


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Bewerking in de lucht- en ruimtevaart is niet een ongedefinieerde kwaliteitsschijf. Het is een hele reeks rigide, kwantificeerbare vereisten. Toleranties beter dan ± 0,001 inch op structurele onderdelen en ± 0,0002 inch op motoronderdelen. 100%-materiaal traceerbaarheid terug naar het fabriekscertificaat. Een verplicht AS9100D-geregistreerd kwaliteitsmanagementsysteem. Nadcap-certificering in speciale processen zoals warmtebehandeling en niet-destructief testen (NDT). Dit zijn geen ambitieuze normen. Dit is het minimum dat nodig is om door grote kopers van lucht- en ruimtevaart- of hoofdaannemers als een serieuze leverancier te worden beschouwd. Deze gids voor het bewerken van RFQ-machines behandelt wat elk van deze middelen betekent, wat voor elk van deze processen.
⚡ Lucht- en ruimtevaartbewerking: snelle specificaties
| Parameter | Typische waarde/bereik |
|---|---|
| Standaardtolerantie (structureel) | ±0,001″ /±0,025 mm |
| Strakke tolerantie (motor/brandstofsystemen) | ±0,0002″-±0,0001″/±5-2,5 µm |
| Oppervlakteafwerking | Ra 0,8-3,2 µm (Ra 32-125 µin) |
| Gewone legeringen | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Belangrijkste certificeringen | AS9100D, NADCAP (speciale processen), ITAR (verdediging) |
| Typische doorlooptijd | 3-15 dagen (prototype) /2-6 weken (productie) |
Bewerking in de lucht- en ruimtevaart verwijst naar computergestuurde subtractieve productie van componenten voor vliegtuigen, ruimtevaartuigen, satellieten, voortstuwingssystemen en luchtvaartelektronica, die werken onder de meest e×werkende tolerantie-, materiaal- en documentatievereisten van elke commerciële productiesector. Het woord “ is niet alleen branding; het brengt specifieke verplichtingen met zich mee op het gebied van certificering, traceerbaarheid en inspectie die standaard commerciële CNC-bewerking niet oplegt.
Wanneer een run van de molen CNC-winkel toleranties van ± 0.005in op basisonderdelen zou kunnen houden, werken met generieke materialen, vertrouwen op de operator om de afmetingen van onderdelen te verifiëren, en niets meer volledigheid × dan ISO 9001-certificering hebben, is de norm voor de lucht - en ruimtevaartindustrie veel strenger en prescriptief Een typische CNC-winkel voor de lucht - en ruimtevaart wordt gedefinieerd door de eisen die in de volgende tabel zijn vastgelegd:
| Dimension | Standaard CNC Machining | Aerospace CNC Machining |
|---|---|---|
| Algemene tolerantie | ±0,005″ typisch | ±0,001″ minimum; ±0,0001″ in brandstofsystemen |
| QMS-certificering | ISO9001:2015 | AS9100D (aerospace addenda bij ISO 9001) |
| Certificering van speciale processen | Normaal gesproken niet vereist | NADCAP accreditatie voor warmtebehandeling, NDT, coatings |
| Materiaaltraceerbaarheid | CoC (conformiteitscertificaat) | Molentestcertificaat, traceerbaarheid van warmtepartijen, AMS/MIL-specificatieconformiteit |
| Eerste artikelvereiste | Typisch monsterinspectie | Volledige FAI per AS9102 met dimensionaal rapport, materiaalcertificaat, procesvalidatie |
| Inspectiemethode | Vlek CMM of handmatige meting | 100% dimensionale CMM, SPC, NDT voor kritieke kenmerken |
Uiteindelijk, als u een ingenieur bent die vluchtgekwalificeerd probeert te worden precisie CNC-bewerkingsdiensten, 2. Dit onderscheid is het verschil tussen de vraag of een winkel überhaupt in staat wordt geacht om te bieden, en of hij slechts een geometrische dimensie op de tekening kan vasthouden.
Wat is een lucht- en ruimtevaartmachinist? Een lucht- en ruimtevaartmachinist is een CNC-programmeur of -operator wiens taak het is om onderdelen te vervaardigen voor de lucht- en ruimtevaart-, ruimtevaart- en defensie-industrie, en die functioneert binnen de regelgevingsstructuur, inclusief certificeringen en standaarden, van die industrie. Dit vereist een breder scala aan competenties dan een machine-operator op instapniveau. Om in aanmerking te komen als lucht- en ruimtevaartmachinist moet men bekend zijn met het lezen en implementeren van ASME Y14.5 Geometrische dimensionering en tolerantie (GD&T). Een sterk begrip van de AS9100D-documentatie- en implementatievereisten, hands-optie e×perience bewerking titanium, nikkel superlegeringen, 19-compensatie, en exotische lucht-compensatie-informatie, 1.
CNC-bewerking produceert componenten voor structurele assemblages van vliegtuigen en ruimtevaartuigen, van elk belangrijk systeem tot voortstuwing en luchtvaartelektronica. Niet iedereen vereist 5-assige mogelijkheden; dat is een veel voorkomende overspecificatie. Hier leest u hoe de categorieën uiteenvallen:
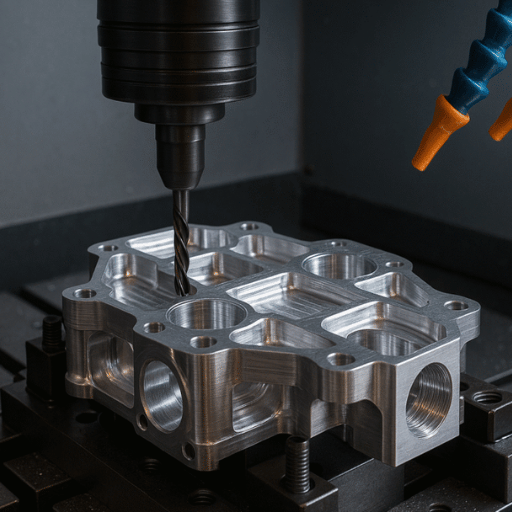
Structurele onderdelen (schotten, vleugelribben, rompframes, liggerfittingen) zijn de CNC-categorie voor de lucht- en ruimtevaart met het hoogste volume. De meeste zijn aluminium, 7075-T6 voor toepassingen met hoge spanning, 6061 voor secundaire structuur. Geometrie is doorgaans 2,5D tot 3D en frezen met 3 assen is voor het merendeel. Deze onderdelen vereisen volledige traceerbaarheid van het materiaal en maatinspectie, maar hebben meestal geen 5-assige nodig, tenzij het ontwerp samengestelde hoekkenmerken of diepe zakken met steile wanden bevat.
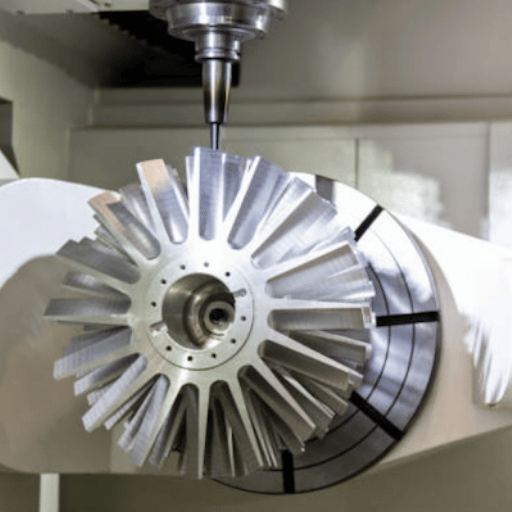
Motorcomponententurbinebladen, compressorringen, verbrandingskamerbehuizingen, brandstofsproeiers, zijn waar de tolerantie en materiaalvereisten sterk escaleren Nikkelsuperlegeringen zoals Inconel 718 domineren hot-section onderdelen CNC-draaigrepen schijven en assen; 5-assig frezen (soms met EDM-afwerking) is nodig voor bladprofielen en interne koelkanalen.
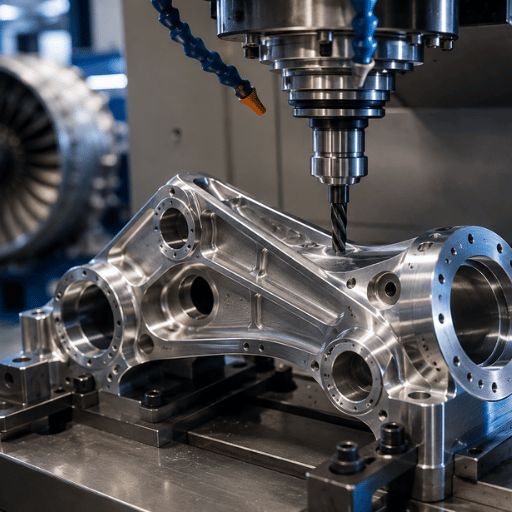
Onderdelen van landingsgestellen (assen, zuigers, koppelschakels, gaffelsamenstellen) zijn componenten met hoge spanning, vermoeiingskritische eigenschappen die doorgaans worden bewerkt uit Ti-6Al-4V of 17-4 PH roestvrij staal CNC draaien en draaicentra met meerdere assen zijn standaard Deze vereisen vaak NADCAP-geaccrediteerde NDT inspectie nabewerking.
Avionics behuizingen en sensorsteunen zijn meestal aluminium 6061 of PEEK, met ±0.001″ maatvereisten en EMI afschermingsoverwegingen Dit zijn 3-assige onderdelen in de meeste gevallen Voor aluminium lucht - en ruimtevaartcomponenten in deze categorie leiden de vereisten voor anodiserenafwerking vaak tot een beoordeling van de NADCAP-oppervlaktebehandeling.
Brandstof en hydraulische systeemcomponenten (spruitstukken, kleplichamen, pompbehuizingen) dragen de strengste tolerantie-eisen van elke machinaal bewerkte lucht- en ruimtevaartcategorie, tot ±0,0001″ op afdichtingsoppervlakken, gecombineerd met strenge reinheidsspecificaties en druktestvereisten.
Het selecteren van het juiste bewerkingsproces is de eerste beslissing over kostenbeheersing in elk lucht- en ruimtevaartprogramma. Het specificeren van 5-assige bewerking voor een onderdeel dat 3-assige mogelijkheden nodig heeft, voegt 40-60% toe aan de bewerkingskosten zonder kwaliteitsvoordeel. Het volgende beslissingskader is de snelste manier om geometrie te verwerken:
📐 Processelectie: koppel geometrie aan machine
| Deel Geometrie / Vereiste | Aanbevolen Proces |
|---|---|
| Cilindrisch /roterend (assen, pennen, bussen) | CNC Draaien (lathe) |
| Kenmerken op 1-2 gezichten, geen ondersnijdingen (beugels, platen, behuizingen) | 3-assige CNC-frezen |
| Complexe contouren, samengestelde hoeken, multi-face kenmerken (turbinecomponenten, structurele fittingen) | 5-assig CNC-frezen |
| Precisieboringen in gehard materiaal /ingewikkelde interne geometrie (brandstofinjectoren, koelkanalen) | EDM (draad of zinklood) |
Voor cilindrische vliegtuigonderdelen zoals onderdelen van het landingsgestel of hydraulische actuatorstangen, CNC-draaiende diensten zijn doorgaans de juiste productiemethode Wanneer u beslist tussen draaien en frezen voor een specifieke functieset, kunnen onze CNC frezen versus draaigids behandelt de beslissingscriteria in detail.
5-assige CNC-bewerking 5-assige CNC-bewerking is doorgaans nodig om onderdelen te produceren met voorgevormde oppervlakken, of met kenmerken die op meerdere vlakken zijn geplaatst en die nauwkeurig ten opzichte van elkaar moeten zijn geplaatst. Voorbeelden hiervan zijn roterende onderdelen zoals turbines of waaiers (blisks), of complexe aerodynamische oppervlaktefittingen met samengestelde hoekverbindingen. Als uw onderdelen geen kenmerken of contouren hebben over meer dan twee vlakken, is er geen noodzaak voor 5-assige bewerking (dit sluit items uit zoals bevestigingsmiddelen, eenvoudige behuizingen, beugels, montageplaten of de overgrote meerderheid van avionica-behuizingen). Een bewerkingsleverancier die functionele geometrie aanbeveelt, vooral op basis van onderdelen, kan complexe bill, complexe onderdelen, complexe.
SCENARIO, Processelectie
Een startup in de lucht- en ruimtevaart heeft 50 structurele titaniumbeugels nodig voor een kleine satellietstructuur. De beugels hebben doorgaande gaten, tegenboringen en slotkenmerken, allemaal op één zijde. De eerste offerte van een leverancier specificeert 5-assige bewerking van “ Door de beslissingsboom lopen: single-face kenmerken, geen samengestelde hoeken, geen gebogen oppervlakken. 3-assige is correct. De ingenieur heeft een andere winkel opnieuw gespecificeerd, heeft een andere winkel betrokken en heeft de bewerkingskosten per onderdeel verlaagd met 44%. 4 verandering in maatvereisten of certificeringsomvang.
Aluminiumlegeringen zijn qua volume verantwoordelijk voor het merendeel van de machinaal bewerkte onderdelen in de lucht- en ruimtevaart. Dat verrast mensen die ervan uitgaan dat de industrie op titanium draait, maar de rol van titanium is eerder kritisch dan universeel, geconcentreerd in toepassingen met hoge spanning en hoge temperaturen waarbij het temperatuurplafond van aluminium (ongeveer 150 °C continu) tekortschiet. Aluminium 7075-T6 en 6061 bieden beide een goede corrosieweerstand wanneer ze op de juiste manier worden geanodiseerd, wat een belangrijke reden is dat ze structurele casco-toepassingen domineren op zowel commerciële als militaire vliegtuigen. Elke materiaalcategorie brengt verschillende bewerkbaarheidseigenschappen met zich mee die een directe invloed hebben op de gereedschapskosten, cyclustijd en schrootsnelheid.
| Materiaal | Treksterkte | Max Service Temp | Bewerkbaarheid | Typisch Aerospace Gebruik | Relatieve Kosten |
|---|---|---|---|---|---|
| Al7075-T6 | 503 MPa | ~150°C | Uitstekend | Structurele onderdelen, vleugelhuiden, beugels, rompframes | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Heel Goed | Rompconstructie, vleugelribben, gespannen frames | $ |
| Ti-6Al-4V | 950 MPa | ~315°C (600°C op korte termijn) | Arme | Motorsteunen, landingsgestelconstructies, structurele frames | $$$$ |
| Inconel 718 | 1.380 MPa | ~700°C | Heel arm | Turbinebladen, uitlaatsystemen, hot-section behuizingen | $$$$$ |
| 17-4 PH roestvrij | 1.172 MPa | ~315°C | Matig | Landingsgestel, actuatorassen, flenzen, bevestigingsmiddelen | $$ |
| PEEK | ~100 MPa | ~260°C continu | Good | Luchtvaartkasten, lagerkooien, elektrische isolatoren | $$$ |
Deze aluminium alloys lood door structureel deel volume 'elke rang' dient verschillende lucht - en ruimtevaart-toepassingen op basis van werkomgeving, vermoeiingsbelasting en temperatuurbereik Voor gedetailleerd tolerantiegedrag per legeringsgraad, de uitsplitsing in onze gids op aluminium CNC bewerkingstoleranties behandelt de details. Zodra structurele ontwerpen in het temperatuur- of spanningsbereik dringen waar aluminium niet in aanmerking komt, zal, aluminiumlegering lucht - en ruimtevaartcomponenten blijf de eerste keus standaard, waarbij titanium ingrijpt voor gedefinieerde kritische zones in plaats van als algemene vervanging.
📐 Technische opmerking, Ti-6Al-4V bewerkingsparameters
De thermische geleidbaarheid van Ti-6Al-4V is 6,7 W/mK, ongeveer 3% die van aluminium 237 W/mK. Dat is de fundamentele reden voor de bewerkingsproblemen die doorgaans worden ervaren met titanium: de warmte stroomt niet weg door de chip en concentreert zich snel aan de snijkant, waardoor het carbide zacht wordt en chemische kraterslijtage ontstaat boven 500 °C. Voor gecoat carbide gereedschap liggen de aanbevolen snijsnelheden in het bereik van 115-230 SFM (35-70 m/min) voor frezen, of 2300 SFM (70-90 m/FM0) voor onderschatting.20.
De tolerantievereisten bij de bewerking in de lucht- en ruimtevaart variëren per componentfunctie, niet per programma of klantvoorkeur. De herhaalbaarheid van CNC-bewerking maakt deze nauwe toleranties haalbaar voor productievolumes. Een correct gekozen proces houdt ± 0,001″ in werking zonder handmatige tussenkomst. Levenskritische onderdelen in structurele of motortoepassingen hebben de strakste specificaties. De volgende tabel geeft de bewerkingstolerantiebereiken weer per toepassingscategorie:.
| Component Categorie | Typische Tolerantie | Oppervlakteafwerking (Ra) |
|---|---|---|
| Algemene structurele onderdelen | ±0,001″ (25 µm) | 3,2-6,3 µm Ra |
| Landingsgestel / dragende structuurframes | ±0,0005″ (12,7 µm) | 1,6-3,2 µm Ra |
| Motoronderdelen (schijven, koffers, hot-sectie) | ±0,0002-0,0005″ (5-12 µm) | 0,8-1,6 µm Ra |
| Brandstof en hydraulische systemen | ±0,0001-0,0003″ (2,5-7 µm) | 0,4-0,8 µm Ra |
| Avionics behuizingen en elektronica behuizingen | ±0,001″ (25 µm) | 1,6-3,2 µm Ra |
Oppervlakteafwerkingen op nauwkeurig bewerkte vluchthardware zijn structureel van belang, niet alleen esthetisch. Voor normen voor oppervlakteruwheid toepasbaar op geanodiseerde en hardcoat aluminium onderdelen in de lucht- en ruimtevaart, Ra 0,8-1,6 µm is de gebruikelijke specificatie voor vermoeiingsgevoelige oppervlakken.
Er bestaan drie leverancierscertificeringsprogramma's voor de toeleveringsketen van de lucht- en ruimtevaartverwerkende industrie. Ze zijn niet uitwisselbaar en het vragen om slechts een van de twee verplichte raamwerken zal tot RFQ-problemen leiden.
AS9100D is de Quality Management System-standaard voor de luchtvaartindustrie, uitgegeven door de International Aerospace Quality Group (IAQG) Het bouwt voort op ISO 9001:2015 en voegt lucht - en ruimtevaartspecifieke eisen toe voor risicobeheer, configuratiebeheer, inspectie van eerste artikelen en leverancierscontrole AS9100D certificeert dat het volledige managementsysteem van een winkel voldoet aan de lucht - en ruimtevaartvereisten, niet dat een afzonderlijk onderdeel correct is.
NADCAP (National Aerospace and Defense Contractors Accreditation Program), beheerd door het Performance Review Institute (PRI), omvat de 26 gedefinieerde speciale processen “speciale processen 40.000, inclusief warmtebehandeling, NDT, chemische verwerking, coatings, lassen en oppervlakteverbetering NADCAP is processpecifiek, niet bedrijfsbreed Het controleert de individuele procesmogelijkheden: kalibratie van apparatuur, kwalificaties van operators, procesdocumentatie AS9100 heeft betrekking op de winkel; NADCAP bestrijkt elk speciaal proces daarin.
ITAR (International Traffic in Arms Regulations) registratie is vereist voor elke leverancier die betrokken is bij de productie, export of behandeling van defensiegerelateerde componenten onder de Amerikaanse Munitions List. Het is een raamwerk voor exportcontrole, geen kwaliteitsnorm, maar een contractvoorwaarde voor de meeste Amerikaanse militaire lucht- en ruimtevaartprogramma's.
SCENARIO, AS9100 Zonder NADCAP
“Leverancier moet AS9100D-gecertificeerd zijn,” roept de inkoopmanager op voor veel titanium landingsgestelbeugels. “En we hebben een anodiseerafwerking nodig, staat verder in de RFQ. Gelukkig voor alle betrokkenen is de leverancier AS9100D-gecertificeerd en is het certificaat up-to-date Onderdelen arriveren en maatinspectie gaat prima. Maar de anodisatie werd uitgevoerd door een sublaag zonder NADCAP-accreditatie voor chemische verwerking. Dit wordt opgemerkt door de OEM-kwaliteitsingenieur, en het duurt drie weken voordat een onderdeel opnieuw wordt geïnspecteerd en de coating wordt gestript en opnieuw uitgevoerd door een gekwalificeerde leverancier, aangezien we niet voldoende traceerbaarheid vooraf hebben. Het zou vijf minuten duren.
“OEMS hebben een vereiste voor Nadcap om naar de supply chain te stromen, als onderdeel van het algemene kwalificatieproces voor leveranciers. Kritische procesaudits, uitgevoerd door vakexperts die door belanghebbenden binnen het programma worden geaccepteerd. Nadcap heeft de kwaliteit van de leverancier verbeterd, gemeenschappelijke normen afgedwongen en besparingen opgeleverd.”
Instituut voor prestatiebeoordeling (PRI), pri.org
Technische opmerking, AS9100D versus NADCAP: het verschil in reikwijdte
| Aspect | AS9100D | NADCAP |
|---|---|---|
| Wat het certificeert | Kwaliteitsmanagementsysteem voor het hele bedrijf | Individuele uitvoering van speciale processen |
| Uitgegeven door | IAQG (uitgelijnd met ISO 9001:2015) | Instituut voor prestatiebeoordeling (PRI) |
| Auditbereik | Bedrijfsbreed: documenten, managementbeoordeling, leverancierscontrole | Processpecifiek: apparatuur, operatorquals, parameters |
| Vereist voor speciale processen (warmtebehandeling, NDT, coating)? | Geen dekkingsproces uitvoering | Ja, OEM-toeleveringsketens van niveau 1 |
| Certificeert het de kwaliteit van onderdelen? | Nee | Geen enkele procescapaciteit |
Deze vier uitdagingen zijn verantwoordelijk voor de meeste kostenoverschrijdingen en vertragingen in de planning bij bewerkingsprogramma's in de lucht - en ruimtevaart. Als u ze begrijpt voordat RFQ verrassingen tijdens de productie vermindert.
⚠️ Uitdaging 1: Werkverharding in titanium en inconel
Beide materialen verharden in het snijgebied als er onvoldoende spaanbelasting is. Het mechanisme: slechte thermische geleidbaarheid zorgt ervoor dat de warmte zich ophoopt aan het snijoppervlak en niet door de spaander gaat. De geleidbaarheid van titanium is 3% van die van aluminium. De reeds geharde huid van een eerdere doorgang vertraagt het binnendringen van de volgende snijkant en escaleert snel de slijtagesnelheid. Snijden bij 115SFM in tegenstelling tot 130SFM kan de levensduur van het gereedschap met 30 tot 50% verkorten. Te voorzichtig zijn is net zo slecht, zo niet erger, dan te agressief zijn.
⚠️ Uitdaging 2: Dunwandige vervorming
Gewichtsvermindering is een van de belangrijkste drijfveren voor het ontwerpen van de lucht- en ruimtevaart; Wanden van 1 tot 3 mm zijn typisch voor onderdelen waarin toepassingen zijn ondergebracht of structureel zijn. Met die dikte van de muren leidt de snijkracht tot doorbuiging (deels buigen tijdens het bewerken, en vervolgens terug klikken bij het terugtrekken van het gereedschap). Die maatfout verschijnt als eerste als je naar het onderdeel op de CMM kijkt. Inrichtingstechniek, trillingsdemping en een strategie voor verminderde snedediepte per doorgang zijn standaardsaneringen. Een pre-bewerking DFM kan licht aansteken dat de wanden van het onderdeel te dun zijn voordat een bevestigingsaanpak wordt gevolgd.
⚠️ Uitdaging 3: Buy-to-Fly-verhouding van titanium
Schroot op gewichtsbasis bij titaniumbewerking voor de lucht- en ruimtevaart varieert van 60% tot 80%. Om een afgewerkt onderdeel te maken dat 1 kilogram titanium weegt, moet de winkel doorgaans 5-10 kilogram knuppel kopen. Deze kosten gaan in de offerte, hetzij als materiaallading, hetzij verdeeld over alle onderdelen, zoals eventuele winkelkosten zouden doen. Bij het beoordelen van titaniumoffertes van potentiële leveranciers mag u niet verwachten dat de materiaalofferte het gewicht van het afgewerkte onderdeel weerspiegelt; wees bereid om afval als regelitem te betalen, zelfs als het schrootrisico wordt beschreven als ‘nul’
⚠️ Uitdaging 4: Documentatie overhead
De AS9100D traceerbaarheid, testcertificaten voor fabrieken, dimensionale inspectierapporten, FAIR-pakketten per AS9102 en non-conformiteitsrecords vertegenwoordigen inherent betekenisvolle reële kosten De documentatievereisten van een typisch AS9100D-project kunnen 15-25%-overhead toevoegen aan een standaard commerciële Machining-schatting in de ISO 9001-winkel als de kosten van extra arbeid en administratieve lasten voor het bijhouden van gegevens en discrepantiebeheer. 'Deze kosten zijn gerechtvaardigd, maar vereisen weergave op offertes.
Het vooraf aanpakken van deze risico's in de ontwerpfase vermindert de blootstelling aan herwerken aanzienlijk. Onze DFM-richtlijnen voor machinaal bewerkte lucht - en ruimtevaartonderdelen dekwanddikte, hoekstralen en toegangsoverwegingen voor armaturen die de opbrengst rechtstreeks beïnvloeden.
Is de bewerking van CNC in de lucht- en ruimtevaart duur? Ja, vaak 2-5x zoveel als een industrieel onderdeel van hetzelfde type Drie drivers: materiaalkosten (Inconel 718 gaat voor ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), verwerkingsmoeilijkheid (bewerking met 5 assen is 40-60% duurder dan 3-assen) en compliancewerk (papierwerk, FAIR, traceerbaarheid). Maar de kosten van non-conformiteit relevant in hoogwaardige vluchthardware 'herwerken, veldbewerking, machinale bewerking, juridische blootstelling 't moet het altijd premium zijn, de prijs van de toekomst, zal niet de prijs zijn, de prijs, de prijs, het zal altijd de prijs zijn, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs, de prijs,.
| Cost Driver | Standaard CNC | Lucht- en ruimtevaart CNC |
|---|---|---|
| Grondstof (aluminium) | ~$1.50-2.50/lb | ~$1.50-2.50/lb + traceerbaarheidsoverhead |
| Grondstof (titanium) | ~$15-25/lb | ~$20-35/lb (AMS-spec knuppel + buy-to-fly) |
| 5-assige versus 3-assige premie | Baseline | +40-60% voor 5-assige bewerkingen |
| Kwaliteit /documentatie | Baseline | +15-25% (FAIR, SPC, traceerbaarheid) |
De lucht- en ruimtevaartbewerking RFQ-checklist: 8 vragen die worden onthuld als een winkel het werk kan doen
SCENARIO, Kwalificatie van leveranciers in de praktijk
Een internationale lucht- en ruimtevaart-OEM specificeert een nieuwe onderbandenwinkel. Deze winkel levert een 200-delige productieorder van Inconel 718-motorbeugels. Uit de checklist: vragen 1-3 pass (AS9100D actueel, ITAR geregistreerd) 2 legt de NADCAP-registratie van de winkel voor NDT en chemische verwerking bloot, maar niet voor warmtebehandeling. Wanneer de beugels na bewerking moeten worden opgelost en de winkel de warmtebehandeling uitbesteedt, had de kwalificerende leverancier van de OEM veel meer tijd nodig om de warmtebehandelaar te kwalificeren met NADCAP. Door de reikwijdte op RFQ te markeren in plaats van PPAP, werd een programmamijlpaal bespaard.
Klaar om precisieonderdelen voor de lucht- en ruimtevaart te kopen?
Vraag een offerte aan van CNC-bewerkingsdiensten voor de lucht- en ruimtevaart van LecreatorDFM-beoordeling gratis inbegrepen.
Ontvang een offerte voor CNC-bewerking in de lucht- en ruimtevaart →
De Amerikaanse lucht - en ruimtevaart - en defensie-industrie genereerde in 2024 $995 miljard aan totale bedrijfsactiviteit, wat $443 miljard aan economische waarde bijdroeg, 1,5% van het Amerikaanse bbp Ondertussen voorspelt de FAA dat de vloot van commerciële vliegtuigen groeit van 7.387 in 2024 naar 10.607 vliegtuigen in 2045 Dat groeitraject geeft vorm aan drie belangrijke verschuivingen in de manier waarop onderdelen van de lucht - en ruimtevaart machinaal worden bewerkt:
AI-ondersteunde inspectie tijdens het proces. Geautomatiseerde CMM-meting in combinatie met vision-based oppervlakte-inspectie gaat van post-machining QC naar real-time adaptieve controle Machinegereedschap bouwers integreren meetsondes rechtstreeks in bewerkingscentra, dus een turbine bladprofiel wordt gemeten tussen gereedschap passeert, niet na Voor kopers, dit beïnvloedt de levertijd (minder post-machining inspectie wachtrij) en first-pass opbrengst op complexe aluminium en titanium lucht- en ruimtevaartonderdelen.
Hybride additief-subtractieve productie. Systemen van DMG Mori en Matsuura bouwen nu bijna-net-vormige voorvormen via gerichte energiedepositie, vervolgens CNC-afwerking kritische oppervlakken op dezelfde machine Voor dure materialen zoals Inconel 718 en titanium, dit drastisch vermindert de buy-to-fly verhouding, in plaats van het bewerken van een complexe beugel uit vaste knuppel bij 60-80% materiaalverlies, de bijna-net voorvorm begint binnen 10-15% van de uiteindelijke afmetingen.
eVTOL productie ramp. Archer Aviation, Joby, en andere geavanceerde luchtmobiliteit ontwikkelaars gaan van prototype naar productiecertificering in 2025-2026 Het onderdelenprofiel, aluminium 6061/7075 structurele beugels, frames, en behuizingen met ±0.001″ toleranties in prototype en productiehoeveelheden met een laag volume, is vrijwel identiek aan standaard structurele bewerking in de lucht - en ruimtevaart Voor CNC-winkels betekent dit een nieuwe vraag in een segment met een lagere certificeringscomplexiteit dan commercieel transport, maar dezelfde AS9100D en dimensionale documentatievereisten.
De bewerking in de lucht- en ruimtevaart voldoet aan een veel strengere reeks maat-, materiaal- en certificeringseisen dan generieke CNC-bewerking. Structurele lucht- en ruimtevaarttoleranties lopen van 0,001″ voor 7075 luchtframes tot 0,005″ voor de meeste commerciële interieuronderdelen; traceerbaarheid van certificering traceert elk onderdeel tot gratis molencerts en AMS- of MIL-specificaties; de winkel vereist AS9100D (geen nieuwe IFRLAPAK of voorgaande normen); speciale processen (warmtebehandeling, NDT, chemische verwerking, coatings, lassen) vereisen extra NADCAP-accreditatie; en het eerste product is onderworpen aan een volledig FAI-rapport volgens AS9102. Alleen al die documentatie verhoogt de projectkosten met 15.
Ten eerste, op zijn minst, heeft een bewerkingswerkplaats in de lucht - en ruimtevaart AS9100D-certificering nodig (de kwaliteitsmanagementnorm van de luchtvaartindustrie die door de IAQG is vrijgegeven, naast GDYLIFBOGS. Ten tweede, wanneer de reikwijdte van de werkzaamheden speciale processen omvat (warmtebehandeling, NDT, chemische verwerking, enz.), dan is NADCAP-accreditatie voor elk van die speciale processen ook een noodzakelijk minimum. Ten derde moet voor Amerikaanse defensietoepassingen de ITAR-registratie worden verkregen. Deze normen gaan hand in hand en zijn beide actief bij alle Tier 1-leveranciers in de lucht - en ruimtevaart.
Ja, voor de ruimtevaart reserve- en structurele onderdelen kosten doorgaans 2-5 meer dan vergelijkbare commerciële CNC-onderdelen. De productie van dieselmotoren en compressoren is verantwoordelijk voor 3 belangrijke factoren die de materiaalkosten van onderdelen beperken (Inconel 718 ongeveer $35-50 per pond vergeleken met de aluminium 6061-prijs van $1-3 per pond), het proces (extra assen of complexe machines voegen 40-60%-kosten toe over 3-assen) en compliance (AS9100D-documentatie, FAI-rapporten, materiaaltraceerbaarheid voegt 15-2T3T toe aan onderdeelkosten), extra kosten voor de kosten voor de vluchtwaarde voor de kosten, minder nuttige onderdelencontrole en minder voor de kosten voor de vlucht, minder voor de kosten voor de kosten voor de kosten voor de controle van de kosten voor de vlucht.
Een lucht - en ruimtevaartmachinist is iemand die, als onderdeel van een AS9100D-geaccrediteerde omgeving, CNC-apparatuur exploiteert of programmeert om onderdelen van vluchthardware te produceren De rol van machinist vereist bekendheid met het gebruik en de interpretatie van GD & T tot ASME Y14.5, de bewerking van lucht - en ruimtevaartlegeringen (aluminium, titanium en superlegeringen), en ervaring met FAI-documentatie, SPC. Deze banen voor de ruimtevaartbewerking genieten doorgaans een aanzienlijke vaardigheidspremie met $115.000 gemiddeld jaarlijks arbeidsinkomen in de A & D-sector dat 56 procent hoger ligt dan het nationale productiegemiddelde.
De doorlooptijden van prototypes bedragen doorgaans 3 tot 15 dagen voor de bewerkingscomponent, en bovendien voor FAIR close-out plus tijd om speciale processen uit te besteden (anodiseren, NDT, warmtebehandeling, enz.). Voor productieruns van 50 tot 500 stuks variëren de doorlooptijden doorgaans van twee tot zes weken, afhankelijk van de beschikbaarheid van het materiaal, de wachtrijpositie en de complexiteit van de inspectie. Een item dat kopers van prototypes vaak over het hoofd zien, is dat de genoemde doorlooptijden voor bewerkingen geen FAIR-doorlooptijden of de doorlooptijden voor uitbestede speciale processen omvatten. Verduidelijk of uw doorlooptijd voor voltooiing van het gehele project op FAI-complete basis is of alleen voor de machinaal bewerkte componenten van het werktuigmachine.
Referenties
Over de Auteur
Beoordeeld door Lecreator engineering team Lecreator biedt precisie CNC-bewerkingsdiensten voor ruimtevaart, medische en industriële programma's, en biedt 3-assige en 5-assige frees, CNC draaien, en oppervlakteafwerkingsmogelijkheden De inhoud vertegenwoordigt onze directe productie-ervaring met aluminium, titanium, en technische kunststoffen van ruimtevaartkwaliteit.
Inhoudsverklaring: Dit artikel is onderzocht met behulp van openbaar beschikbare gegevens uit de lucht- en ruimtevaartindustrie (FAA, AIA, PRI/NADCAP), analyse van de inhoud van concurrenten en databases met bewerkingsparameters. Kosten- en doorlooptijdschattingen weerspiegelen de consensusbereiken van de sector zonder specifieke contractuele ondersteuning. Lezers moeten certificeringsvereisten en tolerantiespecificaties verifiëren aan de hand van de specifieke documentatie van hun programma over de ontwerpautoriteit.









