


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


Understanding Magnesium Corrosion: From Mechanisms to Proven Protection Strategies
Magnesium is the lightest structural metal to be handled by engineers – about 33% lighter than aluminum, 75% than steel. However, magnesium’s corrosion rate remains the single greatest impediment to increased use in, aerospace, automotive, electronics and medical devices manufacture. It has a standard electrode potential of 2.37 V (vs.
SHE) and remains at the active (anodic) end of the galvanic series.
This guide to corrosion of magnesium provides a detailed comparison of the mechanism of Mg degradation, common alloy grades, compares the corrosion resistance of common Mg alloy grades, and guides you through proven protection techniques. Whether you are choosing a magnesium alloy for a new design or investigating corrosion failures on present parts, this information and hands-on experience will enable you to make smarter engineering choices.
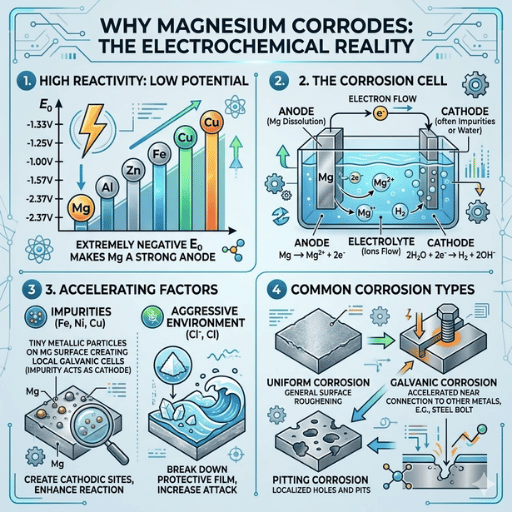
magnesium corrosion is electrochemical. If magnesium comes into contact with water or an electrolyte, it will oxidize (remove electrons) dissolving as Mg ions. Oxidation occurs at the anode forming Mg(OH)₂ and hydrogen – this is why you sometimes see very small bubbles coming off a corroding magnesium surface.
At its core, this is a question of thermodynamics. The Standard Electrode Potential for magnesium is the most negative of all of the structural metals, 2.37 volts against the SHE. Its galvanic series potential (in a seawater ASTM G82 galvanic series) has been determined as being 1.60 volts against an Ag/AgCl reference, more than 600mV more negative than zinc, the most active engineering metal.
Unlike aluminum which creates a very well-bonded oxide AlO layer that prevents further attack; the corrosion film of magnesium hydroxide that develops on Mg is porous and poorly adherent. It only provides partial protection and is also very easily pitted away in chloride environments. This explains the sudden escalation of magnesium corrosion in the marine or salt-spray environments, whereas aluminum is fairly unaffected.
In our CNC machining workshops, it is repeatably seen that simply sitting in humid shop air causes surface tarnishing on freshly machined magnesium parts indicating that the corrosion mechanism of Mg occurs almost as soon as the native oxide layer is disrupted.
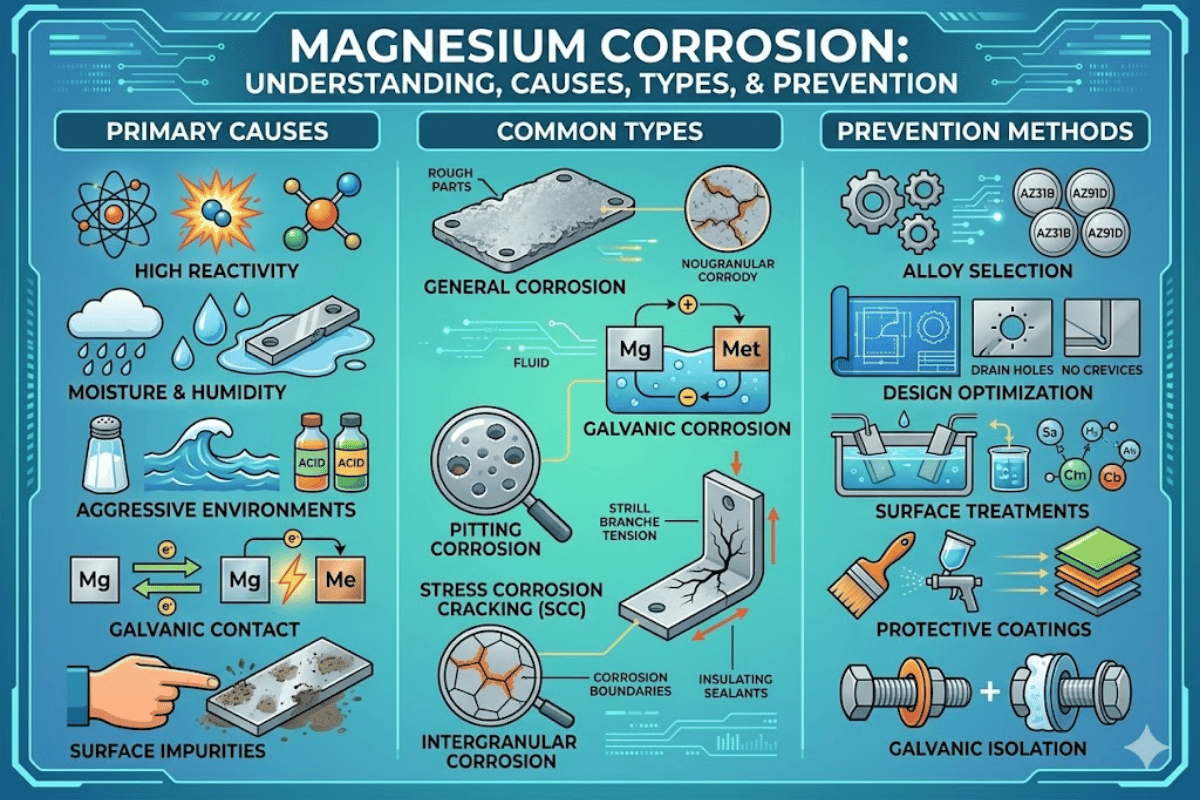
magnesium and its alloys can undergo several types of corrosion modes, each one respectively caused by different climate and metallurgical conditions. The importance of the corrosion behaviour of each type is, because the protection system is different for each case.
| Corrosion Type | Mechanism | Visual Appearance | Risk Level |
|---|---|---|---|
| Galvanic Corrosion | Contact with a more noble metal creates an electrochemical cell; Mg dissolves as the anode | Accelerated attack at the contact zone, white corrosion product buildup | High |
| Pitting Corrosion | Chloride ions break down the surface film at localized weak points | Small, deep cavities on the surface | Medium–High |
| General (Uniform) Corrosion | Even dissolution across the surface in acidic or neutral electrolytes | Uniform surface roughening and thinning | Medium |
| Stress Corrosion Cracking (SCC) | Combined effect of tensile stress + corrosive environment initiates crack propagation | Branching cracks, often intergranular; may show no visible surface corrosion | Critical |
| Filiform Corrosion | Thread-like corrosion under coatings or paint; moisture penetrates at defects | Worm-track patterns visible under transparent coatings | Medium |
The original corrosion problem we have observed most often with magnesium assemblies is a form of galvanic corrosion resulting from direct contact with steel fasteners. Engineers tend to fasten magnesium housings to steel frames without using any form of insulation or barrier coating and white corrosion product appears in the circumference of every fastener within a matter of weeks. The potential difference between magnesium and steel/mild steel is sufficient to produce rapid localised attack in a relatively high humidity indoor environment.
Stress corrosion cracking (SCC) is another topic that warrants special consideration for load-carrying Mg parts. As indicated in research published in the Journal of The Minerals, Metals & Materials Society (JOM), the stress corrosion cracking threshold of AZ91 in distilled water and in 5 g/L NaCl is 55-75 MPa. parts operating close to these levels of stress must only be designed with an SCC-resistant alloy grade.

Corrosion rates in magnesium alloys can vary by 6 orders of magnitude based on 5 main influences. Getting the design right is paramount to avoiding most problem field corrosion issues.
Five Factors That Accelerate Magnesium Corrosion
In the case of AZ-Series magnesium alloys, the critical Fe/Mn weight ratio that initiates rapid corrosion ranges from 0.010 to 0.032 depending on the exact alloy. For example, AZ91 with 0.15% Mn has an iron limit of around 0.0048% (0.032 x 0.15%). When purchasing Mg alloy stock, make sure to obtain the mill certificate and check that Fe, Ni, Cu levels are below their individual threshold limits.
At Lecreator, our alloy selection process for magnesium CNC projects begins by examining the material certification for impurity levels. We have refused incoming Mg billets that passed dimensional specifications but exceeded the Fe/Mn limit – a detail that would have caused field corrosion of Mg alloy components within months of deployment. This upstream control has prevented several clients from warranty failures.

Not all magnesium alloys corrode similarly. Your choice of alloy grade will impact corrosion performance, strength, and machinability. Here’s a comparison of the popular machined alloys.
| Property | AZ31 | AZ91 | AZ80 | WE43 |
|---|---|---|---|---|
| Al Content | 3% | 9% | 8% | 0% (RE-based) |
| Corrosion Resistance | Moderate | Good (short-term); degrades over time | Moderate–Good | Good (consistent long-term) |
| Corrosion Behavior | Uniform surface attack | Initially low rate; accelerates with β-phase undermining | Similar to AZ91 with fewer β precipitates | Micro-galvanic around RE intermetallics |
| Strength (UTS) | 255–290 MPa | 230–275 MPa | 340–380 MPa | 250–295 MPa |
| CNC Machinability | Excellent (wrought sheet/plate) | Very Good (die-cast or gravity cast) | Good (forged/extruded) | Good (requires sharper tooling) |
| Typical Applications | Sheet enclosures, laptop cases, brackets | Die-cast housings, engine blocks, covers | Forged wheels, high-strength structural parts | Aerospace fittings, medical implants (biodegradable) |
| Relative Cost | $ | $ | $$ | $$$ |
One of the main conclusions from the extensive corrosion testing published in the Journal of Magnesium and Alloys: in 3.5% salt solution, AZ91 had a slightly higher initial rate of corrosion resistance then the az31 magnesium alloy in the first few hours, but on long term immersion (>3 hours) was far more higher corrosion due to undermining of the -MgAl phase—i.e. short term salt spray tests could give a false impression of AZ91’s actual in service performance.
WE43 is a less rare earths alloy which gives more predictable long term corrosion performance and is being currently used in alloys for biomedical applications where there is a need for controlled and predictable degradation – for example biodegradable Mg bone implants in simulated body fluid.
From the point of view of the CNC machining, the exact machinability of each grade is clearly illustrated at the spindle. While the AZ31 wrought plate is generated by long, entangled chips that are dangerous if not kept under control with respect to the fire factor, the die-cast AZ91 billets are machined by shorter chips, finer and easier to evacuate while microporosity may occur to entrapped cutting fluid leading to faster corrosion after machining if not clean and dry.
Corrosion protection for magnesium must be used in a stratified manner. No single technique works for every application — the right choice depends on the service environment, required lifespan, and cost constraints. Here are five proven corrosion protection methods ranked by durability.
Here at Lecreator, working with various partners including surface treatment, we are able to provide MAO, anodizing and chemical conversion as post-machining finishes for our precision machining services for corrosion-sensitive magnesium components. Which finish you prefer (or requires) will be dictated by the working environment – outdoor marine will use MAO plus topcoat, while electronics indoors usually only need anodizing.
No coating lasts forever. All coatings break down in time (and any mechanical damage exposes bare magnesium for further corrosion. When designing your corrosion protection system, plan for the coating to be left behind – which makes alloy selection and design-level separation almost as important as the coating itself.
CNC machining a magnesium component requires knowledge of both corrosion rejection and fire safety. First, the corrosion concerns – and second, the fact that magnesium is flammable and aluminum or steel is not.
During machining – carbon particles from the cutting tools can embed into the magnesium surface. These carbon inclusion sites form micro-galvanic cells that make corrosion progress much faster. Lecreator uses special carbide and PCD (polycrystalline diamond) tooling for magnesium jobs (no steel/iron tooling is used) to prevent contaminating the material.
Also important is coolant type. Water based or water soluble machining fluids will react with magnesium chips and cut surfaces – generating hydrogen as well as instigating corrosion. We prefer light mineral oil or compressed air for mag machining (as lubricant), and immediately dry the workpieces after machining.
Chip handling is important. Our chips are stored only in closed steel drums, separated from other steels and chips every step of the way. Magnesium scrap is very flammable, and cannot use a standard ABC fire extinguisher or extinguishing medium. Only a Class-D fire extinguisher or a dry (sand) extinguishing media are effective. Per OSHA combustible dust regulations, facilities machining magnesium must maintain proper dust collection and emergency response procedures.
With 17 years and over 1,000 magnesium machining projects completed, our team at Lecreator’s magnesium machining capabilities has built these protocols into every production run. Knowing how to practically handle the material, from the machine tool to the shelf, prevents much of the magnesium corrosion problems we see in the field.

Lecreator machines magnesium alloys with dedicated tooling, fire-safe procedures, and post-machining surface treatment choices. Send us your drawing for a free DFM consultation.
This knowledge piece was prepared by Lecreator’s engineering department, utilizing 17 years of CNC machining know-how spanning all magnesium alloy materials—AZ31, AZ91, WE43, and others. The corrosion data cited here originates from published research, in-house testing, ASTM standards, and OSHA sources. Our surface treatment recommendations are what we have tried and tested in actual production environments and know to work in more than 1,000 magnesium jobs.









