


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


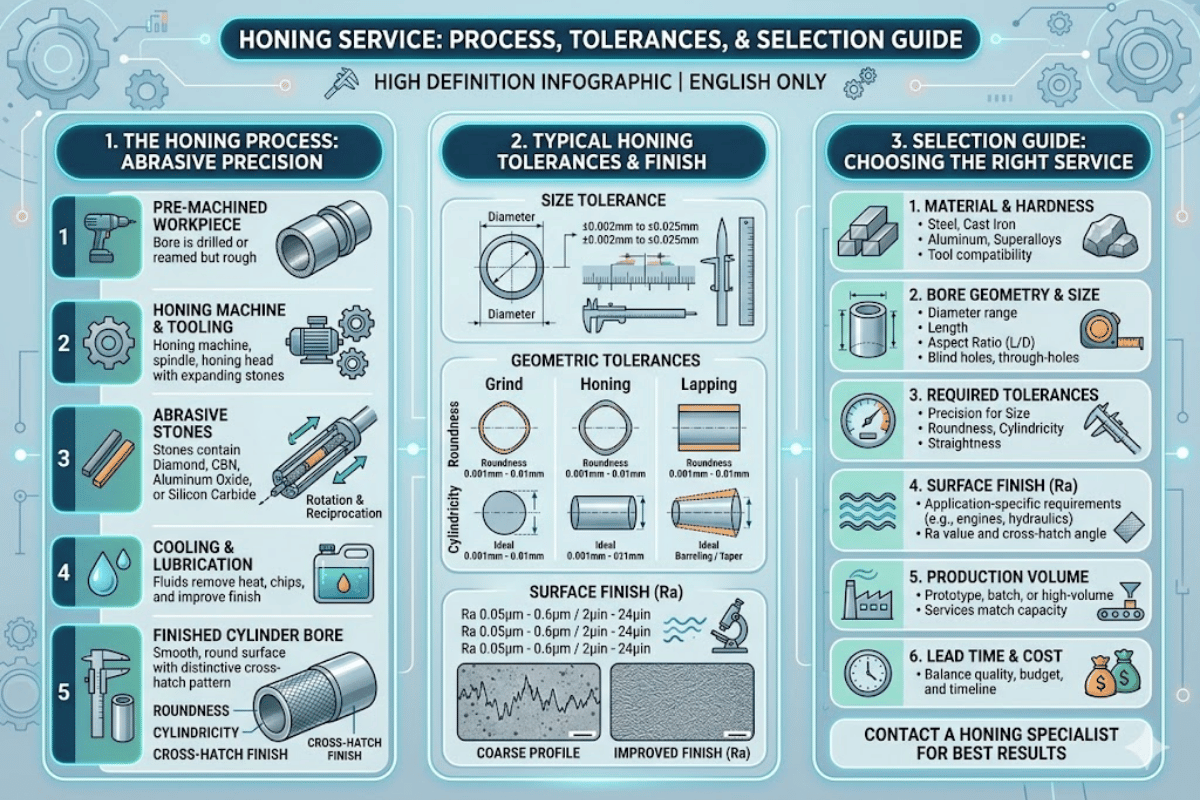
Hoe de hondservice werkt: de ingenieursgids voor het afwerken van precisieboringen
| Typische Tolerantie | ±0,0001″ (±0,0025 mm) |
| Precisietolerantie | ±0,00002″ (±0,0005 mm) |
| Oppervlakte Eindig Bereik | Ra 0,1-1,6 μm (4-63 μin) |
| Boring Diameter Range | 0,5″-46″ (12 mm-1.170 mm) |
| Materiaalverwijdering per pas | 0,001″-0,010″ (0,025-0,25 mm) |
| Schurende Types | Al2O3, SiC, CBN, Diamant |
| Crosshatch Angle | 22°-60° (applicatieafhankelijk) |
Honen is een schurend afwerkingsproces dat de boringgeometrie corrigeert en gespecificeerde oppervlakteafwerkingen produceert binnen een cilindrisch werkstuk. In tegenstelling tot slijp- of boorprocessen beweegt en roteert een hoonservice een zelfcentrerend schuursteensamenstel binnen een boring om tegelijkertijd de boringgeometrie recht te trekken. Honen corrigeert de boringrondheid, rechtheid, bellmouth en tapsheid in één enkele handeling.
Deze industriële hoongids richt zich op het hoonproces zelf, van schurende selectie tot eindinspectie. Specifieke parameters, tolerantieniveaus en beslissingscriteria worden gepresenteerd om ingenieurs te helpen bij het specificeren van hoon op tekeningen of bij het kiezen van een precisie-hoonwerkplaats. Onze hoonservice omvat correctie van de boringgeometrie, controle van de oppervlakteafwerking en maatinspectie. Neem contact met ons op om uw project te bespreken.
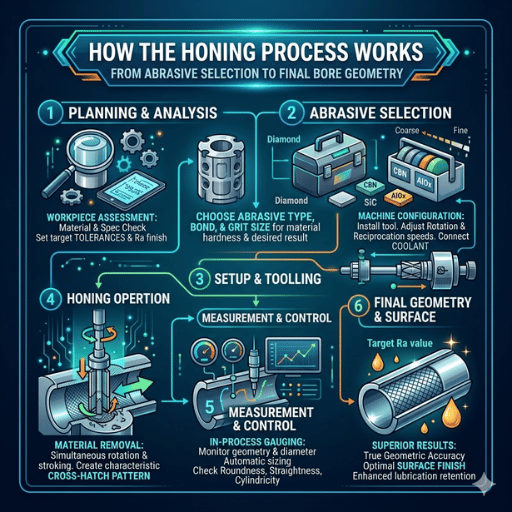
Door een schuurmiddel in een boring aan te brengen, beweegt het honen gelijktijdig de gebonden schuurstenen heen en weer bij de middellijn van de boring. Een aandrijfspindel roteert met geprogrammeerd toerental terwijl hij axiaal door het werkstuk wordt gestreken. Deze gecombineerde beweging produceert een kruisarceringspatroon op de boring, terwijl de unieke vorm het smeertransport en het ringafdichtingscontact optimaliseert.
Er zijn vier belangrijke media's die worden gebruikt voor het honen van schuurstenen Aluminiumoxide (Al2O3) verzorgt het algemene werk op het gebied van ferrometalen Siliciumcarbide (SiC) geeft de voorkeur aan gietijzer, brons, messing, koper en aluminium. Voor gehard staal boven 45 HRC blinken schuurmiddelen van kubisch boornitride (CBN) uit vanwege hun hoge hardheid en lage thermische uitzetting. Diamantschuurmiddelen zijn het hardst, geschikt voor materialen boven 60 HRC, keramiek en wolfraamcarbide volgens schurende selectiegegevens van CDT VS.
De korrelgroottes bestrijken een maaswijdte van 60 tot 600+, waarbij 80-120 mesh gewoonlijk wordt gebruikt voor geometriecorrectie en 280-400 mesh wordt gebruikt voor oppervlakteafwerking. Een typische tweetraps hooncyclus omvat het voorbewerken met agressiever schuurmiddel en vervolgens eindigen met een fijnere korrel. In het stadium van fijne korrel liggen de korreldiameters tussen 10 en 50 micrometer (~300-1500 mesh), zoals opgemerkt in de Wikipedia-artikel over honen.
Het aantal graden van de kruisarceringshoek van de boring hangt af van de verhouding tussen spilrotatie en slagbeweging Snellere spiltoeren ten opzichte van een vaste slaghoek maken scherpere kruisarceringshoeken; omgekeerd maakt vlakkere hoeken Voor motorblokken optimaliseert een kruisarceringshoek van 27-45 de boringsmeer en ringafdichting. Hydraulische cilinderboringen gebruiken doorgaans een kruisarceringshoek van 22-32 voor de juiste afdichtingsprestaties.
Het toerental van industriële hoonmachines hangt af van de boringdiameter, met spindelsnelheden van 60.800. De voedingssnelheden variëren van 10-12 inch per minuut (IPM) op grote diameters tot maar liefst 250 IPM op kleine diameters.
📐 Technische opmerking
Het type expansiemechanisme beïnvloedt de precisie van het honen: hydraulische doornen oefenen gelijkmatiger verdeelde schuurkrachten uit langs een boring dan mechanische doornen, waarbij tegelijkertijd een strakkere cilindriciteit behouden blijft. Voor diepe gatboringen met L/D-verhoudingen boven 6:1 is hydraulische uitzetting meestal de voorkeursmethode. Over het algemeen kunnen korte boringen (<2:1 verhouding) met beide mechanismen met succes worden aangescherpt.
Het honen met één doorgang neemt 0,001″ tot 0,005″ materiaal per doorgang af bij 60-120 RPM. Snelheden van meer dan 0,01″ verwijderd materiaal moeten voorborings- of ruwe honingsprocessen met zich meebrengen in plaats van lange runs van verwijdering van fijn materiaal.

Drie factoren beïnvloeden uw beslissing om het juiste boringafwerkingsproces te selecteren: welke tolerantie u nodig heeft; welke oppervlakteafwerking u nodig heeft; en de verhouding tussen lengte en diameter van de boring Elk van deze processen neemt een andere stap in de precisieproductie in. Het selecteren van het onjuiste gereedschap zal tijd- en kosteninefficiënt zijn.
| Parameter | Honing | Grinding | Saai | Lappen |
|---|---|---|---|---|
| Beste tolerantie | ±0,00002″ | ±0,0001″ | ±0,0005″ | ±0,000001″ |
| Oppervlakteafwerking (Ra) | 2-16 μin | 8-32 μin | 32-125 μin | 1-4 μin |
| Materiaal Verwijdering | 0,001″-0,010″ | 0,005″-0,050″ | 0,010″-0,500″ | 0,0005″-0,005″ |
| Geometriecorrectie | Rondheid, tapsheid, bellmouth, vat | Rondheid, OD rechtheid | Alleen diameter maatvoering | Vlakheid, parallellisme |
| Primaire Toepassing | Interne cilindrische boringen | Externe oppervlakken, OD-werk | Eerste creatie/grootte van gaten | Platte oppervlakken, klepzittingen |
| Crosshatch Pattern | Ja (oliebehoud) | Nee (unidirectioneel) | Nee (gereedschapstekens) | Nee (willekeurig niet-directioneel) |
Gegevens van Peerless Precision bevestigt dat honen toleranties bereikt tot ±0,00002″ met afwerkingen van slechts 2 Ra, terwijl lappen de miljoensten bereikt, maar op veel langzamere cyclustijden. Zoals de Amerikaanse Machinist referentie gids opmerkingen, beide zijn afwerkingsbewerkingen bij lage snelheid en lage druk. Boringgeometriecorrectie van de hoonhandvatten kan niet.
✔ Wanneer het honen wint
⚠️ Wanneer alternatieven beter zijn
Het specificeren van ID-slijpen wanneer de boring L/D groter is dan 4:1 is een veel voorkomende fout. Omdat de slijpschijf op diepte stijfheid verliest, verschijnen er tapsheid en klappersporen. Hoonstenen blijven gecentreerd door hun vorm en handhaven druk tegen de boring, ongeacht de diepte. 'De geometrisch stabiele keuze voor diepe boringen aanscherpen.

Het definiëren van hoonvereisten op een technische tekening volgt een eenvoudig principe: vermeld het functionele resultaat, niet het proces. Volgens ASME tekenpraktijk besproken op Eng-Tips, pas een ISO 1302-oppervlakteoproep toe in combinatie met een tolerantie voor de ruwheid per AS Y14.5. De fabrikant van de cilinder selecteert vervolgens het proces (dat bijna altijd aanscherpt voor strakke cilindrische boringen).
De meest gespecificeerde oppervlakteafwerkingsoproep is Ra (rekenkundige gemiddelde ruwheid) zoals gedefinieerd in ISO 4287. Voor geslepen boringen is een gemeenschappelijk waardenbereik Ra 0,1 tot Ra 1,6 µm. Als slechts één enkele waarde wordt gespecificeerd (bijvoorbeeld Ra 0,8), moet het duidelijk zijn dat de ruwheid niet grover mag zijn dan het gespecificeerde aantal.
Als zowel overafwerking als onderafwerking ongewenst zijn, specificeer dan een waardebereik (bijvoorbeeld: Ra 0,4-0,8).
Naast de Ra introduceert plateauhonen drie extra parameters: deze worden ook gedefinieerd gemeten per de NIST Surface Finish Metrologierichtlijnen en beschrijf het draagvlak
| Parameter | Symbool | Typisch bereik | Functie |
|---|---|---|---|
| 10-punts ruwheidshoogte | Rz | 3-6 μm | Totale oppervlaktetextuurdiepte |
| Verminderde piekhoogte | Rpk | ≤0,3 μm | Pieken die tijdens het inbreken slijten |
| Kern Ruwheid Diepte | Rk | 0,3-1,5 μm | Draagoppervlakzone |
| Verminderde Valleidiepte | Rvk | 0,8-2,0 μm | Valleien voor het vasthouden van olie |
📐 Technische opmerking
Beste praktijk voor het tekenen van call-out voor een aangescherpte hydraulische cilinderboring: pas een diameterafmeting toe met nauwe bilaterale tolerantie (±0,0001″), een cilindrisch GD&T-frame (per ASME Y14,5) van 0,0002″ en een oppervlakteafwerkingssymbool per ISO1302 specificeren van Ra 0,4-0,8 μm Schrijf “H” niet als een procesnoot 'Nota's' De functionele vereisten sturen de methodekeuze aan.
De Noord-Amerikaanse norm voor de meting van de oppervlakteafwerking is ASME B46.1, die de meetmethoden, bemonsteringslengtes en instrumentspecificaties beschrijft. ISO 4288 stelt de meetomstandigheden elders ter wereld vast. ISO 2768-2 geeft typische geometrische toleranties aan, waaronder cilindriciteitsklasse H, K en L.
Verschillende metalen reageren niet allemaal op dezelfde manier op honen. Materiaalhardheid, korrelstructuur en chemische reactiviteit hebben allemaal een effect waarop schuursteen de optimale oppervlakteafwerking en de langste levensduur van het gereedschap zal bieden. Een ongeschikte combinatie van schuurwerkstuk resulteert in voortijdige steenslijtage, inferieure oppervlaktekwaliteit of schurende insluitsels in de boring.
| Materiaal | Hardheidsbereik | Aanbevolen Schuurmiddel | Haalbare Ra | Notes |
|---|---|---|---|---|
| Koolstofstaal | HRC 15-40 | Al2O3 | 0,2-0,8 μm | Meest voorkomende hoon toepassing |
| Gelegeerde staalsoorten | HRC 25-55 | Al2O3 of CBN | 0,2-0,8 μm | Schakel over naar CBN boven HRC 45 |
| Gehard gereedschapsstaal | HRC 55-65 | CBN of Diamant | 0,1-0,4 μm | CBN heeft de voorkeur voor ferro (chemisch inert) |
| Roestvrij staal | HRC 20-45 | Al2O3 of CBN | 0,2-1,0 μm | Gom van austenitische kwaliteit; gebruik grovere korrel |
| Gietijzer | HB 180-300 | SiC | 0,2-0,6 μm | SiC slijpt zichzelf in grafietmatrix |
| Aluminiumlegeringen | HB 50-150 | SiC | 0,4-1,6 μm | Zacht van het laden; gebruik open-bond stenen |
| Brons/ Messing | HB 60-200 | SiC | 0,2-0,8 μm | Non-ferro 's vermijd Al2O3 |
| Titaniumlegeringen | HRC 30-45 | CBN of Diamant | 0,4-1,2 μm | Lage thermische geleidbaarheid controle warmteopbouw |
Diamant en siliciumcarbide ondergaan chemische reacties met ferrometalen bij verhoogde temperaturen CBN en aluminiumoxide zijn chemisch inert met legeringen op ijzerbasis en worden daarom geselecteerd als normale schuurmiddelen voor het honen van staal en gietijzer Diamantstenen op ongehard staal zullen leiden tot snel afzwakken van gereedschap.
Ook kan er oppervlakteverontreiniging van het werkstuk optreden.
Contractaanscherpingsdiensten die zowel de bewerkings - als de afwerkingsfase onder één dak leveren, verminderen het risico van de toeleveringsketen en verbeteren de doorlooptijd voor veeleisende industrieën Wanneer een winkel in eigen huis kan boren, bewerken en aanscherpen, beweegt het werkstuk door minder handen en blijft de maatregeling van begin tot eind strakker.

Het uitbesteden van het aanscherpen aan een dienstverlener die contracten aanscherpt, vereist een overweging van capaciteiten die de prijs per onderdeel ruimschoots overschrijden. Een bron die een boring van 2″ tot 0,001″ kan aanscherpen, beschikt mogelijk niet over de apparatuur of expertise om een boring van 20″ aan te scherpen om 0,0001″. De volgende checklist benadrukt wat er nodig is, om te controleren voordat u verder gaat:
Lecreator heeft 17 jaar precisie productie ervaring op meer dan 800 inclusief horizontale en verticale hoonplatformswat ons de breedte van mogelijkheden en materiaalkennis biedt om te voltooien honen van prototype tot productie We bereiken meer dan 98%+ first pass opbrengsten en handhaven de klanttevredenheid door elke dag te honen met strakke toleranties. Vraag een offerte aan om onze mogelijkheden te vergelijken met uw specificaties.

Industrieën die gespecialiseerd zijn in veiligheidskritische componenten vereisen honen als verplichte afwerkingsstap, en niet als optionele upgrade.
Boringshonen is zonder uitzondering vereist in toepassingen waarbij de geometrie van de binnendiameter een directe impact heeft op de veiligheid, prestaties of levensduur. Elke industrie legt haar eigen kwaliteitsnormen op, en de toleranties die zij eisen zijn vierkant in precisiehonen. Territorium 'End in verbeterde oppervlakteafwerking en strakkere dimensionale controle dan alternatieve processen.
Hydrauliek (cilinderboringen
Cilinderboringen worden afgewerkt tot Ra 0,2-0,4 µm met een kruisarceringshoek van 22°-32° voor een correcte afdichting.Dwarsschokdalen houden hydraulische vloeistof vast terwijl het plateauoppervlak de afdichtlip ondersteunt. Uitlopende boringen groter dan 0,0002″ veroorzaken interne lekkage en defecte afdichting.
De actuatorboringen van het landingsgestel, de motorklepgeleiders en de componenten van het brandstofsysteem worden onderworpen aan de AS9100-vereisten. Gemeenschappelijke boringstoleranties zijn ±0,0001″ en oppervlakteafwerkingseisen lager dan Ra 0,4 µm. Volledige traceerbaarheid van deze onderdelen vanaf het materiaalcertificaat, hoewel inspectie van de eindboring vereist is.
Motorcilinderboringen, drijfstanglagerboringen en transmissiekleplichamen moeten worden aangescherpt tot normen onder IATF 16949 kwaliteitssystemen Plateauhonen met Rpk/Rk/Rvk parameterregeling van het proces zorgt voor zuigerringzitplaatsen en olieverbruikscontroles PPAP-documentatie is normaal voor productieartikelen.
Boringen in chirurgische instrumenten, componentinterfaces in implantaten en vaten in apparaten voor medicijnafgifte vereisen een spiegelafwerking op biocompatibele legeringen zoals 316L roestvrij en Ti-6Al-4V, met een afwerkingswaarde Ra van minder dan 0,2 µm. Oppervlakteverontreiniging door schurende deeltjes is een kritische afstotingsbron, dus validatie van het proces om verontreinigingen te verwijderen tijdens het reinigingsproces moet worden uitgevoerd.
Gemiddeld zal uw boringdiameter met ongeveer 0,001″-0,005″ (0,025-0,127mm) per doorgang door het hoonproces worden verminderd Voor meerdere doorgangscycli kan de maximale hoeveelheid verwijderd materiaal 0,010″ zijn. Honen is een ‘afwerkingsproces’ en is niet ontworpen voor het verwijderen van bulkmateriaal.
Als u boring heeft meer dan 0,010″ van voorraad te verwijderen, moet het machinaal worden bewerkt door boren of ruw frezen/boren voorafgaand aan het honen.
Het opnieuw indraaien van cilinders is noodzakelijk wanneer metingen van de boring wijzen op overmatige slijtage, dat wil zeggen buiten de voorgeschreven tolerantie, of wanneer het kruisluikpatroon glad is geworden. Het opnieuw indraaien van hydraulische cilinders wordt meestal besloten door interne lekkage te bewerkstelligen met hogere snelheden dan toegestaan. In een motor worden cilinders aangescherpt bij herbouw of wanneer de tapse boring groter is dan 0,002" of de boring buiten de ronde groter is dan 0,001″.
Er wordt niet besloten op basis van het tijdsinterval.
Honen compenseert ook een aantal geometriefouten tegelijkertijd (totale vorm inclusief rondheid, tapsheid, bellmouth, vat) whist slijpen focusseert op een dimensie tegelijk De hoonsteen zelf centreert zich in de boring, zodat een constante druk wordt gehandhaafd over de lengte van de boring (slijpschijven worden zacht in diepe boringen (L/D >4:1).Bovendien creëert honen een kruisluikoppervlakpatroon dat wenselijk is voor olie-uithouden en dat onmogelijk te bereiken is door slijpen.
Als een boring een interne cilindrische vorm heeft met een strakke tolerantie en een redelijk gecontroleerd oppervlak is afgewerkt, is geslepen een standaardoptie.
Boring dia (tolerantie), afwerking vereist Ra, materiaal, batchgrootte, en technische tekening indien beschikbaar Boring lengte/diepte, eventuele geometrische toleranties (cilindriciteit, rechtheid), door of blinde boring?
Winkels die precisie-honen uitvoeren, kunnen normaal gesproken binnen 24-48 uur een offerte indienen zodra deze gegevens zijn verstrekt.
Precision bore afwerking nodig voor uw volgende project?
Lecreator heeft 17 jaar ervaring met het vervaardigen van componenten in meerdere industrieën, het produceren van hoonwerkzaamheden in koolstofstaal, roestvrij, aluminium en exotische legeringen De schurende aanbevelingen en tolerantiewaarden die in deze gids worden gebruikt, zijn gebaseerd op bereiken die we testen en verifiëren op onze eigen boormeet- en profilometrieapparatuur. Procesvergelijkingen worden vergeleken met gepubliceerde normen van ASME, ISO en NIST.









