


Supportive, Professional, Client-Focused Service
Get in touch with Lecreator Company
From prototypes to full-scale production, we’ve got you covered.


PEEK plastic, short for polyether ether ketone, is a semi-crystalline engineering thermoplastic that survives 260°C continuous service while resisting almost every common industrial chemical. It is the material engineers reach for when nylon melts, when PTFE creeps under load, and when aluminum corrodes. This guide explains what PEEK is, the properties and grades that matter, where it earns its 5×-cost premium, and where specifying it is overkill.
| Chemical name | Polyether ether ketone (PEEK), PAEK family |
| Continuous service temp | 250–260°C (480–500°F) |
| Melting point | 343°C (650°F) |
| Glass transition (Tg) | 143°C |
| Density | 1.32 g/cm³ |
| Tensile strength | 90–100 MPa (unfilled), up to 220 MPa (carbon-filled) |
| Flame rating | UL94 V-0 |
| Industrial cost (2026) | $80–200/kg unfilled, $300–500/kg medical-grade |
PEEK plastic is a semi-crystalline thermoplastic within the polyaryletherketone (PAEK) family which is, as the name suggests, characterized by recurring ether and ketone groups in its structure. It was synthesized in the 1970s by ICI Materials and first marketed in 1981 under the Victrex brand. This covers a small family of materials termed high-performance plastics — polymers that retain strength, dimensional stability and chemical resistance at temperatures where most thermoplastics fail.
Unlike regular nylon which starts to soften around 80°C and even good quality grades like PPS that top out near 220°C, PEEK keeps working at 260°C continuously and 300°C in short bursts. That single characteristic accounts for most of why PEEK ends up in jet engines, surgical and orthopedic implants, semiconductor wafer carriers, and downhole oilfield seals.
If your operating temperature is under 150°C and you are only seeing mild chemical handling, you are very likely to not require PEEK; POM, PA66-GF or PPS will provide comparable mechanical properties at a lower per-pound cost.
Polyether ether ketone (PEEK) is synthesized by step-growth polycondensation — a nucleophilic substitution reaction between hydroquinone and 4,4′-difluorobenzophenone in a polar aprotic solvent. This produces long chains of alternating ether (—O—) and ketone (—CO—) groups separated by para-substituted phenyl rings. Repetition of that ether-ketone structure gives PEEK most of its useful properties.
Two structural details matter for buyers and engineers:
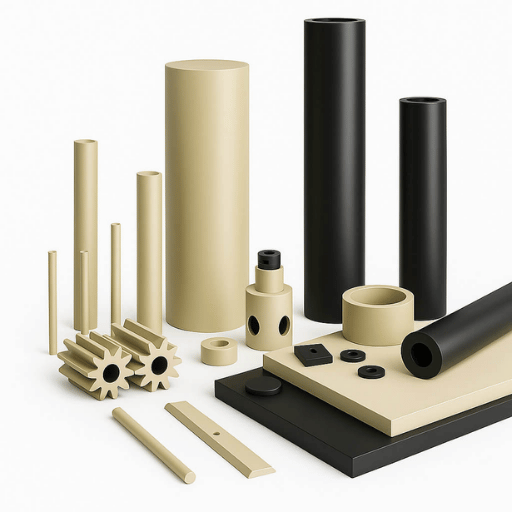
PEEK can be processed via injection molding (mold temp 180–200°C, melt temp 380–400°C), extrusion into rod, sheet, or tube stock, or fused filament fabrication for additive manufacturing. The high processing temperatures explain why standard injection molding shops cannot run PEEK products without specialized hot-runner systems.
Below is a consolidated property table drawn from manufacturer datasheets (MatWeb aggregated datasheet, Ensinger TECAPEEK technical data, Victrex 450G ISO 527 specifications). Mechanical properties, thermal stability, and the general physical properties listed apply to unfilled PEEK; reinforced grades shift the mechanical numbers significantly. PEEK exhibits unusually low thermal conductivity at roughly 0.25 W/m·K, which actually retains heat in the cutting zone during machining, and a melting temperature of 343°C that places it well above almost every commodity polymer.
| Property | Unfilled PEEK | PEEK GF30 | PEEK CF30 |
|---|---|---|---|
| Tensile strength (ISO 527) | 90–100 MPa | 155–165 MPa | 200–220 MPa |
| Tensile modulus | 3.6–4.2 GPa | 6.3 GPa | 9.2–14 GPa |
| Continuous service temperature | 250–260°C | 260°C | 260°C |
| Melting point | 343°C | 343°C | 343°C |
| Glass transition (Tg) | 143°C | 143°C | 143°C |
| Density | 1.32 g/cm³ | 1.49 g/cm³ | 1.41 g/cm³ |
| Coefficient of thermal expansion | 47 ppm/°C | 22 ppm/°C | 15 ppm/°C |
| Moisture absorption (24h) | <0.1% | <0.1% | <0.1% |
| Dielectric strength | 23 kV/mm | 21 kV/mm | conductive* |
| Flame rating | UL94 V-0, LOI 35% | UL94 V-0 | UL94 V-0 |
*Carbon fiber renders the composite electrically conductive (~10²–10⁴ Ω surface resistance), which can be either a feature (ESD-safe semiconductor parts) or a defect (electrical insulation applications).
Unfilled PEEK delivers 90–100 MPa tensile strength — comparable to aluminum 1100 (~110 MPa) but at less than half the density. Carbon-fiber-reinforced PEEK reaches 220 MPa, putting its mechanical strength in the same league as some aluminum casting alloys. The mechanical advantage compounds at temperature: most plastics lose 50% of their tensile strength by 100°C, while PEEK retains roughly 80% of its room-temperature strength at 200°C and still functions under mechanical stress at 260°C. That temperature retention is why PEEK replaces metals in jet engine bypass ducts and high-temperature semiconductor handling — not because PEEK is stronger in absolute terms.
Chemical resistance is equally important. PEEK shrugs off jet fuels, hydraulic fluids, brake fluids, and most acids and bases. Exceptions include concentrated sulfuric acid, fuming nitric acid, and a handful of high-temperature halogenated solvents. For 95% of industrial chemical exposures, PEEK simply does not react.
Calling something “PEEK” without a grade specifier is like calling a steel “stainless.” Dozens of formulations exist, and grade choice drives both performance and tooling cost. Four buckets below cover roughly 90% of B2B specifications.
| Grade | Best for | Cost vs unfilled | Machining note |
|---|---|---|---|
| Unfilled (virgin) PEEK — Victrex 450G, TECAPEEK natural, Ketron 1000 | General mechanical parts, food contact, electrical insulation | 1.0× (baseline) | Easiest to machine, best surface finish |
| Glass-filled (GF30) — 30% short glass fiber | Structural brackets, high-stiffness parts, jigs | 1.3–1.5× | +20–30% tool wear; carbide tooling acceptable |
| Carbon-filled (CF30) — 30% short carbon fiber | Aerospace structural, orthopedic load-bearing, ESD-safe | 1.8–2.5× | Requires PCD or diamond-coated tooling |
| Bearing grade — PVX, HPV (PTFE+graphite+CF blend) | Self-lubricated bushings, plain bearings, wear rings | 1.5–2.0× | Tool wear similar to CF30 |
| Medical implant grade — PEEK-OPTIMA (Invibio), Zeniva (Solvay) | Long-term implants (spinal cages, dental), surgical instruments | 5–10× | ISO Class 7+ cleanroom, traceable lot certs required |
The cost multiplier on medical-grade PEEK is not a markup — it reflects the testing burden. FDA 21 CFR 177.2415 covers food contact for poly(aryletherketone) resins, but long-term implants additionally require ISO 10993 biocompatibility testing and USP Class VI verification. Each batch carries a documentation chain that industrial-grade PEEK simply does not.
PEEK shows up wherever multiple performance demands collide — high temperature plus chemical exposure, biocompatibility plus mechanical stress, or radiation resistance plus dimensional stability. Six industries account for most B2B PEEK products consumption:
Aerospace & Defense
Brackets, fuel system components, electrical connectors, cable insulation. PEEK-CF30 replaces aluminum at roughly 42% weight savings on equivalent stiffness, with confirmed flight service in Boeing 787-class structural brackets.
Standards: FAR 25.853 (flammability), MIL-P-46183, AS9100D-controlled production.
Medical & Life Sciences (medical applications)
Medical applications include spinal fusion cages, dental abutments, surgical instrument handles, and sterilization trays. PEEK medical devices benefit from a radiolucent profile (invisible on X-ray) and an elastic modulus close to cortical bone, which reduces stress shielding versus titanium implants.
Standards: ISO 10993, USP Class VI, ISO 13485 production.
Semiconductor
Wafer carriers, end effectors, CMP retainer rings, test sockets. Ultra-high purity grades satisfy outgassing limits (TML < 0.1% as per ASTM E595) for vacuum chambers and cleanroom-acceptable handling.
Common grades: TECAPEEK CMP, ESD-safe variants.
Oil & Gas
Valve seats, back-up rings, packer elements, downhole sensor housings. PEEK resists H₂S, CO₂, and brine at 250°C while keeping creep low under sustained pressure.
Standard: NORSOK M-71OC qualification.
Automotive (EV-driven)
Transmission thrust washers, electric motor insulation, fuel cell stack components, sensor housings under-hood. The shift to electric powertrains is pulling PEEK into high-voltage isolation roles where dielectric strength and elevated temperature both matter.
Food & Chemical Processing
Pump seals, valve seats, mixing blades, autoclave-compatible fixtures. Unfilled PEEK withstands 1,500+ steam sterilization cycles at 134°C and complies with FDA 21 CFR 177.2415 for repeat food contact.
“What distinguishes PEEK in production is not just the temperature ceiling — it is the dimensional behavior across thermal cycles. We have run PEEK fixtures through 500+ cycles between 25°C and 220°C with measurable drift under 30 microns. That stability is what justifies the price for semiconductor handling work.”
One frequent specification error is reaching for PEEK when a cheaper alternative would carry the same load at the same temperature. Below, the matrix collapses the choice into four common contenders. For deeper metal-vs-plastic comparisons, see our dedicated PEEK vs metal comparison.
| Property | PEEK | PTFE | Nylon (PA66) | Delrin (POM) |
|---|---|---|---|---|
| Max continuous temp | 260°C | 260°C | ~100°C | ~85°C |
| Tensile strength | 90–100 MPa | 21–35 MPa | 75–85 MPa | 68–72 MPa |
| Friction coefficient | ~0.35 | 0.04–0.10 (lowest) | 0.25 | 0.20 |
| Chemical resistance | Excellent | Best (universal) | Moderate | Good |
| Relative cost | 5–15× baseline | 2–3× | 1.0× | 1.2× |
Selection Decision Tree
PEEK can be processed by all three major plastic manufacturing methods, but each carries trade-offs that change the unit economics of a project. For one-off parts and small batches, CNC machining from rod or sheet stock dominates because it avoids the tooling investment of injection molds.
| Method | Best for | Tolerance achievable | Setup cost |
|---|---|---|---|
| CNC machining | 1–1,000 pieces, complex geometry, tight tolerance | ±0.001″ standard, ±0.0005″ medical | Low (no tooling) |
| Injection molding | 10,000+ pieces, simple to moderate geometry | ±0.003″ | High ($15K–$80K mold) |
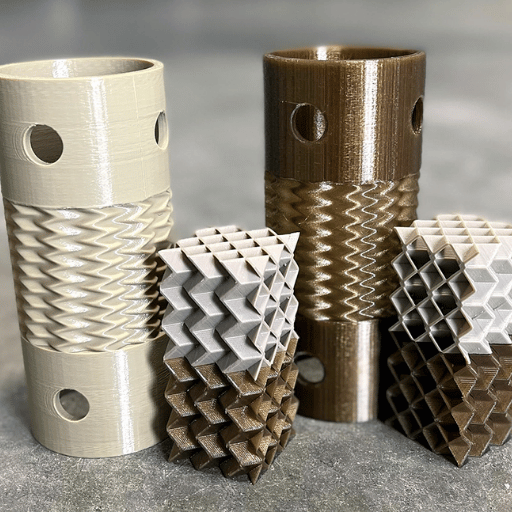
| 3D printing (FFF/SLS) | Prototypes, lattice structures, certain implants | ±0.005″ | Moderate (specialized printer) |
📐 Engineering Note — 3-Stage PEEK Machining Protocol
PEEK extruded rod and sheet carry residual stresses from the cooling process. Machining releases those stresses unevenly and produces dimensional drift after the part leaves the machine. The protocol that survives our QC: rough cut to 0.5 mm oversize → 200°C nitrogen anneal with controlled cool-down → finish cut. On 350 mm aerospace brackets the procedure reduces post-machining drift from ±0.005″ to ±0.001″, verified across 2,400+ parts in glass-filled grade. Reinforced grades additionally require PCD (polycrystalline diamond) tooling — carbide tools wear out 70–80% faster on glass-filled or carbon-filled PEEK.
Two practical machining tips worth heeding: skip flood coolant (forced air or mist works better; coolant shock-cools the chip and can introduce micro-cracking), and use a sharp uncoated carbide tool with a 15° positive rake at roughly 18,000 RPM for unfilled PEEK finishing passes. Practical machinists on industry forums commonly echo this coolant guidance — PEEK does not behave like aluminum.
For complex geometry or low-volume production runs, our team handles dedicated PEEK CNC machining across unfilled, filled, and medical grades with full Mill Test Certificate traceability.
Industrial unfilled PEEK runs $80–200/kg of stock material at 2026 spot pricing, with medical-grade PEEK-OPTIMA reaching $300–500/kg. Translated into finished parts:
Visible material premium is only one part of the total cost. PEEK adds longer lead times (fewer suppliers, slower machining cycles, mandatory annealing), tighter supply-chain dependencies, and higher tooling wear in reinforced grades. Procurement teams who adopt PEEK as a default rather than a deliberate choice often discover the hidden costs only when a design revision forces a re-quote.
Here is the rule we follow when reviewing customer specifications: PEEK is justified when at least two of the following are true. If only one applies, a cheaper engineering plastic almost always meets the requirement.
PEEK Cost-Performance Quadrant
Map your application against operating temperature (X-axis) and chemical exposure severity (Y-axis):
In our project intake reviews, roughly 6 in 10 PEEK requests fall into Quadrants 1–3, where a cheaper alternative would have worked. Re-specifying those parts has saved customers 30–70% on material cost without changing field performance.
By 2025, high-performance plastics had grown into a USD 16.3 billion market, and Markets-and-Markets research published April 2026 projects it will reach USD 26.5 billion by 2032 at a 7.2% CAGR. PEEK captures roughly 15–18% of that segment, with Asia-Pacific holding 59.7% of global demand. Five drivers explain why PEEK volume is rising even as raw resin prices have softened slightly through 2025:
Search trend data confirms the directional pattern: queries for “peek properties” rose roughly 19% year-over-year through Q3 2025 (DataForSEO Google Ads keyword data), while comparison queries like “peek vs ptfe” declined — consistent with a market moving from material discovery to data-driven specification. If you are planning capacity additions or stocking decisions for a 2026–2027 program with sustained high-temperature or medical content, reserving PEEK material now beats waiting through the next aerospace-driven supply tightening.

The property data, machining parameters, and grade selection guidance in this guide are drawn from 17 years of CNC PEEK production at Le Creator across aerospace, medical, and semiconductor accounts. The three-stage anneal protocol and PCD tooling life numbers reflect verified results from our 2024–2025 PEEK-GF30 and PEEK-OPTIMA workloads. Where third-party data is cited — Ensinger TECAPEEK datasheets, Victrex 450G ISO 527 specs, FDA 21 CFR 177.2415 — we link the original source so readers can verify the numbers themselves.









