


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.



Na usinagem CNC, o design de canto interno desempenha um papel muito importante na determinação da capacidade de fabricação e funcionalidade de uma peça cantos internos mal projetados podem levar a complicações na usinagem, aumentar os custos de produção e causar a falha da peça Este post discute os meandros dos cantos internos na usinagem CNC e sugere as melhores práticas de design que tornarão seus projetos mais suaves Se a redução do desgaste da ferramenta, a vida útil prolongada da peça ou um processo de usinagem mais eficiente são seus objetivos, então este guia irá equipá-lo com as informações certas para enfrentar essas questões de frente Continue lendo para aprender sobre as técnicas e conhecimentos que podem mudar completamente sua abordagem de design CNC.
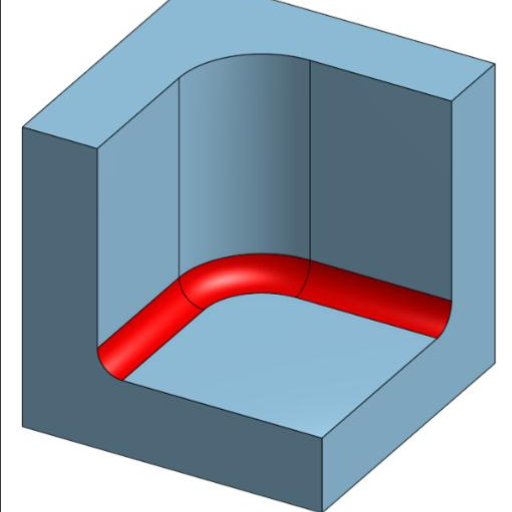
Na usinagem CNC, os cantos internos são pontos de intersecção entre duas ou mais superfícies internas, que geralmente são de 90 graus ou ligeiramente arredondadas, Essas características são parte integrante dos processos de projeto e fabricação, pois em breve influenciarão o desempenho e a vida útil da peça usinada São obrigatórias em partes onde são necessárias tolerâncias muito apertadas e é desejada uma mistura suave de superfícies.
A usinagem de cantos internos, no entanto, é uma área problemática devido às limitações impostas às ferramentas de corte A maioria das ferramentas CNC são cilíndricas e, portanto, incapazes de produzir cantos internos extremamente afiados Em vez disso, eles vão encurralar com um raio igual ao diâmetro da ferramenta É, portanto, crucial conceber o projeto de tal maneira que evite a ocorrência de problemas que causam tensão material mais do que o normal ou desgaste da ferramenta que podem então influenciar a qualidade do produto final.
Visão principal: Na confecção de sua parte, o projeto adequado dos cantos internos necessita estar bem informado sobre o material e as restrições da ferramenta, a aplicação de filetes ou um raio maior nos cantos internos pode melhorar a acessibilidade da ferramenta de corte reduzindo assim o tempo de usinagem bem como o ponto de concentração de tensões sendo menor Os projetistas têm que lidar com as necessidades funcionais e ao mesmo tempo sendo muito claro sobre a fabricação para que a peça não seja apenas útil mas também o processo de usinagem seja otimizado com respeito ao tempo e custos.
A aplicação de filetes ou cantos arredondados pode diminuir consideravelmente as concentrações de tensão e, por sua vez, aumentar a vida útil das peças Se os fabricantes escolherem corretamente o raio em seu projeto, esses problemas serão facilmente resolvidos e as peças serão mais confiáveis.
No design CNC, a seleção das formas dos cantos é crucial porque afeta diretamente a capacidade de fabricação, produtividade e qualidade do produto final O design com cantos afiados pode causar regiões de alta tensão e, como resultado, a estrutura pode ser enfraquecida ou totalmente falhada durante o uso no pior cenário Além disso, os cantos afiados são difíceis de usinar de acordo, o que geralmente resulta em tempos de produção mais longos ou na exigência de compra de ferramentas especiais, o que aumenta os custos Por outro lado, aplicando raios de canto apropriados, não só os fabricantes podem tornar seus projetos mais confiáveis, mas também as complexidades de produção serão reduzidas.
Quando se trata de usinagem CNC, um dos fatores mais significativos são as restrições da ferramenta, pois as ferramentas de fresagem só podem produzir cantos arredondados, evitando assim que o interior dos cantos seja perfeitamente afiado Ignorando essa desvantagem pode resultar em cortes de peças que não são completos ou requerem operações secundárias que serão ao mesmo tempo caras e demoradas Por outro lado, escolher os raios certos é uma escolha que oferece muitas vantagens, tais como; remoção mais suave do material, menos desgaste da ferramenta e melhor acabamento superficial da peça.
Uma boa geometria de canto é, no entanto, um dos fatores que não só aceleram o processo de fabricação CNC, mas também trazem à tona peças que têm o desempenho e a qualidade desejados Os designers são instados a encontrar um equilíbrio entre estética e funcionalidade e a garantir que seus projetos de canto não só permitam uma usinagem fácil, mas também sejam fortes o suficiente para aplicações de uso final A geometria do canto direito se traduz em melhor integridade estrutural, menor tempo e custo para a produção e incrementos confiáveis do produto em geral.
A otimização dos raios de canto internos é o primeiro passo e está associada ao equilíbrio entre funcionalidade e capacidade de fabricação no processo de usinagem CNC. O maior raio de canto interno, que também é menos difícil de usinar, diminui o desgaste da ferramenta, o tempo de corte e os custos. O projeto favorece um raio de canto maior porque os menores precisam de ferramentas de corte mais delicadas e menos eficazes, mais propensas a quebrar e, portanto, todo o ciclo de produção é atrasado.
O raio apropriado pode ser determinado usando o valor que é pelo menos 1/3 da profundidade da cavidade ou espessura da parede. Isto não só garante a integridade estrutural do produto, mas também facilita o processo de fabricação.
Opção Avançada: Se os raios apertados são uma obrigação para o projeto, considere o uso de tecnologias avançadas de usinagem, como usinagem por descarga elétrica (EDM), para produzir cantos afiados sem perder a precisão.
Além disso, raios consistentes em todo o projeto auxiliam muito o processo de usinagem CNC. A uniformidade diminui o número de alterações na ferramenta utilizada, mantém as tensões uniformemente espalhadas e, assim, prolonga a vida útil do produto. Essas alterações podem resultar em um aumento significativo na produção, bem como na qualidade do seu design.
Se as escolhas de projeto adequadas forem feitas em conjunto com as técnicas mais adequadas para usinagem, elas não apenas fornecerão a funcionalidade do seu projeto, mas também tornarão todo o processo de fabricação muito eficiente e econômico.
Quando você usa raios de canto sabiamente, você pode de fato aumentar imensamente a capacidade de fabricação de suas peças, particularmente quando se trata dos cantos dos recursos Adicionar os raios certos ao design da peça reduz a concentração de tensão, melhorando assim a durabilidade e a vida útil da peça Um raio bem escolhido permite o desenvolvimento de transições mais suaves entre as superfícies, melhorando assim o desempenho e a funcionalidade.
Dica de redução de custos: Trabalhe em estreita colaboração com seu fornecedor de usinagem para encontrar o melhor raio para o seu projeto Se você introduzir os raios de tamanho apropriado no início do processo de projeto, você será capaz de manter a capacidade estrutural, simplificar o processo de fabricação e cortar custos sem sacrificar a funcionalidade.

Sharp Inside Corners Usinagem é Precisão e a manutenção de Eficiência-Cum. Bastante um número de estratégias, dependendo da aplicação, o material, e as capacidades de ferramentas estão disponíveis Estes métodos coalescem a exigência de precisão com as restrições de fabricação.
Método: Use fresas de topo com diâmetro menor para produzir raios e cantos mais apertados e muito próximos de afiados.
Considerações: Requer taxas de alimentação lentas e mudanças de ferramenta mais frequentes; impacta o tempo e os custos de produção; a deflexão da ferramenta precisa de medição; velocidades e alimentações apropriadas devem ser definidas.
Melhor para: Requisitos moderados de precisão
Método: Processo sem contato usando descargas elétricas em vez de corte; muito eficaz para materiais difíceis de usinar.
Considerações: Mais demorado e caro que as técnicas tradicionais; sem desgaste da ferramenta; alta precisão.
Melhor para: Desenhos delicados que exigem cantos afiados ou materiais difíceis
Método: Cantos internos ligeiramente redondos de acordo com as especificações do projeto para reduzir a dependência de cantos afiados.
Considerações: Leva a uma melhor distribuição de tensões; fabricação mais fácil; menos usinagem total necessária.
Melhor para: Otimizando projetos sem perder a funcionalidade
O envolvimento precoce de engenheiros e maquinistas garantirá que os projetos sejam otimizados sem perder a função pretendida da peça.
O campo da usinagem de precisão deu grandes saltos no passado e ainda hoje dá o mesmo, o que é um fator considerável para a indústria de produção manter alta precisão, maior eficiência e melhores resultados.
Visão geral: Fornece taxas de corte significativamente mais rápidas, mantendo a precisão.
Visão geral: A máquina-ferramenta tem mais do que três eixos básicos (quatro, cinco ou mais direções).
Visão geral: Utiliza monitoramento e ajustes em tempo real como sua principal marca registrada.
Usinagem de descarga elétrica (EDM) é um método gryeat para obter para criar cantos complexos e formas intrincadas que são quase impossíveis através da usinagem tradicional O processo de se livrar do material por faíscas ou descargas elétricas faz EDM uma escolha perfeita para materiais duros ou obter resultados muito precisos em áreas de outra forma intocadas.
Flexibilidade
Aplica-se a uma ampla gama de materiais condutores (aço endurecido, tungstênio, titânio)
Precisão
Produz recursos altamente detalhados sem estresse mecânico
Sem uso de ferramentas
Processo sem contato significa pouco ou nenhum desgaste da ferramenta
Qualidade Acabamento
Especificação e acabamento de superfície da melhor qualidade, especialmente para cantos afiados
Aplicações da indústria: A fabricação aeroespacial, eletrônica e médica depende fortemente do EDM para peças de alta precisão.
Problema: Os cantos internos afiados não podem ser criados com perfeição devido à forma arredondada dos moinhos finais.
Solução: Certifique-se de que os cantos internos tenham um raio igual ou maior que a menor ferramenta de corte que está sendo usada Isso minimiza o desgaste desnecessário da ferramenta e permite um processamento mais suave.
Problema: Tolerâncias muito apertadas podem levar a um maior tempo de produção e maior custo sem qualquer melhoria na utilidade da peça.
Solução: A avaliação adequada da tolerância para cada recurso pode economizar tempo e dinheiro sem comprometer os requisitos de desempenho.
Problema: Geometrias ou recursos muito complexos que exigem múltiplas configurações retardam a produção e trazem possíveis desalinhamentos.
Solução: A otimização de projetos para máquinas CNC ajuda a reduzir riscos, reduzir custos e elevar o padrão de todo o processo de produção.
A prevenção de lascas e quebras tem suas raízes na seleção dos materiais adequados para a tarefa específica O material destinado ao uso deve passar pelo processo de seleção de acordo com os requisitos operacionais específicos, além de ser compatível com o ambiente que vai enfrentar.
| Estratégia | Implementação |
|---|---|
| Seleção Material | Escolha materiais mais macios e flexíveis para configurações ativas; materiais mais duros para cargas estáticas A compreensão clara das características do material é fundamental. |
| Técnicas de Usinagem Adequadas | Use ferramentas de corte afiadas e bem conservadas; defina velocidades de corte, taxas de alimentação e ângulos corretos; realize verificações e ajustes frequentes do equipamento. |
| Redução de estresse | Reduza cantos afiados; suporte adequado aos materiais durante o processamento; estabeleça transições perfeitas nas formas; inspecione se há microfissuras ou fraquezas. |
Todas estas medidas proativas traduzem-se em períodos de vida mais longos e num melhor desempenho tanto para os componentes como para as ferramentas.
A otimização dos parâmetros de usinagem é um dos processos de fabricação cruciais que criam precisão, eficiência e durabilidade. A velocidade de corte, a taxa de alimentação e a profundidade de corte a serem alteradas são os principais fatores que influenciam diretamente a qualidade da usinagem, a vida útil da ferramenta e o desempenho do material.
Muito alto: Geração excessiva de calor; desgaste rápido da ferramenta; deformação do material
Muito baixo: Remoção ineficiente de material
Ótimo: Gestão de calor equilibrada e remoção eficiente de material
Muito rápido: Ferramenta e peça de trabalho podem não ser fortes o suficiente; quebra potencial
Muito lento: Tempo de produção excessivo
Ótimo: Ajustado de acordo com características específicas do material
Muito raso: Tempo de processamento mais longo necessário
Muito profundo: Estresse excessivo na ferramenta e na peça de trabalho; chance de quebra
Ótimo: Profundidade equilibrada com monitoramento apropriado
Pro Dica: Verifique e ajuste constantemente os parâmetros de usinagem juntamente com o uso de software de simulação ou sistemas de feedback em tempo real para manter as condições ideais de processamento, levando a uma redução dramática de custos e melhoria de qualidade.
Desafio: Cantos afiados causando concentração de tensão levando à falha da peça.
Solução: Usando um raio específico para cantos internos para distribuir a tensão de maneira mais uniforme.
Resultado: Aumento da vida útil da peça; redução da formação de fissuras; qualidades funcionais e estéticas mantidas.
Desafio: Deflexão da ferramenta e desgaste excessivo da ferramenta de corte.
Solução: Usando áreas de relevo e mudando ângulos de canto para controlar a deflexão da ferramenta.
Resultado: Vida útil prolongada da ferramenta; melhor acabamento superficial; precisão dimensional aprimorada.
Desafio: Diferentes materiais que requerem diferentes abordagens de canto.
Solução: Metais e plásticos mais macios permitem raios mais estreitos; materiais mais duros requerem raios maiores.
Resultado: Processo de usinagem eficiente; integridade estrutural mantida; melhores resultados de desempenho.
Pense em peças que podem ter características e tolerâncias complexas, mas que, em última análise, são facilmente construídas pela máquina CNC Alinhe o design com as capacidades da máquina para evitar lentidão na produção, erros e perda de dinheiro Limite a usinagem apenas às áreas necessárias, em vez de criar complexidade desnecessária.
Nem todos os materiais reagem da mesma maneira à usinagem Metais, plásticos e compósitos diferem em dureza, usinabilidade e resistência ao calor Converse com especialistas em usinagem durante o estágio de seleção para equilibrar os requisitos de cultivabilidade e desempenho.
Uma boa comunicação entre projetistas e maquinistas ajuda a definir as metas de produção diretamente Dificuldades potenciais, como desgaste da ferramenta e limites da máquina, são resolvidas antecipadamente A colaboração e o feedback constante produzem a mais alta precisão, a melhor qualidade e os resultados mais confiáveis.
Os principais avanços tecnológicos na usinagem de curvas fechadas concentraram-se principalmente nas áreas de precisão, velocidade e eficiência.
As ferramentas funcionam a taxas aceleradas sem perder a precisão Gera menos calor com mais nitidez e precisão nas bordas Corta o tempo de usinagem e amplifica a produtividade em geral.
Caracterizado por geometrias especificamente projetadas para usinagem de canto Característica otimizada revestimentos e seleção de materiais que prolongam a vida e diminuem o desgaste Produzir superfícies mais perfeitas com menos chance de defeitos ou quebra de ferramenta.
Forma a espinha dorsal da usinagem de canto afiado Os sistemas CAM modernos realizam cálculos precisos dos caminhos das ferramentas e os replicam considerando possíveis dificuldades de usinagem Elimina erros do operador humano e confirma a correção de formas geométricas de canto complexas.
Com todas essas inovações funcionando de mãos dadas, a usinagem de cantos afiados tem sido mais confiável, uniforme e flexível aos requisitos dos processos de fabricação modernos.









