


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


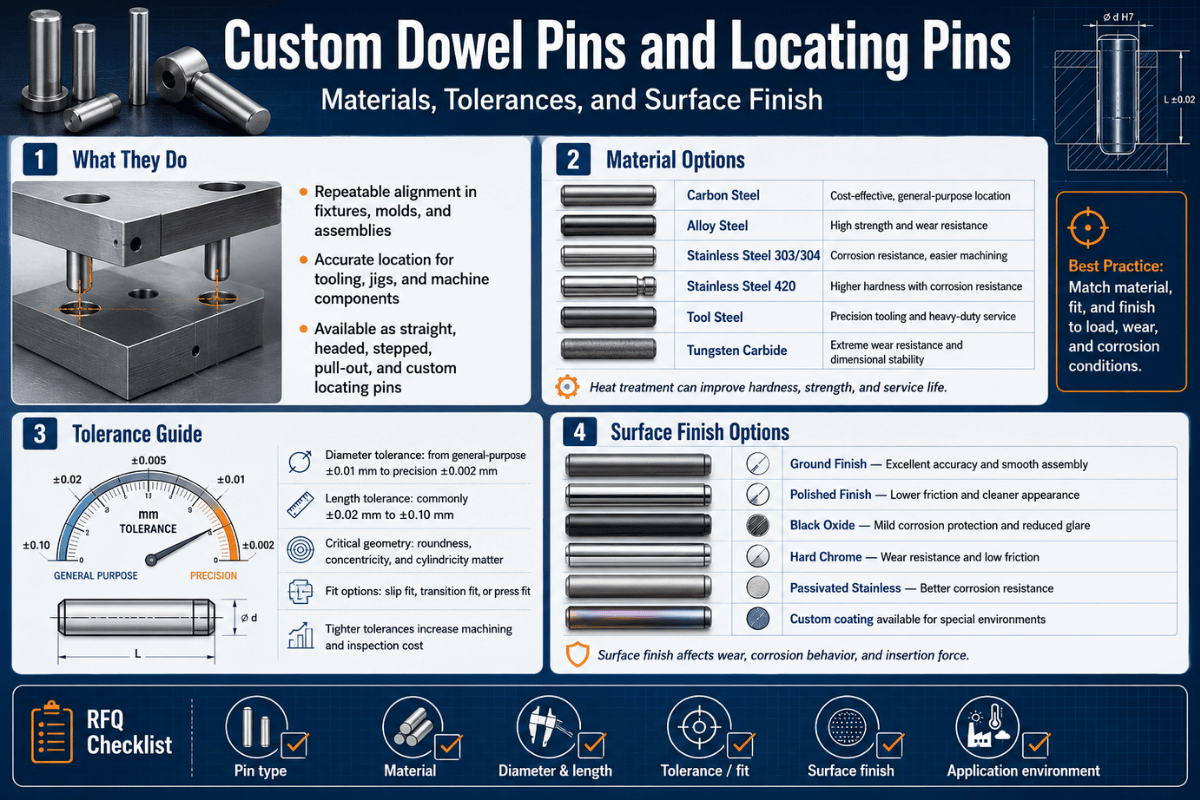
Aangepaste paspennen en positioneringspennen zien er eenvoudig uit, een grondcilinder van gehard staal, maar toch dragen ze de uitlijning, schuifbelasting en herhaalbaarheid van een hele constructie. Deze gids is de technische referentie om ze te specificeren: hoe u het materiaal kiest, de perspassing of slip-fit-tolerantie instelt, de oppervlakteafwerking oproept, het gat ontwerpt en de regel voor het lokaliseren van ronde meer dan diamanten toepast die bij de meeste afdrukken verkeerd is.
Kortom: Aangepaste paspennen en plaatspennen zijn nauwkeurig geslepen cilindrische componenten die bijpassende delen in een herhaalbare positie houden Een paspen draagt schuifbelasting en stelt de locatie tussen twee delen in; een plaatsbepalingspen positioneert een werkstuk op een armatuur Beide worden gedefinieerd door vier specificaties, materiaal, pasvormklasse (persen of slippen), maattolerantie en oppervlakteafwerking, plus het gat waarin ze zitten.
| Diameterbereik | 1/16″-1″ standaard; 1-20 mm metrisch; op verzoek verder aangepast |
| Standaard tolerantie | Duim +0,0002″ overmaat (pers); metrische m6/h7 (ASME B18.8.2 / ISO 8734) |
| Materials | Gelegeerd staal, 303/304/316/416 en 17-4 PH roestvrij staal, A2/O1 gereedschapsstaal, messing |
| Hardheid | Tot 60+ HRC (door - of kastgehard); kern 47-58 HRC voor standaard geharde pinnen |
| Oppervlakteafwerking | 32 µin (0,8 µm) Ra typisch (gemalen); tot 8 µin (0,2 µm) voor precisie; nog fijner gerond |
| Standaarden | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (automobiel) |

Deuvelpennen verbinden en lijnen twee delen uit die aan elkaar vastbouten, waardoor de schuifbelasting wordt gedragen en hun relatieve positie wordt bepaald standaard machine-ontwerppraktijk; een plaatsbepalingspen houdt een werkstuk in een bekende positie op een armatuur, zodat elk onderdeel op dezelfde manier wordt bewerkt of gemonteerd. Beide zijn hoofdloze, geslepen cilindrische bevestigingsmiddelen en beide komen standaard van de plank, dus de praktische vraag is wanneer een aangepaste pin zijn kosten verdient.
Het eerlijke antwoord: de meeste assemblages lopen prima op standaard pinnen Aangepaste deuvel pinnen en lokalisatie pinnen betalen zich uit wanneer u een niet-standaard diameter of lengte, een exotisch of hoger-hardheidsmateriaal, een speciale eindvorm, of een oversize voor een versleten gat nodig heeft Veldbeoefenaars op engineering forums maken de verdeling eenvoudig, deuvels dragen afschuiving en set herhaalbare locatie, terwijl bouten alleen klemmen, dat is de reden waarom een goed ontwerp gebruikt beide in plaats van te vragen schroeven te lokaliseren.
Er is één val die de moeite waard is om vooraf te markeren, omdat deze de helft van de aangepaste verzoeken aandrijft die we zien: twee identieke ronde pluggen lokaliseren een onderdeel niet op betrouwbare wijze. onder echte tolerantie en thermische groei, twee ronde pinnen vechten elkaar en het deel kan weigeren om te vallen op We noemen dit de Overconstraintbelasting, en de fix, één ronde pin en één diamanten pin, is bedekt in het onderliggende plaatsingspingedeelte.
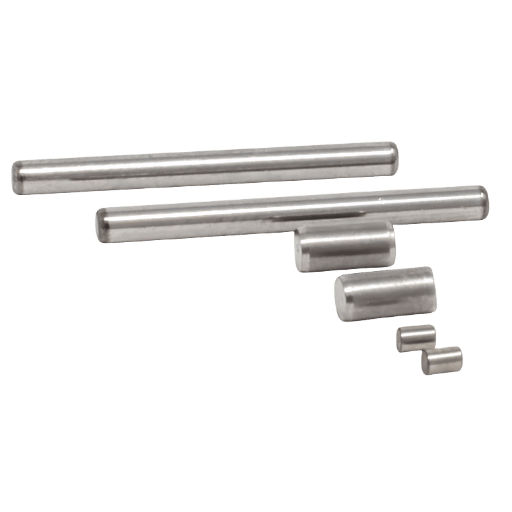
Deuvelpennen zijn massieve, nauwkeurig geslepen cilinders die voor de exacte locatie in een geruimd gat drukken of slippen. Veer(rol)pennen zijn hol en samendrukbaar, dus ze vergeven een ruw geboord gat maar bevinden zich losjes. Tapere pennen zijn conisch en zitten door ze in een geruimde tapsheid te wringen, goed maar moeilijker precies vast te houden. Voor een nauwkeurige, herhaalbare uitlijning in een machinaal bewerkt samenstel is de paspen het juiste gereedschap; de veerpen ruilt precisie in voor tolerantie voor een slordig gat.

Materiaal is de eerste specificatie die daadwerkelijk verandert hoe een pin zich gedraagt, omdat het hardheid, corrosieweerstand en bewerkbaarheid tegelijkertijd instelt De standaard is gehard gelegeerd staal; u gaat over op roestvrij staal voor corrosie, op 17-4 PH of gereedschapsstaal voor hardheid met enige corrosieweerstand, en op messing wanneer u niet-magnetische of niet-vonkachtige onderdelen nodig heeft. De onderstaande tabel is een beslissingshulpmiddel, de Pin Material Duty Index, waarbij elk gemeenschappelijk materiaal in kaart wordt gebracht op zijn warmtebehandelde hardheid, corrosiegedrag en de plicht die het past.
| Materiaal | Hardheid (warmtebehandeld) | Corrosieweerstand | Beste plicht |
|---|---|---|---|
| Gelegeerd staal (bijv. 4140-klasse, standaard geharde deuvel) | Kern ~47-58 HRC, behuizing 60 HRC min | Laag (behoeft coating) | Algemene dragende pluggen, breekpennen |
| 12L14 vrijbewerkingsstaal | Zacht (~70-90 HRB) | Laag | Goedkope op maat gemaakte lokalisatiepennen, lichte service |
| 303 roestvrij staal (300-serie) | Zacht (<~25 HRC, niet uithardbaar) | Good | Gemakkelijk-bewerkingsuitlijningspennen, lichte lading |
| 316 roestvrij staal | Zacht (<~25 HRC) | Uitstekend (marien/chemisch) | Bijtende omgevingen, lage slijtage |
| 416 roestvrij staal (400-serie) | ~36-42 HRC (gehard en getemperd) | Matig | Verhardbare roestvrijstalen pluggen, herhaalde perspassing |
| 17-4 PH roestvrij staal | H900 ≈44 HRC (tot ≈33 HRC op H1150); ~1310 MPa UTS | Heel goed | Lucht- en ruimtevaart-/medische pinnen die sterkte + corrosie nodig hebben |
| A2 / O1 gereedschapsstaal | 58-62 HRC | Laag | Hoog-slijtage het plaatsen spelden, matrijs en vormwerk |
| Brass | Zacht | Good | Niet-magnetische, vonkende, elektrische assemblages |
De praktische fout hier is het bereiken van 303 of 316 roestvrij staal voor een perspassingspen omdat deze roestvrij is.“ Beide zijn austenitisch en blijven onder ongeveer 25 HRC, dus een herhaalde perspassing en de pin slijtage. Wanneer u roestvrij plus hardheid nodig heeft, is 416 of 17-4 PH de juiste beslissing; wanneer u een maximale levensduur nodig heeft, slaat gereedschapsstaal roestvrij. We dragen deze verschillen in ons eigen onderscheid materiaalkeuze voor bewerkte onderdelen, omdat de legering ook kosten en doorlooptijd aandrijft.
Standaard paspennen zijn gehard gelegeerd staal, geslepen na warmtebehandeling voor een kern van ongeveer 47-58 HRC. Voor corrosieweerstand dekken 303 en 316 roestvrijstalen lichtbelastingsuitlijning, terwijl 416 en 17-4 PH roestvrij staal hardheid geven voor perspassing. Gereedschapsstaal zoals A2 en O1 bereiken 58-62 HRC voor positioneringspennen met hoge slijtage, en messing dient voor niet-magnetische of niet-vonken assemblages. Kies het materiaal uit belasting, omgeving en slijtage, niet uit gewoonte.

Fit is het verschil tussen een pin die lokaliseert en een pin die eruit valt, of een pin die je niet kunt installeren Onder standaard machine-design fit praktijk, een precisie deuvel pin wordt geslepen iets oversized en geperst in een geruimd gat, zodat de interferentie, niet de pin alleen, zet retentie Onder ASME B18.8.2, een standaard geharde deuvel pin wordt geslepen ongeveer +0.0002″ over zijn basisdiameter en geperst in een gat geruimd naar nominaal, zodat kleine interferentie, niet de pin alleen, zorgt voor retentie Een slip fit komt van het ruimen van het gat een paar tienden groter in plaats van het veranderen van de pin, en oversize-serie pinnen voegen ongeveer +0.0010 voor herwerkte gaten Metrische pinnen volgen ISO 8734 en DIN 6325 (diameter (meter of 707 mm (diameter op diameter op de diameter van de diameter van de as.
De interferentie zelf is klein en voorspelbaar. Een standaard inch plug wordt ongeveer 0,0002″ gemaakt over de nominale diameter en zit in een geruimd gat met die nominale maat; speciale extra grote pinnen voegen ongeveer 0,0010″ toe voor een versleten of herwerkt gat. De Pers-Fit Interferentievenster hieronder consolideert het bandbereik waar ingenieurs het vaakst naar streven.
| Nominale diameter | Pin tolerantie (pers) | Doel van geruimd gat | Pasvorm/gebruik |
|---|---|---|---|
| 1/16″ (1,59 mm) | +0,0002″ overmaat | Nominale, deuvelruimer | Lichte pers, kleine assemblages |
| 1/8″ (3,18 mm) | +0,0002″ overmaat | Nominale, deuvelruimer | Algemene pers-fit locatie |
| 1/4″ (6,35 mm) | +0,0002″ overmaat | ~0,0002″ onder pin | Standaard machine deuvel |
| 3/8″ (9,53 mm) | +0,0002″ overmaat | ~0,0002″ onder pin | Zwaardere schuifplicht |
| 1/2″ (12,7 mm) | +0,0002″ overmaat | ~0,0002″ onder pin | Structureel /gereedschap |
| Overmaat (elke inch dia) | ~+0,0010″ | Versleten gat opnieuw roomen | Herwerken/reparatie fit |
| 6 mm (m6) | +0,012/+0,004 mm | H7 geruimd | Metrische perspassing (ISO 8734) |
| 10 mm (m6) | +0,015/+0,006 mm | H7 geruimd | Metrische perspassing |
| Slip-fit (inch) | Pin bij/onder nominaal | Geruimd +0,0003″ voorbij | Verwijderbare uitlijning, plug veranderde vaak |
Bron: ASME B18.8.2-2020 dimensionale klassen; metrische m6 banden per ISO 8734 Bevestig exacte limieten ten opzichte van de huidige norm voor uw diameter.
De gangbare winkelpraktijk stelt de diepte van het gekoppelde gat in op twee tot drie keer de pendiameter, voor een pin van 6 mm, ongeveer 12 tot 18 mm, wat voldoende lagerlengte geeft om kantelen te weerstaan zonder materiaal te verspillen. Drijf de pasvorm door het gat, niet door de pin: ruim het gat op tot de nominale maat en laat de standaard 0,0002″ pin oversize de pers creëren.
Voor een slip-fit ruim een paar tienden groter zodat de pin toch schuift Plaats dieper gaan dan drie diameters voegt zelden sterkte toe en bemoeilijkt het verwijderen.
Het vasthouden van deze grenzen is zijn eigen discipline; zie onze gids voor tight-tolerance machining voor hoe een geruimd deuvelgat in de praktijk wordt geproduceerd en gemeten.
Oppervlakteafwerking bepaalt hoe een perspassingspeld zit en hoe lang een positioneringspen overleeft Precisiedeuvelpennen zijn centerloos geslepen tot een typische Ra van 32 µin (0,8 µm); precisie- en ruimtevaartwerk specificeert fijner, gewoonlijk 8-16 µin (0,2-0,4 µm) Ra, met gelapte pennen nog gladder. Deze Ra-figuren zijn industrietypisch voor gemalen en gelapte pennen, en worden gedefinieerd en gemeten volgens de oppervlaktestekststandaard ASME B46.1-2019; specifieke normen voor ruimtevaartpinnen stellen hun eigen afwerkingslimieten, dus bevestigen minder tegen de controlerende drukpinnen.
Hardheid zet slijtage en afschuiving Standaard geharde deuvelpennen worden warmtebehandeld tot een kern van ruwweg 47-58 HRC met een kast van minimaal 60 HRC, wat een sterkte bij enkele afschuiving geeft in de orde van 130.000 psi (ongeveer 896 MPa) voor geharde legeringspennen die een kleine pin echte belasting laten dragen, bevestigen de exacte kwaliteit en ASME B18.8.2 editie voor een dragend ontwerp Locatingpennen die duizenden onderdelen indexeren zijn vaak gereedschapsstaal bij 58.662 HRC, en een dunne zwartoxide- of fosfaatcoating voegt milde corrosieweerstand toe zonder de pasvorm te veranderen.
Roep afwerking en hardheid samen met de pasvorm Een nuttige basislijn op een aangepaste deuveltekening: 32 µin (0,8 µm) Ra grondoppervlak, 50-55 HRC voor gelegeerd staal, en de diameter die wordt getolereerd aan de persklasse (+0,0002″ oversized). Voor positioneringspennen met hoge cyclus verhoogt u de hardheid tot het gereedschapsstaalbereik en verscherpt u de afwerking tot 8.16 µin (0,2.00,4 µm) Ra. Geharde pinnen voorbij ongeveer 50 HRC zijn geslepen of draadgesneden in plaats van gedraaid, zie onze opmerking draad EDM voor geharde materialen.
Het gat, en niet de pin, beslist of het perspassing is, omdat de pin op een bekend formaat is gekocht en het gat is wat u bestuurt. Gebruik een ruimer ter grootte van een plug in plaats van een nominale boor: ervaren machinisten houden zowel een strakke als een losse ruimer voor elke pingrootte, ongeveer −0005″ aan de strakke kant voor een stevige pers en +0,0005″ aan de losse kant voor een slip, en selecteer op basis van de pasvorm die ze nodig hebben. Een gatloop met alleen boorgrootte en bell-mout, zodat de pin noch drukt, noch lokaliseert.
Blinde gaten dragen een faalmodus die teams overrompelt. Wanneer je een pin in een gesloten geruimd gat drukt, kan de opgesloten lucht en eventuele olie nergens ontsnappen, dus comprimeert en weerstaat hij de pin hydraulisch: je kunt hem niet op een herhaalbare diepte plaatsen, de tegendruk kan hem weer gedeeltelijk naar buiten duwen, en in een strakke perspassing kan die ingesloten druk de omringende baas beschadigen. Gereedschap-en-matrijsmakers signaleren dit al tientallen jaren; zoals een technische discussie over ventileren het stelt, je kunt een pin niet in een blind gat laten zakken tenzij deze wordt geventileerd, omdat dat laatste stukje reizen een vrijwel onbeperkte druk opbouwt. De oplossing is routine zodra bekend: ontlucht het blinde gat met een kleine kruisboor, maal een plat of ontlastkanaal op de pin tot de diepte van de pers, of specificeer een trek-type (met schroefdraad) of plat geventileerde plug die opgesloten vloeistof laat ontsnappen en een manier geeft om de pin later te onttrekken Het produceren van die schone, rechte boringen is een precisieboren en ruimen taak op zich.
Plan verwijderen op ontwerptijd Perspassingspennen zijn niet bedoeld om vaak uit te komen; wanneer een onderdeel moet worden onderhouden, gebruik dan een slip-fit pin, een trekplug met een binnendraad of een doorgaand gat, u kunt de pin vanaf de achterkant naar buiten drijven.

Plaatsingsspelden zijn er in meer vormen dan pluggen, omdat het hun taak is om een werkstuk te positioneren, niet alleen om twee platen met elkaar te verbinden. De gebruikelijke typen zijn rond (gewoon of geschouderd), kogelneus en conisch voor gemakkelijk laden, diamant (ontlast) voor radiale locatie, drijvend om fouten in de gatafstand te absorberen en uit te breiden voor plaatsing op een boring. Elk wordt met een perspassing in het armatuurlichaam aangebracht of in een hernieuwbare voering gemonteerd voor lange productieruns. A USPTO-patent op bevestigingshardware catalogiseert dezelfde familie, klem-, snelloslaat-, drift- en indexeringspennen, wat bevestigt hoe gestandaardiseerd deze taxonomie is.
Het principe dat ze aan elkaar bindt is hoeveel vrijheidsgraden elke pin verwijdert Dit is waar de Overconstraintbelasting concreet wordt Een ronde pin in een gat is een vierwegzoeker: hij fixeert het onderdeel in twee richtingen (de X en Y van dat gat) Voeg een tweede ronde pin toe en je probeert vier richtingen vast te zetten met twee gaten waarvan de middenafstand nooit perfect kan zijn, dus het onderdeel bindt en mag helemaal niet laden De standaardfix, die in elke jig-and-fixture cursus onder het 3-2-1 lokalisatieprincipe wordt geleerd, is om van de tweede pin een diamant te maken.
“Het eerste wat ik check op een tweepins print is of de tweede pin een diamant is Twee ronde deuvels kijken recht op de tekening en bevechten je dan op de bank, de onderdelen zullen niet zitten, en mensen geven de machinist de schuld in plaats van de overbodige locatie.”
Een ronde pin is een vierwegzoeker: zittend in een gat, houdt hij tegen dat het onderdeel langs twee assen beweegt Een diamanten (ontlast) pin is een tweewegzoeker: de flats raken het gat slechts aan twee zijden, waardoor het de rotatie om de ronde pin stopt terwijl het onderdeel iets tussen de gaten laat glijden. Door één ronde (4-weg) te koppelen aan één diamant (2-weg) wordt het onderdeel volledig gelokaliseerd zonder het te veel te beperken.
Deze geometrieën schalen op in auto- en ruimtevaartarmaturen, waar families als NAAMS ronde en diamanten lokalisatiepennen standaardiseren; dezelfde logica ligt ten grondslag aan onze automotive CNC armatuur componenten.
Het aanroepen van de juiste standaard op een afdruk voorkomt de meeste sourcing verwarring, omdat elke standaard de diameter klassen, toleranties, en uittrekbare functies vastlegt Inch deuvels volgen ASME B18.8.2-2020; metrische parallelle pinnen volgen ISO 2338 (ongehard) en ISO 8734 (gehard), met DIN 6325 de gemeenschappelijke geharde-aardequivalent Merk op dat de ISO pin normen blijven op hun 1997 edities, huidige en van kracht, maar citeer het jaar zodat een koper trekt het juiste document.
| Standaard | Omslagen | Typische pasvorm |
|---|---|---|
| ISO8734 (1997) | Gehard staal + martensitische roestvrij parallelle pinnen (metrisch) | m6 pers |
| ISO2338 (1997) | Ongeharde parallelle pinnen (metrisch) | m6/h8 |
| ASME B18.8.2-2020 | Geharde deuvelpinnen van de grondmachine (inch) | +0,0002″ extra grote pers |
| DIN 6325 / DIN7 | Geharde grond / niet geharde parallelle pinnen (metrisch) | m6/h8 |
| NAAMS | Ronde en diamanten plaatsingspennen (automobielarmaturen) | Armatuurpers |

Aangepaste paspennen en plaatspennen zijn de moeite waard om te bestellen als een standaardpin niet kan voldoen aan de diameter, lengte, materiaal, hardheid of eindvorm die uw montagebehoeften hebben. Vakpersshows waar dit routinematige, modulaire bevestigingssystemen zijn, gebouwd op rasters van nauwkeurig op afstand van elkaar geplaatste pasgatgaten, zijn bijvoorbeeld afhankelijk van pennen die op de plaat zijn afgestemd. De beslissing is eenvoudig: als een cataloguspin past, koop deze dan; als een pin met diameter, lengte, legering, hardheid of functie buiten voorraad valt, geef dan een aangepaste pin op.
Bij Lecreator bewerken we op maat gemaakte pluggen en lokalisatiepennen door CNC-draaien en cilindrisch slijpen, houden toleranties vast tot op ongeveer ±0,005 mm, harden uit tot 60+ HRC en slijpen afwerkingen tot op 0,2 µm Ra, met materiaalcertificaten beschikbaar onder onze ISO 9001:2015, IATF 16949, AS9100D en ISO 13485-systemen Voor kopers die offshore-sourcing vergelijken, maken de aangelande kosten en doorlooptijd deel uit van de specificatie, daarom worden naast de rest van onze aangepaste pinnen ook op maat gemaakte pinnen vermeld precisie CNC-bewerkingsservice.
Heeft u een print met niet-standaard pinnen, strakke toleranties of gehard materiaal?

Twee ploegen zijn de moeite waard om te bekijken als je pinnen specificeert in 2026 Ten eerste maken CNC-automatisering en in-procesmeting nu ±0,005 mm pintoleranties routine in plaats van premium, zodat ontwerpers met vertrouwen om strakkere pasvormen kunnen vragen. Ten tweede neigt de materiaalvraag naar 17-4 PH en gereedschapsstaal naarmate meer pinnen naar ruimtevaart-, medische en hoogwaardige armaturen gaan, dezelfde aantrekkingskracht die we zien in de toenemende belangstelling voor geharde pinnen.
Marktanalisten zetten hier een gestage groei achter: onafhankelijke marktonderzoeksbureaus schatten de markt voor deuvelspeld op ruwweg $3,8 miljard in 2025, en groeien de komende tien jaar in de buurt van een 5% samengesteld jaarlijks tarief. Als u een programma voor 2026 plant, is de praktische stap om materiaal en tolerantie nu op de afdruk te vergrendelen, inclusief de ASME B18.8.2-editie 2020, en kwalificeer een fabrikant die de afwerking kan vasthouden, niet alleen de diameter. (bijgewerkt in juni 2026.)
Lecreatormachines aangepaste paspennen en positioneringspennen door CNC-draaien en cilindrisch slijpen, zodat de bovenstaande toleranties, pasvormen en afwerkingen weerspiegelen wat we vasthouden aan echte onderdelen, persklassen volgens ASME B18.8.2, hardheid tot 60+ HRC en grondafwerkingen richting 0,2 µm Ra. Waar een getal afkomstig is van standaardgegevens of gegevens van derden, citeren we het; waar het afhangt van uw geometrie, zeggen we het. Beoordeeld door het technische team van Lecreator.









