


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


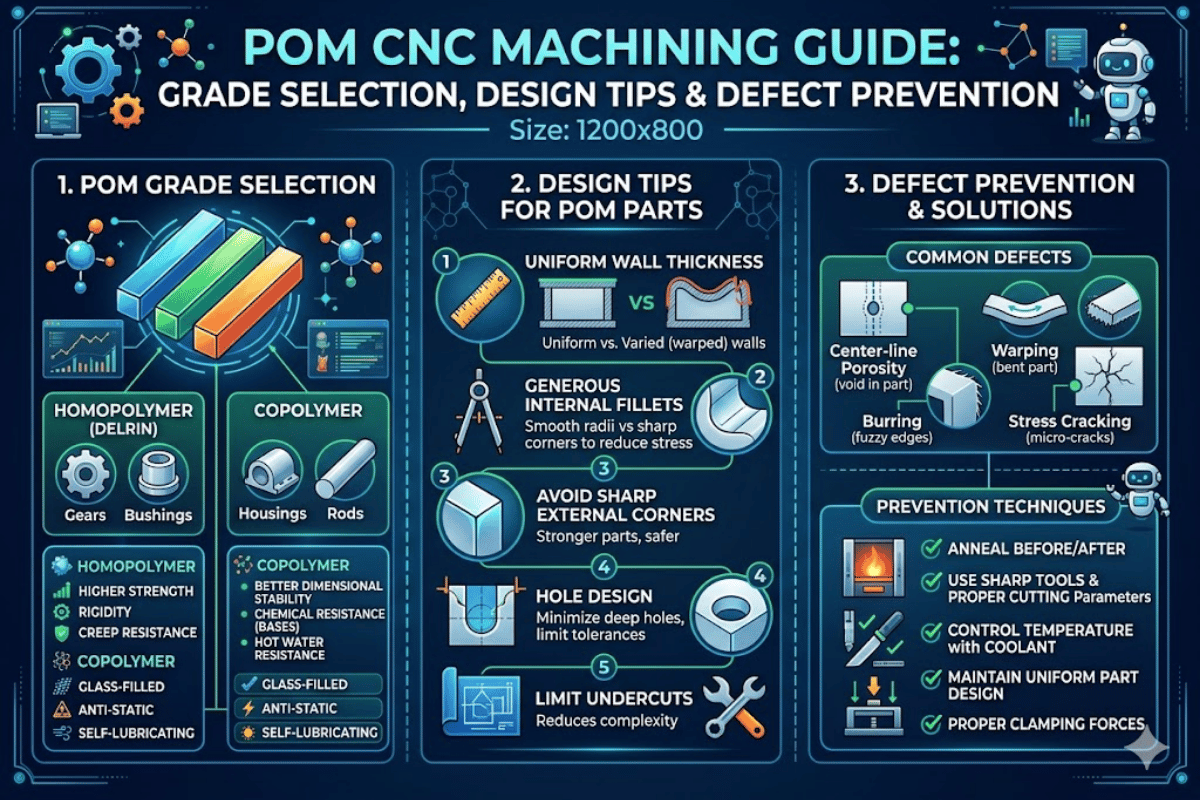
POM CNC-bewerkingsgids: hoe u cijfers, ontwerponderdelen kiest en veelvoorkomende defecten vermijdt
| Treksterkte | 62-69 MPa (POM-C tot POM-H) volgens ASTM D638 |
| Wrijvingscoëfficiënt (vs Staal) | 0,20-0,35 volgens ASTM D1894 |
| Vochtabsorptie (24 uur) | 0,22-0,25% per ASTM D570 |
| Continue Service Temperatuur | 90-100 °C (UL 746B) |
| Melting Point | 165 °C (POM-C) /175 °C (POM-H) |
| CNC haalbare tolerantie | ±0,025 mm (±0,001 inch) op stijve opstellingen |
| Regelgevende naleving | FDA 21 CFR 177.2470 (contactpersoon voor levensmiddelen); USP-klasse VI (medisch) |
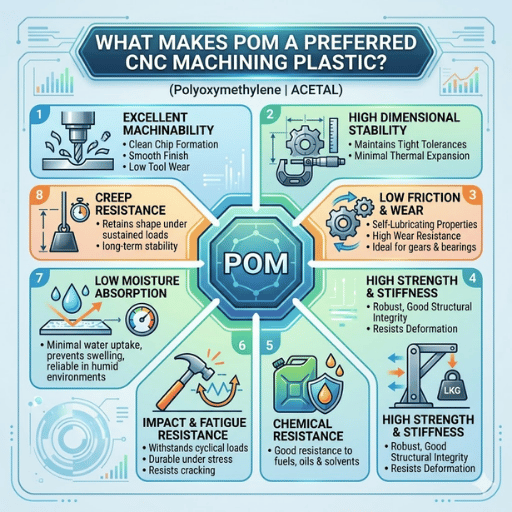
Polyoxymethyleen, POM, ook bekend als acetaal of, door DuPont, Delrin Het is een van de meest machinaal bewerkende technische thermoplastische materialen voor productie met hoge precisie Het wordt vaak gebruikt voor tandwielen, kleplichamen, bussen en elektronische connectoren omdat het een lage wrijvingscoëfficiënt, hoge stijfheid en uitzonderlijke maatvastheid heeft.
Het bewerken van Delrin is echter niet zo eenvoudig als het simpelweg in de draaibank steken Verschillen, zowel in prestaties als bewerkbaarheid, tussen de verschillende soorten polyoxymethyleen (POM), tussen POM-H en POM-C bijvoorbeeld, beïnvloeden alles, van de neiging tot porositeit tot chemisch uithoudingsvermogen. Tolvormige alumimunonderdelen met drukke profielen die geen ondersteuning bieden, kunnen resulteren in acetaalvervorming.
Bovendien; de getallen voor wrijvingscoëfficiënten die op het web worden doorgegeven, zijn in de orde van vijf keer onnauwkeurig.
Dit is de eerste van uw POM fabricagehandleidingen waarin de technische keuzes worden besproken die ervoor zorgen dat uw POM-onderdelen voldoen aan de tolerantienormen om uit de schrootbak te blijven Het omvat: richtlijnen voor de selectie van de kwaliteit, DFM-standaarden die uniek zijn voor acetaal, normen voor defectminimalisatie, materiaalvergelijkingsgrafieken en kostenstimulerende factoren Alle eigendomswaarden worden vermeld met de respectieve ASTM-testmethode ter bevestiging aan de hand van uw materiële datasheets.
Polyoxymethyleen (POM) is een technisch thermoplastisch materiaal, met thermoplastische materialen die zeer kristallijn zijn, terwijl de metalen dat niet zijn (instrumenteel om de productie de nauwere metaalkwaliteiten te geven in plaats van grondstoffen. Van de BYU-Idaho kunststofreferentie, de hoge mate van kristalliniteit creëert goede sterkte, stijfheid, oppervlaktehardheid, barrière-eigenschappen, oplosmiddelbestendigheid en een scherp smeltpunt“.
Wat maakt POM uniek bij het overwegen POM CNC-bewerkingsdiensten is zijn reactie op een snijgereedschap Volgens machinisten is acetaal het meest bewerkbare technische plastic, dat korte, schone chip produceert in plaats van vezelige, gomachtige chips zoals nylon of polycarbonaat. Dit resulteert in strakkere toleranties, verbeterde oppervlaktekwaliteit en kortere bewerkingscyclustijden.
POM-H (homopolymeer) produceert een ASTM D638 treksterkte van 69 MPa en trekmodulus van 3 100 MPa De wrijvingscoëfficiënt met staal is 0,20-0,35 als ASTM D1894-test. laag genoeg voor een niet-gesmeerd lageroppervlak, hoewel het duidelijk is dat het cijfer van 0,04 dat door veel bewerkingsgeleiders wordt aangehaald, niet wordt gebruikt Het is de coëfficiënt die tot PTFE/Teflon behoort, en de resulterende verkeerde toepassing heeft zogenaamde ingenieurs die aanbevelen dat POM moet worden gebruikt als een glijoppervlak met lage wrijving wanneer een PTFE-lager of een PTFE-kwaliteit het beter zou doen.
Dimensionale stabiliteit is de reden dat POM wordt gebruikt in precisieonderdelen waar een hoge stijfheid gewenst is Met 24 uur vochtabsorptie van slechts 0,25% (ASTM D570) en een thermische uitzettingscoëfficiënt van 110 µm/m·°C (ASTM D696) vertoont POM een zeer goede maatvastheid over temperatuur - en vochtigheidsbereiken waardoor nylon onderdelen buiten de tolerantie zouden uitzetten POM-materiaal geclassificeerd onder ASTM D6778 levert consistent toleranties van ±0,025 mm op precisieonderdelen die een hoge stijfheid boven 2.900 MPa buigmodulus vereisen.
Uiteindelijk heeft de echte kracht van POM niet de eigenschap “excellent”, maar eerder de combinatie van eigenschappen zoals bewerkbaarheid, maatstabiliteit en lage wrijving die het bezit. De uitmuntendheid van POM maakt het tot het “ technische plastic voor bewegende delen met hoge stijfheid en strakke tolerantie die in droge omstandigheden zullen werken.
Het labelen van “POM” op de tekening is niet voldoende Homopolymeer POM (POM-H ), gebrandmerkt Delrin door DuPont, en copolymeer POM (POM-C) bezitten een duidelijke kristalliniteit, die kwantificeerbare variaties in mechanische sterkte, chemische aanvalsweerstand en bewerkbaarheid produceert. Een verkeerde POM-keuze kan leiden tot porositeit van de middellijn in dikke secties, bros falen chemisch of onnodige kosten.
| Property | POM-H (homopolymeer) | POM-C (Copolymeer) | Testmethode |
|---|---|---|---|
| Treksterkte | 69 MPa | 62 MPa | ASTM D638 |
| Trekmodulus | 3.100 MPa | 2.690 MPa | ASTM D638 |
| Flexural Modulus | 2.900 MPa | 2.550 MPa | ASTM D790 |
| Izod Impact (gekerfd) | 75-130 J/m | 65-100 J/m | ASTM D256 |
| Coëfficiënt van Wrijving | 0,20-0,35 | 0,25-0,35 | ASTM D1894 |
| Vochtabsorptie (24 uur) | 0.25% | 0.22% | ASTM D570 |
| Melting Point | 175 °C | 165 °C | DSC |
| Chemische Weerstand (pH-waaier) | pH 4-9 | pH 4-13 | — |
| Centreline Porositeit Risico | Ja, op voorraad >25 mm | Nee | — |
Ja, het bewerkbaarheidsvoordeel dat voor de Delrin wordt geclaimd is indrukwekkend maar voorwaardelijk POM-H biedt een extra 10 tot 15% in vergelijking met POM-C in hardheid, stijfheid, treksterkte en druksterkte Het verwerkt ook belastingen die ongeveer 10% hoger zijn voordat kruipvervorming optreedt Voor droge structurele toepassingen met hoge spanning waarbij sterkte voorop staat, is POM-H absoluut de sterkere keuze.
POM-C werktuigen echter betrouwbaarder over een reeks gereedschapspaden Industriebronnen melden dat copolymeeracetaal minder gevoelig is voor hersmelten en kromtrekken tijdens lange, dunne sneden of zware voorraadverwijdering POM-C biedt ook een bredere chemische veerkracht dan homopolymeer (pH 4-13 vs POM-H pH 4-9), waardoor het de betere kandidaat is voor onderdelen die onderhevig zijn aan reinigingswerkzaamheden, koolwaterstoffen of alkalische aanvallen.
📐 Technische opmerking: de porositeitsdrempel van 25 mm
In de ervaring van deze POM CNC-machinist specificeert u POM-C-copolymeer als u POM-componenten gaat bewerken in staaf- of plaatmateriaal langer dan 25 mm (,1 inch) Homopolymeeracetaal voert de porositeit van de middellijn mee tijdens de koelcyclus van het extrusieproces. In dunne delen van minder dan 25 mm zijn deze holtes onbeduidend. In dikker materiaal zijn het structurele storingen die zich manifesteren als onderdeelbreuk onder belasting. Dit is de meest hoogwaardige selectiefout in mijn ervaring toen CNC Delrin bewerking.
Voeg 10-30% glas op gewicht toe om glasversterkte POM te produceren om zo de stijfheid en de controlecoëfficiënt van de uitbreiding te verhogen Fabrikanten gebruiken gegroutte beugels en behuizingen om de rekening te passen Het nut van glasgevulde POM gaat ten koste van verhoogde gereedschapsslijtage en ruwere machineafwerking. Raadpleeg de POM-gegevensblad van elk merk om de eigenschappen van hun individuele aangepaste mengsel te bepalen.
10-30% Glas Lb/Lb. POM wordt gebruikt om sterktederivaten te produceren zoals structurele beugels en behuizingen waarbij kruipweerstand een hogere prioriteit heeft dan oppervlaktekwaliteit Vergeleken met ongevulde POM neemt de slijtage van gereedschap toe terwijl de glans daalt In welke mate varieert sterk van fabrikant tot fabrikant.
10-30% Glas (op gewichtsbasis) gevulde POM wordt gebruikt voor sterktetoepassingen zoals structurele behuizingen en beugels waarbij kruip een hogere prioriteit heeft dan kwaliteit van oppervlakteafwerking Toolslijtage en opaciteit nemen toe ten opzichte van ongevulde POM Hoeveel hangt af van de fabrikant.
Voor de meeste CNC-bewerkte POM-componenten met een dwarsdoorsnede van minder dan 25 mm (1 inch): POM-H maximaliseert de sterkte Voor componenten die zijn bewerkt uit dikke voorraad, chemisch aangevallen omgevingen, of waar variantie in bewerkbaarheid minder belangrijk is dan het minimaliseren van de kosten; POM-C wordt aanbevolen.

POM-machines houden van metaal, maar dit acetaalplastic gedraagt zich niet als een machine bij het opspuiten, temperatuurregeling of het verlichten van overdrachtsspanning. Onzorgvuldig aluminium Design for Manufacturing-principes zullen leiden tot kromgetrokken of niet-gespecificeerde machine-POM's. POM-specifieke ontwerpproblemen moeten worden toegepast.
📐 Technische opmerking: POM-specifieke DFM-parameters
Gebaseerd op de Delrin Design Guide (Module III) van DuPont, zijn bewerkingstoleranties van ±0,025 mm (±0,001 inch) realistisch op de conventionele draaibank Draaisnelheden variëren van 90-180 m/min (300-600 SFM), met een voedingssnelheid van ongeveer 0,08-0,25 mm/omw (0,003 tot 0,010 inch/omw) Caveman CNC-freessnelheden moeten tussen 6.000-12.000 RPM liggen bij 2.5000 inches axiaal-min.000000000.
Houd de minimale wanddikte op 0,8 mm bij CNC-frezen en 1,0 mm bij draaien Dunnere wanden buigen af onder klemdruk en tijdens het snijden, wat leidt tot de gevormde tapsheid en klappersporen op het product.Bij het bewerken van complexe pompondelen met diepe zakken, verhoog de wanddikte tot 1,5 mm of gebruik verschillende lichte afwerkingspassen. Bij het bewerken van ingewikkelde POM-componenten met diepe zakken vergroot u de wanddikte tot 1,5 mm of gebruik u verschillende lichte afwerkingspassen.
POM heeft een thermische geleidbaarheid (0,31 W/mK ASTM C177) die ongeveer 40 keer lager is dan aluminium Eventuele warmte die in de snijzone wordt geproduceerd, kan niet door het werkstuk worden afgevoerd Het blijft geconcentreerd in de snijzone van het gereedschap Dit is de belangrijkste reden dat luchtkoeling de voorkeur verdient boven overstromingskoelmiddel bij het bewerken van POM: droge perslucht blaast de spanen weg en voert de warmte af zonder de thermische schok die vloeibaar koelmiddel veroorzaakt tot een lage thermische geleidbaarheid, kristallijne kunststoffen.
Bij het bewerken van POM-onderdelen die toleranties vereisen die strakker zijn dan ±0,05 mm, is het noodzakelijk om een tweetraps bewerkingsproces te gebruiken (ruw, spanningsvrij, afwerking).Ruwe machine de POM tot 0,2-0,3 mm overmaat per oppervlak voordat het onderdeel in een oven wordt belast. Gloeien bij 140-150 °C (20-30 °C onder de warmteafbuigingstemperatuur) laat de restspanning vrij die in het onderdeel is vergrendeld door de extrusie- en ruwe bewerkingsstappen. Vervolgens kan het bewerkte onderdeel, gemeten binnen het aanvaardbare tolerantiebereik, onmiddellijk na het bewerken, maar liefst 24-448 uur buiten de tolerantie verschuiven als gevolg van de restrelaxatie.
Een fabrikant van uiterst nauwkeurige kunststoffen weet dat POM zulke unieke bewerkingsuitdagingen met zich meebrengt dat de behandeling ervan als een gehard procescentrummetaal de beste, meest consistente resultaten zal opleveren. Bekwame operators in het controleren van de scherpte van het gereedschap, de voedingssnelheid, de afwerking en de hittebeperking zullen het bewerken van POM een bij uitstek beheersbaar proces vinden, op voorwaarde dat ze deze richtlijnen volgen.
De meeste storingen die gepaard gaan met POM-bewerking zijn anders dan storingen met aluminium of andere amorfe kunststoffen. Ontwerpende machinisten zullen problemen ondervinden bij het sputteren, vervormen en slijtage die uniek zijn voor de kristallijne fysieke aard van polyoxymethylenen, evenals een lage thermische geleidbaarheid en problemen met het vrijkomen van restspanning wanneer componenten na het snijden blijven zitten. Deze acht punten zorgen voor eindtolerantie en de kleinste vervorming van het onderdeel.
Kristallijne of dunne POM-onderdelen kromtrekken na bewerking terwijl de restspanning stabiliseert Afwijking van het referentievlak onmiddellijk na bewerking kan groter zijn dan 0,12 mm, maar kan binnen enkele uren worden teruggebracht tot minder dan 0,02 mm met een combinatie van goedkope restspanningsontlastingsmethoden zoals gloeien en symmetrische materiaalverwijdering, en luchtkoeling om te helpen bij het dissiperen van thermische energie Dit fenomeen heeft ertoe geleid dat ontwerpers geloven dat POM-lijsten of machinaal bewerkte producten na bewerking in een oven moeten worden geconstrueerd, maar in werkelijkheid is het de interne spanning van het product die de oorzaak is.
Correctie: uitgloeien bij 140-150 °C vóór de laatste bewerking Voor het uitgloeien van oliebaden met langere weektijd is een aanbevolen snelheid 40-60 minuten toename per 5 mm wanddikte Voor het uitgloeien van luchtbaden (oven), verhogen met 20-30 minuten per 5 mm Als alternatief kunnen onderdelen in leidingwater worden gestoomd bij koken gedurende 5-6 uur en op natuurlijke wijze afkoelen.
Vanwege de taaiheid en ductiliteit van POM vindt er plastische stroming plaats aan de snijkant, in plaats van schoonscheren, en worden er snorhaarachtige bramen gegenereerd aan de snijzijde, vooral na cnc-frezen en boren. Gebruik scherpe, positieve hark (6-10), hoge snijsnelheden en klimfrezen om de braamhoogte te helpen verminderen. Het ontbramen van POM-onderdelen na bewerking is de norm. Een gecontroleerd bewerkingsproces met positieve hellingshoeken van 6-10° produceert POM-componenten die Ra 0,8 µm of beter ontmoeten op kritische afdichtingsvlakken.
Wanneer warmte sneller wordt opgebouwd dan POM er vanaf kan komen, dan gaat het oppervlak glazuur en smelt Het proces treedt het meest op tijdens het boren van diepe gaten zonder pikcycli of met dof gereedschap bij hoge voedingssnelheden Het smeltpunt van POM-100 is 165-175 °C, net boven de temperaturen die worden bereikt tijdens agressieve bewerking, Verminder het toerental van de spil, maal boormachines tot een negatieve of neutrale hark (0-2), gebruik pikboren (trek gereedschap elke 1-2 boordiameters terug) en gebruik perslucht om de warmte weg te blazen.
POM 1200 ontleedt tot formaldehydegas bij oververhitting NIET lasersnijden POM (de intensiteit van de laserstraal veroorzaakt snelle ontleding en gevaarlijke dampen Goede ventilatie is verplicht bij het bewerken van POM bij hoge snelheden Wees alert tijdens alle bewerkingsbewerkingen voor een brandende plastic geur.
Bijna alle defecten van POM in de acetaalbewerking hebben betrekking op temperatuurregeling en spanningsverlichting.Focus op het elimineren van deze twee variabelen, bijvoorbeeld door gloeien, scherp gereedschap, luchtkoeling en gefaseerde bewerking.
POM is een uitstekende pom plastic, maar het is niet de juiste keuze voor elke toepassing Eerlijke materiaalkeuze vereist het vergelijken van specifieke eigenschappen waarden onder gestandaardiseerde testomstandigheden “geen vage beweringen over welke plastic is ”better.” De volgende tabel gebruikt ASTM-gerefereerde gegevens om u een directe vergelijking te geven.
| Property | POM-H | Nylon 6/6 | PEEK | ABS |
|---|---|---|---|---|
| Treksterkte (MPa) | 69 | 75-85 | 100-110 | 40-50 |
| Wrijvingscoëfficiënt (droog, vs staal) | 0,20-0,35 | 0,50-0,70 | 0,35-0,45 | 0,50-0,65 |
| Waterabsorptie, 24 uur (%) | 0.25 | 1,0-2,5 | 0,10-0,15 | 0,20-0,45 |
| Max Servicetemp (°C) | 90-100 | 80-120 | 250-260 | 80-95 |
| Bewerkbaarheid | Uitstekend (schone chips) | Goed (stringy chips) | Goed (gereedschapslijtage) | Goed (smeltrisico) |
| Relatieve kosten (per kg) | $$ | $$ | $$$$ | $ |
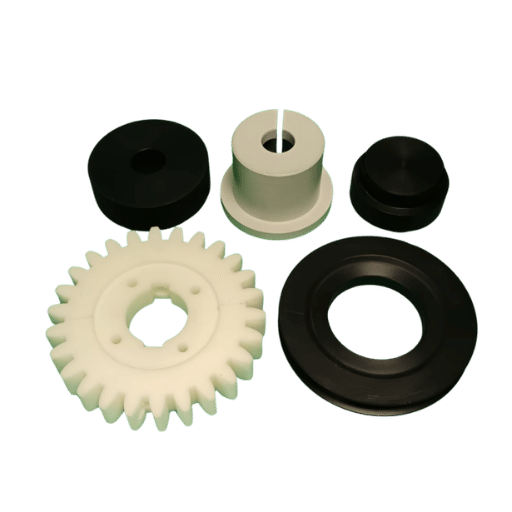
Waar POM de keuze is: Tandwielen, lagers, bussen en elk ander standaard frees-, boor- of draaifunctie waarbij lage wrijving en maatvastheid in variabele vochtomstandigheden belangrijk zijn. POM's 0,25% waterabsorptie zorgt ervoor dat deze vasthoudt strakke toleranties waar nylon met ongeveer 10 keer die hoeveelheid opzwelt 0,20-00 wrijvingscoëfficiënt (per ASTM D1894) gepaard met sub-0,3TP3T vochtopname is de reden waarom dit technische plastic drooglopende lager - en tandwieltoepassingen domineert.
Waar Nylon de keuze is: slagvastheid en trillingsdemping Nylon 6/6 heeft een hogere ductiliteit en hogere treksterkte dan POM Gebruik het voor klikbehuizingen, structurele beugels, en elke structurele toepassing waarbij energie wordt geabsorbeerd onder schokbelastingen Nylon is ook zelfsmerend, zijnde zeer glad als het nat is.
Waar PEEK de keuze is: toepassingen bij hoge temperaturen boven 150 °C, agressieve chemische omgevingen en toepassingen die sterilisatie vereisen. PEEK is 4-6 keer duurder voor CNC-machines dan POM en is dus zeker geen eerste keus materiaal.
Waar ABS de keuze is: Bij prototyping, cosmetische behuizingen is elke toepassing waarbij verfbaarheid en verlijming belangrijker zijn dan sterkte en bewerkbaarheid een groot voordeel. ABS-machines is kosteneffectiever wanneer het productievolume structurele onderdelen afziet.
✔ POM-voordelen
⚠ POM-beperkingen
Materiaalkeuze gaat niet over het beste krijgen,” het gaat over afwegingen POM presteert goed in het volgende: Wrijving/Glijbaan, Stabiliteit, en Bewerkbaarheid Nylon presteert goed met Impact PEEK is geweldig voor extreme temperaturen en chemische weerstand Selecteer uw POM op basis van de beperkende eis van de applicatie en niet op een of andere “ claim.
De kosten van cnc-bewerking van pom in een CNC-winkel zijn een functie van zes verschillende, onderling verbonden factoren die niet altijd intuïtief zijn. Met deze kostenoverwegingen voor POM kunt u beslissingen nemen over het ontwerp van onderdelen die de kosten minimaliseren zonder dat dit ten koste gaat van uw vereisten.
Kostenfactoren bij POM CNC-bewerking
De voordelen van cnc-bewerking ten opzichte van spuitgieten bij productie in geringe volumes zijn duidelijk: geen gereedschapskosten, snel herontwerp en snellere eerste vervaardigde onderdelen Op basis van schaalvoordelen hebben de bewerkingskosten de neiging te domineren totdat de hoeveelheden een orde van enkele duizenden delen bereiken, op welk punt de schaalvoordelen het spuitgieten bevorderen Vraag altijd offertes aan voor beide bij het plannen van productiehoeveelheden aangepaste pompondelen POM behoudt een kosten-per-deel voordeel ten opzichte van PEEK met 4 6× bij gelijkwaardige toleranties, waardoor POM de standaardkeuze is voor niet-extreme-temperatuurtoepassingen onder 100 °C (UL 746B).
Tolerantie is de grootste kostendrijver bij POM cnc draaien Specificeer ±0,1 mm op niet-kritische kenmerken en gebruik ±0,025 mm voor het koppelen van oppervlakken. Het kan de bewerkingskosten halveren.

POM maakt goed gebruik van zichzelf, niet door een geweldige hars voor algemeen gebruik te zijn, maar door specifieke eigenschappen te hebben waar andere kunststoffen niet gemakkelijk aan kunnen tippen.
Componenten van het brandstofsysteem voor auto's: Kleplichamen in en brandstofpompversnellingen profiteren van weerstand tegen benzine en diesel, maatvastheid door thermische cycli en werking met lage wrijving. POM-C-copolymeer voldoet aan deze eigenschappen, en deze POM-pompencomponenten profiteren ook van de koolwaterstofbestendigheidseigenschappen van het generieke materiaal.
Medische hulpmiddelen en instrumentatie: verschillende POM-graden vergadering ASTM F1855 (Normenspecificatie voor Polyoxymethyleen voor Medische Toepassing) en USP Klasse VI specificaties worden gebruikt voor insuline pen componenten, chirurgische gereedschap handvatten en korrelvormige afgifte pomp tandwielen Steriliseerbare, biocompatibele en nauwkeurig bewerkte onderdelen worden allemaal geproduceerd uit het ene materiaal, POM.
Elektronische Kontaktierungen und Isolatoren: Vanwege de goede thermische weerstand treedt een zeer goede maatvastheid van de POM-materialen bij cyclische veranderingen op, evenals vanwege de goede hoge diëlektrische sterkte (19,7kV/mm volgens ASTM D149), een van de meest geschikte materialen voor connectorlichamen en ongevoelige afstanden En onderdelen veranderen de contactuitlijning binnen het temperatuurveld niet en hebben niet de zwelling van het vocht die het gebruik van nylon diskwalificeert.
Bewerkte pompon Voor tandwielen en transportgeleiders: Gezien hun lage wrijvingscoëfficiënt en hoge zelfsmerende vermogen, kan machinaal bewerkte pompon worden gebruikt als tandwieltanden, kettinggeleiders en transportrollen voor lichte toepassingen in voedselverwerkings- en verpakkingsapparatuur. Sommige door de FDA goedgekeurde kwaliteiten voldoen aan de vereisten voor contact met voedsel volgens de FDA-regelgeving 21 CFR 177.2470.
Dit is waar toepassingen van pom beter werken dan die welke een exacte eigenschappencombinatie vereisen, niet maximalisatie van een enkele eigenschap Hoge temperatuur 's-w-o-l voor PEEK. Impact taaiheid 's-w-o voor nylon.
Lage wrijving + dimensionale stabiliteit + bewerkbaarheid alles in één 1-hard te verslaan POM.
Nr Delrin is het Delron handelsmerk voor beide POM homopolymeer (POM-H).POM is de generieke term (Polyoxymethyleen).
Omdat de brede term copolymeer omvat, kan het generieke copolymeer één betekenen. Alle Delrin is POM en niet alle POM zit in Delrin, wat een homopolymeeracetaal is. Wanneer u de keuze krijgt uit “Delrin” of “Generic”, zorg er dan voor dat het generieke homopolymeeracetaal is en niet copolymeer, is de thuispolymeeracetaalrust verzekerd en wordt de kristalliniteit gecontroleerd met een ander pakket stabilisatoren dan het recept van DuPont, wat zal resulteren in verschillende bewerkingseigenschappen en maatstabiliteit op de lange termijn.
Vraag bij twijfel naar de datasheet van de specifieke fabrikant.
POM-H heeft ongeveer 10-15% hogere mechanische sterkte, trekmodulus en hardheid dan POM-C. Chemische weerstand (pH 4-13 vs pH 4-9), hogere thermische stabiliteit bij hoge temperaturen en geen porositeit in de middellijn in grote bewerkte secties over 25 mm diameter zijn de voordelen van POM-C. Voor de meeste bewerkte onderdelen met een sectiedikte van minder dan 25 mm zou POM-H het sterkere mechanische Materiaal zijn.
Voor chemische aanval of dikke sectie bewerkte onderdelen, POM-C zou de veiligere keuze zijn.
Lecreator is uitgerust met 80+ CNC machines en 17 jaar ervaring in kunststof bewerking om POM-H en POM-C componenten te produceren die getolereerd zijn tot ±0,025 mm Stuur ons vandaag nog uw CAD bestand voor een offerte.
De volgende eigendomsgegevens worden verwezen naar ASTM en ISO normen zoals gespecificeerd Onze bewerkingsspecificaties zijn samengevat uit DuPont's Delrin Design Guide en tijdschriften artikelen, de werkelijke winkelervaring varieert op basis van uw CNC-grootte, levensduur van het gereedschap, en POM batchnummer Lecreator (Shenzhen Le-creator Technology Co., Ltd.) heeft sinds 2008 productief bewerkte POM componenten in de automobiel, medische, en elektronische sectoren met een first-pass opbrengst van meer dan 98% op tight-tolerance projecten.









