


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


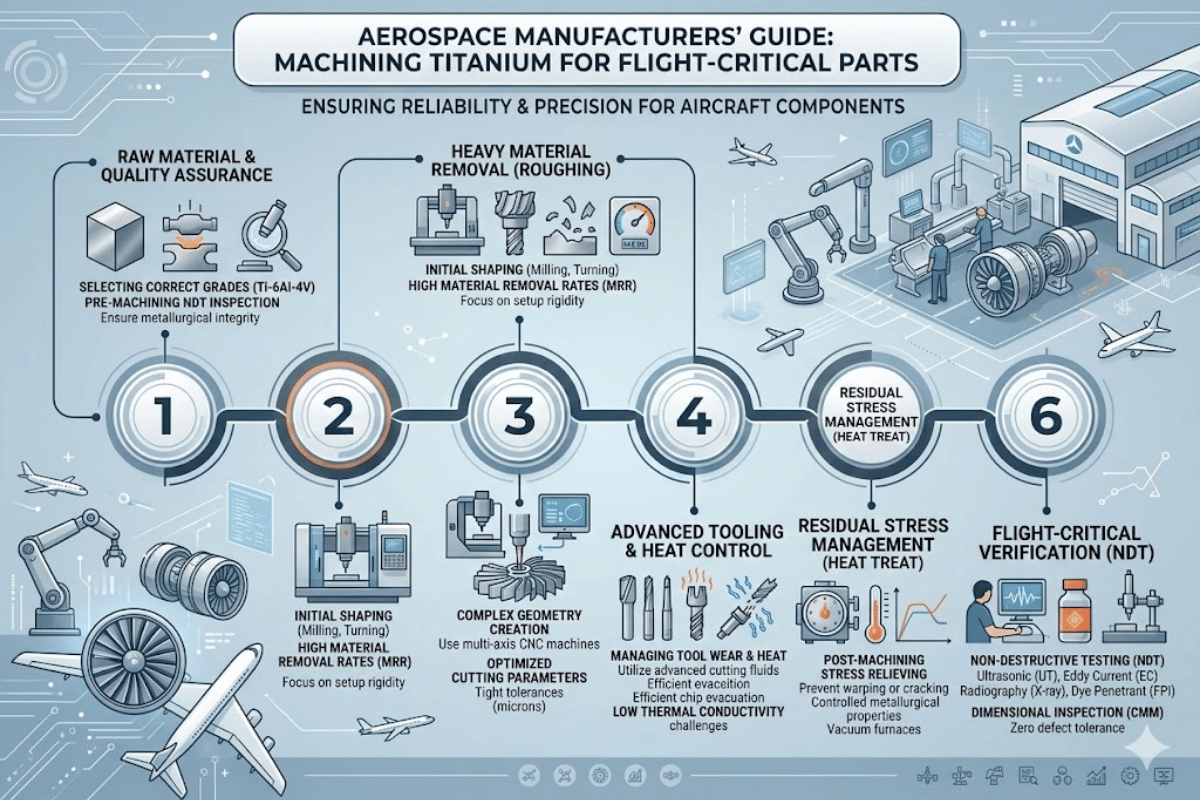
Hoe lucht- en ruimtevaartfabrikanten titanium bewerken voor vluchtkritische onderdelen
Titanium is de essentie van vleugelprofiel. Dat komt omdat het immuun is voor vermoeidheid op vliegniveau 300, niet wordt beïnvloed door chemische of corrosie-aanvallen veroorzaakt door zoutsproei Common Carrier-decks, en zijn vorm kan behouden bij temperaturen die aluminium in verlegenheid zullen brengen door zachtheid. Ruwe titanium knuppels die zijn omgezet in hoogwaardige componenten zijn echter voor het grootste deel een heel ander verhaal.
Deze referentie onderscheidt de legeringen, CNC-methoden, gereedschapsbenaderingen en veeleisende specificaties die kenmerkend zijn voor de titaniumbewerking in de lucht- en ruimtevaart, van gepubliceerde gegevens over materialen, de gereedschapsfabrikanten, tot kwaliteitssystemen in de lucht- en ruimtevaart.
In deze gids
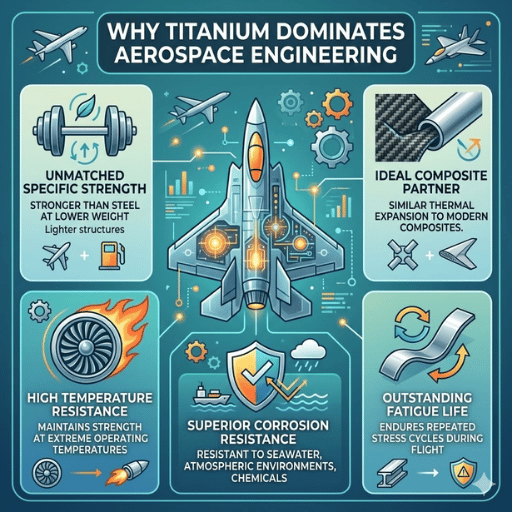
Zo werd titanium overgenomen door de lucht- en ruimtevaartindustrie omdat het drie was. Sterkte, lichtgewicht en corrosie kwamen tegelijkertijd overeen. Het gebruik van titanium in de Boeing 787 Dream is ongeveer 151T structureel gewicht. 19 ton per frame. Er wordt aangenomen dat de Airbus A350 XWB ongeveer 141TP bevat. TitaniumT titaniumT titaniummain in het landingsgestel, pylonen en de vezel-koolstofverbindingsbevestigingen.
De cijfers spreken voor zich Hoewel titanium bijna precies tussen aluminium (2,70 g/cm) en staal (7,85 g/cm) ligt, is bij een dichtheid van 4,43 g/cm de hoge sterkte-gewichtsverhouding kenmerkend voor staallegeringen met hoge sterkte Een structureel titaniumelement van een casco is doorgaans ongeveer 45% lichter dan gelijkwaardig staal, terwijl het dezelfde trekeigenschappen biedt.
Deze combinatie van staallegeringen met hoge sterkte en gewichtsbesparing is volgens de huidige casco's de belangrijkste motivatie voor het gebruik van titanium op nikkelbasis Amerikaans Nationaal Standaardeninstituut (ANSI).
Corrosiebestendigheid zorgt voor nog meer ongevoeligheid Snelle vorming van een zelfherstellend titaniumdioxide (TiO) passief oxide, in een kwestie van milliseconden door luchtcontact, maakt titanium extreem corrosiebestendig De Amerikaanse Nuclear Regulatory Commission (NRC) meldt dat titanium buizen na 16 jaar gebruik in verontreinigd zeewater geen tekenen van corrosie vertoonden waar zelfs roestvrij staal alleen maar van kan dromen! Voor onze luchtvaartvliegtuigen en vliegdekschepen voor de marineluchtvaart kunnen verbijsterende $-miljarden worden bespaard gedurende de levenscyclus van de vloot.
Weerstond gebruik bij hoge temperaturen is het ook zeer resistent voor gebruik in toepassingen bij hoge temperaturen. Legeringen zoals Ti-6Al-4V kunnen bijvoorbeeld worden gebruikt tot wel 400 C en bijna-alfa-legeringen zoals Ti-6Al-2Sn-4 Zr-2 Mo kunnen worden gebruikt tot wel 540 C, wat verantwoordelijk is voor compressoren in de turbinemotor en assemblages na de brander met aluminium zouden bijna nutteloos zijn geworden.
De sterkte-gewichtsverhouding en corrosieweerstand van titanium maken het tot het materiaal bij uitstek voor zowel vliegtuigen als ruimtevaartuigen. 'Gedurende helft van het gewicht van staal levert het structurele integriteit in omgevingen waar elke bespaarde kilogram zich vertaalt in brandstofbesparingen gedurende tientallen jaren gebruik.
Wat titanium zo waardevol maakt in lucht- en ruimtevaarttoepassingen is de aparte combinatie van hoge sterkte, lage dichtheid, uitstekende corrosieweerstand en overtemperatuurvermogen; geen enkele andere structurele metalen kan er vier tegelijk evenaren.

Titaniumbewerking is altijd moeilijk vanwege dezelfde kenmerken die het zo'n nuttig materiaal maken voor de lucht- en ruimtevaartindustrie, namelijk de sterkte, de lage thermische geleidbaarheid en de gevoelige aard ervan, en zal de vijand van het snijgereedschap worden. Daarom is het belangrijk om deze eigenschappen te begrijpen, of het nu tot een voltooid onderdeel wordt vervaardigd, om een oneconomische schrootsnelheid en vroege slijtage van het gereedschap te voorkomen.
| Property | Ti-6Al-4V | Aluminium 6061 | Roestvrij staal 304 |
|---|---|---|---|
| Thermische geleidbaarheid (W/m·K) | 6.7 | 167 | 14.4 |
| Elastische Modulus (GPa) | 114 | 69 | 200 |
| Typische freessnelheid (SFM) | 160-230 | 800-1.500 | 300-400 |
| Werkverharding | Ernstig | Minimaal | Matig |
| Galende neiging | High | Laag | Matig |
Warmte blijft in snijzone-Door het enorme verschil in thermische geleidbaarheid wordt de warmte bij het bewerken van Aluminium 25 keer sneller overgebracht dan die van Ti-6Al-4V. Bij het bewerken van Titanium wordt bijna 80% van de warmte op het grensvlak Tool-Chip vanuit de Chip and Work in de snijgereedschapsrand overgebracht. Kyocera SGS Precision Tools merkt op dat ongeveer 80% van de hitte
Het verhogen van de snijsnelheid met 30% kan resulteren in een levensduur van het 80%-blad.
Titanium veer terug vervormt afmetingen Aangezien de elasticiteitsmodulus van titanium 114 GPA is - ongeveer 1/2 van staal-het vervormt als de snijkracht wordt uitgeoefend en veer terug wanneer het gereedschap beweegt Dit leidt tot geklets, wrijven tegen het vers bewerkte oppervlak en vervormde dunwandige componenten.5 Machinisten die werken met titanium/nikkel/koper/titanium/ enz. zijn zich hiervan bewust en compenseren vervorming van terugveren/dunwand bij het bevestigen en plannen van gereedschapspaden.
Ophoping is destructief voor gereedschappen De chemische reactiviteit van titanium betekent dat spanen de neiging hebben om op snijkanten te lijmen, te pitten en te lassen door een toestand die bekend staat als opgebouwde rand. Hoe elke rotatie van het gereedschap opgebouwde afzettingen wegtrekt, grafietcarbidekorrels wegtrekt van het inzetstuk en kratervormige, ruwe oppervlakken produceert die kraterslijtage veroorzaken.
In tegenstelling tot metalen zoals aluminium die snel warmte afgeven, brengt titanium unieke uitdagingen met zich mee: snelle warmteopbouw aan de snijkant, een sterke neiging om tegen gereedschapsoppervlakken te galmen en ernstige verharding bij te lage voedingen.
Het gebruik van Aluminium of Staal Snijparameters op Titanium is een van de meest voorkomende fouten wanneer winkels voor het eerst kennismaken met het materiaal Steevast mislukt het gereedschap, verhardt het oppervlaktewerk en wordt de dimensionale fout duurder dan het schroot Gebruik de Titanium parametertabellen en ga van daaruit verder.

Niet elke titaniumlegering snijdt hetzelfde Selectie tussen titanium kwaliteiten gebruikt in de lucht-en ruimtevaart vereist balanceerbaarheid tegen service voorwaarden 50% van alle titanium geproduceerd wereldwijd legering biedt een andere afweging kruipweerstand, kruip, en gemak van snijden Elke rang vereist verschillende snijparameters, gereedschapsselecties, en koelmiddel strategieën Terwijl Ti-6Al-4V is veruit de meest voorkomende materiaal in de lucht-en ruimtevaarttechniek (met behulp van up 50% van alle titanium geproduceerd wereldwijd & andere kwaliteiten zijn meer geschikt voor bepaalde lucht-en ruimtevaart toepassingen.
| Legering | UTS (MPa) | Max Temp (°C) | Primair lucht- en ruimtevaartgebruik |
|---|---|---|---|
| Ti-6Al-4V (graad 5) | 950-1.200 | 400 | Airframes, ventilatorbladen, bevestigingsmiddelen |
| Ti-6Al-2Sn-4Zr-2Mo | 1.110-1.155 | 540 | Compressorschijven, naverbranders |
| CP Graad 2 | 345-515 | 250 | Niet-structureel, corrosiekritisch |
| Ti-5Al-2.5Sn (graad 6) | ~900 | 480 | Vleugelliggers, rompframes |
Ti-6Al-4V (ook wel UNS R56400 en vaker Ti64 genoemd -w.z. is het werkpaard De alfa-bèta microstructuur geeft de hoogste treksterkte (minimaal 950 MPa in de gegloeide toestand, volgens SAE AMS 4928), breuktaaiheid (84-107 MPam^), en lasgemak Ti-6Al-4V vormt de Boeing Rolls-Royce Trent 1000 ventilatorbladen, smeedstukken van landingsgestellen en duizenden bevestigingsmiddelen voor de lucht - en ruimtevaart.
Ti-6Al-2Sn-4Zr-2Mo neemt het over aan de hogere kant waar Ti-6Al-4V niet werkt (nabij 400C Continue temperaturen Near-alpha legering, behoudt zijn kruipeigenschappen tot 540C. Gebruikt als de meest voorkomende legering voor de tussenliggende compressortrappen/schijven van turbinemotoren.
Heeft ook silicium (~0.1%) om het kruipgedrag bij hoge temperaturen te verbeteren.
CP Grade 2 -hier offert u sterkte voor vervormbaarheid en corrosieweerstand Heeft lagere UTS (345-515MPa) maar hogere rek (20-30%) dan gelegeerde kwaliteiten, vandaar het machines op snellere snelheid Gebruikt in de Lucht- en Ruimtevaart voor niet-structurele titanium onderdelen, hydraulische buizen en kritische hardware die corrosiebestendigheid vereist.
Ti-5Al-2.5Sn (Graad 6) is een all-alpha legering met goede lasbaarheid, uitstekende onderhoudbaarheid tot 480C en taaiheid en breuktaaiheid Het wordt gebruikt voor structurele componenten in het casco zoals vleugel rondhouten, omleider en uitlaat componenten.
Controleer als algemene regel of het door u gekozen spec-niveau de juiste bedieningselementen heeft die nodig zijn voor uw lucht- en ruimtevaartcomponenten. AMS 4911 heeft hogere controles over chemische samenstelling en microstructuur voor dezelfde Ti6AL-4V legering dan ASTM B265 spec niveau Als u het onjuiste spec niveau kiest, kan eerste artikel inspectie terechtwijzen.
Titanium aerospace CNC machining is een combinatie van vier verschillende processen Niet alle procedures zullen werken voor alle onderdelen of alle vormen, aangezien de keuze tussen processen meer valt bij de vorm van het onderdeel en de tolerantieverwachtingen in plaats van de grondstof zelf.
Het frezen met vijf assen is algemeen toegepast voor complexe titaniumkenmerken in de lucht- en ruimtevaart, omdat dit proces de enkele toevoer van het snijgereedschap in 5 verschillende assen in één opstelling mogelijk maakt. Daarentegen produceren meerdere armaturen cumulatieve herpositioneringsfouten, een probleem bij de meest vliegtuigkritische componenten, zoals blisks, turbinebladen of structurele fittingen. 5-assig frezen kan bij deze taken een nauwkeurigheid van 0,005 mm bereiken, rekening houdend met de toleranties voor vliegtuigsegmenten volgens Sandvik Coromant.
Trochoïdaal frezen is een 5-assige freestechniek waarbij gebruik wordt gemaakt van zeer lichte radiale aangrijping gecombineerd met een hoge axiale snedediepte Op deze manier wordt de contactboog tussen het titanium werkstuk en gereedschap geminimaliseerd terwijl een hoge spaanverwijderingssnelheid wordt gehandhaafd Aangezien de warmteopwekking evenredig is met de contactboog, is het resultaat een verminderde snijdruk, een langere standtijd en een dramatisch hogere productiviteit in gefreesde titanium onderdelen Gepubliceerde rapporten van de Vereniging van productie-ingenieurs (MKB) de tijd van de geschatte cyclus is met meer dan 40% met trochoïdale gereedschapspaden in bewerkingsproeven verkort, terwijl de levensduur van het gereedschap in alle gevallen met een factor 2 of meer werd verbeterd Winkels die gespecialiseerd zijn in het bewerken van titanium voor ruimtevaarttoepassingen vertrouwen vaak op 5-assige freescentra gecombineerd met geavanceerde technologie voor realtime gereedschapsmonitoring en adaptieve invoercontrole.
CNC draaien wordt gebruikt om rotatiekenmerken zoals machinaal bewerkte geharde ti-legering assen en bussen te bewerken Titaandelen die in goed gecontroleerde, gekoelde omstandigheden zijn bewerkt en met behulp van gecoate carbide inzetstukken zijn regelmatig geproduceerd om Ra 0,19 µm oppervlakteafwerkingen Toegepaste warmte is een punt van zorg (in de praktijk moeten de voedingssnelheden op een voldoende niveau worden gehouden om te voorkomen dat het werkstuk onder het gereedschap door verhardt; tegelijkertijd moeten ze laag genoeg zijn om de coating en het inbrengen van leven te laten.
Terwijl standaard frezen is geoptimaliseerd voor 3 assen van lineaire beweging en 2 assen van rotatie positionering (de zogenaamde 3+2 bewegingen, aangezien de hoeken vast blijven tijdens de operatie) gelijktijdige 5-assige bewerking gebruikt alle 5 assen tegelijkertijd, Als gevolg hiervan, kunnen geregeerde oppervlakken op bladen en waaiers, evenals structurele ribben met historisch moeilijke ondersnijdingen nu worden bewerkt in een enkele opstelling.
EDM kan worden gebruikt om interne functies te genereren, zoals toegankelijke of ontoegankelijke gaten, en voor te complexe geometrieën waarbij anders meerdere freesopstellingen nodig zouden zijn geweest. NASA's White Sands-testfaciliteit schrijft “EDM is een van de meest nauwkeurige precisiebewerkingsprocessen die beschikbaar zijn. Voor complexe componenten die zijn bewerkt in allerlei exotische metalen, waaronder titanium, tantaal, niobium, zoals wolfraam, renium, enz. Draad EDM bereikt Ra 0,8 µm oppervlakteafwerkingen op afgewerkte randen van titaniumlegeringen, terwijl die-sink EDM interne holtes of kleine, onregelmatig gevormde kenmerken kan creëren die te moeilijk zijn voor zelfs multi-fixing frezen.
Identificeer het beste proces voor elke onderdeelgeometrie: 5-assig frezen voor complexe, prismatische kenmerken met nauwe toleranties; CNC draaien voor functies met rotatiesymmetrie; EDM voor interne kenmerken, dunwandige onderdelen van minder dan 0,5 mm die extra spanning op mechanische bewerkingen zouden veroorzaken, of harde, door werk geharde oppervlakken Er worden weinig of geen titaniumonderdelen in de lucht- en ruimtevaart gefreesd; zelfs dan worden de meeste gefreesd met behulp van een combinatie van twee of meer van deze processen.

Het vinden van de juiste snijtechniek voor titanium is net zo cruciaal als het kiezen van de originele legering Stel snijparameters voor 6Al-4V in op gepubliceerde richtlijnen van de fabrikant van onderzoek en gereedschap en wat u krijgt is niet alleen een werkresultaat, maar productiviteit van wereldklasse en een lange levensduur van het gereedschap.
| Parameter | Ruw | Afwerking |
|---|---|---|
| Snijsnelheid | 50-70 m/min (160-230 SFM) | 60-90 m/min (200-300 SFM) |
| Voer per tand | 0,06-0,15 mm/tand | 0,04-0,08 mm/tand |
| Axiale diepte van Cut | 1,0-3,0 mm | 0,2-0,5 mm |
| Radial Engagement | ~30% van gereedschapsdiameter | 10-20% van gereedschapsdiameter |
| Tool Life (per rand) | 60-90 minuten | 45-75 minuten |
Gebruik hardmetalen gereedschap en geen keramiek Terwijl keramisch gereedschap zeer geschikt is voor taaie superlegeringen op nikkelbasis, wordt conventioneel gecoat of ongecoat gecementeerd carbide beschouwd als de beste oplossing voor het bewerken van titanium Voor het verfijnen van snijkanten en microstructuren worden soms coatings, zoals TiAlN en AlCrN, met oxidelagen van slechts enkele micron gebruikt. Versterkte lagen, multi-coatsystemen van TiAlN + AlCrN leverden prestatieverbeteringen op van ten minste 15% ten opzichte van ongecoate hardmetalen inzetstukken en moeten worden overwogen.
De koelmiddeldruk is kritischer dan de koelvloeistofstroom. Lever koelvloeistof bij hoge druk en u genereert een hydraulische wig die vastzit tussen het inzetstuk en de chip. Deze wig oefende een afpelkracht uit die de chip schoon breekt en warmte wegneemt uit de snijzone. De lucht- en ruimtevaartbewerkingsprocesgeleider geproduceerd door Sandvik Coromant beveelt precisiedrukkoelmiddel aan bij 70-100 bar en claimt tot een 50%-boost in de levensduur van het gereedschap en 20% snellere sneden Titanium vereist een koelmiddelconcentratie van 10-14% en filtratie tot 25 micron of beter. Bekwame technici die dagelijks met titanium werken, ontwikkelen een gevoel voor hoe het materiaal reageert op verschillende snijstrategieën. 'Praktische kennisbasis die veeleisende specificaties en tight-tolerance ruimtevaartwerk vereisen.
Het verlagen van de kosten door het verlagen van de koelmiddeldruk is vals zuinig Overstromingskoelvloeistof komt niet in het grensvlak tussen gereedschap en chip bij thermisch gespannen titaniumbewerking Chips krijgen een verharde oppervlaktelaag, slijtage van gereedschap treedt voortijdig op en onderdelen worden afgewezen Investeer in levering via de spil bij minimaal 500 psi (34 bar).
De huidige hardmetalen gereedschappen zullen elke snijkant verlengen tot een sessie van 60-90 minuten, wat een drastische winst is ten opzichte van de 10 minuten durende standtijd die de afgelopen tien jaar gebruikelijk was. Volgens Analyse van het productieproces van het MKB: houd de voedingssnelheden hoog genoeg om verharding van het werk te voorkomen, maar voldoende gecontroleerd om de levensduur van het gereedschap te maximaliseren.

Het proces van lucht- en ruimtevaartonderdelen vanaf het begin op orde krijgen is de helft van de taak. Wetende dat elk onderdeel de winkel binnen bepaalde grenzen heeft verlaten (en dat je het kunt documenteren!) is het onderscheid tussen door de lucht- en ruimtevaart goedgekeurde leveranciers en anderen.
De inspectie van de lucht- en ruimtevaartkwaliteit doorloopt vele fasen. Coördinaatmeetmachines (CMM's) zullen kritische afmetingen verifiëren, terwijl NIST- gecertificeerde high-end eenheden zullen een nauwkeurigheid bereiken van 0,0044 mm (0,00017 in) over een overspanningen van 1,200 mm (47 in) Niet-destructief onderzoek (NDT) ‘echografie inspectie (UT)’, vloeistof penetrant testen (PT), radiografie (RT) ‘detecteert oppervlaktefouten, scheuren en interne porositeit ongezien door dimensionale inspectie’ De American Society for Nondestructive Testing (ASNT) handhaaft normen voor alle zes kern-NDT-technieken die in de lucht- en ruimtevaart worden gebruikt.
Materiaaldocumentatie completeert de kwaliteitsborgingsketen. FAA Adviescirculaire AC 23-20 specificeert dat elke partij titanium identificeerbaar moet zijn volgens de oorspronkelijke fabriekscertificering, met documentatie die het verband bewijst tussen het batchnummer van de grondstof en elke productieoperatie tot aan het eindproduct.
Voordat u een inkooporder voor titanium van ruimtevaartkwaliteit verzendt, controleert u (1) AS9100D-accreditatie actueel en gecontroleerd, (2) NADCAP-accreditatie voor relevante speciale processen, (3) materiaaldocumentatieketen die de oorsprong documenteert tot aan het batchnummer van de molen, (4) CMM - en NDT-capaciteit hetzij in eigen beheer, hetzij via een erkende onderaannemer, (5) gedocumenteerd FAI-proces volgens AS9102C.

Het bewijs van een serieuze dienstverlener op het gebied van precisietitaniumbewerking is duidelijk zichtbaar op drie belangrijke bedrijfsgebieden: investeringen in de capaciteit van werktuigmachines, rigoureus procesbeheer en gedisciplineerde administratie.
Apparatuur telt De koper moet nemen als vanzelfsprekend vijf-assige werktuigmachines gecombineerd met geavanceerde technologie voor door-spindel koelvloeistof levering bij hoge druk Een winkel met 3-assige molens of lage druk flood koelvloeistof zal gefrustreerd zijn met de levensduur van het gereedschap op lucht-en ruimtevaart onderdelen, en kan moeite hebben om strakke toleranties te bereiken Zoek naar CNC draaicentra met live tooling, en informeer of EDM is uitbesteed of in eigen huis gebracht.
Capaciteitsprocessen Hoe strak kan een technicus die toleranties houden die u nodig heeft? alleen bekwame technici die de temperatuurafhankelijke elastische en thermische eigenschappen van titanium begrijpen, kunnen de toleranties vasthouden die ongetrainde operators die conventionele praktijken gebruiken niet kunnen. Vraag procescapaciteitsgegevens (Cpk-waarden) aan voor andere titaniumonderdelen van een vergelijkbaar type; als de gegevens een Cpk van meer dan 1,33 laten zien, is het proces stabiel en onder controle.
Het voorbereiden van pre-systeemdocumentatie zal maanden besparen. Lucht- en ruimtevaartprogramma's vragen om AS9102 First Article-pakketten, volledige traceerbaarheid van fabriekscertificaten en CMM-rapporten, inclusief GD&T-oproepen. Bedrijven die deze infrastructuur al hebben, versnellen de levertijden versus winkels die deze mechanismen on-the-fly creëren.
Het team van Le-Creator heeft 17 jaar ervaring en wij zijn gespecialiseerd in verspanen aerospace titanium machining, gecombineerd met 80+ geavanceerde CNC machines en 100% inkomende kwaliteitsinspectie Wij bedienen klanten door middel van productontwikkeling tot productie in grote volumes, als uw project vraagt om concurrerende CNC-gefreesde titanium onderdelen met strakke tolerantie, beoordeel onze titanium CNC-bewerkingsdiensten en praat met onze engineering professionals voor een technisch consult.

De nummer één factor is de warmtecontrole Gebruik ongecoate of PVD gecoate carbiden en laat altijd een door spindelkoelmiddel ten minste 70-100 bar, 10-14% concentratie lopen Houd de freessnelheden op 50-70 m/min.
Voer uw trochoïdale gereedschapspaden uit met een radiale aangrijping van ongeveer 30%, zodat uw contactboog kort is. De voedingssnelheden moeten voldoende hoog zijn om ervoor te zorgen dat het gereedschap altijd vers materiaal snijdt, in plaats van over een door het werk gehard oppervlak te wrijven. Onder deze omstandigheden kunnen de huidige carbide-inzetstukken 60-90 minuten per rand bereiken, vergeleken met de 10 minuten levensduur van het gereedschap die tien jaar geleden gebruikelijk was.
De spaanafvoer moet continu zijn. Het opnieuw snijden van chips in titanium resulteert in een snelle randstoring.
Deze gids is gemaakt door het engineering content team op Le-creator 17 jr een precisie CNC machine shop in Shenzhen (17 jr. aerospace Ti experience), met klanten in de medische, ruimtevaart & industriële sectoren Materiaal Eigendom gegevens en snijparameter suggesties zijn ontleend aan gepubliceerde standaarden (SAE, ASTM), overheidsinstanties (NASA, NIST, FAA), en technische documenten van gereedschapsfabrikanten Wij produceren Ti-6 Al-4 V en soortgelijke lucht - en ruimtevaart legeringen op dagelijkse basis.
Dit is de gids waarin de parameters zijn verwerkt die met succes door machines uit de echte wereld zijn overgenomen.









