


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Cómo los fabricantes aeroespaciales mecanizan titanio para piezas críticas para el vuelo
El titanio es la esencia del perfil aerodinámico. Esto se debe a que es inmune a la fatiga en el nivel de vuelo 300, no se ve afectado por ataques químicos o de corrosión producidos por las cubiertas de transporte comunes con niebla salina y es capaz de conservar su forma a temperaturas que harán que el aluminio sufra una vergüenza de suavidad. Sin embargo, las palanquillas de titanio en bruto convertidas en componentes de alto rendimiento son en su mayor parte una historia completamente diferente.
Esta referencia separa las aleaciones, los métodos CNC, los enfoques de herramientas y las exigentes especificaciones que caracterizan el mecanizado de titanio aeroespacial, desde los datos publicados sobre materiales, los consejos de los fabricantes de herramientas hasta los sistemas de calidad aeroespacial.
En esta guía
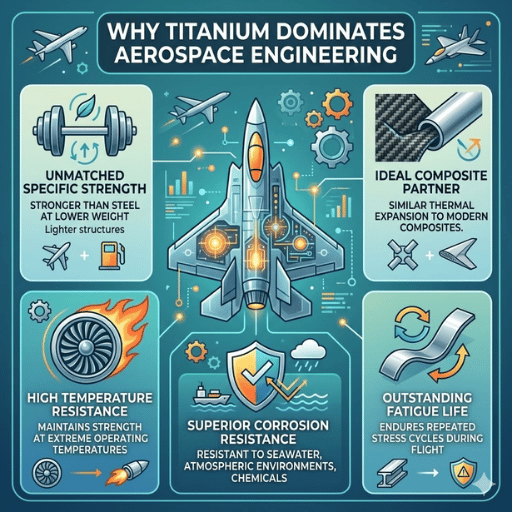
Así, el titanio fue adoptado por la industria aeroespacial porque se encontraron simultáneamente tres problemas: resistencia, peso ligero y corrosión. El uso de titanio en el Boeing 787 Dreamliner es de aproximadamente 15% de peso estructural (más de 19 toneladas por fuselaje), mientras que se cree que el Airbus A350 XWB contiene aproximadamente 14% de titanio (principalmente en el tren de aterrizaje, los pilones y las uniones metálicas de fibra de carbono.
Los números hablan por sí solos. Aunque el titanio es casi exactamente intermedio al aluminio (2,70 g/cm) y al acero (7,85 g/cm), con una densidad de 4,43 g/cm, la alta relación resistencia-peso es característica de las aleaciones de acero de alta resistencia. Un elemento estructural de titanio para fuselaje suele ser aproximadamente 45% más ligero que el acero equivalente y, al mismo tiempo, proporciona las mismas características de tracción.
Según el informe, esta combinación de aleaciones de acero de alta resistencia con ahorro de peso es la principal motivación para el uso de titanio a base de níquel en los fuselajes actuales Instituto Nacional Estadounidense de Estándares (ANSI).
La resistencia a la corrosión proporciona aún más insensibilidades. La rápida formación de un óxido pasivo de dióxido de titanio (TiO) autorreparable, en cuestión de milisegundos por contacto con el aire, hace que el titanio sea extremadamente resistente a la corrosión. El Comisión Reguladora Nuclear de EE. UU. (NRC) informa que después de 16 años de operación en agua de mar contaminada, los tubos de titanio no mostraron signos de corrosión con los que ni siquiera el acero inoxidable pueda soñar! Para nuestros aviones de aviación naval y aviones transportados por portaaviones, se pueden ahorrar alucinantes miles de millones de $ durante los ciclos de vida de la flota.
Resistente a usos a altas temperaturas, también es muy resistente para ser utilizado en aplicaciones de alta temperatura. Por ejemplo, aleaciones como Ti-6Al-4V se pueden usar hasta 400 C y aleaciones casi alfa como Ti-6Al-2Sn-4 Zr-2 Mo se pueden usar hasta 540 C, lo que representa el compresor de motor en turbina y los conjuntos de postquemador con aluminio se habrían vuelto casi inútiles.
La relación resistencia-peso y la resistencia a la corrosión del titanio lo convierten en el material elegido tanto para aviones como para naves espaciales: con aproximadamente la mitad del peso del acero, ofrece integridad estructural en entornos donde cada kilogramo ahorrado se traduce en un ahorro de combustible durante décadas de servicio.
Lo que hace que el titanio sea tan valioso en aplicaciones aeroespaciales es la combinación distintiva de alta resistencia, baja densidad, excelente resistencia a la corrosión y capacidad de sobretemperatura; ninguno de los otros metales estructurales puede igualar a cuatro a la vez.

El mecanizado de titanio siempre es difícil debido a las mismas características que lo convierten en un material tan útil para la industria aeroespacial, es decir, su resistencia, baja conductividad térmica y naturaleza sensible, se convertirán en enemigos de la herramienta de corte. Por lo tanto, ya sea que se fabrique en una pieza terminada, es importante comprender estas propiedades para evitar una tasa de desecho antieconómica y un desgaste temprano de la herramienta.
| Propiedad | Ti-6Al-4V | Aluminio 6061 | Acero inoxidable 304 |
|---|---|---|---|
| Conductividad térmica (W/m·K) | 6.7 | 167 | 14.4 |
| Módulo Elástico (GPa) | 114 | 69 | 200 |
| Velocidad típica de fresado (SFM) | 160-230 | 800-1.500 | 300-400 |
| Endurecimiento del trabajo | Severo | Mínimo | Moderado |
| Tendencia atormentadora | Alto | Bajo | Moderado |
El calor permanece en la zona de corte. Debido a la gran diferencia en la conductividad térmica, el calor al mecanizar aluminio se transmite 25 veces más rápido que el del Ti-6Al-4V. Al mecanizar titanio, casi 80% del calor en la interfaz Herramienta-Chip se transmite al borde de la herramienta de corte desde Chip and Work. Herramientas de precisión Kyocera SGS señala que alrededor de 80% del calor
Aumentar la velocidad de corte en 30% podría dar como resultado una vida útil de la hoja 80%.
El resorte de titanio distorsiona las dimensiones. Dado que el módulo elástico del titanio es de 114 GPA (aproximadamente 1/2 de acero), se deforma a medida que se aplica la fuerza de corte y se mueve cuando la herramienta se mueve. Esto provoca vibraciones, roces contra la superficie recién mecanizada y componentes de paredes delgadas distorsionados.5 Los maquinistas que trabajan con titanio/níquel/cobre/titanio/ etc. son conscientes de esto y compensan la distorsión del resorte/paredes delgadas al fijar y planificar trayectorias de herramientas.
La acumulación es destructiva para las herramientas. La reactividad química del titanio significa que las virutas tienden a pegarse, picarse y soldarse en los bordes cortantes a través de una condición conocida como borde acumulado. Cómo cada rotación de la herramienta elimina los depósitos acumulados, alejando los granos de carburo de grafito del inserto y produciendo superficies rugosas y con cráteres que causan desgaste en los cráteres.
A diferencia de metales como el aluminio que eliminan calor rápidamente, el titanio presenta desafíos únicos: rápida acumulación de calor en el borde de corte, una fuerte tendencia a agallar contra las superficies de las herramientas y un endurecimiento severo del trabajo cuando las alimentaciones caen demasiado.
El uso de parámetros de corte de aluminio o acero en titanio es uno de los errores más comunes cuando los talleres conocen el material por primera vez. Invariablemente, la herramienta falla, el trabajo de la superficie se endurece y el error dimensional se vuelve más costoso que la chatarra. Utilice las tablas de parámetros de titanio y continúe desde allí.

No todas las aleaciones de titanio son iguales. Seleccionar entre los grados de titanio utilizados en el sector aeroespacial requiere equilibrar la maquinabilidad con las condiciones de servicio. Cada aleación ofrece un equilibrio diferente entre alta resistencia a la corrosión, resistencia a la fluencia y facilidad de corte. Cada grado requiere diferentes parámetros de corte, selecciones de herramientas y estrategias de refrigeración. Mientras que Ti-6Al-4V es, con diferencia, el material más común en ingeniería aeroespacial 'usando hasta 50% de todo el titanio producido en todo el mundo ', otros grados son más adecuados para aplicaciones aeroespaciales particulares.
| Aleación | UTS (MPa) | Temperatura máxima (°C) | Uso aeroespacial primario |
|---|---|---|---|
| Ti-6Al-4V (Grado 5) | 950-1.200 | 400 | Estructuras de avión, aspas de ventilador, sujetadores |
| Ti-6Al-2Sn-4Zr-2Mo | 1.110-1.155 | 540 | Discos compresores, postquemadores |
| CP Grado 2 | 345-515 | 250 | No estructural, crítico para la corrosión |
| Ti-5Al-2.5Sn (Grado 6) | ~900 | 480 | Largueros de alas, estructuras de fuselaje |
Ti-6Al-4V -gnano, también conocido como UNS R56400 y más comúnmente llamado Ti64 -ñano, es el caballo de batalla. Su microestructura alfa-beta proporciona la mayor resistencia a la tracción (mínimo 950 MPa en estado recocido, según SAE AMS 4928), tenacidad a la fractura (84-107 MPam^) y facilidad de soldadura. Ti-6Al-4V constituye las aspas del ventilador Boeing Rolls-Royce Trent 1000, las piezas forjadas del tren de aterrizaje y miles de sujetadores aeroespaciales.
Ti-6Al-2Sn-4Zr-2Mo toma el control en el extremo superior donde Ti-6Al-4V no funciona «por encima de 400 C Temperaturas continuas. Aleación casi alfa, conserva sus propiedades de fluencia hasta 540C. Utilizada como aleación más común para las etapas/discos intermedios del compresor de motores de turbina.
También tiene silicio (~0,1%) para mejorar el comportamiento de fluencia a altas temperaturas.
CP Grado 2 «aquí sacrificas la resistencia por la conformabilidad y la resistencia a la corrosión. Tiene un UTS más bajo (345-515MPa) pero un mayor alargamiento (20-30%) que los grados aleados, por lo que se utiliza a un ritmo más rápido. Se utiliza en el sector aeroespacial para piezas de titanio no estructurales, tubos hidráulicos y hardware crítico que requieren resistencia a la corrosión.
Ti-5Al-2.5Sn (Grado 6) es una aleación totalmente alfa con buena soldabilidad, excelente mantenibilidad a 480 C y tenacidad y tenacidad a la fractura. Se utiliza para componentes estructurales en la estructura del avión, como largueros de ala, desviadores y componentes de escape.
Como regla general, verifique si el nivel de especificación que está eligiendo tiene los controles apropiados necesarios para sus componentes aeroespaciales. AMS 4911 tiene controles más altos sobre la composición química y la microestructura para la misma aleación Ti6AL-4V que el nivel de especificación ASTM B265. Si elige el nivel de especificación incorrecto, la inspección del primer artículo puede ser reprobada.
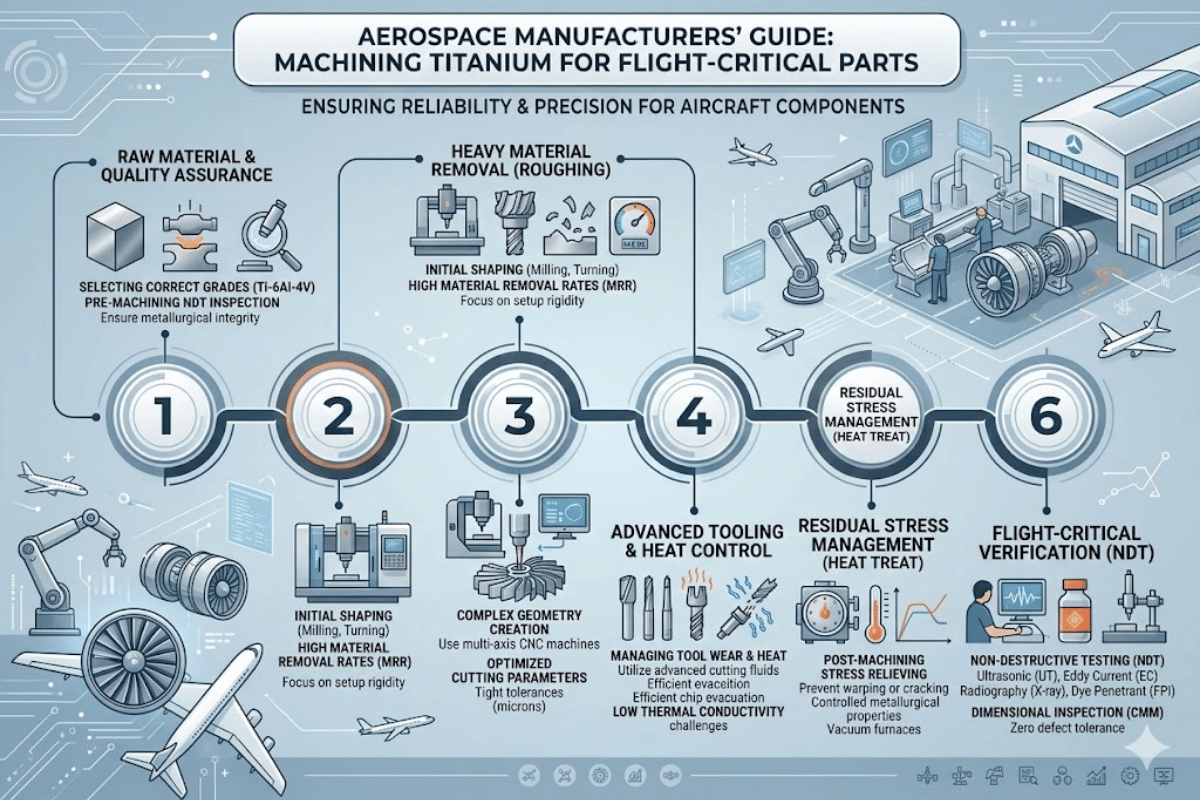
Titanio mecanizado CNC aeroespacial es una combinación de cuatro procesos diferentes. No todos los procedimientos funcionarán para todas las partes o todas las formas, ya que la elección entre procesos recae más en la forma de la pieza y las expectativas de tolerancia que en la materia prima misma.
El fresado de cinco ejes ha sido ampliamente adoptado para características complejas de titanio aeroespacial, ya que este proceso permite la alimentación única de la herramienta de corte en 5 ejes diferentes en una sola configuración. Por el contrario, múltiples accesorios producen errores de reposicionamiento acumulativos, una preocupación en los componentes más críticos para aeronaves, como blisks, álabes de turbinas o accesorios estructurales. El fresado de 5 ejes puede alcanzar una precisión de 0,005 mm en estas tareas, considerando las tolerancias para los segmentos de aeronaves según Sandvik Coromant.
El fresado trocoidal es una técnica de fresado de 5 ejes que utiliza un acoplamiento radial muy ligero combinado con una alta profundidad axial de corte. De esta manera, se minimiza el arco de contacto entre la pieza de trabajo de titanio y la herramienta mientras se mantiene una alta tasa de eliminación de virutas. Dado que la generación de calor es proporcional al arco de contacto, el resultado es una reducción de las presiones de corte, una mayor vida útil de la herramienta y una productividad dramáticamente mayor en las piezas de titanio fresadas. Informes publicados por el Sociedad de Ingenieros de Fabricación (PYME) el tiempo estimado del ciclo se ha reducido en más de 40% con trayectorias de herramientas trocoidales en las pruebas de mecanizado, mientras que la vida útil de la herramienta se mejoró en un factor de 2 o más en todos los casos. Los talleres que se especializan en mecanizar titanio para aplicaciones aeroespaciales a menudo dependen de centros de fresado de 5 ejes combinados con tecnología avanzada para monitoreo de herramientas en tiempo real y control de alimentación adaptativo.
El torneado CNC se utiliza para mecanizar características de rotación, como ejes y casquillos de aleación de ti endurecidos mecanizados. Las piezas de titanio mecanizadas en condiciones enfriadas y bien controladas y utilizando insertos de carburo recubiertos se han producido regularmente con acabados superficiales de Ra 0,19 µm. El calor aplicado es una preocupación (en la práctica, las velocidades de alimentación deben mantenerse a un nivel suficiente para evitar endurecer la pieza de trabajo debajo de la herramienta); al mismo tiempo, deben ser lo suficientemente bajos como para permitir que el recubrimiento y la vida útil del inserto perduren.
Mientras que el fresado estándar está optimizado para 3 ejes de movimiento lineal y 2 ejes de posicionamiento rotacional (los llamados movimientos 3+2, ya que los ángulos permanecen fijos durante la operación), el mecanizado simultáneo de 5 ejes utiliza los 5 ejes simultáneamente. Como resultado, las superficies regladas en palas e impulsores, así como las nervaduras estructurales con cortes históricamente difíciles, ahora se pueden mecanizar en una sola configuración.
EDM se puede utilizar para generar características internas, como agujeros accesibles o inaccesibles, y para geometrías demasiado complejas donde de otro modo se habrían requerido múltiples configuraciones de fresado. Instalación de pruebas de arenas blancas de la NASA escribe “EDM es uno de los procesos de mecanizado de precisión más precisos disponibles” para componentes complejos mecanizados en todo tipo de metales exóticos, incluidos titanio, tantalio, niobio, como tungsteno, renio, etc. Wire EDM logra acabados superficiales de Ra 0,8 µm en titanio terminado. bordes de aleación, mientras que la electroerosión con disipador puede crear cavidades internas o características diminutas de forma irregular, demasiado difíciles incluso para fresado con múltiples fijaciones.
Identifique el mejor proceso para la geometría de cada pieza: fresado de 5 ejes para características prismáticas complejas con tolerancias estrictas; Torneado CNC para características con simetría rotacional; EDM para características internas, piezas de paredes delgadas de menos de 0,5 mm que causarían tensión adicional en operaciones mecánicas o superficies resistentes y endurecidas por trabajo. Pocas piezas de titanio aeroespacial, si es que hay alguna, se fresan; Incluso entonces, la mayoría se fresan utilizando una combinación de dos o más de estos procesos.

Encontrar la técnica de corte adecuada para el titanio es tan fundamental como elegir la aleación original. Establezca los parámetros de corte para 6Al-4V según las pautas publicadas del fabricante de herramientas e investigaciones y lo que obtenga no es solo un resultado funcional, sino también una productividad de clase mundial y una larga vida útil de la herramienta.
| Parámetro | Aspereza | Acabado |
|---|---|---|
| Velocidad de corte | 50-70 m/min (160-230 SFM) | 60-90 m/min (200-300 SFM) |
| Alimentación por diente | 0,06-0,15 mm/diente | 0,04-0,08 mm/diente |
| Profundidad axial de corte | 1,0-3,0 mm | 0,2-0,5 mm |
| Compromiso radial | ~30% de diámetro de herramienta | 10-20% de diámetro de herramienta |
| Vida útil de la herramienta (por borde) | 60-90 minutos | 45-75 minutos |
Utilice herramientas de carburo y no cerámicas. Si bien las herramientas cerámicas son muy adecuadas para superaleaciones resistentes a base de níquel, el carburo cementado recubierto o no recubierto convencional se considera la mejor solución para mecanizar titanio. Para refinar los bordes cortantes y la microestructura, a veces se utilizan recubrimientos, como TiAlN y AlCrN, con capas de óxido de sólo unas pocas micras. Capas reforzadas, los sistemas multicapa de TiAlN + AlCrN produjeron mejoras de rendimiento de al menos 15% con respecto a los insertos de carburo sin recubrimiento y deben considerarse.
La presión del refrigerante es más crítica que el flujo de refrigerante. Entregue refrigerante a alta presión y generará una cuña hidráulica atrapada entre el inserto y el chip. Esta cuña ejerció una fuerza de despegado que fractura limpiamente el chip y quita calor de la zona de corte. La guía del proceso de mecanizado aeroespacial producida por Sandvik Coromant recomienda refrigerante a presión de precisión de 70-100 bar y afirma un aumento de hasta 50% en la vida útil de la herramienta y cortes más rápidos de 20%. El titanio requiere una concentración de refrigerante de 10-14% y una filtración de hasta 25 micras o mejor. Los técnicos cualificados que trabajan diariamente con titanio desarrollan una idea de cómo responde el material a diferentes estrategias de corte: una base de conocimientos prácticos que requieren especificaciones exigentes y un trabajo aeroespacial de tolerancia estricta.
Reducir los costos reduciendo la presión del refrigerante es una falsa economía. El refrigerante de inundación no llega a la interfaz herramienta-chip en el mecanizado de titanio tensado térmicamente. Los chips tendrán una capa superficial endurecida, el desgaste de la herramienta se producirá prematuramente y las piezas se rechazarán. Invierta en el suministro a través del husillo a un mínimo de 500 psi (34 bar).
Las herramientas de carburo actuales alargarán cada vanguardia a una sesión de 60 a 90 minutos, una ganancia drástica con respecto a la vida útil de 10 minutos común en la última década. Según Análisis del proceso de fabricación de las PYMES: mantenga las velocidades de alimentación lo suficientemente altas para evitar el endurecimiento por trabajo, pero lo suficientemente controladas para maximizar la vida útil de la herramienta.

Conseguir el proceso de piezas aeroespaciales desde el principio es la mitad de la tarea. Saber que cada pieza salió del taller dentro de límites específicos (¡y que puedes documentarla!) es el diferenciador entre proveedores aprobados aeroespacialmente y otros.
La inspección de calidad aeroespacial pasa por muchas etapas. Las máquinas de medición de coordenadas (CMM) verificarán las dimensiones críticas NIST-las unidades certificadas de alta gama alcanzarán una precisión de 0,0044 mm (0,00017 pulgadas) en tramos de más de 1200 mm (47 pulgadas). Las pruebas no destructivas (NDT) (inspección ultrasónica (UT), pruebas de penetrantes líquidos (PT) y radiografía (RT) (detectan fallas superficiales, grietas y porosidad interna que no se ven mediante inspección dimensional. El Sociedad Estadounidense de Ensayos No Destructivos (ASNT) mantiene estándares para las seis técnicas principales de END utilizadas en el sector aeroespacial.
La documentación del material completa la cadena de garantía de calidad. Circular Asesora de la FAA AC 23-20 especifica que cada lote de titanio debe ser identificable según la certificación original de la fábrica, con documentación que demuestre la conexión entre el número de lote de materia prima y cada operación de fabricación hasta el producto terminado.
Antes de enviar una orden de compra de titanio de grado aeroespacial, verifique (1) la acreditación AS9100D actual y auditada, (2) la acreditación NADCAP para procesos especiales relevantes, (3) la cadena de documentación de materiales que documenta el origen hasta el número de lote de la fábrica, (4) CMM y capacidad de END ya sea internamente o a través de un subcontratista aprobado, (5) proceso FAI documentado según AS9102C.

La prueba de un importante proveedor de servicios de mecanizado de titanio de precisión es evidente en tres áreas comerciales clave: inversión en capacidad de máquinas herramienta, gestión rigurosa de procesos y mantenimiento de registros disciplinado.
El equipo cuenta. El comprador debe dar por sentado máquinas herramienta de cinco ejes combinadas con tecnología avanzada para el suministro de refrigerante a alta presión. Un taller con molinos de 3 ejes o refrigerante contra inundaciones de baja presión se sentirá frustrado con la vida útil de las herramientas en piezas aeroespaciales y puede tener problemas para lograr tolerancias estrictas. Busque centros de torneado CNC con herramientas activas y pregunte si EDM se ha subcontratado o se ha incorporado internamente.
Procesos de capacidad. ¿Qué tan apretados puede mantener un técnico esas tolerancias que necesita? Sólo los técnicos capacitados que comprendan las características elásticas y térmicas dependientes de la temperatura del titanio pueden mantener las tolerancias que los operadores no capacitados que utilizan la práctica convencional no pueden. Solicitar datos de capacidad del proceso (valores Cpk) para otras piezas de titanio de un tipo similar; Si los datos muestran un Cpk superior a 1,33, el proceso es estable y tiene control.
La preparación de la documentación previa a los sistemas ahorrará meses. Los programas aeroespaciales exigen paquetes del primer artículo de AS9102, certificados completos de fábrica de trazabilidad e informes CMM que incluyen llamadas GD&T. Las empresas que tienen esta infraestructura preexistente aceleran los plazos de entrega en comparación con las tiendas que crean estos mecanismos sobre la marcha.
El equipo de Le-Creator tiene 17 años de experiencia y estamos especializados en mecanizado mecanizado de titanio aeroespacial, combinado con más de 80 máquinas CNC avanzadas y una inspección de calidad entrante de 100%. Atendemos a los clientes desde el desarrollo de productos hasta la producción de gran volumen -ong si su proyecto requiere piezas de titanio mecanizadas CNC de tolerancia estricta y competitivas, revise nuestros servicios de mecanizado CNC de titanio y hable con nuestros profesionales de la ingeniería para una consulta técnica.

El factor número uno es el control del calor. Utilice carburos sin recubrimiento o recubiertos con PVD y siempre haga pasar un refrigerante del husillo al menos a 70-100 bar, concentración de 10-14%. Mantenga las velocidades de fresado en 50-70 m/min.
Ejecute las trayectorias de su herramienta trocoidal con un acoplamiento radial de aproximadamente 30%, por lo que su arco de contacto es corto. Las velocidades de alimentación deben ser lo suficientemente altas como para garantizar que la herramienta siempre corte material fresco, en lugar de frotar en una superficie endurecida. Con estas condiciones, los insertos de carburo actuales pueden alcanzar entre 60 y 90 minutos por borde, en comparación con la vida útil de 10 minutos que era común hace diez años.
La evacuación de los chips debe ser continua. Volver a cortar los chips en titanio provoca una rápida falla de los bordes.
Esta guía ha sido creada por el equipo de contenido de ingeniería en Le-creador -un taller de máquinas CNC de precisión en Shenzhen (17 años de experiencia en Ti aeroespacial), con clientes de los sectores médico, aeroespacial e industrial. Los datos de propiedad de materiales y las sugerencias de parámetros de corte se toman de estándares publicados (SAE, ASTM), agencias gubernamentales (NASA,NIST,FAA) y documentos técnicos de fabricantes de herramientas. Producimos Ti-6 Al-4 V y aleaciones aeroespaciales similares a diario.
Esta es la guía que incorpora aquellos parámetros adoptados con éxito por las máquinas del mundo real.









