Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


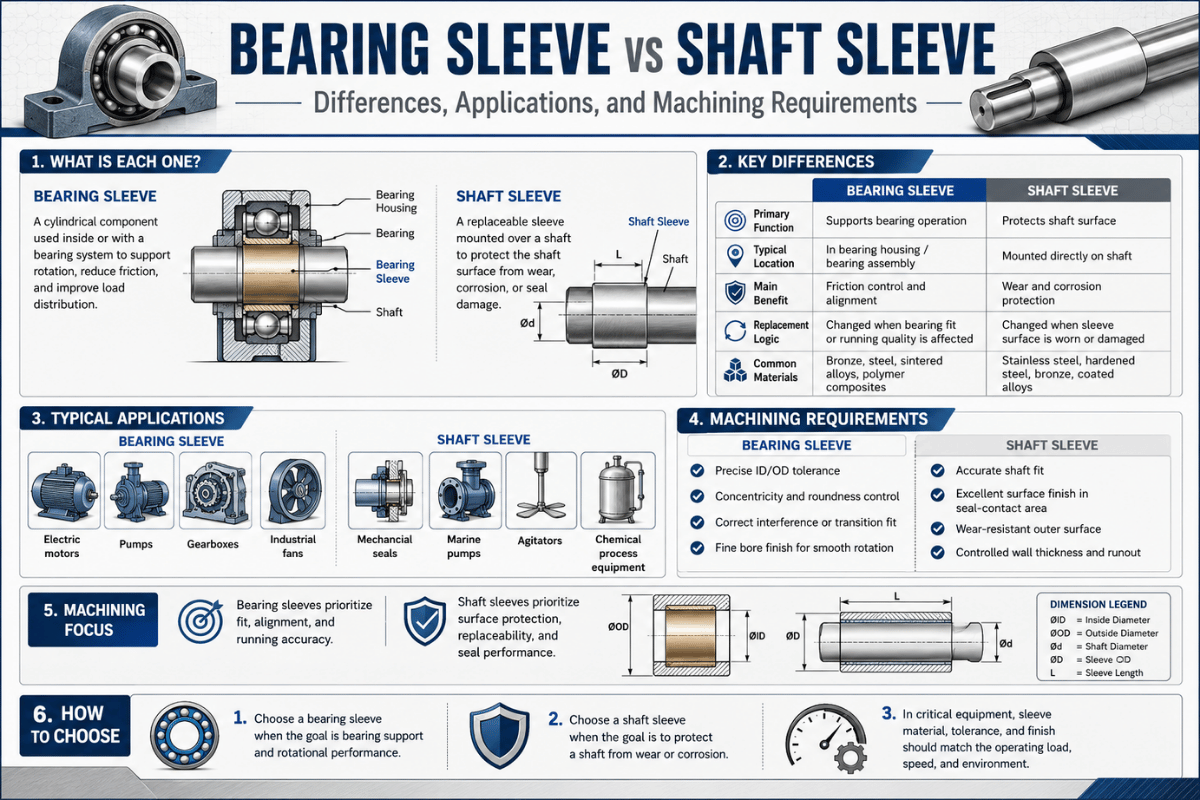
If you’ve searched bearing sleeve vs shaft sleeve and come away more confused than when you started, you aren’t alone. The two terms sound interchangeable, but they name two different parts that do opposite jobs, and a third part (the bearing adapter sleeve) gets dragged into the mix as well. This guide separates all three, then covers where each is used, what they’re made of, and the machining requirements that decide whether they last.
Short answer: Bearing sleeve vs shaft sleeve refers to two different parts. A bearing sleeve (also called a sleeve bearing, plain bearing, or bushing) is the cylindrical bearing the shaft rotate inside. A shaft sleeve is a separate, replaceable wear sleeve mounted on the shaft to protect it at a seal, packing, or bearing contact zone. One is a bearing; the other is a sacrificial wear part, and in many pumps they run together, the shaft sleeve turning inside the bearing sleeve.
| What it is | Bearing sleeve: a plain bearing / bushing the shaft turns inside | Shaft sleeve: a replaceable wear sleeve fixed on the shaft |
| Motion relative to it | Stationary; shaft slides against its bore | Rotates with the shaft |
| Typical material | SAE 841 sintered bronze, C932 bronze, PTFE/nylon composite | Hardened or coated 300/400-series stainless steel |
| Typical fit | Interference fit in housing OD + running clearance on bore | Interference/press fit on the shaft, or a renewable slip-on fit |
| What wears first | The bore (the bearing is the sacrificial surface) | The sleeve OD (it protects the more expensive shaft) |
Our fastest way to tell them apart is what we call the Inside-or-On-the-Shaft Test: if the shaft rotates against the part, it’s a bearing sleeve; if the part rotate with the shaft, it’s a shaft sleeve. That single question resolves most of the confusion, because the words “sleeve” and “bearing” get attached to at least three different components.
The confusion is real and it is baked into the industry’s own vocabulary. The Hydraulic Institute notes that the term bushing is synonymous with a simple sleeve bearing, while a shaft sleeve is something else entirely. Government pump specifications make the overlap visible: one U.S. water-management engineering appendix calls out shaft sleeves at both seal and sleeve-bearing locations and defines a running tolerance between the bearing and the shaft sleeve, proof that the two are not alternatives but partners.
| Part | What it really is | Where it sits | What fails |
|---|---|---|---|
| Bearing sleeve (sleeve / plain bearing, bushing) | A cylindrical bearing, the load-carrying surface the shaft slides against | Pressed into the housing; the shaft runs inside it | Its bore wears; it is the sacrificial bearing surface |
| Shaft sleeve (wear / repair sleeve) | A replaceable wear part, not a bearing at all | Fixed on the shaft at a seal, packing, or journal zone | Its outer surface wears, protecting the shaft |
| Bearing adapter sleeve | A tapered sleeve that mounts a rolling bearing onto a plain shaft | Between a rolling bearing’s bore and the shaft | Loosens or frets if the lock nut backs off |
That third item is not just a terminology curiosity: rolling-bearing adapter and withdrawal sleeves have their own current dimensional standard (ISO 2982-1:2013, confirmed current in 2024). So when a drawing says “bearing sleeve,” confirm which of the three the designer means before you quote it.

A bearing sleeve is a cylindrical plain bearing that supports a rotating shaft by sliding contact rather than rolling elements. The shaft slides directly against the bore on a film of lubricant, so this type of bearing runs quieter at low speed and costs less than a ball bearing, while carrying higher starting friction.
Because that contact is sliding, the bearing type absorbs shock across its full contact area but does less to reduce friction at start-up and usually needs regular lubrication, which shapes its longevity. It’s the same component a catalog may list as a bushing, journal bearing, or plain bearing, and it shows up everywhere from electric motors and automotive accessories to general machinery.
Friction in a sleeve bearing is not a fixed number, it is a lubrication-regime problem. Academic tribology work such as Penn State’s plain journal bearing notes shows the friction coefficient tracks the Stribeck curve: at zero speed the journal touches the bore (boundary friction is highest), and as speed, viscosity, and unit load build a hydrodynamic film, friction drops sharply. In the boundary regime the friction coefficient can sit around 0.10–0.20, falling to roughly 0.001–0.005 once a full film forms, a change of 20× to 100× driven by speed and film thickness alone. That is why a sleeve bearing can outlast a ball bearing in a steady, well-lubricated, low-speed duty yet wear quickly if it is stopped and started under load.
| Property | Sleeve (plain) bearing | Ball bearing |
|---|---|---|
| Contact | Sliding, full-area (line) contact | Rolling, point contact |
| Starting friction | Higher (boundary at zero speed) | Lower |
| Loads | Radial; little or no thrust | Radial and axial |
| Noise at low speed | Quieter | Can be noisier |
| Service life (cooling-fan figures, commonly cited) | ~30,000 hours | ~50,000 hours |
| Upfront cost | Lower | Higher |
Life figures are widely cited fan-bearing rules of thumb and vary with load, temperature, and lubrication.
For practical purposes, yes, a bushing is the simplest form of sleeve bearing, and the Hydraulic Institute treats the words as synonyms. The nuance worth knowing: not every bushing is a load-carrying bearing. A throttle bushing, for example, controls flow or pressure rather than supporting the shaft.
And here’s the contrarian point that trips people up, a plain bearing is technically not an “anti-friction” bearing. Ball and roller bearings are anti-friction by design, riding on hardened inner and outer races; a sleeve bearing instead trades higher friction for higher load capacity, quieter running, and lower cost. So calling it a “frictionless sleeve” is wrong.
Bearing sleeves come in several forms: plain cylindrical, flanged (with a locating flange for axial retention), oil-embedded or self-lubricating (sintered bronze impregnated with oil), dry-running (PTFE-lined), and linear. Which form factor fits depends on how the part is retained and whether it sees rotary, linear, or combined motion.
A shaft sleeve is a replaceable wear part that protects the shaft, not a bearing that support it. As ScienceDirect’s engineering reference puts it, the shaft sleeve is a replaceable wear part that protects the pump shaft from erosion, corrosion, and wear at the stuffing box, and it’s far less costly to replace than the shaft itself.
In a centrifugal pump, the sleeve takes the abrasion from packing or the rubbing of a mechanical seal, so a worn sleeve, rather than a scrapped shaft, is the consumable.
Standard shaft-sleeve materials in pumps are 300- or 400-series stainless steels, often hardened or coated where the seal or packing rides. A pump shaft sleeve is usually 3–6 mm in wall thickness, while a shaft repair sleeve is far thinner, roughly 0.3–0.5 mm wall, a thin-walled metal sleeve pressed over a worn shaft surface to restore a like-new seal-running diameter without re-machining or replacing the shaft, adding only about 0.6–1.0 mm to the shaft diameter.
A shaft repair sleeve is a thin, hardened sleeve installed over the worn area of a shaft so that the seal run on a fresh surface instead of the damaged one. It’s one of the most common ways to recover a worn seal journal in the field, without re-machining or scrapping the shaft.
USPTO filings describe these as wear sleeves installed with a dry-lubricating lead-in edge for press-fit assemblies, and other seal patents specify the wear sleeve in a line-to-line or slight interference fit. That gives you a sacrificial surface you can swap at the next overhaul.
One modern caveat: a shaft sleeve isn’t always the “reliable default.” On contemporary cartridge-seal pump designs, a solid shaft is sometimes specified instead, because adding a sleeve can complicate deflection and runout control. Pump-reliability engineers are blunt about a related mytha shaft sleeve doesn’t add to shaft stiffness, no matter how tight the fit. Choose the sleeve for wear protection and serviceability, not for rigidity.
Comparing them cleanly is easiest point by point. The table below, what we call the Bearing-Sleeve-vs-Shaft-Sleeve Field Cardis the spec sheet to keep next to a drawing. Note the recurring theme: a bearing sleeve is the bearing; a shaft sleeve is what the bearing (or seal) acts upon. In a packed pump, the shaft sleeve literally rotates inside the bushing bearing, with a defined running clearance between the shaft and bearing, a configuration spelled out in government pump engineering specifications.
| Dimension | Bearing sleeve | Shaft sleeve |
|---|---|---|
| Primary function | Support & locate the rotating shaft | Protect the shaft surface from wear |
| Is it a bearing? | Yes (plain/sliding bearing) | No (sacrificial wear part) |
| Where mounted | In the housing/bore | On the shaft |
| Motion | Stationary; shaft slides on its bore | Rotates with the shaft |
| Contact partner | The shaft (or shaft sleeve) OD | Packing, seal lip, or a bushing bore |
| Typical material | Bronze (SAE 841, C932), PTFE/nylon composite | Hardened/coated 300–400 series stainless |
| Fit | Interference in housing + running clearance on bore | Interference/press on shaft, or renewable slip-on |
| Primary wear mode | Bore wear, scoring, bushing spin if loose | OD grooving under packing/seal |
| Replacement trigger | Excess clearance, noise, or seizure | Groove depth at the seal/packing band |

Material choice splits along the same line as function. Bearing sleeves use materials that make a good sliding bearing surface, increasingly engineered polymers and composite materials alongside the traditional bronzes; shaft sleeves use materials that resist wear and corrosion on the rotating shaft. For bronze bearings, the governing material spec is ASTM B438, which, importantly, is a multi-grade specification covering several densities, oil contents, and strength classes. There is no single bronze “PV number” that applies across every grade, so treat published limits as grade-specific.
| Material | Best used as | Why / key trait |
|---|---|---|
| SAE 841 sintered bronze (oil-impregnated) | Bearing sleeve | Self-lubricating; ~19% oil by volume; ~10–220°F service |
| C932 / 660 bearing bronze (cast) | Bearing sleeve | Higher load & shock capacity; needs lubrication |
| Babbitt-lined steel | Bearing sleeve | Soft overlay embeds debris; large journal bearings |
| PTFE-lined (metal-backed) | Bearing sleeve | Dry-running, maintenance-free; low load |
| Nylon / acetal (POM) | Bearing sleeve | Quiet, corrosion-proof, light duty |
| Graphite-plugged bronze | Bearing sleeve | High temperature, intermittent lubrication |
| 316 / 304 stainless | Shaft sleeve | Corrosion resistance under packing/seal |
| Hardened 420 stainless | Shaft sleeve | Hard, wear-resistant seal-running surface |
| Chrome-oxide / thermal-spray coated | Shaft sleeve | Very hard, low-friction seal band; rebuildable |
| Thin-wall steel (repair sleeve) | Shaft sleeve (repair) | Press-on recovery of a worn seal journal |
Whichever material you choose, the bearing-sleeve life equation is governed by the PV valuethe product of specific load (P) and sliding speed (V). On vendor and Oilite-class datasheets, SAE 841 sintered bronze is commonly rated near a PV of 50,000 psi·ft/min, roughly 2,000 psi maximum continuous load and 1,200 ft/min surface speed, at 6.4–6.8 g/cm³ density, about 19% oil by volume, over a 10–220°F window, figures that vary by maker and grade rather than coming from one umbrella standard; cast C932 bronze carries higher unit loads (to ~4,000 psi) but needs external lubrication. The lower the PV, the longer the bushing last, and the maximum static load is typically held to about one-third of the material’s compression limit. These are the numbers to verify against the supplier’s grade datasheet before you commit to a brass or bronze bushing material.
This is where the two parts diverge most on the shop floor, because they’re toleranced against different mating surfaces. A bearing sleeve is toleranced for a running clearance on its bore and an interference in the housing; a shaft sleeve is toleranced for its fit on the shaft and the finish of the surface a seal or packing will ride.
For a bearing sleeve, the housing OD is an interference fit while the bore keeps a running clearance to the shaft. A widely used rule of thumb puts plain-bearing running clearance near 0.0015 mm per mm of shaft diameter (roughly 0.001–0.0015 in per inch of diameter), and one industry guideline cites about a 0.08 mm floor for nonmetallic pump bearingsstarting points to confirm against the bearing maker’s data, not universal specs. A Union College machine-design example lands in the same neighborhood: a 2-inch journal bearing run with about 0.0015-inch radial clearance. On the ISO 286 system, that maps to a clearance fit such as H7/h6 for location, while interference grades like H7/k6 or H7/n6 are used to retain the sleeve in its housing (a 25 mm H7/n6 fit, for instance, gives up to 0.028 mm of interference).
For a shaft sleeve, the fit is the opposite problem and it is not one-size-fits-all. Many sleeves are interference/press-fit on the shaft (ISO 286 classes around H7/p6 or H7/r6, on a 25 mm shaft, roughly 0.013–0.033 mm of interference), and seal manufacturers’ patents confirm line-to-line to slight interference is normal. But, and this is a trap, some pump specifications explicitly forbid shrink-fit sleeves. One municipal pump spec requires a renewable stainless steel shaft sleeve and states that shrink-fit shaft sleeves are not acceptable, precisely so the sleeve stays replaceable. Confirm the intent before you pick the fit: too tight defeats the renewable purpose.
In our own production, sleeve work lives or dies on bore concentricity and surface finish. We hold turning tolerances to within ±0.005 mm and finish bearing-sleeve bores by precision honing to a bore finish near Ra 0.2–0.8 µm and roundness inside a few microns, while seal-band surfaces on shaft sleeves are finished to roughly Ra 0.2–0.4 µm and hardened to 50+ HRC, or chrome-oxide coated near 1,000 HV, so a packing or lip seal runs without grooving. A typical sleeve-bearing wall runs 2–4 mm, and we hold ID-to-OD concentricity inside about 0.01 mm TIR on production sleeves so the running clearance is even all the way around. Small-diameter sleeves below a few millimeters we run on Swiss CNC machining from 0.5 mm, and every batch go through first-article inspection and CMM verification before it ships.
“On a sleeve, the number that bites you is rarely the diameter, it is the concentricity between bore and OD. Get those two axes out of line and you have built the running clearance unevenly before the shaft ever turns.”
Heavier roughing of long sleeve bores often starts with deep-hole drilling before finishing, and keyed or splined sleeve features are commonly cut by wire EDM. For the seal-band on a stainless shaft sleeve, material choice and finishing go together, see our notes on 304 stainless machining.

To choose the right bearing, or the right sleeve, start from the job, not the part name. Choosing the right bearing is never about “do I want a bearing sleeve or a shaft sleeve”; it’s about whether you’re supporting a shaft, or protecting one. That’s the axis of the Sleeve Selection Quadrant: role (support vs protect) on one axis, duty (continuous load vs seal/wear protection) on the other.
| If you need to… | Choose | Because |
|---|---|---|
| Support a low-speed, high-load, quiet shaft | Bearing sleeve (plain bearing) | Sliding contact carries shock and runs quiet |
| Protect a new shaft at a packing/seal zone | Shaft sleeve (wear sleeve) | Sacrifices a cheap sleeve, not the shaft |
| Recover a shaft already worn at the seal | Shaft repair sleeve | Restores a fresh diameter without re-machining |
| Mount a rolling bearing on a plain shaft | Bearing adapter sleeve | Tapered sleeve + lock nut clamps the bearing |
| Maximize stiffness / minimize runout | Consider a solid shaft (no sleeve) | A sleeve adds no stiffness, regardless of fit |
Most precision sleeves of either type are turned, so when you move from selection to sourcing, the relevant question become the process, see CNC milling vs CNC turning and our overview of CNC turning services for sleeves and bushings.

Most sleeve failures trace back to the fit, not the material. Far and away the most expensive mistake is ordering the wrong “bearing sleeve” because the drawing didn’t say which of the three parts it meant. After that, the recurring failure modes are predictable:
One adjacent safety note worth flagging for plant teams: an exposed rotating shaft at a stuffing box is treated as a machine-guarding item under OSHA 29 CFR 1910.212, so sleeve replacement work should follow the same guarding and lockout practice as any rotating-equipment service.

Two shifts are reshaping this space through the second half of the 2020s. First, materials: self-lubricating metal/polymer composite plain bearings, PTFE-lined and dry-running, are steadily displacing greased bronze in maintenance-free designs, a direction reflected in supplier technical literature on composite bearing materials. For a buyer planning a 2026 build, that means a bearing sleeve that once needed a lubrication schedule may now be a sealed, dry-running part.
Second, demand: industry analysts project the plain-bearing market growing from roughly USD 13.5 billion in 2025 toward USD 23.9 billion by 2035 (about a 5.9% CAGR), with sleeve-bearing/bushing segments cited a little higher, driven partly by quiet, high-speed electric and EV motors that favor fluid-film and sleeve bearings. Treat those figures as directional analyst estimates, not hard data. On the standards side, the references you cite are being kept current: ISO 4379 was reissued as a 2024 edition (copper-alloy bush dimensions and tolerances), and ASTM B438 carries a 2025 revision, worth confirming you are quoting the live edition on new drawings.
We turn, hone, and inspect precision sleeves and bushings, bearing sleeves, shaft sleeves, and wear sleeves, in bronze, stainless, and engineered polymers. We hold tolerances to ±0.005 mm, run in-house honing and Swiss machining from 0.5 mm, and ship first-article plus CMM reports on every batch.
This guide was assembled to settle the recurring confusion between bearing sleeves, shaft sleeves, and adapter sleeves, drawing on tribology references, pump-engineering standards, and our own sleeve and bushing machining work. Figures sourced from market analysts or unattributed industry rules of thumb are labeled as such; tolerances and finishes should always be confirmed against your seal supplier’s spec and the governing standard edition. Reviewed by the Le Creator Technology Co., Ltd. technical team.