Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.



PEEK vs. Ultem (PEI): Engineering Data for Smarter Material Selection
| Full Name | Polyether Ether Ketone | Polyetherimide (PEI) |
| Trade Name | Victrex PEEK, KetaSpire | SABIC Ultem 1000 / 2300 |
| Structure | Semi-crystalline (~35% crystallinity) | Amorphous |
| Max Continuous Service | 260°C (500°F) | 170°C (338°F) |
| Glass Transition (Tg) | 143°C (289°F) | 217°C (423°F) |
| Tensile Strength | 100 MPa (14,500 psi) | 85 MPa (12,300 psi) |
| Dielectric Strength | 480 V/mil (ASTM D149) | 830 V/mil (ASTM D149) |
| UL 94 Rating | V-0 (inherent) | V-0 (inherent) |
| Material Cost | $500–1,000/kg | $100–250/kg |
The choice between PEEK and Ultem (PEI) presents perhaps the most common thermoplastic material selection dilemma faced by high-performance thermoplastic engineers. Both plastics manage high temperature, withstand harsh chemicals and carry multiple industry approvals including aerospace and medical hardware. But comparisons of Ultem against PEEK reveal stark contrasts in molecular structure, thermal ceiling, electric properties and cost. While Ultem and PEEK both offer superb properties at elevated temperature, differences in strength, stiffness, chemical limits, electrical characteristics and machinability often favor one polymer or the other in a given application. This decision guide explains every one on each property dimension with actual statistics, shopfloor machining parameters, and a decision tree that matches operating conditions with the correct thermoplastic. If background on PEEK CNC machining capability is what you require, that page covers PEEK grade options, tolerances and lead times.
✔ PEEK Advantages
⚠ Ultem (PEI) Advantages
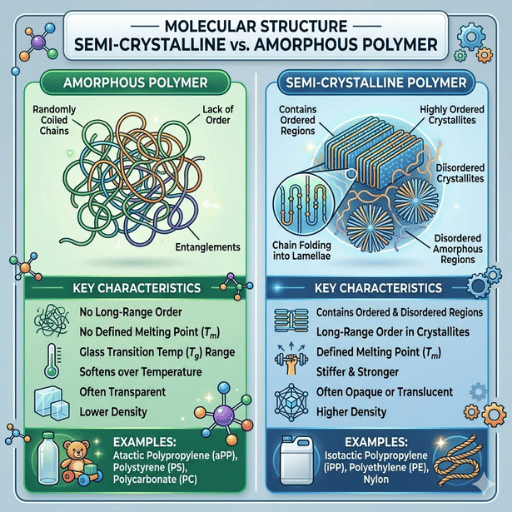
The fundamental difference between PEEK and Ultem starts at the molecular level. As a semi-crystalline polymer within the polyaryletherketone (PAEK) family, PEEK typically contains around 35% crystalline components when extruded and serviced correctly. Those pristine crystalline zones give PEEK outstanding load performance and dimensional stability in the face of elevated temperatures. The polyetherimide (PEI) family produced Ultem — an amorphous thermoplastic with a lesser degree of order in the polymer chains. Lack of proper crystalline domains makes Ultem transparent in hue (yellow amber) yet more prone to broad and abrupt softness at its transition temperature.
No. Both belong to different polymer families. PEEK (polyether ether ketone) is a semi-crystalline thermoplastic developed by Victrex in the early 1980s. Ultem (polyetherimide) is an amorphous thermoplastic developed by General Electric – now produced by SABIC. They can tolerate similar operating temperatures and both are aerospace approved, but their molecular structures, processing behaviors, and property profiles are poles apart. Hard data on selecting the correct polymer for your operating conditions by acknowledging the structure, not trying to interchange these different plastics, defines the true choice.
📐 Engineering Note
PEEK’s semi-crystalline structure means its properties depend heavily on cooling rate during processing. Slow cooling (annealing) increases crystallinity to 35-40%, boosting stiffness and chemical resistance. Rapid cooling produces a more amorphous PEEK with lower crystallinity (~15%), reducing chemical resistance but improving elongation. For CNC-machined stock shapes, suppliers typically provide pre-annealed rod and plate with controlled crystallinity – always confirm crystallinity level with your material certificate.

Engineers typically focus on the temperature performance of Ultem vs. PEEK in initiating a selection process. The semi-crystalline polymer sustains continuous loads to 260 Celsius (500 Fahrenheit) and Ultem just makes it to 170 Celsius (338 Fahrenheit). The range of the available temperature difference increases once the load is only for a few hours, PEEK withstanding brief excursions to 300 Celsius (572 Fahrenheit) where Ultem’s effective short-term ceiling is 220 Celsius (428 Fahrenheit).
| Thermal Property | PEEK | Ultem 1000 |
|---|---|---|
| Glass Transition (Tg) | 143°C (289°F) | 217°C (423°F) |
| Max Continuous Service | 260°C (500°F) | 170°C (338°F) |
| HDT @ 1.82 MPa (ASTM D648) | 152–160°C (306–320°F) | 200°C (392°F) |
| Short-Term Peak | ~300°C (572°F) | ~220°C (428°F) |
| UL 94 Rating | V-0 (inherent) | V-0 (inherent) |
| Melting Point | 343°C (649°F) | N/A (amorphous — no true melting point) |
Contrary to most designers’ intuition, PEEK’s Tg (143C) is actually lower than that of Ultem (217C). Much of PEEK’s load-bearing ability persists long beyond Tg in semi-crystalline phase, enabling a continuous operating temperature of 260C. Ultem however, due to its amorphous microstructure, is far more susceptibel to lose its mechanical integrity as the temperature surpasses the glass transition. Many engineers who make the mistake of convolving TV and maximum service temperature in their first polymer selections are hereby forgiven.
Imagine an aerospace engine nacelle bracket sitting in 230 C dry airflow. Ultem is a clearly unacceptable choice: not only does the temperature exceed its maximum allowable continuous service temperature, but it exceeds its glass transition temperature as well. The polyether ether ketone handles this condition comfortably within design limits, which is why it is dominant in aerospace thermally stressed hardware. For heat exchanger applications at least 170C or less, Ultem offers thermal stability at less than half the cost.
Both of these high-performance engineering plastics demand different service profiles. PEEK provides the higher tensile strength, higher flexural modulus, and significantly better wear and fatigue performance for load paths that experience cyclic loading. On elongation at break, Ultem surpasses PEEK, and offers an extremely predictable dimensional response – a characteristic that makes the resin preferable for static use in structural parts with tight tolerances.
| Mechanical Property | PEEK (Unfilled) | Ultem 1000 |
|---|---|---|
| Tensile Strength | 100 MPa (14,500 psi) | 85 MPa (12,300 psi) |
| Flexural Modulus | 4.1 GPa | 3.3 GPa |
| Elongation at Break | 30–50% | 60% |
| Coefficient of Friction | 0.35–0.40 | 0.45–0.50 |
| Wear / Fatigue | Excellent — suited for bearings, seals, piston rings | Moderate — better for static or lightly loaded parts |
Weigh the relative performance advantages of PEEK against the costs and processing amenities it demands. Material prices are approximately $500-$1,000/kg depending on grade – 2-5 times as high as Ultem for stock shapes. PEEK requires diamond or carbide tooling, high pressure flood coolant, and a post-machining anneal step to normalize the residual stress. Its compromise UV stability can be remedied with stabilizers added to the compounding recipe, but not without a hit to resin price. Lastly, the lower dielectric strength (480 V/mil versus 830 V/mil) makes it unsuitable for high voltage electrical insulation purposes.
Oil and gas downhole packers operating in sour gas, HS, and other harsh environments typically have a demanding trifecta of cyclic pressure, long term high service temperature, and sour or other corrosive gases. An engineer pressed to choose between PEEK and Ultem in a valve seat assembly for this environment considers sour gas corrosion resistance and the number of pressure cycles expected within the product’s service life. Ulltem seals will show stress cracks within a short 3-6 month time frame, whereas PEEK can often be expected to survive the full field life intact. Its semi-crystalline nature stalls the every-half-ageless molecular advances that bring about the uncontrolled aging of amorphous polymers in these environments.

Compared to each other, PEEK and Ultem are highly resistant to a wide swath of common industrial chemicals. Across its chemical resistance profile, PEEK is impervious to most hydrocarbons, aliphatic and aromatic solvents, strong acids, bases, hydrocarbon gases and steam. The amorphous polymer accordingly has proven resistance to automotive fuels, aliphatic hydrocarbons, and dilute acids. However, ketones and chlorinated hydrocarbons are environmental stress cracking triggers that can dissolve the resin entirely.
Never select Ultem for components that will be exposed to acetone, MEK, or chlorinated solvents during service or cleaning. Risk of environmental stress cracking is highest in the presence of geometrical features such as sharp internal corners or inside threaded metal inserts, where excess molding or machining-induced residual stresses are built-in. If, during finish cleaning, your process involves ketone-based solvents, switch to PEEK or have chemical compatibility tested on coupon pieces under actual service stress conditions prior to production purchase.
Steam sterilization at 134C poses no problem for PEEK, so re-usable medical instrumentation can undergo repeated autoclave cycle sterilization. This thermoplastic is also employed in semiconductor wet bench instrumentation and offshore oil downstream tools where chemicals are far harsher than pure steam. The PEI resin is equally capable of surviving sterilization by heat, and both resins are proven durable against steam at operational temperatures.

On electrical insulation properties, Ultem markedly outperforms PEEK. Thermal stress testing of 1/8″ thick panels (ASTM D149 ASTM D149) showed dielectric strength of 830 V/mil for Ultem, the highest value among all engineering thermoplastics. PEEK’s 480 V/mil remains functionally excellent for a semi-crystalline polymer, but high-voltage electrical engineering applications call for Ultem when life of the component is most critical.
| Electrical Property | PEEK | Ultem 1000 |
|---|---|---|
| Dielectric Strength (ASTM D149) | 480 V/mil | 830 V/mil |
| Volume Resistivity | 4.9 × 10¹⁶ Ω·cm | 1.0 × 10¹⁷ Ω·cm |
| Dissipation Factor (1 kHz) | 0.003 | 0.0013 |
| CTI (Comparative Tracking Index) | PLC 0 | PLC 0 |
In electronic semiconductor test sockets, high-voltage insulation components, or other electrical components where endurance at high temperatures is not their most critical characteristic: Ultem beats PEEK hands down thanks to vastly superior dielectric properties. For high stress applications operating above 170C similar to engine environment components used in hybrid automotive or aircraft propulsion systems, where high dielectrics may not be as relevant as good mechanical stability at operating temperatures, PEEK is often the go-to choice. Both these polymers find successful application in the semi-conductor industry in high performance 3-D printing components.

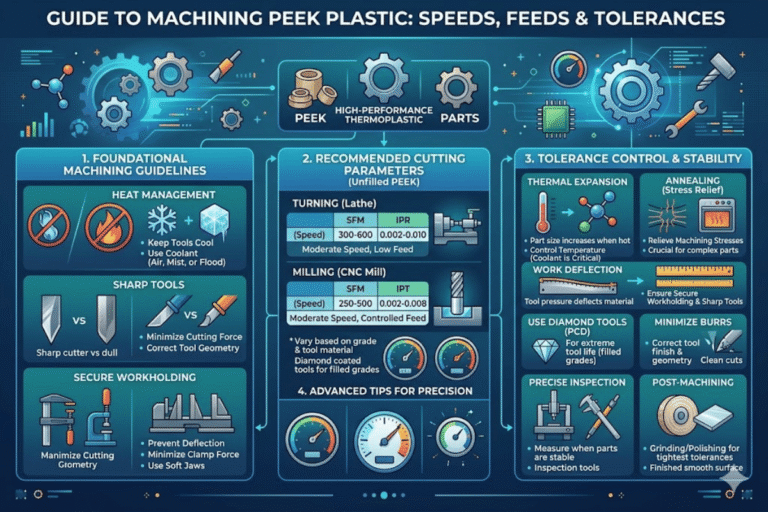
While both PEEK and Ultem equipment well in the machine shop, they don’t present the same technical challenges. That amorphous structure results in more consistent chip formation, reduced tool wear, and shorter cycle times. The crystalline nature of PEEK traps heat at the cutting location – a phenomenon identified by Andrew Gerrard of Practical Machinist forum fame as the single largest contributor to manufacturing defects like gummy chips, poor surface finish, and dimensional inaccuracy.
| Machining Factor | PEEK | Ultem |
|---|---|---|
| Material Cost | $500–1,000/kg | $100–250/kg |
| Recommended Tooling | Carbide or diamond-tipped (mandatory) | HSS acceptable; carbide preferred |
| Coolant Requirement | Flood coolant recommended | Air blast or dry machining acceptable |
| Post-Machining Annealing | Critical — stress relief before finish cuts | Recommended but less critical |
| Achievable Tolerance | ±0.001″ (±0.025 mm) with annealing | ±0.001″ (±0.025 mm) |
| Relative Tool Wear | Higher (abrasive semi-crystalline structure) | Lower |
Cost of raw virgin resin for machining at 2-5 times (Ultem-PEEK comparison depends on exact resin grades used). (Virgin unfilled rods of PEEK range from $500 – 1000/kg, while Ultem 1000 rods are in the $ 100 – 250/kg range.) Final machined cost tends to be much closer when repeatedly complex geometries are machined (since the dominant factor in machining cost is time, rather than raw material) as a three-hour machining process producing a high-performance 5-axis component will accrue the same machining fee regardless of whether PEEK or Ultem is used. Typical PEEK parts are around 1.5-2.5× the cost of Ultem equivalents for these components once machining, annealing, finishing, and inspection costs are included.
All PEEK parts requiring tight tolerances should always be annealed after rough machining and before finish cuts. Anecdotal evidence from fellow PEEK machinists suggests that annealing is straightforward: ramp 150C, hold 2-4 hours (depending on thickness of walls), then ramp back down slowly in temperature (an hour or more, but no faster than 10C/hr) is a typical everyday annealing cycle. These parts do not require an atmosphere to get the torch-hot conditions they demand. Haphazard annealing is the single biggest cause of out-of-tolerance parts when working with PEEK in production environments.
No matter which polymer you machine, your local portion of the plastic CNC world will tend to approach the job in a familiar way: take the same amount of volume out of each side of the work piece. For example, if you need to cut 0.25 mm from the face, machine 0.125 mm from each side of the block. This relieves the material of internal stresses equally and helps prevent the warping tendencies associated with single-sided rough passes. Under normal conditions for PEEK, maintain moderate spindle RPM with high feed rates. Others tend to run too fast “because its plastic” and drive excessive heat, creating gummy chips with lousy surface finish.
Experience shows that after considering 7 physical and mechanical properties, the set point where the decision to use one of these polymers or the other can be made is usually a matter of a single specification: continuous operating temperature. If a part will operate continuously above 200C, PEEK can be the only feasible material of the two polymers. Below 200C, Ultem provides approximately 80% of PEEK’s mechanical properties at about 33% of the material cost 100% of the time. That’s a compelling economic argument in a number of demanding areas: aerospace secondary structures, automotive sensors, semiconductor tool accessories. Refinements of the Ultem vs. PEEK selection process typically start with engineers asking if continuous operating temperatures might be set any lower before the somewhat richer toolkits of PEEK processes are brought in.
| Your Application Scenario | Recommended | Why |
|---|---|---|
| Sustained temperature >200°C | PEEK | Only option with 260°C continuous rating |
| High-voltage electrical insulation | Ultem | 830 V/mil — best-in-class dielectric strength |
| Budget-constrained prototype run | Ultem | One-third material cost, easier machining |
| Downhole oil and gas (H₂S + steam) | PEEK | Combined chemical + thermal resistance required |
| Aerospace structural bracket (>200°C) | PEEK | Fatigue + high-temperature mechanical strength |
| Semiconductor test socket | Ultem | Dielectric + dimensional stability at fine pitch |
| Automotive sensor housing (<170°C) | Ultem | Adequate thermal ceiling, lower cost |
| Long-term medical implant | PEEK | ISO 10993 biocompatible, fatigue life |
| 3D printed tooling and jigs | Either | Depends on service temperature and budget |
“The most expensive polymer is the one that is not present in service. We advocates for high performance polymers need to carefully gather and understand the thermal and chemical strengths required by the expected service conditions, then define the lowest-cost material which can be meet all of these with margin. For most applications up to 170C and lacking aggressive solvents, Ultem will be adequate and thus fit the budget better.”
— Le-creator Engineering Team, based on 17 years of precision polymer machining
Decision Checklist: PEEK or Ultem?

Le-creator produces both PEEK and Ultem daily in aerospace, medical, and semi-condutctor programs. All the thermal data, test tolerances, and machining parameters used in this guide are based on the team of direct production experience with these carbon- and glass-reinforced polymers from 2008 up to the present, supported by published datasheets from material suppliers and University researchers, and shared knowledge from online machining forums including Practical Machinist. We offer both precision PEEK CNC machining and Ultem machining, so our recommendation in entirely dependent on your application requirements and parameters.
Reviewed by Le-creator engineering team – ISO 9001:2015, ISO 13485, AS9100D certified. Shenzhen, China.