


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



In CNC machining, the internal corner design plays a very important role in determining the manufacturability and functionality of a part. Poorly designed internal corners can lead to complications in machining, increase production costs, and cause the failure of the part. This post discusses the intricacies of internal corners in CNC machining and suggests the best design practices that will make your projects smoother. If the reduction of tool wear, extended part life, or a more efficient machining process are your goals, then this guide will equip you with the right information to tackle these issues head-on. Keep on reading to learn about the techniques and knowledge that can change your CNC design approach completely.
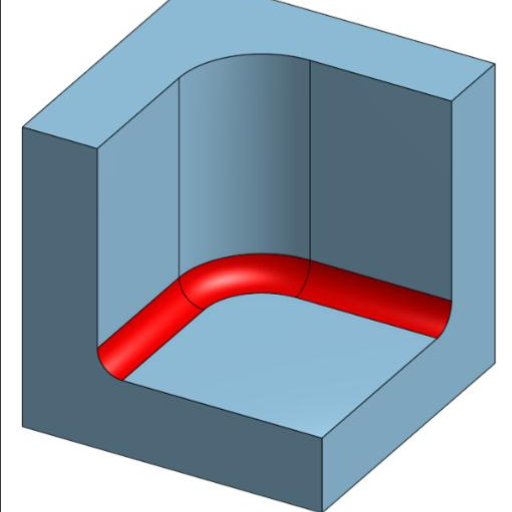
In CNC machining, the internal corners are points of intersection between two or more internal surfaces, which are generally 90 degrees or slightly rounded. These features are an integral part of the design and manufacturing processes as they will soon influence the performance and life of the machined part. They are a must in parts where very tight tolerances are required and smooth blending of surfaces is desired.
Machining of internal corners, however, is a problematic area due to the limitations placed on the cutting tools. The majority of CNC tools are cylindrical and hence incapable of producing extremely sharp internal corners. Instead, they will corner with a radius equal to the tool’s diameter. It is, therefore, crucial to devise the design in such a manner that prevents the occurrence of problems that cause more than normal material stress or tool wear that can then influence the quality of the final product.
Key Insight: In your part’s making, proper designing of internal corners necessitates being well-informed about the material and the tool’s restrictions. The application of fillets or a greater radius at internal corners can improve the accessibility of the cutting tool thus reducing the machining time as well as the point of stress concentration being lower. Designers have to deal with functional needs and at the same time being very clear about the manufacturing so that the part is not only useful but also the machining process is optimized with respect to time and costs.
Applying fillets or rounded corners can considerably lower the stress concentrations and, in turn, increase the lifetime of the parts. If the manufacturers correctly choose the radius in their design, these issues will easily be resolved, and the parts will be more reliable.
In CNC design, the corner shapes’ selection is crucial because it directly affects the manufacturability, productivity, and quality of the final product. Design with sharp corners can cause regions of high stress and as a result, the structure can be weakened or totally failed during usage in the worst case scenario. Moreover, sharp corners are hard to machine accordingly which usually results in longer production times or the requirement of special tools purchase which increases costs. On the other hand, by applying appropriate corner radii, not only can manufacturers make their designs more reliable but also the production complexities will be reduced.
When it comes to CNC machining, one of the most significant factors is tool constraints, as the milling tools can only produce rounded corners, thus preventing the inside of the corners from being perfectly sharp. Ignoring this drawback can result in part cuts that are not complete or require secondary operations that will be both expensive and time-consuming. On the other hand, picking the right radii is a choice that offers many advantages such as; smoother removal of material, less tool wear, and better surface finish for the part.
A good corner geometry is, however, one of the factors that not only speed up the CNC manufacturing process but also bring out parts that have the desired performance and quality. Designers are urged to strike a balance between aesthetics and functionality and to ensure that their corner designs not only allow for easy machining but are also strong enough for end-use applications. The right corner geometry translates to better structural integrity, lower time and cost for production, and reliable product increments overall.
The optimization of internal corner radii is the first step and it is coupled with the balancing between functionality and manufacturability in the CNC machining process. The bigger internal corner radius, which is also less difficult to machine, decreases tool wear, cutting time, and costs. The design favors a larger corner radius because the smaller ones need more delicate and less effective cutting tools that are more prone to breaking and thus, the whole production cycle gets delayed.
The appropriate radius can be determined by using the value that is at least 1/3 of the cavity depth or wall thickness. This not only guarantees the structural integrity of the product but also makes the process of manufacturing easier.
Advanced Option: If tight radii are a must for the design, consider using advanced machining technologies like electrical discharge machining (EDM) to produce sharp corners without losing precision.
In addition, consistent radii across the entire design greatly assist the CNC machining process. The uniformity decreases the number of changes in the tool used, keeps the stresses evenly spread and thus prolongs the life of the product. These alterations may result in a significant rise in production as well as in the quality of your design.
If proper design choices are made together with the most suitable techniques for machining, they will not only provide the functionality of your design but also make the entire manufacturing process very efficient and economical.
When you use corner radii wisely, you can indeed boost manufacturability immensely for your parts, particularly when it comes to the corners of features. Adding the right radii to the part design lowers the stress concentration, thus improving the part’s durability and life. A well-chosen radius allows for the development of gentler transitions between surfaces, thereby upgrading performance and functionality.
💰 Cost-Saving Tip: Work closely with your machining supplier to find the best radius for your design. If you introduce the radii of appropriate size at the beginning of the design process, you will be able to maintain the structural capability, simplify the manufacturing process, and cut costs without sacrificing functionality.

Sharp Inside Corners Machining is Precision and the maintenance of Efficiency-Cum. Quite a number of strategies depending on the application, the material, and the tooling capabilities are available. These methods coalesce the requirement for precision with the manufacturing restrictions.
Method: Use end mills with smaller diameter to produce tighter radii and corners very close to sharp.
Considerations: Requires slow feed rates and more frequent tool changes; impacts production time and costs; tool deflection needs measurement; appropriate speeds and feeds must be set.
✓ Best For: Moderate precision requirements
Method: Non-contact process using electric discharges instead of cutting; very effective for hard-to-machine materials.
Considerations: More time-consuming and costly than traditional techniques; no tool wear; high precision.
✓ Best For: Delicate designs requiring sharp corners or difficult materials
Method: Slightly round internal corners as per design specifications to reduce reliance on sharp corners.
Considerations: Leads to better stress distribution; easier manufacturing; less total machining required.
✓ Best For: Optimizing designs without losing functionality
Early involvement of engineers and machinists will ensure designs are optimized without losing the intended function of the part.
The field of precision machining has made great leaps forward in the past and still make the same today, which is a considerable factor for the production industry to maintain high accuracy, improved efficiency, and better results.
Overview: Provides significantly faster cutting rates while maintaining precision.
Overview: Machine tool has more than basic three axes (four, five, or more directions).
Overview: Uses real-time monitoring and adjustments as its major hallmark.
Electrical Discharge Machining (EDM) yis a gryeat method to get to create complex corners and intricate shapes that are almost impossible through traditional machining. The process of getting rid of the material by sparks or electrical discharges makes EDM a perfect choice for hard materials or getting very accurate results in otherwise untouched areas.
✓ Flexibility
Applies to wide range of conductive materials (hardened steel, tungsten, titanium)
✓ Precision
Produces highly detailed features without mechanical stress
✓ No Tool Wear
Non-contact process means little to no tool wear and tear
✓ Quality Finish
Best quality surface specification and finish, especially for sharp corners
Industry Applications: Aerospace, electronics, and medical manufacturing rely heavily on EDM for high-precision parts.
Problem: Sharp inside corners cannot be created to perfection because of the rounded form of end mills.
Solution: Ensure internal corners have a radius equal to or greater than the smallest cutting tool being used. This minimizes unnecessary tool wear and allows for smoother processing.
Problem: Tolerances that are too tight may lead to longer production time and higher cost without any improvement in the part’s utility.
Solution: Proper tolerance assessment for each feature may save time and money without compromising performance requirements.
Problem: Very complex geometries or features that call for multiple setups slow production and bring possible misalignments.
Solution: Optimization of designs for CNC machines helps cut back on risk, lower costs, and raise the standard of the whole production process.
The prevention of chipping and breakage has its roots in the selection of the proper materials for the specific task. The material intended for use must undergo the selection process according to the specific operational requirements plus be condition-matched to the environment it is going to face.
| Strategy | Implementation |
|---|---|
| Material Selection | Choose softer, more pliable materials for active settings; harder materials for static loads. Clear understanding of material characteristics is fundamental. |
| Proper Machining Techniques | Use sharp, well-maintained cutting tools; set correct cutting speeds, feed rates, and angles; perform frequent equipment checks and adjustments. |
| Stress Reduction | Reduce sharp corners; properly support materials during processing; establish seamless transitions in shapes; inspect for micro-cracks or weaknesses. |
All these proactive measures translate into longer life spans and better performance for both components and tools.
Optimizing the machining parameters is one of the crucial manufacturing processes that create precision, efficiency, and durability. The cutting speed, feed rate, and depth of cut to be altered are the major factors that directly influence the quality of machining, the life of the tool, and the performance of the material.
Too High: Excessive heat generation; rapid tool wear; material deformation
Too Low: Inefficient material removal
✓ Optimal: Balanced heat management and efficient material removal
Too Fast: Tool and workpiece may not be strong enough; potential breakage
Too Slow: Excessive production time
✓ Optimal: Adjusted according to specific material characteristics
Too Shallow: Longer processing time required
Too Deep: Excessive stress on tool and workpiece; chance of breakage
✓ Optimal: Balanced depth with appropriate monitoring
💡 Pro Tip: Constantly check and fine-tune machining parameters together with the use of simulation software or real-time feedback systems to maintain optimal processing conditions, leading to dramatic cost reduction and quality improvement.
Challenge: Sharp corners causing stress concentration leading to part failure.
Solution: Using a particular radius for internal corners to distribute stress more evenly.
Outcome: Increased part life; reduced crack formation; maintained functional and aesthetic qualities.
Challenge: Tool deflection and excessive cutting tool wear.
Solution: Using relief areas and changing corner angles to control tool deflection.
Outcome: Extended tool life; better surface finish; improved dimensional accuracy.
Challenge: Different materials requiring different corner approaches.
Solution: Softer metals and plastics allow tighter radii; harder materials require larger radii.
Outcome: Efficient machining process; maintained structural integrity; best performance outcomes.
Think of parts that may have complex features and tolerances but ultimately are easily constructed by the CNC machine. Align design with machine capabilities to prevent production slow-downs, errors, and money loss. Limit machining to only required areas instead of creating unnecessary complexity.
Not all materials react the same way to machining. Metals, plastics, and composites differ in hardness, machinability, and heat resistance. Talk to machining specialists during selection stage to balance cultivability and performance requirements.
Good communication between designers and machinists helps set production goals straight. Potential difficulties like tool wear and machine limits are sorted out early. Collaboration and constant feedback produce highest precision, best quality, and most reliable outcomes.
The major technological strides in machining sharp corners have mainly concentrated on the areas of precision, speed, and efficiency.
Tools run at accelerated rates without losing accuracy. Generates less heat with more sharpness and precision on edges. Cuts down machining time and amplifies productivity overall.
Characterized by geometries specifically designed for corner machining. Feature optimized coatings and material selection that prolong life and lessen wear. Produce more perfect surfaces with less chance of defects or tool breakage.
Forms the backbone of sharp corner machining. Modern CAM systems perform accurate calculations of tool paths and replicate them considering possible machining difficulties. Eliminates human operator errors and confirms correctness of complex corner geometric shapes.
With all these innovations working hand in hand, sharp corner machining has been more dependable, uniform and flexible to the requirements of modern manufacturing processes.









