Emulsión a base de agua “mejor disipación del calor |
| Tiempo de ciclo (partes complejas) | Más rápido « se ejecutan varios ejes simultáneamente por pasada | Más lento « cada operación se ejecuta secuencialmente |
| Cerință de stock de bar | Se requiere SMQ/material de tierra para el modo de casquillo guía | Se acepta barra estándar con acabado en frío |
Ninguna máquina tiene el borde sobre la otra. Ambas son la herramienta adecuada para un determinado conjunto de perfiles de geometría y volumen. Un torno suizo tiene el borde sobre un CNC de cabezal fijo convencional si la relación: L:D es superior a 3:1.
Tolerancia entre 0,0005 y 0,0001. La geometría de la pieza mezcla características torneadas y fresadas. El volumen de producción justifica un tiempo de configuración más largo.
Una máquina CNC de cabezal fijo convencional tiene la ventaja sobre una suiza si: El diámetro es superior a 38 mm. La geometría es de tipo punzante corto donde no es necesario el soporte del casquillo guía. Trabajos de giro rápido y bajo volumen.
De lo contrario, el casquillo guía no tiene ninguna ventaja en la deflexión si la pieza es lo suficientemente corta como para mantenerse estable en la máquina.
Al enviar su Solicitud de cotización o colocar una pieza que se va a verificar para Diseño para fabricación (DFM) para máquinas suizas, el conocimiento de los parámetros y rangos de tolerancia deseados para su pieza torneada sería mucho más útil que las descripciones generales de las tolerancias. Las tolerancias de producción en las máquinas CNC modernas de tipo suizo se representan en la siguiente tabla: Para conocer las indicaciones de tolerancia específicas del aluminio en las piezas torneadas, consulte tolerancias de mecanizado CNC de aluminio y estándares de rugosidad superficial para piezas CNC.
| Parámetro | Rango/valor | Notas |
|---|---|---|
| Diámetro de la barra (máx.) | 2 mm ñan 38 mm | 32 mm más común; 38 mm en los modelos Tornos y Hanwha XD38 |
| Tolerancia dimensional | ±0,0001« -- ±0,0002« | Requiere material SMQ y casquillo guía correctamente instalado |
| Relación L:D | 3:1 min → 20:1 max | Por debajo de 3:1 suele ser suficiente el torno CNC convencional |
| Recuento de ejes | 7 ñan 13 ejes | Multieje simultáneo permite geometrías de piezas complejas en una sola configuración |
| Espacio libre para casquillos guía | ±0,0002® sau mai bine | Debe coincidir con la barra de diámetro exterior para un funcionamiento sin descentramiento |
| Hora de configuración | 1 -18 ore | Cambio de diámetro simple: ~1 hora; Programa completo multiherramienta: 4-8 hrs |
| Acabados superficiales típicos | Ra 0,4 « 1,6 μm (16-63 μin) | A menudo no es necesario el acabado posmecanizado en piezas pequeñas torneadas en suizo |
📐 Nota de ingeniería « Stock de barra SMQ
La barra SMQ se produce mediante una operación de estirado que presenta una tolerancia de DO de +0,000/.002 «aproximadamente 2,5 veces más cercana que la +/0,005 de la barra con acabado en frío. Un taller de máquinas que utilizó una máquina para una familia de piezas de acero inoxidable pudo reducir los ajustes del casquillo guía de recorrido medio en más de 80% cuando cambió de barra con acabado en frío a SMQ. Antes de cargarlo en una máquina, todo el material de barras de sobrediámetro debe enviarse mediante una prensa de enderezamiento.
Las barras desalineadas tienden a crear vibraciones, cambios de dimensiones y acortar la vida útil de los casquillos guía. Este tipo de barras de tolerancia estrecha, del tipo formulado para máquinas suizas CNC, está disponible en productores de acero como Carpenter Technologies, otras acerías especializadas y centros de servicios de acero.
Comprender los beneficios del mecanizado suizo «y dónde añade costes en lugar de valor « es el punto de partida para cualquier decisión de selección de procesos. Equilibrar esto garantiza que no especifique demasiado para recibir menos costos. Para aplicaciones que involucran específicamente pequeños componentes de aluminio, consulte mecanizado por tornillo suizo para pequeñas piezas de aluminio.
✔ Ventajas
⚠¦ Limitaciones
Los profesionales de campo informan que los chips de aluminio son el problema operativo #1 en las máquinas suizas. Las virutas largas y fibrosas se envuelven alrededor de la barra y pueden atascar el casquillo guía, provocando desechos y destrucción del casquillo guía en medio del recorrido. Las tiendas con altos volúmenes de piezas de aluminio utilizan ciclos de picoteo, refrigerante de alta presión en la herramienta y una oscilación de aprendizaje servo más moderna para hacer que las virutas se rompan antes de amontonarse.
Los tornos suizos manejan una gama excepcionalmente amplia de materiales, desde latón y aluminio blandos de mecanizado libre hasta aleaciones de titanio difíciles de cortar y superaleaciones de níquel, al tiempo que ofrecen acabados superficiales finos (Ra 0,4-1,6 μm) que reducen o eliminan las operaciones de acabado posteriores. Materiale comportabile:
El mecanizado suizo produce componentes complejos que hacen que los sistemas de alto riesgo funcionen según las especificaciones. En industrias como la médica, aeroespacial y electrónica, mecanizar piezas pequeñas y delgadas con tolerancias estrictas con una precisión excepcional no es negociable. Cada aplicación a continuación comparte el mismo perfil: geometrías complejas que combinan torneado y fresado en una sola configuración, para piezas complejas mucho más allá del rango de capacidad de un torno tradicional.
1. Dispositivos médicos 'tornillos óseos, clavijas quirúrgicas, conectores de catéter, implantes dentales, cables neuroestimuladores. Material 'Titanio Grado 5, SS 316L, mantenido a tolerancias de 0,0002 pulgadas o micras. Mecanizado CNC de dispositivos médicos para componentes implantables, se requiere un paso de rosca de arranque múltiple preciso en las características de la pieza sujetas a micrones durante una producción de decenas de miles de piezas; los tornos suizos lo hacen en un ciclo desatendido.
2. Accesorios para sistemas de combustible aeroespaciales, carcasas de sensores, conectores hidráulicos, sujetadores estructurales. Aleaciones de titanio, Al 7075. Producción a AS9100. Los ejes simultáneos del mecanizado suizo eliminan las transferencias de accesorios que acumulan errores de posición en el mecanizado convencional de configuraciones múltiples. Para conocer el contexto específico del material, consulte mecanizado CNC aeroespacial.
3. Electrónica y conectores 'Pinillos conectores, microejes, cuerpos de sensores, pasadores de carcasa coaxial. Material 'latón 360, Al 6061. Rango de diámetro '2-8 mm. La tendencia actual en la miniaturización de la electrónica es llevar los pines conectores de un proceso de 3 mm a 1,2 mm-a y un tamaño en el que sólo el mecanizado suizo puede mantener tolerancias más estrictas.
4. Agujas para inyectores de combustible, pasadores de sensores ABS, componentes del eje del motor EV y pasadores de conectores de gestión de baterías para automóviles y vehículos eléctricos. Material -gn SS 303, C1018. La transición a la producción de vehículos eléctricos ha duplicado la demanda de máquinas suizas para producir sus piezas más precisas y también las requiere en volúmenes mucho mayores.
5. Relojería gnante Ejes de engranajes, vástagos de corona, componentes de escape, ejes de rotor. Material ñan Aleaciones de latón. Rango de diámetro -ñan 0,3-4 mm. El trabajo más desafiante hoy en día para el torneado suizo: producir piezas con tolerancias estrictas a escala microscópica, tal como lo fue en el siglo XIX, cuando se inició por primera vez el mecanizado suizo para producir estos finos detalles.
6. Armas de fuego -contrafuertes, componentes del gatillo, piezas de portacerrojos, retenes de amortiguación. Material acero cromoly 4140, SS 17-4 PH. Los fabricantes de armas de fuego recurren al mecanizado suizo para satisfacer las demandas de piezas redondas, de diámetro pequeño y de alta tolerancia inherentes a muchos sistemas de brazos pequeños.
📋 Ejemplo de caso: Producción de tornillos óseos de titanio
Por ejemplo, en 2024 un fabricante de implantes ortopédicos con sede en EE. UU. necesitaba aumentar la producción de 50 000 tornillos para huesos de titanio de grado médico, de 4:1 de largo a diámetro y paso de rosca de 0,0002 pulgadas. Se encontraban con graves problemas de forma de rosca y se deslizaban fuera de las especificaciones con los tornos CNC convencionales de 2 ejes durante el ciclo de rosca debido a la deflexión del delgado vástago del tornillo. Un cambio a un Citizen L20 Swiss con barra de titanio SMQ redujo significativamente su chatarra del 3,2 por ciento al 0,4 por ciento, ahorrando $7900 en desperdicio de material solo por año en esta sola pieza, en una pieza de material que cuesta alrededor de $3,60 por pieza. El costo de instalación para los suizos fue mayor, pero fue la única opción que pudo funcionar.
“Las máquinas suizas actuales no se parecen en nada a los primeros componentes torneados suizos de hace casi 150 años, pero su nicho sigue siendo el mismo: el torneado preciso de mecanizado multieje, de pequeño diámetro y de forma pequeña, que es imposible con el mecanizado convencional”

Cinco fabricantes suministran la inmensa mayoría de los tornos suizos que actualmente se fabrican en todo el mundo. Cada uno tiene una herencia de ingeniería, una arquitectura de controles y un enfoque de aplicación distintos. Las máquinas japonesas nuevas suelen funcionar con $200.000-$400.000 antes del alimentador, las herramientas y la instalación de barras; Las máquinas usadas de calidad de 2015 a 2020 ofrecen una capacidad de tolerancia comparable a aproximadamente un tercio del precio.
| Marca | Origen | Barra máxima | Sistema de control | Mejor ajuste |
|---|---|---|---|---|
| Ciudadano | Japón | 32 mm (42 mm XL) | CINCOM (propietario) | Médico, aeroespacial; Descifrado de chips LFV para Ti/SS |
| Tsugami | Japón | 32 mm | Fanuc 32i / Mitsubishi M80 | Primera compra de torno suizo; Familiaridad Fanuc, valor |
| Tornos | Suiza | 32 mm (36 mm XL) | TB-DECO / Fanuc | Relojería, aeroespacial de ultra precisión, alta mezcla |
| Cnc estrella | Japón | 32 mm | Fanuc / Star SV-20 (modelos más antiguos) | Automoción de gran volumen; conocido por la longevidad de la máquina |
| Hanwha | Corea del Sur | 32 mm (51 mm XD38) | Fanuc | Accesible al presupuesto; opción de mayor diámetro de barra |
Ciudadano (Japón) «Control patentado CINCOM, tecnología oscilante LFV que rompe virutas de titanio y acero inoxidable mediante vibración controlada de la herramienta. Primera opción para talleres médicos que cortan materiales complejos. Tsugami (Japón) « Controles basados en Fanuc; Siempre la máquina más vendida para las tiendas que realizan su primer pedido suizo. Tornos (Suiza) «control TB-DECO; Líder heredado en relojería y puede manejar barras de hasta 36 mm. Star CNC (Japón) « Fanuc controla los modelos más nuevos; conocido por la longevidad de las máquinas (las estrellas de los años 90 todavía mantienen tolerancia en algunas tiendas). Hanwha (Corea del Sur) « El punto de entrada más asequible, con algunos modelos que aceptan barras de 51 mm. Para las tiendas nuevas en torneado suizo, Tsugami y Star ofrecen el grupo más amplio de operadores capacitados por Fanuc.
“Si necesita un control avanzado de virutas en materiales resistentes como titanio o acero inoxidable de calidad médica, la inversión en un Citizen se justifica fácilmente por la mayor vida útil de la herramienta y el acabado de las piezas.
Pero si recién estás iniciando el mecanizado suizo, no hay entrada más rápida o más fácil que encontrar un Tsugami o una Estrella entre 12 mm y 25 mm en los rangos $50,000-$90,000”

5 cosas que debe saber antes de comprar un torno suizo Cada pieza no pertenece a un torno suizo Si un simple pasador o “babosa” girada tiene una especificación de tolerancia estricta y no se realizan agujeros ni características de diámetro exterior que un torno convencional no pueda lograr, entonces El uso de ese pasador casi siempre será más caro. Parte de esto tiene que ver con el costo de instalar un torno suizo y otra parte tiene que ver con SMQ (cantidad de material estándar o cantidad mínima de pedido de existencias). Afortunadamente, la industria se ha decidido en gran medida por una heurística simple de 4 condiciones llamada Regla 3:1 para esta decisión.
La relación de L:D es 3:1 (Longitud dividida por Diámetro). Esta relación marca el punto en el que su pieza comienza a ganar suficiente rigidez con el soporte del casquillo guía que una máquina de cabezal fijo no puede lograr. Esta pauta, donde la diferencia en la presión de la herramienta en ambas máquinas se vuelve significativa y definitivamente se requiere un suizo (si todo lo demás se cumple), se ha perfeccionado a lo largo de décadas de experiencia en la industria.
💡 La regla 3:1: Marco de selección de tornos suizos
| IF Relación L:D ≥ 3:1 | → Torno suizo recomendado « El soporte del casquillo guía ofrece ahorros reales en deflexión |
| diámetro de la barra IF ≤ 38 mm | → Dimensionalmente compatible con la capacidad de la barra de torno suiza |
| Tolerancia IF ≤ ±0,0005« | → Se requiere nivel de precisión del torno suizo |
| IF volumen ≥ 100 uds/lote | → La economía de la configuración es favorable a esta escala |
| Se cumplieron las 4 condiciones | → Candidato suizo fuerte « solicite una cotización de mecanizado suizo |
| L:D 38 mm | → El centro de giro CNC de cabezal fijo es el proceso correcto |
| Volumen < 50 uds, geometría simple | → El torno Live-tool o el torneado convencional es más económico |
Para obtener una guía operativa más profunda sobre la selección de procesos suizos, consulte mecanizado CNC suizo: cuándo y por qué utilizarlo.
Vale la pena señalar el volumen: para ciertos casos con especificaciones extremas (por ejemplo, pasadores ortopédicos en una pieza de 2015-2020 donde la L:D requeriría la rigidez de un suizo a 6:1 y una tolerancia dentro de ±0,0002), la cantidad se vuelve irrelevante. ya que solo hay una máquina que puede mantener la tolerancia. Sin embargo, para piezas de geometría más simple donde tanto un torno suizo como un convencional podrían contener las tolerancias requeridas, la cantidad es de suma importancia y, junto con el costo de instalación, determinará la economía de los costos de fabricación.
El tamaño mínimo de trabajo viable varía entre tiendas. Si bien 22-100 piezas no es un umbral universal estricto, si la complejidad o las tolerancias del trabajo justifican el uso suizo, algunas tiendas estarán encantadas de gestionarlo. El factor decisivo es la economía de configuración: un simple cambio de herramientas puede tardar menos de una hora, pero una reprogramación completa de piezas de herramientas en vivo multiherramienta, incluida la validación, puede tardar 4-8 horas. Como regla general, si el tiempo de configuración representa más de 25-30% del valor total del trabajo, debería considerar la fabricación suiza o de torno CNC con herramientas activas, incluso para tamaños de trabajo de hasta cincuenta piezas si esas piezas requieren tres configuraciones en el equipo manual, porque esa configuración única en suizo compensará tasas de tiempo de máquina más altas.
La capacidad de mecanizado suiza en 2025-2026 se ha convertido en una limitación de la cadena de suministro debido a un enfoque de mejora de la capacidad. Es una combinación interesante de varias tendencias del lado de la demanda que se han unido al mismo tiempo sin compensar el desarrollo del lado de la oferta.
Los datos indican lo mismo en múltiples fuentes. Según el análisis de TrendX Insights de mayo de 2026, se espera que el mercado mundial de tornos CNC crezca de $12,47 mil millones en 2025 a $20,72 mil millones en 2034 a una tasa compuesta anual de 5,8%, con un ’papel importante de los tornos de tipo suizo contribuyendo a su crecimiento“ Los mercados de Swiss Turn System, concretamente, están valorados en $1,76 mil millones en 2024 y se prevé que alcancen $3,05 mil millones en 2035 con una tasa compuesta anual de 5,16% ” el mercado duplicará su tamaño en aproximadamente una década (Market Research Future, 2024). Si usted es un gestor de adquisiciones que obtiene componentes para vehículos eléctricos para 2026-2027 y no tiene proveedores de máquinas suizos ya cualificados, ya está atrasado.
Tendencia 1-Miniaturización de dispositivos médicos: desde anclajes óseos y componentes de catéteres de administración de fármacos hasta cables para neuroestimuladores, el tamaño de muchos dispositivos y componentes médicos modernos está empujando hacia 1,5 mm y menos ^ un umbral de tamaño crítico que requiere centros de mecanizado suizos que se adapten herramientas de menos de 1 mm. Los fabricantes de implantes que fabrican sistemas de calidad ISO 13485 requieren el mecanizado suizo como método de proceso validado en este rango de tamaño «no es una opción, sino un requisito estricto para los principales fabricantes de dispositivos médicos.
Tendencia 2-EV y electrificación automotriz: a medida que continúa la electrificación de vehículos personales y comerciales, la demanda de piezas como sensores ABS, componentes del eje del motor EV, pasadores de conectores de gestión de baterías y cuerpos de válvulas solenoides requiere precisión y repetibilidad, lo que puede ser logrado con mecanizado suizo. Los OEM de nivel 1 exigen cada vez más la calificación del proceso de mecanizado suizo como condición para la consideración de abastecimiento. Los requisitos de volumen son ahora varios órdenes de magnitud mayores que los que jamás haya generado la industria relojera suiza. Para desarrollos paralelos en velocidad de fabricación de precisión, consulte mecanizado CNC de alta velocidad.
Tendencia Automatización con 3 luces apagadas: La capacidad de automatizar completamente la fabricación con luces apagadas (sin asistencia) a través de avances en captadores de piezas robóticos y alimentadores de barras servoaccionados con modernos centros de torneado suizos está transformando los costos de producción. La automatización de la celda de fabricación reduce los costos de mano de obra directa en 40-60% por pieza frente a operaciones tripuladas de doble turno “, lo que reduce significativamente el tiempo de inactividad de las máquinas debido a la carga manual y reduce las paradas no planificadas. Los talleres contratados más pequeños pueden alcanzar una competitividad de costos previamente restringida a los proveedores de Nivel 1 mediante el despliegue de herramientas flexibles para las celdas de torneado suizas, optimizando las opciones de herramientas para cada familia de piezas.
Un movimiento que los compradores de dispositivos médicos y vehículos eléctricos deben tomar: si su hoja de ruta de dispositivos médicos o componentes de vehículos eléctricos para 2026-2027 exige un componente que cumpla con las reglas 3:1, entonces asegurar a los proveedores de mecanizado suizos hoy -ñan antes de que los plazos de entrega se ajusten aún más - es el juego operativamente prudente. Los plazos de entrega en los talleres mecánicos suizos se han reducido 15-20% desde 2023. El suministro no ha podido mantenerse al día con las compras de equipos.
Una máquina giratoria CNC con cabezal deslizante y casquillo guía. El material de la barra pasa axialmente a través del casquillo guía mientras las herramientas estacionarias cortan a 0,020 «-0,080 « del punto de soporte, eliminando la deflexión de la pieza de trabajo en piezas delgadas y manteniendo las tolerancias a ±0,0001 «. Rango de diámetro: 2 mm-38 mm.
Jakob Schweizer, relojero de la Suiza de la década de 1870, diseñó el cabezal deslizante para producir los ejes delgados y precisos que requería la industria relojera suiza. Su diseño resultó lo suficientemente eficaz como para realizar torneados de precisión de pequeño diámetro que se extendió globalmente durante el siglo siguiente. “Suizo” se refiere al tipo de máquina, no al país fabricante “hoy en día, la mayoría de los tornos suizos se fabrican en Japón (Ciudadano, Tsugami, Estrella), Suiza (Tornos) y Corea del Sur (Hanwha).
¿quiénes son los 5 grandes constructores de maquinaria suizos?
1. Citizen (Japón, posee la rotura de chips LFV, control CINCOM) 2. Tsugami (Japón, controles Fanuc, punto de entrada de bajo costo) 3.
Tornos (Suiza, alta precisión, herencia relojera, control TB-DECO) 4. Star CNC (Japón, máquinas de larga duración, las más nuevas son Fanuc) 5. Hanwha (Corea del Sur, controles Fanuc, opción asequible que ejecuta bar hasta 2” en algunos casos).
Citizen y Star tienen grandes bases en el trabajo médico y aeroespacial en EE.UU. Tsugami es a menudo el primer torno suizo que se considera un taller convencional que inicia su turno.
Verifique primero la regla 3:1 « ¿es la parte L:D ≥ 3:1, diámetro ≤ 38 mm, tolerancia ≤ ±0,0005®, volumen ≥ 100 uds/lote? En caso afirmativo, elija la marca según su material principal y mercado: Citizen para procesamiento médico o aeroespacial con titanio o acero inoxidable (tecnología LFV para control de chips), Tsugami o Star para trabajos generales en talleres con la más amplia experiencia del operador (controles Fanuc), Tornos para relojería o tolerancias estrictas de origen suizo. Verifique la disponibilidad del servicio local antes de comprar « una máquina $200,000 sin soporte local el primer día no ayuda a la rentabilidad.
Tornillos para huesos, pasadores quirúrgicos, conectores de catéter, agujas para inyectores de combustible, pasadores de conector, componentes de eje de motor EV, ejes de engranajes de reloj y componentes de armas de fuego: cualquier pieza torneada delgada y de alta precisión donde L:D exceda 3:1 y las tolerancias sean ±0,0001. «-0,0002®.
Compre internamente cuando las piezas de tipo suizo representen 40-50% o más de su volumen de producción, cuando tolerancias estrictas requieran un control interno del proceso de calidad para fines de certificación (ISO 13485, AS9100) o cuando los plazos de entrega subcontratados estén creando riesgos de programación posteriores en su planificación de producción. Una máquina herramienta que funcione en dos turnos puede justificarse frente a tarifas subcontratadas dentro de 18-24 meses con un volumen significativo.
Subcontrate cuando las piezas suizas son incidentales a su trabajo principal, cuando los volúmenes no justifican un compromiso de capital $200,000-$400,000, o cuando aún está validando diseños de piezas y especificaciones de proceso. Los talleres de mecanizado por contrato suizos, incluidos aquellos que ofrecen servicios completos de mecanizado CNC, son muy adecuados para ejecuciones de prototipos, producción de bajo volumen y piezas de precisión de volumen medio donde el retorno de la inversión de capital aún no se cierra. Muchos compradores comienzan con el mecanizado por contrato para validar el proceso antes de incorporarlo internamente.
¿necesita mecanizar piezas de torno suizo?
Lecreator ofrece piezas de precisión torneadas CNC personalizadas, incluidas tolerancias estrictas de tipo suizo, y entrega rápida, con soporte DFM incluido sin costo.
Acerca de esta guía
Esta guía fue investigada y escrita por el equipo de ingeniería de Lecreator con experiencia directa en mecanizado cnc de tipo suizo para aplicaciones industriales de precisión, aeroespaciales y de dispositivos médicos. Nuestros puntos de datos (diámetros de barra, rangos de tolerancia, tiempos de ciclo y especificaciones del fabricante) se han verificado con documentación del fabricante, fuentes de profesionales de la industria y artículos publicados de la competencia. Lecreator opera centros de torneado suizos que producen componentes complejos de alta precisión en metales, plásticos y aleaciones de titanio, con una precisión y repetibilidad validadas en ±0,0001 « por calificación de producción. Para preguntas específicas de cada pieza, comuníquese con nuestros ingenieros de aplicaciones.
Revisado por el equipo de ingeniería de Lecreator









