


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


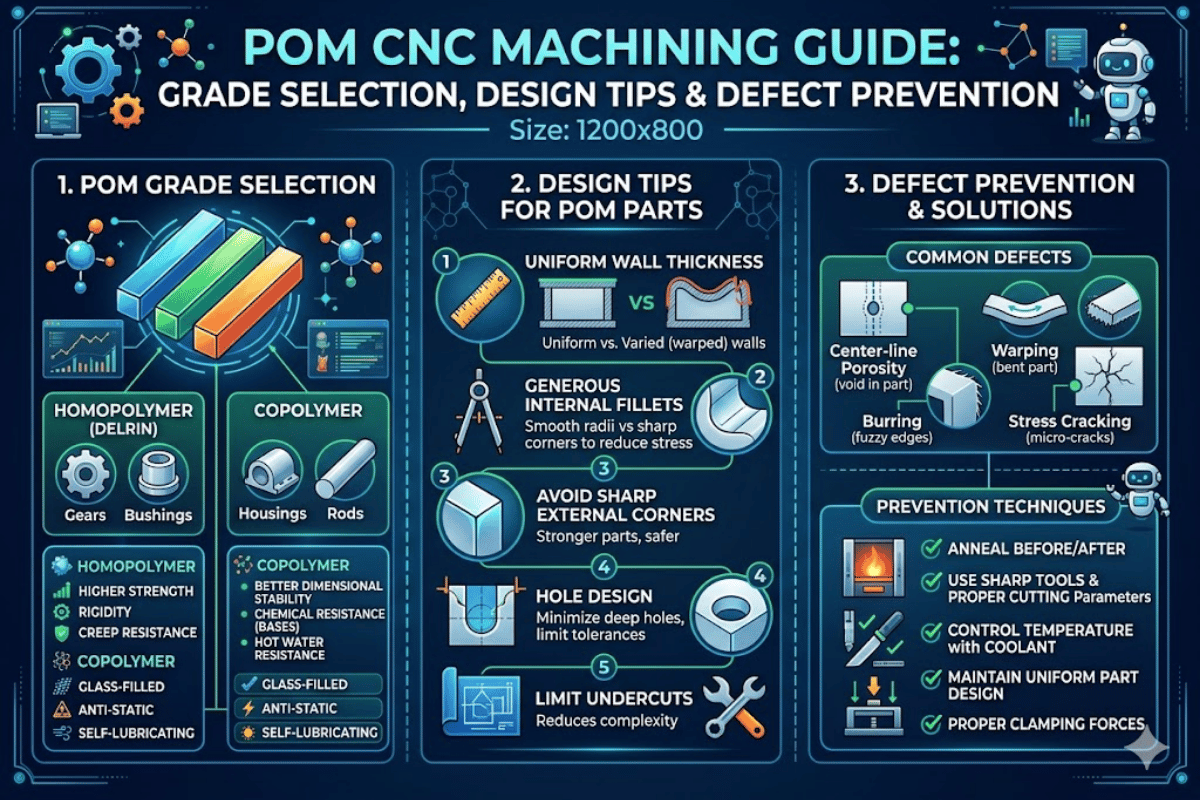
POM CNC Machining Guide: How to Choose Grades, Design Parts, and Avoid Common Defects
| Tensile Strength | 62–69 MPa (POM-C to POM-H) per ASTM D638 |
| Coefficient of Friction (vs Steel) | 0.20–0.35 per ASTM D1894 |
| Moisture Absorption (24 hr) | 0.22–0.25% per ASTM D570 |
| Continuous Service Temperature | 90–100 °C (UL 746B) |
| Melting Point | 165 °C (POM-C) / 175 °C (POM-H) |
| CNC Achievable Tolerance | ±0.025 mm (±0.001 in) on rigid setups |
| Regulatory Compliance | FDA 21 CFR 177.2470 (food contact); USP Class VI (medical) |
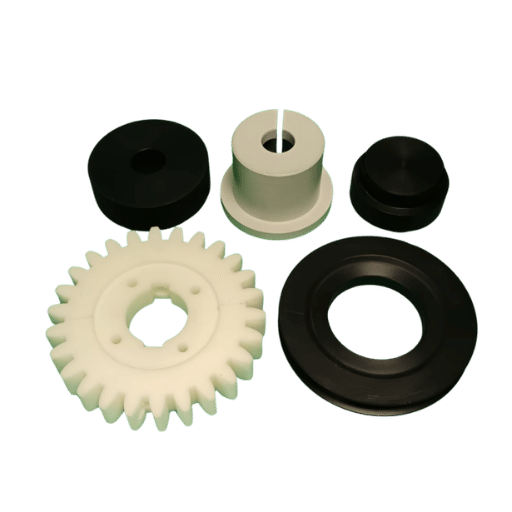
Polyoxymethylene, POM, also known as acetal or, by DuPont, Delrin. It is one of the most machining engineering thermoplastics for high precision manufacturing. It is often used for gears, valve bodies, bushes and electronic connectors because it has a low coefficient of friction, high stiffness and exceptional dimensional stability.
However, machining Delrin is not as straightforward as simply inserting it into the lathe. Differences, in both performance and machinability, between the various grades of polyoxymethylene (POM), between POM-H and POM-C for example, influence everything from the propensity for porosity, to chemical endurance. Tolling-shaped alumimun parts with busy profiles that do not provide support may result in Acetal distortion.
Moreover; the numbers for coefficients of friction that are passed around on the web are an order of five times inaccurate.
This is the first of your POM fabrication guides which discusses the engineering choices that ensure your POM parts meet tolerance standards to stay out of the scrap bin. It includes: grade selection guidelines, DFM standards unique to acetal, defect minimization limit standards, material comparison charts and cost incentive factors. All property values are listed with the respective ASTM test method for confirmation against your material datasheets.
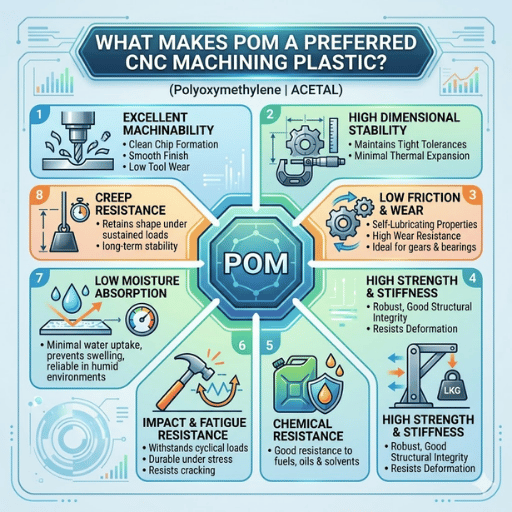
Polyoxymethylene (POM) is an engineering thermoplastic, with thermoplastics that are highly crystalline, whereas the metals are not (instrumental in giving the manufacturing the closer metallic qualities rather than commodities. From the BYU-Idaho plastics reference, the high degree of crystallinity creates “good strength, stiffness, surface hardness, barrier properties, solvent resistance and a sharp melting point”.
What makes POM unique when considering POM CNC machining services is its response to a cutting tool. According to machinists acetal is the most machinable engineering plastic, producing short, clean chip rather than stringy, gummy chips like nylon or polycarbonate. This results in tighter tolerances, improved surface quality and shorter machining cycle times.
POM-H (homopolymer) produces an ASTM D638 tensile strength of 69 MPa and tensile modulus of 3 100 MPa. Its coefficient of friction with steel is 0.20-0.35 as an ASTM D1894 test. low enough for an unlubricated bearing surface, although it is clear that the 0.04 figure cited by many machining guides is not used. It is the coefficient belonging to PTFE/Teflon, and the resulting misapplication has so called engineers recommending that POM should be used as a low friction sliding surface when a PTFE bearing or a PTFE-filled grade would do better.
Dimensional stability is the reason POM is used in precision parts where high stiffness is desired. With 24 hour moisture absorption of only 0.25% (ASTM D570) and a coefficient of thermal expansion of 110 µm/m·°C (ASTM D696), POM shows very good dimensional stability over temperature and humidity ranges that would cause nylon parts to expand out of tolerance. POM material classified under ASTM D6778 consistently delivers ±0.025 mm tolerances on precision parts requiring high stiffness above 2,900 MPa flexural modulus.
Ultimately POM’s real strength isn’t having an “excellent” property but rather the combination of properties such as machinability, dimension stability, and low-friction that it possesses. POM’s excellences make it the “definitive” engineering plastic for high-stiffness, tight-tolerance moving parts that will operate in dry conditions.
Labeling “POM” on the drawing is not sufficient. Homopolymer POM ( POM-H ), branded Delrin by DuPont, and copolymer POM ( POM-C ) possess distinct crystallinity, which produces quantifiable variations in mechanical strength, chemical attack resistance, and machinability. Wrong POM choice could lead to centerline porosity in thick sections, brittle failure chemically, or unnecessary expense.
| Property | POM-H (Homopolymer) | POM-C (Copolymer) | Test Method |
|---|---|---|---|
| Tensile Strength | 69 MPa | 62 MPa | ASTM D638 |
| Tensile Modulus | 3,100 MPa | 2,690 MPa | ASTM D638 |
| Flexural Modulus | 2,900 MPa | 2,550 MPa | ASTM D790 |
| Izod Impact (notched) | 75–130 J/m | 65–100 J/m | ASTM D256 |
| Coefficient of Friction | 0.20–0.35 | 0.25–0.35 | ASTM D1894 |
| Moisture Absorption (24 hr) | 0.25% | 0.22% | ASTM D570 |
| Melting Point | 175 °C | 165 °C | DSC |
| Chemical Resistance (pH range) | pH 4–9 | pH 4–13 | — |
| Centerline Porosity Risk | Yes, in stock >25 mm | No | — |
Yes, the machinability benefit claimed for the Delrin is impressive but conditional. POM-H offers an additional 10 to 15% as compared to POM-C in hardness, stiffness, tensile and compressive strength. It also handles loads about 10% higher before creep deformation occurs. For dry, high stress structural applications where strength is paramount, POM-H is definitely the stronger choice.
However, POM-C tools more reliably over a range of toolpaths. Industry sources report that copolymer acetal is less sensitive to remelting and warping during long, thin cuts or heavy stock removal. POM-C also offers a broader chemical resilience than homopolymer (pH 4-13 vs POM-H pH 4-9), making it the better candidate for parts subject to cleaning work, hydrocarbons, or alkaline attacks.
📐 Engineering Note: The 25 mm Porosity Threshold
In this POM CNC machinist’s experience, specify POM-C copolymer if you will machine POM components in rod or plate stock longer than 25 mm (.1 inch). Homopolymer acetal entrains centerline porosity during the cooling cycle of the extrusion process. In thin parts below 25 mm, these voids are insignificant. In thicker stock, they are structural failures that manifest as part breakage under a load. This is the singlemost Grade selection mistake in my experience when CNC Delrin machining.
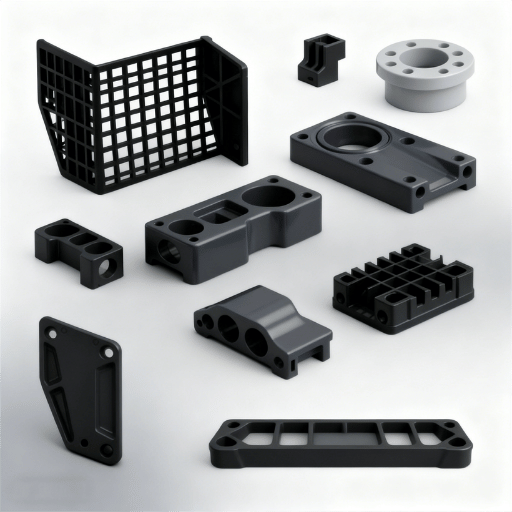
Add 10-30% glass by weight to produce glass-reinforced POM in order to increase rigidity and control coefficient of expansion. Manufacturers use grouted bracketry and enclosures to fit the bill. The utility of glass-filled POM comes at the expense of increased tool wear and rougher machine finish. Refer to each brand’s POM datasheet to determine the properties of their individual custom blend.
10-30% Glass Lb/Lb. POM is used to produce strength derivatives such as structural brackets and enclosures where creep resistance is a higher priority than surface quality. Compared to unfilled POM, tool wear increases while gloss drops. To what degree varies widely from manufacturer to manufacturer.
10-30% Glass (by weight) filled POM is used for strength applications such as structural enclosures and brackets where creep is a higher priority than quality of surface finish. Tool wear and opacity increase over unfilled POM. By how much depends on the manufacturer.
For most CNC machined POM components with a cross section less than 25 mm (1 inch): POM-H maximizes strength. For components machined from thick stock, chemically attacked environments, or where variance in machinability is less important than minimizing cost; POM-C is recommended.

POM machines like metal, but this acetal plastic does not behave like one in fixturing, temperature control, or relieving of transfer stress. Careless aluminum Design for Manufacturing principles will lead to warped or out of spec machine POMs. POM-specific design issues must be applied.
📐 Engineering Note: POM-Specific DFM Parameters
Based on DuPont’s Delrin Design Guide (Module III), machining tolerances of ±0.025 mm (±0.001 inches) are realistic on the conventional lathe. Turning speeds range from 90-180 m/min (300-600 SFM), with a feed rate of approximately 0.08-0.25 mm/rev (0.003 to 0.010 inches/rev). Caveman CNC milling speeds should be between 6,000-12,000 RPM at 2,500-5,000 mm/min (100-200 inches/min) to be effective. Keep axial depth of cut shallow – 0.5× cutter diameter – to reduce heat stress on the homopolymer blocks.
Keep minimum wall thickness at 0.8mm when CNC milling and 1.0 mm when turning. Thinner walls deflect under clamping pressure and during cutting, leading to the formed taper as well as chatter marks on the product. When machining complex pom parts with deep pockets, increase wall thickness to 1.5 mm or use several light finishing passes. When machining complicated POM components with deep pockets, increase wall thickness to 1.5 mm or use several light finishing passes.
POM has a thermal conductivity (0.31 W/mK ASTM C177) approximately 40 times lower than aluminum. Any heat produced at the cutting zone cannot be dissipated through the work piece. It remains concentrated at the tool cutting zone. This is the primary reason that air cooling is preferable over flood coolant when machining POM: dry compressed air blows away the chips and dissipates the heat without the thermal shock that liquid coolant causes to a low thermal conductivity, crystalline plastics.
When machining POM parts requiring tolerances tighter than ±0.05 mm, it is necessary to use a two-stage machining process (rough, stress-relieve, finish). Rough machine the POM to 0.2–0.3 mm oversize per surface before stress-relieving the part in an oven. Annealing at 140–150 °C (20–30 °C below the heat deflection temperature) releases the residual stress locked into the part by the extrusion and rough machining steps. Subsequently, the machined part measured within the acceptable tolerance range immediately after machining can shift out of tolerance as many as 24–48 hours due to residual stress relaxation.
A high-precision plastics manufacturer knows POM presents such unique machining challenges that treating it as a hardened process center metal will yield the best, most consistent results. Skilled operators in controlling tool sharpness, feed rates, finishes, and heat mitigation will find machining POM to be an eminently manageable process, provided they follow these guidelines.
Most of the failures associated with POM machining are unlike failures with aluminum or other amorphous plastics. Designing machinists will encounter sputtering, distortion, and wear problems that are unique to the crystalline physical nature of polyoxymethylenes, as well as low thermal conductivity and residual stress release issues when components are left to sit after cutting. These eight tips ensure final tolerance and the least part distortion.
Crystalline or thin POM parts warp after machining as the residual stress stabilizes. Deviation from the datum plane immediately after machining can be greater than 0.12 mm but can be reduced to less than 0.02 mm in a matter of hours with a combination of low-cost residual stress-relief methods such as annealing and symmetrical material removal, and air cooling to aid in dissipating thermal energy. This phenomenon has caused designers to believe that POM moldings or machined products must be constructed in an oven after machining but in reality it is the products’ internal stress that is to blame.
Correction: anneal at 140–150 °C before final machining. For oil-bath annealing with increased soak time, a recommended rate is 40–60 minutes of increase per 5 mm of wall thickness. For air-bath (oven) annealing, increase by 20-30 minutes per 5 mm. Alternatively, parts can be steamed in tap water at boiling for 5-6 hours and cool down naturally.
Because of POM’s toughness and ductility, plastic flow occurs at the cutting edge, rather than clean shearing, and whisker-like burrs are generated at the cut face, especially after cnc milling and drilling. Use sharp, positive rake (6-10), high cutting speeds, and climb milling to help reduce burr height. Deburring POM parts after machining is the norm – tumbling or cryogenic deburring is effective in volume productions. A controlled machining process with 6-10° positive rake angles produces POM components that meet Ra 0.8 µm or better on critical sealing faces.
When heat builds faster than POM can get rid of it, the surface glaze and melts. The process most commonly occurrs during drilling deep holes without peck cycles or with dull tools at high feed rates. POM-100’s melting point is 165–175 °C, just barely above the temperatures achieved during aggressive machining. Reduce spindle rpm, grind drills to a negative or neutral rake (0-2), use peck drilling (retract tool every 1-2 drill diameters) and use compressed air to blow the heat away.
POM – 200 decomposes to formaldehyde gas when overheated. Do NOT laser cut POM – the intensity of the laser beam causes rapid decomposition and hazardous fumes. Good ventilation is mandatory when machining POM at high speeds. Be alert during all machining operations for a burning plastic smell.
Almost all of POM’s acetal machining defects relate back to temperature control and stress relief. Focus on eliminating these two variables – through annealing, sharp tools, air cooling, and staged machining – and POM machinability and dimensional stability shine through.
POM is an excellent pom plastic, but it is not the right choice for every application. Honest material selection requires comparing specific property values under standardized test conditions – not vague claims about which plastic is “better.” The following table uses ASTM-referenced data to give you a direct comparison.
| Property | POM-H | Nylon 6/6 | PEEK | ABS |
|---|---|---|---|---|
| Tensile Strength (MPa) | 69 | 75–85 | 100–110 | 40–50 |
| Friction Coefficient (dry, vs steel) | 0.20–0.35 | 0.50–0.70 | 0.35–0.45 | 0.50–0.65 |
| Water Absorption, 24 hr (%) | 0.25 | 1.0–2.5 | 0.10–0.15 | 0.20–0.45 |
| Max Service Temp (°C) | 90–100 | 80–120 | 250–260 | 80–95 |
| Machinability | Excellent (clean chips) | Good (stringy chips) | Good (tool wear) | Good (melting risk) |
| Relative Cost (per kg) | $$ | $$ | $$$$ | $ |
Where POM is the choice: Gears, bearings, bushings, and any other standard milling, drilling, or turning feature in which low friction and dimensional stability in variable moisture conditions are important. POM’s 0.25% water absorption allows it to hold tight tolerances where nylon swells by about 10 times that amount — a low coefficient of friction (0.20–0.35 per ASTM D1894) paired with sub-0.3% moisture uptake is why this engineering plastic dominates dry-running bearing and gear applications.
Where Nylon is the choice: impact toughness and vibration damping. Nylon 6/6 has higher ductility and higher tensile strength than POM. Use it for snap-fit housings, structural brackets, and any structural application where energy is absorbed under shock loads. Nylon also self-lubricates, being very slippery when wet.
Where PEEK is the choice: high temperature applications above 150 °C, aggressive chemical environments and applications requiring sterilization. PEEK is 4-6 times more expensive to CNC machine than POM so is certainly not a first choice material.
Where ABS is the choice: In prototyping, cosmetic housings, any application where paintability and bonding are more important than strength and machinability is a high benefit. ABS machinery is more cost effective when production volume foregos structural parts.
✔ POM Advantages
⚠ POM Limitations
Material selection is not about getting the best,” it is about tradeoffs. POM performs well in the following: Friction/Sliding, Stability, and Machinability. Nylon performs well with Impact. PEEK is great for temperature extremes and chemical resistance. Select your POM based on the limiting requirement of the application and not on some “best plastic” claim.
The cost of cnc machining of pom in a CNC shop is a function of six different, interconnected factors that are not always intuitive. These cost considerations for POM will allow you to make part design decisions that minimize cost without sacrificing your requirements.
Cost Factors in POM CNC Machining
The advantages of cnc machining over injection molding in low-volume production is clear: no tooling costs, rapid redesign, and quicker first-manufactured parts. Based on economics of scale, machining costs tend to dominate until the quantities reach a several-thousand-part order, at which point the economies of scale favor injection molding. Always request quotes for both when planning for production quantities of custom pom parts. POM maintains a cost-per-part advantage over PEEK by 4–6× at equivalent tolerances, making POM the default choice for non-extreme-temperature applications under 100 °C (UL 746B).
Tolerance is the biggest cost driver in POM cnc turning. Specify ±0.1 mm on non-critical features and use ±0.025 mm for mating surfaces. It can cut machining costs in half.

POM makes good use of itself not by being a terrific general-use resin but by having specific properties that other plastics cannot match easily.
Automotive fuel system components:Valve bodies in and fuel pump gears benefit from resistance to gasoline and diesel, dimensional stability through thermal cycling, and low-friction operation. POM-C copolymer meets these properties, and these POM pumps components also benefit from the hydrocarbon resistance properties of the generic material.
Medical devices and instrumentation: various POM grades meeting ASTM F1855 (Standards Specification for Polyoxymethylene for Medical Application) and USP Class VI specifications are used for insulin pen components, surgical tool handles and granular dispensing pump gears. Sterilizable, biocompatible and precisely machined parts are all produced from the one material, POM.
Elektronic Kontaktierungen und Isolatoren: Due to its good thermal resistance a very good dimensional stability of the POM materials in cyclic changes occurs as well as due its good high dielectric strenght (19,7kV/mm according ASTM D149) one of the most suitable materials for connector bodies and insensitive distances. And parts don´t change the contact alignment whithin the temperature field of operation and not hav the moisture swelling that disqualify the use of nylon.
Machined pom For gears and conveyor guides: Given their low coefficient of friction and high self-lubricating ability, machined pom can be used as gear teeth, chain guides and conveyor rollers for light duty applications in food processing and packaging equipment. Some FDA approved grades satisfy the requirements for food contact by FDA regulations 21 CFR 177.2470.
This is where applications of pom work better than those that require an exact property combination, not maximization of a single property. High temperature – go for PEEK. Impact toughness – go for nylon.
Low friction + dimensional stability + machinability all in one – hard to beat POM.
No. Delrin is the Delron trademark for either POM homopolymer (POM-H). POM is the generic term (Polyoxymethylene).
Since the broad term includes copolymer the generic might mean either one. All of the Delrin is POM and not all POM is in Delrin which is a homopolymer acetal. When given a choice of “Delrin” or “Generic” make sure that the generic is homopolymer acetal and not copolymer any home polymer acetal rest assured is stabilized and crystallinity controlled with a different package of stabilizers than DuPont’s recipe which will result in different machining characteristics and long-term dimensional stability.
When in doubt, ask for the specific manufacturer’s datasheet.
POM-H has about 10-15% higher mechanical strength, tensile modulus and hardness than POM-C. Chemical resistance (pH 4–13 vs pH 4–9), higher thermal stability at high temperatures and no centerline porosity in large machined sections over 25 mm diameter are the advantages of POM-C. For most machined parts with section thickness less than 25 mm, POM-H would be the stronger mechanical Material.
For chemical attack or thick section machined parts, POM-C would be the safer choice.
Lecreator is equipped with 80+ CNC machines and 17 years of plastic machining experience to produce POM-H and POM-C components toleranced to ±0.025 mm. Send us your CAD file for a quote today.
The following property data is referenced to ASTM and ISO standards as specified. Our machining specifications are summarized from DuPont’s Delrin Design Guide and magazines articles, actual shop experience varies based on your CNC size, tooling life, and POM batch number. Lecreator (Shenzhen Le-creator Technology Co., Ltd.) has prolifically machined POM components since 2008 in the automotive, medical, and electronic sectors with a first-pass yield exceeding 98% on tight-tolerance projects.









