


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Come i produttori aerospaziali producono titanio per parti critiche per il volo
Il titanio è l'essenza del profilo alare. Questo perché è immune alla fatica al livello di volo 300, non influenzato da attacchi chimici o di corrosione prodotti dai ponti Common Carrier in nebbia salina e in grado di mantenere la sua forma a temperature che causeranno all'alluminio un imbarazzo di morbidezza. Tuttavia, le billette di titanio grezzo trasformate in componenti ad alte prestazioni sono per la maggior parte una storia completamente diversa.
Questo riferimento distingue le leghe, i metodi CNC, gli approcci agli utensili e le specifiche impegnative che caratterizzano la lavorazione del titanio aerospaziale dai dati pubblicati sui materiali, gli utensili producono consigli, i sistemi di qualità aerospaziale.
In Questa Guida
Così il titanio è stato adottato dall'industria aerospaziale perché tre problemi di resistenza, peso leggero e utilizzo del titanio nel Boeing 87 Dreamlin è circa 15 Dreamlin è circa 15 TP di peso strutturale 19 tonnellate per cellula 3 mentre l'Airbus A3 X5 XW contiene circa 141 T titanio principale, il carrello di atterraggio e la fibra di carbonio allegati giunti.
I numeri parlano da soli Sebbene il titanio sia quasi esattamente intermedio all'alluminio (2,70 g/cm) e all'acciaio (7,85 g/cm), ad una densità di 4,43 g/cm, l'elevato rapporto resistenza/peso è caratteristico delle leghe di acciaio ad alta resistenza Un elemento strutturale in titanio della cellula è tipicamente più leggero di circa 45% rispetto all'acciaio equivalente fornendo allo stesso tempo le stesse caratteristiche di trazione.
Questa combinazione di leghe di acciaio ad alta resistenza con risparmio di peso è la motivazione principale per l'uso del titanio a base di nichel nelle cellule odierne secondo il Istituto nazionale americano per gli standard (ANSI).
La resistenza alla corrosione fornisce ancora più insensibilità La rapida formazione di un ossido passivo di biossido di titanio (TiO) autoriparante, in una questione di millisecondi dal contatto con l'aria, rende il titanio estremamente resistente alla corrosione Il Commissione di regolamentazione nucleare degli Stati Uniti (NRC) riferisce che dopo 16 anni di funzionamento in acqua di mare contaminata, i tubi in titanio non hanno mostrato segni di corrosione che anche l'acciaio inossidabile può solo sognare! per il nostro aereo dell'aviazione navale e aereo portato portaerei, un $ sbalorditivo miliardi possono essere salvati su cicli di vita della flotta.
Resisti agli usi ad alta temperatura è anche altamente resistente per essere utilizzato in applicazioni ad alta temperatura. Ad esempio, leghe come Ti-6Al-4V possono essere utilizzate fino a 400 C e leghe quasi alfa come Ti-6Al-2Sn-4 Zr-2 Mo possono essere utilizzate fino a 540 C, il che spiega il compressore del motore in turbina e i gruppi post-bruciatore con alluminio sarebbero diventati quasi inutili.
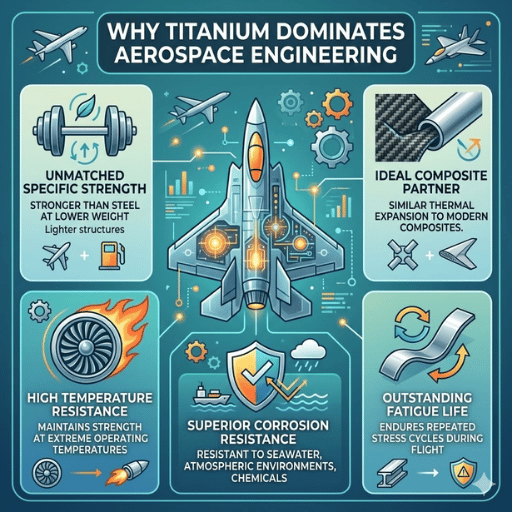
Il rapporto resistenza/peso e la resistenza alla corrosione del titanio lo rendono il materiale preferito sia per gli aerei che per i veicoli spaziali. L'acciaio garantisce circa la metà del peso dell'acciaio, garantisce integrità strutturale in ambienti in cui ogni chilogrammo risparmiato si traduce in un risparmio di carburante in decenni di servizio.
Ciò che rende il titanio così prezioso nelle applicazioni aerospaziali è la combinazione distinta di elevata resistenza, bassa densità, eccezionale resistenza alla corrosione e capacità di temperatura eccessiva, nessun altro dei metalli strutturali può eguagliarne quattro contemporaneamente.

La lavorazione del titanio è sempre difficile a causa delle stesse caratteristiche che lo rendono un materiale così utile per l'industria aerospaziale, vale a dire la sua resistenza, bassa conduttività termica e natura sensibile, diventerà il nemico dell'utensile da taglio Pertanto, se sta per essere fabbricato in una parte finita, è importante comprendere queste proprietà al fine di evitare un tasso di scarto antieconomico e usura precoce dell'utensile.
| Proprietà | Ti-6Al-4V | Alluminio 6061 | Acciaio inossidabile 304 |
|---|---|---|---|
| Conducibilità termica (W/m·K) | 6.7 | 167 | 14.4 |
| Modulo Elastico (GPa) | 114 | 69 | 200 |
| Velocità di fresatura tipica (SFM) | 160230 | 800,500 | 300400 |
| Indurimento del lavoro | Severe | Minimale | Moderato |
| Tendenza Galling | Alto | Basso | Moderato |
Il calore rimane nella zona di taglio-A causa della grande differenza nella conduttività termica, il calore durante la lavorazione L'alluminio viene trasmesso 25 volte più velocemente di quello di Ti-6Al-4V. Durante la lavorazione del titanio, quasi 80% del calore all'interfaccia Tool-Chip viene trasmesso nel tagliente dell'utensile dal Chip e Lavoro. Strumenti di precisione Kyocera SGS nota che circa 80% del calore
Aumentando la velocità di taglio di 30% potrebbe risultare in 80% lama di vita.
Il dorso della molla in titanio distorce le dimensioni Poiché il modulo elastico del titanio è 114 GPA-circa 1/2 di acciaio-si deforma quando viene applicata la forza di taglio e ritorna la molla quando l'utensile si muove Ciò porta a chiacchiere, sfregamento contro la superficie appena lavorata e componenti a pareti sottili distorte.5 I macchinisti che lavorano con titanio/nichel/rame/titanio/ ecc. ne sono consapevoli e compensano la distorsione del ritorno elastico/a pareti sottili durante il fissaggio e la pianificazione dei percorsi-utensile.
L'accumulo è distruttivo per gli utensili La reattività chimica del titanio significa che i trucioli tendono a incollare, bucare e saldare sui taglienti attraverso una condizione nota come bordo costruito Come ogni rotazione dell'utensile tira fuori i depositi accumulati, tirando i grani di carburo di grafite lontano dall'inserto e produrre superfici grezze e craterizzate che causano l'usura del cratere.
A differenza di metalli come l'alluminio che perdono calore rapidamente, il titanio presenta sfide uniche: rapido accumulo di calore all'avanguardia, una forte tendenza a galleggiare contro le superfici degli utensili e un forte incrudimento quando le alimentazioni scendono troppo in basso.
L'utilizzo di parametri di taglio in alluminio o acciaio su titanio è uno degli errori più comuni quando i negozi vengono introdotti per la prima volta al materiale Invariabilmente, l'utensile si guasta, la superficie si indurisce e l'errore dimensionale diventa più costoso del rottame Utilizzare le tabelle dei parametri in titanio e andare da lì.

Non tutte le leghe di titanio tagliano lo stesso La selezione tra i gradi utilizzati nel settore aerospaziale richiede la lavorabilità bilanciata rispetto alle condizioni di servizio (ogni lega offre un diverso compromesso tra elevata resistenza alla corrosione, resistenza allo scorrimento viscoso e facilità di taglio Ogni grado richiede diversi parametri di taglio, selezioni di utensili e strategie di raffreddamento Mentre Ti-6Al-4V è di gran lunga il materiale più comune nell'ingegneria aerospaziale (utilizzando 5013T di tutto il titanio prodotto in tutto il mondo (a livello mondiale) altri gradi sono più adatti a particolari applicazioni aerospaziali.
| Lega | UTS (MPa) | Temp massima (°C) | Uso aerospaziale primario |
|---|---|---|---|
| Ti-6Al-4V (grado 5) | 950,200 | 400 | Aereo, pale di ventilatori, elementi di fissaggio |
| Ti-6Al-2Sn-4Zr-2Mo | 1,11,155 | 540 | Dischi compressori, postbruciatori |
| grado CP 2 | 345515 | 250 | Non strutturale, critico per la corrosione |
| Ti-5Al-2.5Sn (grado 6) | ~900 | 480 | longheroni alari, telai della fusoliera |
Ti-6Al-4V (in inglese "Ti-6Al-4V") altrimenti noto come UNS R56400 e più comunemente Ti64 (in inglese "Alpha-64") è il cavallo da lavoro La sua microstruttura beta fornisce la più alta resistenza alla trazione (minimo 950 MPa nella condizione ricotta, secondo SAE AMS 4928), tenacità alla frattura (84-107 MPam^) e facilità di saldatura Ti-6Al-4V costituisce le pale della ventola Boeing Rolls-Royce Trent 1000, i forgiati del carrello di atterraggio e migliaia di elementi di fissaggio aerospaziali.
Ti-6Al-2Sn-4Zr-2Mo prende il sopravvento all'estremità superiore dove Ti-6Al4V non funziona (Continu) sopra le temperature 400C. La lega vicina ad alfa, conserva le sue proprietà di creep fino a 540C. Usato lega comune per gli stadi/dischi intermedi del compressore dei motori a turbina.
Ha anche silicio (~0.1%) per migliorare il comportamento di scorrimento ad alte temperature.
CP Grado 2 2 qui sacrifichi la forza per la resistenza alla corrosione e alla forma Ha UTS (345-515MPa) più bassi ma allungamento più elevato (20-30%) rispetto ai gradi legati, quindi macchine a velocità più rapida Utilizzato in Aerospace per parti in titanio non strutturali, tubi idraulici e hardware critico che richiedono resistenza alla corrosione.
Ti-5Al-2.5Sn (Grado 6) è una lega interamente alfa con buona saldabilità, eccellente manutenibilità a 480C e tenacità e tenacità alla frattura Viene utilizzata per componenti strutturali nella cellula come longheroni alari, deviatori e componenti di scarico.
Come regola generale, controlla se il livello di specifiche che stai scegliendo ha i controlli appropriati richiesti per i tuoi componenti aerospaziali. AMS 4911 ha controlli più elevati sulla composizione chimica e sulla microstruttura per la stessa lega Ti6AL-4V rispetto al livello di specifiche ASTM B265 Se si sceglie il livello di specifiche errato, l'ispezione del primo articolo potrebbe riprovare.
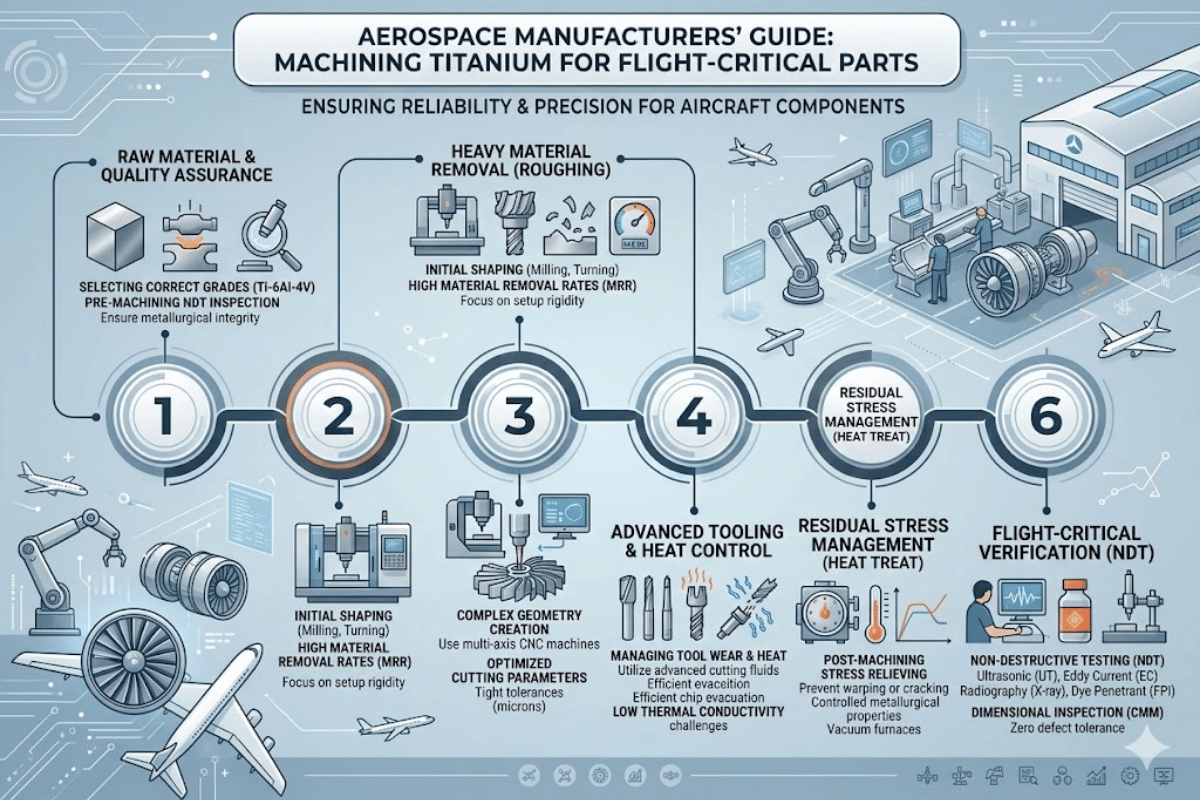
Titanio lavorazione CNC aerospaziale è una combinazione di quattro processi diversi Non tutte le procedure funzioneranno per tutte le parti o tutte le forme, poiché la scelta tra i processi cade più sulla forma della parte e sulle aspettative di tolleranza piuttosto che sulla materia prima stessa.
La fresatura a cinque assi è stata ampiamente adottata per le complesse caratteristiche aerospaziali in titanio, poiché questo processo consente l'alimentazione singola dell'utensile da taglio in 5 assi diversi in un'unica configurazione, al contrario, più dispositivi producono errori di riposizionamento cumulativi, una preoccupazione nei componenti più critici per gli aeromobili, come blisk, pale di turbine o raccordi strutturali. La fresatura a 5 assi può raggiungere una precisione di 0,005 mm in questi compiti, considerando le tolleranze per i segmenti di aeromobili in base a Sandvik Coromant.
La fresatura trocoidale è una tecnica di fresatura a 5 assi che utilizza un leggerissimo impegno radiale combinato con un'elevata profondità assiale di taglio In questo modo, l'arco di contatto tra il pezzo in titanio e l'utensile viene ridotto al minimo mantenendo un'elevata velocità di asportazione del truciolo Poiché la generazione di calore è proporzionale all'arco di contatto, il risultato è una riduzione delle pressioni di taglio, una maggiore durata dell'utensile e una produttività notevolmente più elevata nelle parti in titanio fresato Rapporti pubblicati da Società degli ingegneri manifatturieri (PMI) il tempo di ciclo stimato è stato ridotto di oltre 40% con percorsi utensile trocoidali nelle prove di lavorazione, mentre la durata dell'utensile è stata migliorata di un fattore 2 o più in tutti i casi I negozi specializzati nella lavorazione del titanio per applicazioni aerospaziali spesso si affidano a centri di fresatura a 5 assi abbinati a tecnologia avanzata per il monitoraggio degli utensili in tempo reale e il controllo adattivo dell'alimentazione.
La tornitura CNC è una macchina con caratteristiche rotazionali come alberi e boccole in lega ti temprata lavorati, Le parti in titanio lavorate in condizioni ben controllate, raffreddate e utilizzando inserti in carburo rivestito sono state regolarmente prodotte a Ra 0.19 micron di superficie Finiture applicate Il calore è un problema nella pratica, le velocità di avanzamento devono essere mantenute a un livello sufficiente per evitare di incrudire il pezzo sotto l'utensile; allo stesso tempo devono essere sufficientemente bassi da consentire la durata del rivestimento e dell'inserto.
Mentre la fresatura standard è ottimizzata per 3 assi di moto lineare e 2 assi di posizionamento rotazionale (i cosiddetti 3+2 si muovono, poiché gli angoli rimangono fissi durante l'operazione) la lavorazione simultanea a 5 assi utilizza tutti e 5 gli assi contemporaneamente, di conseguenza, le superfici rigate su lame e giranti, così come le nervature strutturali con sottosquadri storicamente difficili possono ora essere lavorate in un unico setup.
L'EDM può essere utilizzato per generare funzionalità interne, come fori accessibili o inaccessibili, e per geometrie eccessivamente complesse in cui sarebbero state altrimenti richieste più configurazioni di fresatura. L'impianto di prova delle sabbie bianche della NASA scrive “EDM è uno dei processi di lavorazione di precisione più accurati disponibili” per componenti complessi lavorati in tutti i tipi di metalli esotici tra cui titanio, tantalio, niobio, come tungsteno, renio, ecc. Wire EDM ottiene finiture superficiali Ra 0,8 micron su lega di titanio finita bordi, mentre l'EDM die-sink può creare cavità interne o caratteristiche minuscole e di forma irregolare troppo difficili anche per la fresatura multi-fixturing.
Identificare il processo migliore per ogni geometria di parte: fresatura a 5 assi per caratteristiche complesse e prismatiche con tolleranze strette; tornitura CNC per caratteristiche con simmetria rotazionale; EDM per caratteristiche interne, parti a pareti sottili inferiori a 0,5 mm che causerebbero stress extra sulle operazioni meccaniche o superfici resistenti e temprate. Poche, se non nessuna, parti in titanio aerospaziale vengono fresate; anche in questo caso, la maggior parte viene fresata utilizzando una combinazione di due o più di questi processi.

Trovare la giusta tecnica di taglio per il titanio è altrettanto fondamentale quanto scegliere la lega originale Imposta i parametri di taglio per 6Al-4V per le linee guida pubblicate dei produttori di ricerca e utensili e ciò che ottieni non è solo un risultato di lavoro ma produttività di livello mondiale e lunga durata dell'utensile.
| Parametro | Sgrossatura | Finitura |
|---|---|---|
| Velocità di taglio | 50 (70 m/min 160 m/min) SFM) | 60 (200 m/min) SFM) |
| Feed per Tooth | 0,06,15 mm/dente | 0,04,08 mm/dente |
| Profondità assiale di taglio | 1.0.0.3.0 mm | 0,20,5 mm |
| Impegno Radiale | ~30% del diametro dell'utensile | 10 di diametro 20% utensile |
| Vita dell'utensile (per bordo) | 609 minuti | 457 minuti |
Utilizzare utensili in metallo duro e non ceramica Mentre gli utensili in ceramica sono ben adatti per le dure superleghe a base di nichel, il carburo cementato rivestito o non rivestito convenzionale è considerato la soluzione migliore per la lavorazione del titanio Per perfezionare taglienti e micro-struttura, vengono talvolta utilizzati rivestimenti, come TiAlN e AlCrN, con strati di ossido di soli pochi micron Strati rinforzati, sistemi multi-rivestimento di TiAlN + AlCrN hanno prodotto miglioramenti delle prestazioni di almeno 15% rispetto agli inserti in metallo duro non rivestito e dovrebbero essere considerati.
La pressione del liquido refrigerante è più critica del flusso del liquido refrigerante Consegna il liquido refrigerante ad alta pressione e genererai un cuneo idraulico intrappolato tra l'inserto e il chip Questo cuneo ha esercitato una forza di pelatura che frattura in modo pulito il chip e sottrae calore alla zona di taglio La guida del processo di lavorazione aerospaziale prodotta da Sandvik Coromant raccomanda un pressurizzatore di precisione a 70-100 bar e dichiara fino a un aumento di 50% nella durata dell'utensile e tagli più veloci 20% Il titanio richiede una concentrazione di refrigerante di 10-14% fino a 25 micron o superiore I tecnici qualificati che lavorano quotidianamente con il titanio sviluppano una sensazione di come il materiale risponde a diverse strategie di taglio una base di conoscenze pratiche che richiedono specifiche impegnative e lavori aerospaziali a tolleranza stretta.
Tagliare i costi facendo cadere la pressione del liquido di raffreddamento è falsa economia Il liquido di raffreddamento dell'inondazione non raggiunge l'interfaccia utensile-chip nella lavorazione del titanio termicamente sollecitata I chip avranno uno strato superficiale indurito, l'usura dell'utensile avviene prematuramente e le parti vengono rifiutate Investire nella consegna del mandrino passante ad un minimo di 500 psi (34 bar).
Gli strumenti di carburo di oggi allungheranno ogni tagliente a una sessione di 60-90 minuti (un guadagno drastico) sulla durata dell'utensile di 10 minuti comune nell'ultimo decennio Secondo Analisi del processo produttivo delle PMI: mantenere le velocità di alimentazione sufficientemente elevate da prevenire l'incrudimento ma sufficientemente controllate da massimizzare la durata dell'utensile.

Ottenere il processo delle parti aerospaziali fin dall'inizio è metà del compito Sapere che ogni parte ha lasciato il negozio entro i limiti specificati (e che puoi documentarla!) è il fattore di differenziazione tra i fornitori approvati dal settore aerospaziale e altri.
L'ispezione della qualità aerospaziale attraversa molte fasi Le macchine di misura a coordinate (CMM) verificheranno le dimensioni critiche, mentre NIST- le unità di fascia alta certificate raggiungeranno una precisione di 0,0044 mm (0,00017 pollici) su 1.200 mm (47 pollici). Prove non distruttive (NDT) (ispezione ad ultrasuoni (UT), prove di penetrazione di liquidi (PT), radiografia (RT) (radi) rileva difetti superficiali e porosità interna non osservati mediante ispezione dimensionale Il. Società americana per i test non distruttivi (ASNT) mantiene gli standard per tutte e sei le tecniche NDT principali utilizzate nel settore aerospaziale.
La documentazione dei materiali completa la catena di garanzia della qualità. Circolare consultiva della FAA AC 23-20 specifica che ogni lotto di titanio deve essere identificabile fino alla certificazione originale del mulino, con documentazione comprovante il collegamento tra il numero di lotto della materia prima e ogni operazione di fabbricazione fino al prodotto finito.
Prima di inviare un ordine di acquisto per titanio di grado aerospaziale, controllare (1) AS9100D accreditamento corrente e controllato, (2) accreditamento NADCAP per i processi speciali pertinenti, (3) catena di documentazione materiale che documenta l'origine fino al numero di lotto di mulino, (4) CMM e capacità NDT sia in-house o attraverso un subappaltatore approvato, (5) processo FAI documentato per AS9102C.

La prova di un serio fornitore di servizi di lavorazione del titanio di precisione è evidente in tre aree di business chiave: investimenti nella capacità delle macchine utensili, gestione rigorosa dei processi e tenuta dei registri disciplinata.
Conteggi delle attrezzature L'acquirente dovrebbe dare per scontate macchine utensili a cinque assi abbinate a una tecnologia avanzata per la consegna del liquido di raffreddamento a mandrino passante ad alta pressione Un negozio con mulini a 3 assi o liquido di raffreddamento a bassa pressione sarà frustrato dalla durata dell'utensile su parti aerospaziali e potrebbe avere difficoltà a raggiungere tolleranze strette Cerca centri di tornitura CNC con utensili sotto tensione e chiedi se l'EDM è stato esternalizzato o introdotto internamente.
Processi di capacità Quanto stretto può un tecnico mantenere quelle tolleranze che si richiedono? solo tecnici esperti che comprendono le caratteristiche elastiche e termiche dipendenti dalla temperatura del titanio possono mantenere le tolleranze che gli operatori non addestrati che utilizzano la pratica convenzionale non possono Richiedere dati sulla capacità del processo (valori Cpk) per altre parti in titanio di tipo simile; se i dati mostrano un Cpk superiore a 1,33, il processo è stabile e in controllo.
La preparazione della documentazione pre-sistemi farà risparmiare mesi I programmi aerospaziali richiedono pacchetti AS9102 First Article, certificati di mulino a tracciabilità completa e rapporti CMM tra cui callout GD & T. Le aziende che hanno preesistente questa infrastruttura accelerano le tempistiche di consegna rispetto ai negozi che creano questi meccanismi al volo.
Il team di Le-creator ha 17 anni di esperienza e siamo specializzati nella lavorazione lavorazione aerospaziale del titanio, combinato con 80 + macchine CNC avanzate e 100% ispezione di qualità in entrata Serviamo i clienti attraverso lo sviluppo del prodotto per la produzione di volumi elevati (high-volume production) se il vostro progetto richiede parti in titanio lavorate CNC a tolleranza stretta competitive, esamina i nostri servizi di lavorazione CNC in titanio e parla con i nostri professionisti dell'ingegneria per una consulenza tecnica.

Il fattore numero uno è il controllo del calore Utilizzare carburi non rivestiti o rivestiti in PVD e far funzionare sempre un liquido di raffreddamento a mandrino passante con almeno 70-100 bar, concentrazione 10-14% Mantenere le velocità di fresatura a 50-70 m/min.
Esegui i tuoi percorsi trocoidali dell'utensile a circa 30% di impegno radiale, quindi il tuo arco di contatto è breve Le velocità di avanzamento dovrebbero essere sufficientemente elevate da garantire che l'utensile tagli sempre materiale fresco, anziché sfregare su una superficie incrudita. Con queste condizioni, gli inserti in metallo duro di oggi possono raggiungere 60-90 minuti per bordo, rispetto alla durata dell'utensile di 10 minuti comune dieci anni fa.
L'evacuazione dei trucioli dovrebbe essere continua. Il taglio dei trucioli in titanio provoca un rapido cedimento dei bordi.
Questa guida è stata creata dal team dei contenuti ingegneristici all'indirizzo Le-creatore 17 anni di macchinario CNC di precisione a Shenzhen (17 anni di esperienza nel settore aerospaziale Ti), con clienti nei settori medico, aerospaziale e industriale I dati sulla proprietà dei materiali e i suggerimenti sui parametri di taglio sono presi da standard pubblicati (SAE, ASTM), agenzie governative (NASA, N, FAA) e documenti tecnici dei produttori di utensili Produciamo quotidianamente Ti-6 Al-4 V e leghe aerospaziali simili.
Questa è la guida che incorpora quei parametri adottati con successo dalle macchine del mondo reale.









