


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



Magnesium Machining Tolerances: What You Can Actually Achieve by Alloy and Process
Magnesium is known as a lightweight metal that machines faster than almost any other strong metal—but most tolerance guides consider it an afterthought. Engineers hunting down magnesium tolerances frequently encounter generic 0.005″ claims without alloy grade, CNC process, or part geometry breakdowns. That distinction is important when supporting aerospace brackets in AZ31B or designing electronics housings in AZ91D.
This guide fills the void. Drawing on over 17 years of high-precision CNC fabrication and published experimental data, we map achievable tolerances by magnesium alloy category, relate them to ISO IT grades, and walk through cutting conditions and safety measures that keep tolerance-critical jobs on target.
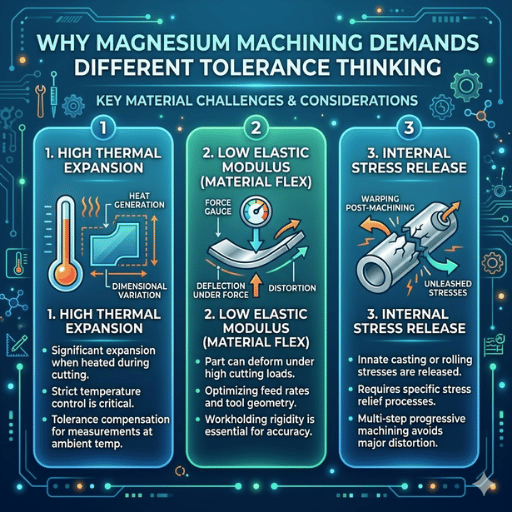
Magnesium is a chemical element and lightweight structural metal — the lightest used in engineering — with densities of 1.75-1.85 g/cm³, extremely lightweight at roughly 35% less than aluminum and 75% less than steel for equivalent volumes. That strength-to-weight ratio is why aerospace and automotive engineers continue specifying it. But while these physical characteristics make magnesium attractive to manufacturing, they also affect how tolerances behave during machining.
The thermal expansion coefficient of magnesium alloys is 24-26 m/mK – above aluminum(23.6 m/mK) and much higher than steel(11-13 m/m K). This means in reality, if your part heats 10C during a 200 mm magnesium process, it’ll grow roughly 0.052 mm. If your drawing calls for 0.025 mm, you’ve spent ½ of your tolerance allowance before finishing its initial cut. Controlling thermal factors in tight-tolerance aerospace work is the job.
Magnesium has other advantages for its weight: high conductivity reduces heat buildup since heat from the cut is quickly distributed and the low cutting forces diminish tool deflection. Together, these excellent mechanical properties mean magnesium can maintain tolerances that challenge engineers used to machined aluminum or steel—if thermal expansion and chip management are handled properly during the machining process.
Magnesium requires careful alloy selection because not all grades machine to the same target tolerance. Wrought alloys such as AZ31B feature smaller grain structures and require less force for predictable tool behavior than cast alloys such as AZ91D. A 2024 study published in the National Institutes of Health (PMC) demonstrated that AZ31B showed only 5.0-8.1 µm of dimensional deviation during precision milling—up to 22% tighter than AZ91D for identical conditions.
| Magnesium Alloy | Type | Achievable Tolerance | Hardness (HB) | Typical Application |
|---|---|---|---|---|
| AZ31B | Wrought | ±0.001″ (±0.025 mm) | 49–73 | Aerospace panels, electronics enclosures |
| AZ91D | Cast | ±0.002″ (±0.05 mm) | 63–75 | Automotive housings, die-cast components |
| ZK60A | Wrought | ±0.001″ (±0.025 mm) | 75–88 | High-strength structural parts |
| WE43 | Cast (rare earth) | ±0.002″ (±0.05 mm) | 75–90 | Aerospace high-temp, medical implants |
Here at Le-creator, when customers call requesting magnesium CNC machining with tolerance-critical features, AZ31B overwhelmingly is our go-to wrought magnesium alloy without design constraints for the high-temp stability of WE43 or the strength of ZK60A. Cast grades of AZ91D are more appropriate for near-net-shape parts requiring post-machining only to maintain IT9 or greater on critical surfaces.
Wrought magnesium alloys (AZ31B, ZK60A) consistently hold tighter tolerances than cast grades (AZ91D, WE43) thanks to their reliable grain structure from cut to cut. For tolerances requiring 0.001″ or tighter, specify only wrought material.
The ISO 286 tolerance standard classifies International Tolerance (IT) grades from IT01( tightest, gauge blocks) to IT18( loosest cast). For magnesium cnc machining, a reasonable spread is between IT6 and IT12 depending on job parameters.
| IT Grade | Tolerance (25 mm nom.) | CNC Process | Magnesium Suitability |
|---|---|---|---|
| IT6 | ±0.0065 mm | Precision grinding, fine boring | Achievable with climate-controlled setup |
| IT7 | ±0.010 mm | Finish milling, precision turning | Reliable with proper thermal control |
| IT8–IT9 | ±0.017–0.026 mm | Standard CNC milling and turning | Sweet spot — routine for most Mg alloys |
| IT10–IT12 | ±0.042–0.105 mm | General milling, drilling, rough turning | Standard for non-critical features |
A modern CNC machine in good repair average holds IT8 to IT9 on machined magnesium components without special setup — this is approximately 0.001″ to 0.002″ on a 25 mm dimension. Moving into IT7 territory requires finishing passes at specified feed rates under active thermal compensation. IT6 and finer should not be attempted without age-temperature controlled environments and post-process inspection with CMM verification.
When specifying tolerance for magnesium cnc machining services. IT10-IT12 for normal assembly fits; IT8-IT9 for precision fits; IT7 and tighter only for critical bearing surfaces or mating components.
Machining of magnesium is easy to machine at higher RPM than most other metals due to its excellent machinability – but higher RPM does not necessarily mean sharp tolerance. The interactions of cutting RPM, chip load, and modern coolant strategies determine whether your machined magnesium component remains within specification.
| Parameter | CNC Milling | CNC Turning | Tolerance Impact |
|---|---|---|---|
| Cutting Speed | 300–1,500 m/min | 300–2,000 m/min | Higher speed = more heat = thermal drift |
| Feed Rate | 0.05–0.25 mm/tooth | 0.05–0.30 mm/rev | Lower feed = better surface finish and dimension |
| Depth of Cut | 0.5–5.0 mm | 0.5–3.0 mm | Deep cuts increase tool deflection |
| Cutting Fluid | Mineral oil or dry machining (never water-based) | Wrong coolant = hydrogen gas + fire risk | |
Use aggressive tools with large rake angles. Dull cutting Edges of tools induce high temperatures due to friction at the cutting interface causing thermal shape changes and ignition of magnesium chips. When we CNC machine magnesium components with IT8 or tighter tolerance callouts using uncoated carbide with 6-12 rake angles and program step-chip strategies to manage heat generation.
Avoid water based coolants on magnesium. Water reacts with magnesium at high temperatures to produce H2, which results in a dangerous explosion potential as well as abnormal tolerance. Use only oil-based cutting fluid or dry cutting with air blast for chip evacuation.
The NFPA study mentioned above also verified that cutting RPM and feed rate were the two most significant measured factors in dimensional error during precision milling of magnesium alloy. In this study uncoated tolerance beat TiB2-coated tolerance by as much as 27% in dimensional control – an important data point for machine shop professionals as to which coating to use.

Magnesium is highly flammable in dust form and fine chips. The tighter your tolerance work, the more fine dust and shavings produced—and the greater your fire hazard becomes. According to NFPA 484 (Standard for Combustible Metals), magnesium dust has a Kst value exceeding 500 bar·m/s, placing it in the highest explosion severity category.
These safety precautions under strict safety standards are not independent of tolerance work—they belong to it. Uncontrolled chip buildup drives up local cutting temperature; the resulting thermal expansion pushes dimensions out of spec. Proper chip management best practices and fire safety protocols prevent fire hazards and safeguard both the operator and the tolerance on the part.
Most engineers default to aluminum for CNC machined parts. But among lightweight materials, magnesium offers measurable advantages in tolerance-per-dollar for certain geometries and applications. Here is how the two materials compare head-to-head.
| Property | Magnesium (AZ31B) | Aluminum (6061-T6) |
|---|---|---|
| Density | 1.78 g/cm³ | 2.70 g/cm³ |
| Thermal Expansion (CTE) | 26.0 µm/m·K | 23.6 µm/m·K |
| Achievable Tolerance (CNC Mill) | ±0.001″ (IT7–IT8) | ±0.001″ (IT7–IT8) |
| Machining Speed vs. Steel | 8–10× faster | 4–6× faster |
| Tool Wear Rate | Very low | Low |
| Corrosion Resistance | Moderate (needs coating) | Good (natural oxide layer) |
| Fire Risk During Machining | High (Class D protocols required) | Low |
Either material can hold the same IT grade. The difference is cost-effectiveness and rate: magnesium CNC machines 40-60% faster than aluminum, delivering real weight savings, inducing less tool wear and lower cutting forces. On large thin-walled parts where deflection is the tolerance killer, magnesium’s lower cutting forces actually produce more consistent dimensions than aluminum.
However, magnesium’s slightly higher thermal expansion translates into tighter process control to maintain the same tolerance class. Engineers weighing those tradeoffs can explore our full magnesium machining capabilities and tolerance specs with a free project review.
When to Choose Magnesium Over Aluminum for Tolerance Work

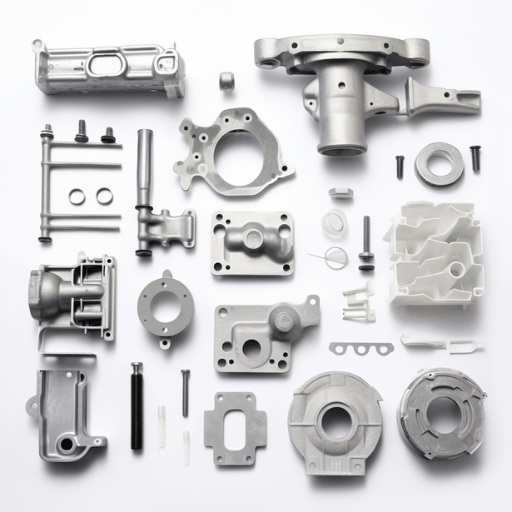
Different markets push magnesium tolerance demands differently. Here is what we observe across the magnesium parts and components from magnesium alloys that come through our 80+ high-precision CNC machines in various industries:
aerospace (IT7-IT8): Structural brackets, seat frames, gearbox housings, and instrument panels. Aerospace programs usually call for 0.001″ on mating surfaces with surface finishes of Ra 1.6 µm or better. Wrought AZ31B and high-strength ZK60A lead this space—the conventional choice for weight-sensitive flight hardware where every gram counts.
automotive (IT9-IT10): Steering column components, dashboard architectures, and transmission cases. Automotive tolerance specifications are less strict than aerospace but volumes are higher, so the savings from magnesium milling at quicker cycle times can be impressive. AZ91D diecast parts with excellent mechanical properties and post-CNC finishing are typical here, with lightweight properties keeping rotating mass low in drivetrain assemblies.
Electronics (IT8-IT9): Laptop shells, camera bodies, handheld device casings. These require tight flatness tolerances for assembly fit plus high-performance EMI shielding. machined magnesium parts from AZ31B deliver both with wall thicknesses down to 0.8 mm at production quantities.
Medical (IT7-IT8): Biodegradable implant prototypes and surgical tool casings. WE43 (rare earth magnesium alloy) is specified here for its biocompatibility and creep damping at body temperature. Prototype tolerance requirements are similar to aerospace levels.
Magnesium’s recyclability also factors into project cost calculations — scrap chips and cutoffs carry resale value that offsets raw material expense on volume runs. Whether your customer needs 5 prototype components or 5,000 production pieces, Le-Creator’s magnesium machining service addresses the entire tolerance gamut — choosing magnesium for CNC machining covers IT6 precision grinding through IT12 general milling.
Send your CAD & tolerance specs. Magnesium machining quotes are issued within 24 hours on 80+ machine types from 1 prototype to 5,000+ batch runs.
This guide reflects 17 years of magnesium expertise across 80+ machines and dedicated magnesium machining cells with NFPA 484-compliant chip extraction. Our tolerance figures are based on AZ31B and AZ91D production data, supported by peer-reviewed research from the National Institutes of Health, as well as ISO 286 tolerance standards. We are CNC machining providers so naturally we focus on what we can deliver.









