


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.



Nella lavorazione CNC, il design degli angoli interni svolge un ruolo molto importante nel determinare la producibilità e la funzionalità di un pezzo Gli angoli interni mal progettati possono portare a complicazioni nella lavorazione, aumentare i costi di produzione e causare il guasto del pezzo Questo post discute le complessità degli angoli interni nella lavorazione CNC e suggerisce le migliori pratiche di progettazione che renderanno i tuoi progetti più fluidi Se la riduzione dell'usura degli utensili, la durata estesa dei pezzi o un processo di lavorazione più efficiente sono i tuoi obiettivi, allora questa guida ti fornirà le informazioni giuste per affrontare questi problemi frontalmente Continua a leggere per conoscere le tecniche e le conoscenze che possono cambiare completamente il tuo approccio progettuale CNC.
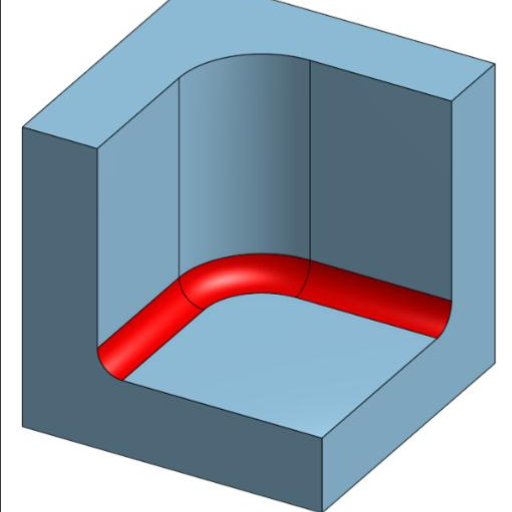
Nella lavorazione CNC, gli angoli interni sono punti di intersezione tra due o più superfici interne, che sono generalmente di 90 gradi o leggermente arrotondate, queste caratteristiche sono parte integrante dei processi di progettazione e produzione in quanto influenzeranno presto le prestazioni e la durata della parte lavorata Sono un must nelle parti in cui sono richieste tolleranze molto strette e si desidera una miscelazione regolare delle superfici.
La lavorazione degli angoli interni, tuttavia, è un'area problematica a causa delle limitazioni imposte agli utensili da taglio. La maggior parte degli utensili CNC sono cilindrici e quindi incapaci di produrre angoli interni estremamente affilati. Invece, si incurveranno con un raggio pari al diametro dell'utensile. È quindi fondamentale ideare il design in modo tale da evitare il verificarsi di problemi che causano sollecitazioni materiali superiori al normale o usura dell'utensile che possono quindi influenzare la qualità del prodotto finale.
Approfondimento chiave: Nella realizzazione della tua parte, una corretta progettazione degli angoli interni richiede di essere ben informati sul materiale e sulle restrizioni dell'utensile L'applicazione di filetti o un raggio maggiore agli angoli interni può migliorare l'accessibilità dell'utensile da taglio riducendo così il tempo di lavorazione e riducendo il punto di concentrazione delle sollecitazioni. I progettisti devono fare i conti con le esigenze funzionali e allo stesso tempo essere molto chiari sulla produzione in modo che il pezzo non sia solo utile ma anche il processo di lavorazione sia ottimizzato rispetto ai tempi e ai costi.
L'applicazione di filetti o angoli arrotondati può abbassare considerevolmente le concentrazioni di sollecitazione e, a sua volta, aumentare la durata delle parti Se i produttori scelgono correttamente il raggio nel loro design, questi problemi saranno facilmente risolti e le parti saranno più affidabili.
Nella progettazione CNC, la selezione delle forme degli angoli è cruciale perché influisce direttamente sulla producibilità, sulla produttività e sulla qualità del prodotto finale. La progettazione con angoli acuti può causare regioni ad alto stress e, di conseguenza, la struttura può essere indebolita o completamente guasta durante l'utilizzo nella peggiore delle ipotesi. Inoltre, gli angoli acuti sono difficili da lavorare di conseguenza, il che di solito si traduce in tempi di produzione più lunghi o nella necessità di acquisti di utensili speciali che aumentano i costi. D'altra parte, applicando raggi angolari adeguati, non solo i produttori possono rendere i loro progetti più affidabili ma anche le complessità produttive saranno ridotte.
Quando si tratta di lavorazione CNC, uno dei fattori più significativi sono i vincoli degli utensili, in quanto gli utensili di fresatura possono produrre solo angoli arrotondati, evitando così che l'interno degli angoli sia perfettamente affilato, ignorando questo inconveniente si possono ottenere tagli di pezzi non completi o che richiedono operazioni secondarie che saranno sia costose che dispendiose in termini di tempo, d'altra parte, la scelta di scegliere i raggi giusti è una scelta che offre molti vantaggi come; rimozione più liscia del materiale, minore usura dell'utensile e migliore finitura superficiale per la parte.
Una buona geometria degli angoli è, tuttavia, uno dei fattori che non solo accelerano il processo di produzione CNC ma fanno emergere anche parti che hanno le prestazioni e la qualità desiderate. I progettisti sono invitati a trovare un equilibrio tra estetica e funzionalità e a garantire che i loro progetti degli angoli non solo consentano una facile lavorazione ma siano anche sufficientemente robusti per le applicazioni di utilizzo finale. La giusta geometria degli angoli si traduce in una migliore integrità strutturale, tempi e costi inferiori per la produzione e incrementi affidabili del prodotto in generale.
L'ottimizzazione dei raggi angolari interni è il primo passo ed è accoppiata con il bilanciamento tra funzionalità e producibilità nel processo di lavorazione CNC. Il raggio d'angolo interno più grande, che è anche meno difficile da lavorare, diminuisce l'usura dell'utensile, il tempo di taglio e i costi. Il design favorisce un raggio d'angolo più ampio perché quelli più piccoli necessitano di utensili da taglio più delicati e meno efficaci che siano più inclini a rompersi e quindi l'intero ciclo di produzione viene ritardato.
Il raggio appropriato può essere determinato utilizzando il valore che è almeno 1/3 della profondità della cavità o dello spessore della parete. Ciò non solo garantisce l'integrità strutturale del prodotto ma rende anche più semplice il processo di produzione.
Opzione avanzata: Se i raggi stretti sono un must per la progettazione, considera l'utilizzo di tecnologie di lavorazione avanzate come la lavorazione a scarica elettrica (EDM) per produrre angoli acuti senza perdere precisione.
Inoltre, raggi costanti su tutto il design aiutano notevolmente il processo di lavorazione CNC. L'uniformità diminuisce il numero di modifiche nell'utensile utilizzato, mantiene le sollecitazioni uniformemente distribuite e quindi prolunga la durata del prodotto. Queste alterazioni possono comportare un aumento significativo della produzione e della qualità del design.
Se vengono effettuate scelte progettuali adeguate insieme alle tecniche più adatte per la lavorazione, queste non solo forniranno la funzionalità del tuo design ma renderanno anche l'intero processo di produzione molto efficiente ed economico.
Quando si utilizzano i raggi angolari con saggezza, si può infatti aumentare immensamente la producibilità per le vostre parti, in particolare quando si tratta degli angoli delle caratteristiche Aggiungendo i raggi giusti al design della parte si abbassa la concentrazione di sollecitazioni, migliorando così la durata e la durata della parte Un raggio ben scelto consente lo sviluppo di transizioni più delicate tra le superfici, migliorando così le prestazioni e la funzionalità.
Suggerimento per risparmiare sui costi: Lavora a stretto contatto con il tuo fornitore di lavorazione per trovare il raggio migliore per il tuo progetto Se introduci i raggi di dimensioni adeguate all'inizio del processo di progettazione, sarai in grado di mantenere la capacità strutturale, semplificare il processo di produzione e ridurre i costi senza sacrificare la funzionalità.

La lavorazione con angoli interni affilati è precisione e mantenimento dell'efficienza. Sono disponibili numerose strategie a seconda dell'applicazione, del materiale e delle capacità di lavorazione. Questi metodi uniscono il requisito di precisione con le restrizioni di produzione.
Metodo: Utilizzare mulini terminali con diametro inferiore per produrre raggi più stretti e angoli molto vicini a quelli affilati.
Considerazioni: Richiede velocità di avanzamento lente e cambi di utensile più frequenti; influisce sui tempi e sui costi di produzione; la deflessione dell'utensile necessita di misurazione; è necessario impostare velocità e feed adeguati.
Migliore per: Requisiti di precisione moderati
Metodo: Processo senza contatto che utilizza scariche elettriche invece di tagliare; molto efficace per materiali difficili da lavorare.
Considerazioni: Più dispendioso in termini di tempo e denaro rispetto alle tecniche tradizionali; nessuna usura degli utensili; alta precisione.
Migliore per: Disegni delicati che richiedono angoli acuti o materiali difficili
Metodo: Angoli interni leggermente rotondi secondo le specifiche di progettazione per ridurre la dipendenza da angoli acuti.
Considerazioni: Porta a una migliore distribuzione delle sollecitazioni; produzione più semplice; è necessaria una lavorazione meno totale.
Migliore per: Ottimizzazione dei design senza perdere funzionalità
Il coinvolgimento precoce di ingegneri e macchinisti garantirà che i progetti siano ottimizzati senza perdere la funzione prevista del pezzo.
Il campo della lavorazione di precisione ha fatto grandi passi avanti in passato e fa lo stesso ancora oggi, il che è un fattore considerevole per l'industria produttiva per mantenere un'elevata precisione, una migliore efficienza e risultati migliori.
Panoramica: Fornisce velocità di taglio significativamente più veloci mantenendo la precisione.
Panoramica: La macchina utensile ha più di tre assi di base (quattro, cinque o più direzioni).
Panoramica: Utilizza il monitoraggio e le regolazioni in tempo reale come segno distintivo principale.
La lavorazione a scarica elettrica (EDM) è un metodo di gryeat per arrivare a creare angoli complessi e forme intricate che sono quasi impossibili attraverso la lavorazione tradizionale Il processo di eliminazione del materiale mediante scintille o scariche elettriche rende l'EDM una scelta perfetta per materiali duri o ottenere risultati molto accurati in aree altrimenti intatte.
Flessibilità
Si applica a una vasta gamma di materiali conduttivi (acciaio temprato, tungsteno, titanio)
Precisione
Produce caratteristiche altamente dettagliate senza sollecitazioni meccaniche
Nessun abbigliamento da utensile
Il processo senza contatto significa poca o nessuna usura dell'utensile
Finitura di qualità
Migliore specificazione e finitura della superficie di qualità, in particolare per gli angoli acuti
Applicazioni del settore: L'industria aerospaziale, elettronica e medicale si affidano fortemente all'EDM per le parti ad alta precisione.
Problema: Gli angoli interni affilati non possono essere creati alla perfezione a causa della forma arrotondata dei mulini terminali.
Soluzione: Assicurarsi che gli angoli interni abbiano un raggio uguale o superiore al più piccolo utensile da taglio utilizzato Ciò riduce al minimo l'usura non necessaria dell'utensile e consente una lavorazione più fluida.
Problema: Tolleranze troppo strette possono portare a tempi di produzione più lunghi e costi più elevati senza alcun miglioramento nell'utilità del pezzo.
Soluzione: Una corretta valutazione della tolleranza per ciascuna funzionalità può far risparmiare tempo e denaro senza compromettere i requisiti prestazionali.
Problema: Geometrie o caratteristiche molto complesse che richiedono più configurazioni rallentano la produzione e portano possibili disallineamenti.
Soluzione: L'ottimizzazione dei progetti per le macchine CNC aiuta a ridurre i rischi, ridurre i costi e aumentare lo standard dell'intero processo produttivo.
La prevenzione della scheggiatura e della rottura affonda le sue radici nella selezione dei materiali adeguati per il compito specifico. Il materiale destinato all'uso deve essere sottoposto al processo di selezione in base ai requisiti operativi specifici ed essere abbinato alle condizioni dell'ambiente che dovrà affrontare.
| Strategia | Implementazione |
|---|---|
| Selezione Materiale | Scegliere materiali più morbidi e flessibili per impostazioni attive; materiali più duri per carichi statici La chiara comprensione delle caratteristiche dei materiali è fondamentale. |
| Tecniche di lavorazione adeguate | Utilizzare utensili da taglio affilati e ben mantenuti; impostare velocità di taglio, velocità di avanzamento e angoli corretti; eseguire frequenti controlli e regolazioni delle apparecchiature. |
| Riduzione dello stress | Ridurre gli angoli acuti; supportare adeguatamente i materiali durante la lavorazione; stabilire transizioni continue nelle forme; ispezionare la presenza di microfessure o debolezze. |
Tutte queste misure proattive si traducono in una durata di vita più lunga e in migliori prestazioni sia per i componenti che per gli strumenti.
L'ottimizzazione dei parametri di lavorazione è uno dei processi di produzione cruciali che creano precisione, efficienza e durata La velocità di taglio, la velocità di avanzamento e la profondità di taglio da alterare sono i principali fattori che influenzano direttamente la qualità della lavorazione, la vita dell'utensile e le prestazioni del materiale.
Troppo alto: Eccessiva generazione di calore; rapida usura dell'utensile; deformazione del materiale
Troppo basso: Rimozione materiale inefficiente
Ottimale: Gestione equilibrata del calore e rimozione efficiente del materiale
Troppo veloce: Utensile e pezzo potrebbero non essere abbastanza resistenti; potenziale rottura
Troppo lento: Tempo di produzione eccessivo
Ottimale: Regolato in base alle caratteristiche specifiche del materiale
Troppo superficiale: Tempo di elaborazione più lungo richiesto
Troppo profondo: Sollecitazione eccessiva su utensile e pezzo; possibilità di rottura
Ottimale: Profondità bilanciata con monitoraggio appropriato
Suggerimento professionale: Controllare e mettere a punto costantemente i parametri di lavorazione insieme all'uso di software di simulazione o sistemi di feedback in tempo reale per mantenere condizioni di lavorazione ottimali, portando a una drastica riduzione dei costi e al miglioramento della qualità.
Sfida: Angoli acuti che causano la concentrazione dello stress che porta al guasto della parte.
Soluzione: Utilizzo di un raggio particolare per gli angoli interni per distribuire lo stress in modo più uniforme.
Risultato: Aumento della vita parziale; ridotta formazione di crepe; qualità funzionali ed estetiche mantenute.
Sfida: Deflessione dell'utensile e usura eccessiva dell'utensile da taglio.
Soluzione: Utilizzo delle aree di rilievo e modifica degli angoli angolari per controllare la deflessione dell'utensile.
Risultato: Durata dell'utensile estesa; migliore finitura superficiale; migliore precisione dimensionale.
Sfida: Materiali diversi che richiedono approcci angolari diversi.
Soluzione: Metalli e plastiche più morbidi consentono raggi più stretti; i materiali più duri richiedono raggi più grandi.
Risultato: Processo di lavorazione efficiente; integrità strutturale mantenuta; migliori risultati prestazionali.
Pensa a parti che possono avere caratteristiche e tolleranze complesse ma che alla fine sono facilmente costruibili dalla macchina CNC Allinea il design con le capacità della macchina per prevenire rallentamenti della produzione, errori e perdite di denaro Limita la lavorazione alle sole aree richieste invece di creare complessità inutili.
Non tutti i materiali reagiscono allo stesso modo alla lavorazione Metalli, plastiche e compositi differiscono per durezza, lavorabilità e resistenza al calore Parla con gli specialisti della lavorazione durante la fase di selezione per bilanciare i requisiti di coltivabilità e prestazioni.
Una buona comunicazione tra progettisti e macchinisti aiuta a definire gli obiettivi di produzione in modo diretto Potenziali difficoltà come l'usura degli utensili e i limiti della macchina vengono risolti in anticipo La collaborazione e il feedback costante producono la massima precisione, la migliore qualità e i risultati più affidabili.
I principali passi avanti tecnologici nella lavorazione degli angoli acuti si sono concentrati principalmente sui settori della precisione, della velocità e dell’efficienza.
Gli utensili funzionano a velocità accelerate senza perdere precisione Genera meno calore con più nitidezza e precisione sui bordi Taglia il tempo di lavorazione e amplifica la produttività complessiva.
Caratterizzato da geometrie appositamente progettate per la lavorazione ad angolo Rivestimenti ottimizzati in termini di caratteristiche e selezione dei materiali che prolungano la durata e riducono l'usura Produrre superfici più perfette con minori possibilità di difetti o rotture degli utensili.
Forma la spina dorsale della lavorazione ad angolo affilato I moderni sistemi CAM eseguono calcoli accurati dei percorsi degli utensili e li replicano considerando le possibili difficoltà di lavorazione Elimina gli errori dell'operatore umano e conferma la correttezza di forme geometriche angolari complesse.
Con tutte queste innovazioni che lavorano fianco a fianco, la lavorazione ad angolo affilato è stata più affidabile, uniforme e flessibile rispetto ai requisiti dei moderni processi produttivi.









