


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Comment les fabricants aérospatiaux usinent le titane pour les pièces critiques en vol
Le titane est l'essence du profil aérodynamique C'est parce qu'il est immunisé contre la fatigue au niveau de vol 300, non affecté par les attaques chimiques ou de corrosion produites par les ponts Common Carrier en brouillard salin, et capable de conserver sa forme à des températures qui causeront à l'aluminium un embarras de douceur Cependant, les billettes de titane brut transformées en composants performants sont pour la plupart une tout autre histoire.
Ces pièces de référence distinguent les alliages, les méthodes CNC, les approches d'outillage et les spécifications exigeantes qui caractérisent l'usinage aérospatial du titane des données publiées sur les matériaux, l'outillage fabrique des conseils aux systèmes de qualité aérospatiale.
Dans ce guide
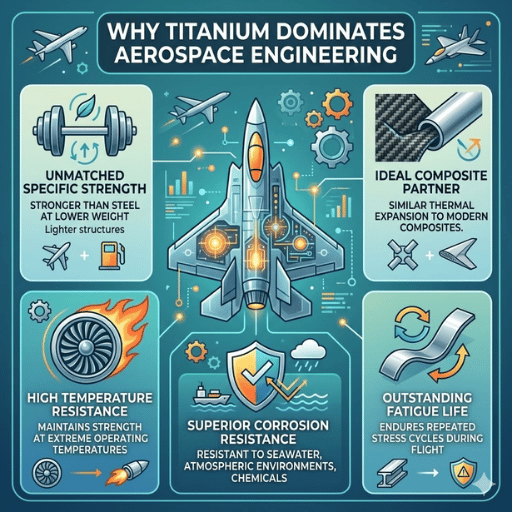
Ainsi, le titane a été adopté par l'industrie aérospatiale car trois problèmes de force, de poids léger et de corrosion se rencontraient simultanément. L'utilisation du titane dans le Boeing 787 Dreamliner est d'environ 15% de poids structurel supérieur à 19 tonnes par cellule tandis que l'Airbus A30 XWB contient environ 141TP3 titane, principalement dans le train d'atterrissage, les pylônes et les attaches de joint en fibre de carbone.
Les chiffres parlent d'eux-mêmes Bien que le titane soit presque exactement intermédiaire à l'aluminium (2,70 g/cm) et à l'acier (7,85 g/cm), à une densité de 4,43 g/cm, le rapport résistance/poids élevé est caractéristique des alliages d'acier à haute résistance Un élément structurel en titane de cellule est typiquement environ 451TP3 T plus léger qu'un acier équivalent tout en offrant les mêmes caractéristiques de traction.
Cette combinaison d'alliages d'acier à haute résistance avec des économies de poids est la principale motivation pour l'utilisation du titane à base de nickel dans les cellules d'aujourd'hui selon le Institut national américain de normalisation (ANSI).
La résistance à la corrosion procure encore plus d'insensibilités La formation rapide d'un oxyde passif auto-cicatrisant de dioxyde de titane (TiO), en quelques millisecondes à partir du contact de l'air, rend le titane extrêmement résistant à la corrosion Le commission américaine de réglementation nucléaire (NRC) signale qu'après 16 ans d'exploitation dans de l'eau de mer contaminée, les tubes en titane ne présentaient aucun signe de corrosion dont même l'acier inoxydable ne peut que rêver ! pour nos avions de l'aéronavale et nos avions embarqués, un 1TP4 T ahurissant peut être économisé sur les cycles de vie de la flotte.
Résisté aux utilisations à haute température, il est également très résistant pour être utilisé dans des applications à haute température. Par exemple, des alliages tels que le Ti-6Al-4V peuvent être utilisés jusqu'à 400 C et des alliages quasi-alpha tels que le Ti-6Al-2Sn-4 Zr-2 Mo peuvent être utilisés jusqu'à 540 C, ce qui représente le compresseur du moteur en turbine et les ensembles de post-combustion avec aluminium seraient devenus presque inutiles.
Le rapport résistance/poids du titane et sa résistance à la corrosion en font le matériau de choix pour les avions et les engins spatiaux. À environ la moitié du poids de l'acier, il offre une intégrité structurelle dans des environnements où chaque kilogramme économisé se traduit par des économies de carburant sur des décennies de service.
Ce qui rend le titane si précieux dans les applications aérospatiales est la combinaison distincte d'une résistance élevée, d'une faible densité, d'une résistance exceptionnelle à la corrosion et d'une capacité de surchauffe, aucun autre métal structurel ne pouvant en égaler quatre à la fois.

L'usinage du titane est toujours difficile en raison des mêmes caractéristiques qui en font un matériau si utile pour l'industrie aérospatiale, à savoir sa résistance, sa faible conductivité thermique et sa nature sensible, deviendra l'ennemi de l'outil de coupe. Par conséquent, qu’il soit fabriqué en une pièce finie, il est important de comprendre ces propriétés afin d’éviter un taux de rebut non économique et une usure précoce des outils.
| Propriété | Ti-6Al-4V | Aluminium 6061 | Acier inoxydable 304 |
|---|---|---|---|
| Conductivité thermique (W/m·K) | 6.7 | 167 | 14.4 |
| Module élastique (GPa) | 114 | 69 | 200 |
| Vitesse de fraisage typique (SFM) | 160230 | 8001 500 | 300400 |
| Durcissement du travail | Sévère | Minimal | Modéré |
| Tendance exaspérante | Haut | Faible | Modéré |
La chaleur reste dans la zone de coupe-En raison de la grande différence de conductivité thermique, la chaleur lors de l'usinage de l'aluminium est transmise 25 fois plus rapidement que celle du Ti-6Al-4 V. Lors de l'usinage du titane, près de 801TP3 T de chaleur à l'interface Outil-Chip est transmise dans le bord de l'outil de coupe depuis la puce et le travail. Outils de précision Kyocera SGS note qu'environ 80% de la chaleur
L'augmentation de la vitesse de coupe de 301TP3 T pourrait entraîner une durée de vie de la lame 801TP3 T.
Le ressort en titane déforme les dimensions. Puisque le module élastique du titane est de 114 GPA - environ 1/2 d'acier - il se déforme lorsque la force de coupe est appliquée et recule lorsque l'outil se déplace. Cela conduit à des bavardages, frottant contre la surface fraîchement usinée et les composants déformés à paroi mince.5 Les machinistes travaillant avec du titane/nickel/cuivre/titane/ etc. en sont conscients et compensent la distorsion ressort/à paroi mince lors de la fixation et de la planification des chemins d'outils.
L'accumulation est destructrice pour les outils La réactivité chimique du titane signifie que les copeaux ont tendance à coller, à se piquer et à se souder sur les arêtes de coupe dans une condition connue sous le nom de bord bâti Comment chaque rotation de l'outil arrache les dépôts accumulés, éloignant les grains de carbure de graphite de l'insert, et produit des surfaces cratérisées et rugueuses qui provoquent l'usure du cratère.
Contrairement aux métaux comme l'aluminium qui perdent rapidement de la chaleur, le titane présente des défis uniques : accumulation rapide de chaleur au niveau du tranchant, forte tendance à galoper contre les surfaces des outils et écrouissage sévère lorsque les charges chutent trop bas.
Utiliser des paramètres de coupe en aluminium ou en acier sur le titane est l'une des erreurs les plus courantes lors de la première introduction des magasins au matériau. Invariablement, l'outil tombe en panne, le travail de surface durcit et l'erreur dimensionnelle devient plus coûteuse que les déchets. Utilisez les tableaux de paramètres Titanium et partez de là.

Tous les alliages de titane ne coupent pas de la même manière La sélection parmi les qualités de titane utilisées dans l'aérospatiale nécessite d'équilibrer l'usinabilité par rapport aux conditions de service. Chaque alliage offre un compromis différent entre une résistance élevée à la corrosion, une résistance au fluage et une facilité de coupe. Chaque qualité nécessite des paramètres de coupe, des sélections d'outils et des stratégies de refroidissement différents. Tandis que Ti-6Al-V4 est de loin le matériau le plus courant dans l'ingénierie aérospatiale : utilisant jusqu'à 501TP3 de titane tous produits dans le monde, d'autres qualités sont plus adaptées à des applications aérospatiales particulières.
| Alliage | UTS (MPa) | Température maximale (°C) | Utilisation aérospatiale primaire |
|---|---|---|---|
| Ti-6Al-4V (grade 5) | 9501,200 | 400 | Cadres, pales de ventilateur, attaches |
| Ti-6Al-2Sn-4Zr-2Mo | 1 1101 155 | 540 | Disques compresseurs, postcombustion |
| CP Grade 2 | 345515 | 250 | Non structurel, critique pour la corrosion |
| Ti-5Al-2,5Sn (grade 6) | ~900 | 480 | longerons d'aile, cadres de fuselage |
Ti-6Al-4V (en anglais Ti-6Al-4V) autrement connu sous le nom de UNS R56400 et plus communément appelé Ti64 (en anglais : Ti-6Al-4V) est le cheval de travail Sa microstructure alpha-bêta fournit la résistance à la traction la plus élevée (minimum 950 MPa à l'état recuit, selon SAE AMS 4928), la ténacité à la rupture (84-107 MPam^), et la facilité de soudage Le Ti-6Al-4 V constitue les pales de ventilateur Boeing Rolls-Royce Trent 1000, les pièces forgées des trains d'atterrissage et des milliers de fixations aérospatiales.
Ti-6Al-2Sn-4Zr-2Mo prend le relais à l'extrémité supérieure où Ti-6Al-4 V ne fonctionne pas 400 C Températures continues. Alliage proche de l'alpha, conserve ses propriétés de fluage jusqu'à 540 C. Utilisé comme alliage le plus courant pour les étages/disques intermédiaires de compresseur des turbomoteurs.
Dispose également de silicium (~0.11TP3 T) pour améliorer le comportement au fluage à haute température.
CP Grade 2 : vous sacrifiez ici la résistance à la formabilité et à la résistance à la corrosion. A un UTS (345-515MPa) inférieur mais un allongement plus élevé (20-301TP3 T) que les qualités alliées, c'est pourquoi il s'utilise plus rapidement dans l'aérospatiale pour les pièces en titane non structurelles, les tubes hydrauliques et le matériel critique nécessitant une résistance à la corrosion.
Le Ti-5Al-2.5 Sn (Grade 6) est un alliage tout alpha avec une bonne soudabilité, une excellente maintenabilité à 480 C et une ténacité et une ténacité à la rupture Il est utilisé pour les composants structurels de la cellule tels que les longerons d'aile, les diverteurs et les composants d'échappement.
En règle générale, vérifiez si le niveau de spécification que vous choisissez a les commandes appropriées requises pour vos composants aérospatiaux. AMS4911 a des contrôles plus élevés sur la composition chimique et la microstructure pour le même alliage Ti6AL-4 V que le niveau de spécification ASTM B265 Si vous choisissez le niveau de spécification incorrect, l'inspection du premier article peut réprouver.
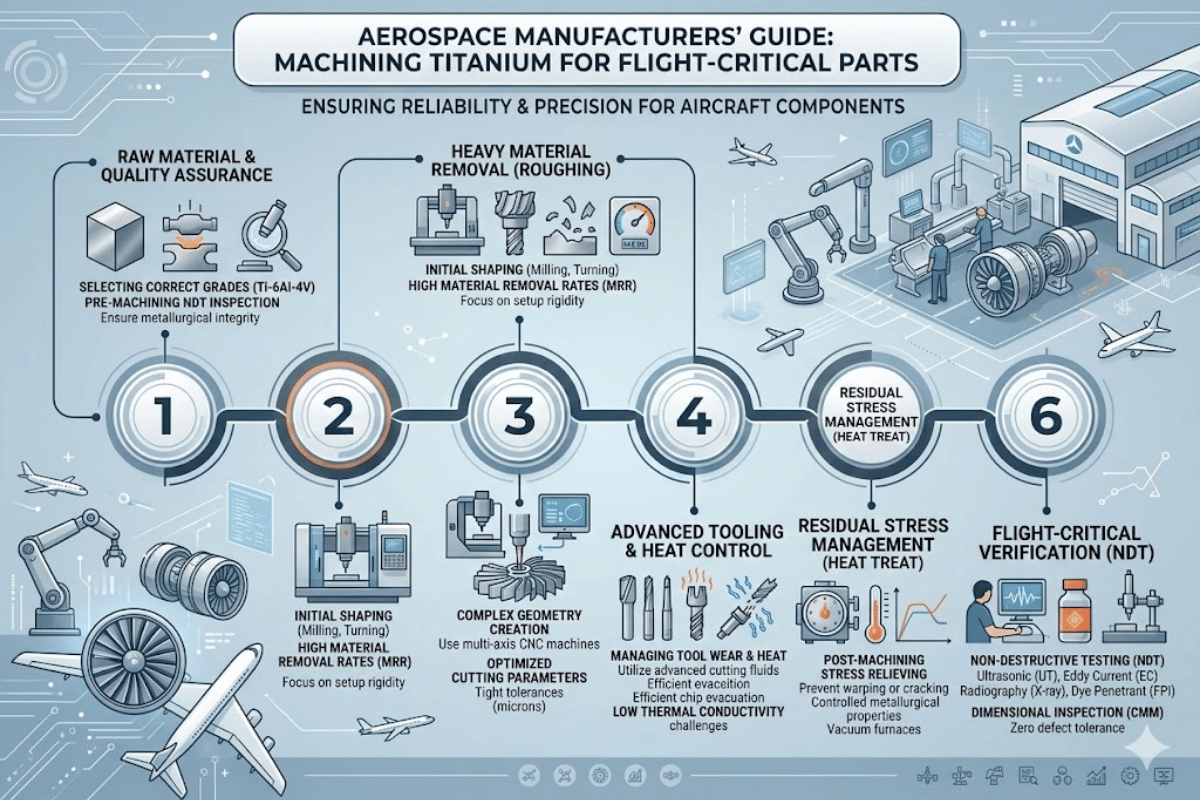
Titane usinage CNC aérospatial est une combinaison de quatre processus différents Toutes les procédures ne fonctionneront pas pour toutes les pièces ou toutes les formes, car le choix entre les processus relève davantage de la forme de la pièce et des attentes en matière de tolérance plutôt que de la matière première elle-même.
Le fraisage à cinq axes a été largement adopté pour les caractéristiques complexes du titane aérospatial, puisque ce processus permet l'alimentation unique de l'outil de coupe en 5 axes différents dans une seule configuration En revanche, plusieurs fixations produisent des erreurs de repositionnement cumulatives, une préoccupation dans les composants les plus critiques pour l'avion, tels que les blisks, les aubes de turbine ou les raccords structurels Le fraisage à 5 axes peut atteindre une précision de 0,005 mm dans ces tâches, en considérant les tolérances pour les segments d'avion selon Sandvik Coromant.
Le fraisage trochoïdal est une technique de fraisage à 5 axes qui utilise un engagement radial très léger combiné à une profondeur de coupe axiale élevée De cette manière, l'arc de contact entre la pièce en titane et l'outil est minimisé tandis qu'un taux d'élimination élevé des copeaux est maintenu Puisque la génération de chaleur est proportionnelle à l'arc de contact, le résultat est des pressions de coupe réduites, une durée de vie accrue de l'outil et une productivité considérablement plus élevée dans les pièces en titane fraisées. Rapports publiés par le Société des ingénieurs de fabrication (PME) le temps de cycle d'estimation a été réduit de plus de 401TP3 T avec des chemins d'outils trochoïdaux dans les essais d'usinage, tandis que la durée de vie des outils a été améliorée d'un facteur 2 ou plus dans tous les cas. Les magasins spécialisés dans l'usinage du titane pour les applications aérospatiales s'appuient souvent sur des centres de fraisage à 5 axes associés à une technologie de pointe pour la surveillance des outils en temps réel et le contrôle adaptatif de l'alimentation.
Le tournage CNC est utilisé pour usiner des caractéristiques de rotation telles que des arbres et des bagues en alliage ti trempé usiné Les pièces en titane usinées dans des conditions bien contrôlées et refroidies et utilisant des inserts en carbure revêtu ont été régulièrement produites à des finitions de surface Ra 0,19 µm La chaleur appliquée est un problème dans la pratique, les débits d'alimentation doivent être maintenus à un niveau suffisant pour éviter de durcir la pièce sous l'outil ; en même temps, ils doivent être suffisamment bas pour permettre au revêtement et à la durée de vie de l'insert de durer.
Alors que le fraisage standard est optimisé pour 3 axes de mouvement linéaire et 2 axes de positionnement en rotation (les mouvements dits 3+2, puisque les angles restent fixes pendant l'opération) l'usinage simultané à 5 axes utilise simultanément les 5 axes De ce fait, les surfaces réglées sur les pales et les roues, ainsi que les nervures structurelles avec des contre-dépouilles historiquement difficiles peuvent désormais être usinées dans une seule configuration.
L'EDM peut être utilisé pour générer des fonctionnalités internes, telles que des trous accessibles ou inaccessibles, et pour des géométries trop complexes où plusieurs configurations de fraisage auraient autrement été nécessaires. Installation d'essais sur les sables blancs de la NASA écrit “EDM est l'un des processus d'usinage de précision les plus précis disponibles pour les composants complexes usinés dans toutes sortes de métaux exotiques, notamment le titane, le tantale, le niobium, comme le tungstène, le rhénium, etc. Wire EDM obtient des finitions de surface Ra 0,8 µm sur du titane fini. bords en alliage, tandis que l'EDM à dissipateur peut créer des cavités internes ou de minuscules caractéristiques de forme irrégulière trop difficiles pour un fraisage même multifixant.
Identifier le meilleur processus pour chaque géométrie de pièce : fraisage à 5 axes pour des caractéristiques complexes et prismatiques avec des tolérances serrées ; Tournage CNC pour les caractéristiques avec symétrie de rotation ; EDM pour les caractéristiques internes, les pièces à paroi mince inférieures à 0,5 mm qui provoqueraient une contrainte supplémentaire sur les opérations mécaniques, ou les surfaces résistantes et écrouies Peu, voire aucune, de pièces en titane aérospatiales sont fraisées ; même dans ce cas, la plupart sont fraisées en utilisant une combinaison de deux ou plusieurs de ces processus.

Trouver la bonne technique de coupe pour le titane est tout aussi critique que de choisir l'alliage d'origine Définir les paramètres de coupe pour 6 Al-4 V aux directives publiées du fabricant de recherche et d'outillage et ce que vous obtenez n'est pas seulement un résultat de travail mais une productivité de classe mondiale et une longue durée de vie de l'outil.
| Paramètre | Rugueux | Finition |
|---|---|---|
| Vitesse de coupe | 5070 m/min (200230 SFM) | 6090 m/min (300 SFM) |
| Alimenter par dent | 0,060,15 mm/dent | 0,040,08 mm/dent |
| Profondeur axiale de coupe | 1.03.0 mm | 0,20,5 mm |
| Engagement Radial | ~30% de diamètre d'outil | 1020% de diamètre de l'outil |
| Durée de vie de l'outil (par bord) | 60 minutes 90 minutes | 45 minutes 5 minutes |
Utiliser un outillage en carbure et non pas des céramiques Alors que l'outillage céramique est bien adapté pour les superalliages à base de nickel résistant, le carbure cémenté conventionnel revêtu ou non revêtu est considéré comme la meilleure solution pour usiner le titane Pour affiner les arêtes de coupe et la micro-structure, on utilise parfois des revêtements, tels que TiAlN et AlCrN, avec des couches d'oxyde de seulement quelques microns. Des couches renforcées, des systèmes multicouches de TiAlN + AlCrN ont donné des améliorations de performances d'au moins 151TP3 T par rapport aux plaquettes de carbure non revêtues et devraient être envisagés.
La pression du liquide de refroidissement est plus critique que le débit du liquide de refroidissement Livrez le liquide de refroidissement à haute pression et vous génèrerez un coin hydraulique emprisonné entre l'insert et la puce Ce coin a exercé une force de pelage qui fracture proprement la puce et enlève la chaleur de la zone coupée Le guide de processus d'usinage aérospatial produit par Sandvik Coromant recommande un liquide de refroidissement à pression de précision à 70-100 bar et revendique jusqu'à un gain de 501TP3 T dans la durée de vie des outils et des coupes plus rapides de 201TP3 T. Le titane nécessite une concentration de liquide de refroidissement de 10-141TP3 T et une filtration à 25 microns ou mieux Des techniciens qualifiés qui travaillent quotidiennement avec le titane ont une idée de la façon dont le matériau répond à différentes stratégies de coupe (base de connaissances pratiques) qui exigent des spécifications exigeantes et un travail aérospatial de tolérance stricte.
Réduire les coûts en abaissant la pression du liquide de refroidissement est une fausse économie. Le liquide de refroidissement anti-inondation n'atteint pas l'interface outil-puce lors de l'usinage au titane soumis à des contraintes thermiques. Les puces auront une couche superficielle durcie, l'usure de l'outil se produit prématurément et les pièces sont rejetées. Investissez dans une livraison à travers la broche à un minimum de 500 psi (34 bars).
Les outils en carbure d'aujourd'hui allongeront chaque pointe jusqu'à une session de 60 à 90 minutes, un gain drastique sur la durée de vie des outils de 10 minutes courante au cours de la dernière décennie. Selon Analyse des processus de fabrication de PME: maintenir les débits d'alimentation suffisamment élevés pour empêcher l'écrouissage mais suffisamment contrôlés pour maximiser la durée de vie de l'outil.

Obtenir le processus de pièces aérospatiales dès le début est la moitié de la tâche Savoir que chaque pièce a quitté l'atelier dans des limites spécifiées (et que vous pouvez la documenter !) est le différenciateur entre les fournisseurs approuvés par l'aérospatiale et les autres.
L'inspection de la qualité aérospatiale passe par de nombreuses étapes Les machines de mesure de coordonnées (MMC) vérifieront les dimensions critiques, tandis que NIST-les unités haut de gamme certifiées atteindront une précision de 0,0044 mm (0,00017 po) sur des portées de 1 200 mm (47 po).Tests non destructifs (CND), inspection par ultrasons (UT), ressuage liquide (PT), radiographie (RT) détecte les défauts de surface, les fissures et la porosité interne sans être vus par l'inspection dimensionnelle Le Société américaine pour les tests non destructifs (ASNT) maintient des normes pour les six techniques CND de base utilisées dans l'aérospatiale.
La documentation matérielle complète la chaîne d'assurance qualité. Circulaire consultative de la FAA AC 23-20 précise que chaque lot de titane doit être identifiable dès la certification originale de l'usine, avec une documentation prouvant le lien entre le numéro de lot de matière première et chaque opération de fabrication jusqu'au produit fini.
Avant d'envoyer un bon de commande pour le titane de qualité aérospatiale, vérifiez (1) l'accréditation AS9100D en cours et auditée, (2) l'accréditation NADCAP pour les processus spéciaux pertinents, (3) la chaîne de documentation matérielle documentant l'origine jusqu'au numéro de lot de l'usine, (4) CMM et capacité CND soit en interne, soit par l'intermédiaire d'un sous-traitant agréé, (5) processus FAI documenté par AS9102C.

La preuve d'un fournisseur de services sérieux d'usinage de précision au titane est évidente dans trois domaines d'activité clés : l'investissement dans la capacité des machines-outils, une gestion rigoureuse des processus et une tenue de registres disciplinée.
Nombre d'équipement L'acheteur devrait tenir pour acquis les machines-outils à cinq axes jumelées à une technologie de pointe pour la livraison de liquide de refroidissement à broche traversante à haute pression Un atelier avec des usines à 3 axes ou un liquide de refroidissement par inondation à basse pression sera frustré par la durée de vie des outils sur les pièces aérospatiales, et pourrait avoir du mal à atteindre des tolérances serrées Cherchez des centres de tournage CNC avec un outillage sous tension, et demandez si l'EDM a été externalisé ou apporté en interne.
Processus de capacité. Dans quelle mesure un technicien peut-il tenir les tolérances dont vous avez besoin ? seuls les techniciens qualifiés qui comprennent les caractéristiques élastiques et thermiques du titane dépendant de la température peuvent tenir les tolérances que ne peuvent pas supporter les opérateurs non formés utilisant la pratique conventionnelle. Demander des données de capacité de processus (valeurs Cpk) pour d'autres pièces en titane d'un type similaire ; si les données montrent un Cpk supérieur à 1,33, le processus est stable et en contrôle.
La préparation de la documentation des pré-systèmes permettra de gagner des mois Les programmes aérospatiaux prévoient des paquets AS9102 First Article, des certificats d'usine de traçabilité complète et des rapports CMM comprenant des appels GD&T. Les entreprises qui ont préexisté cette infrastructure accélèrent les délais de livraison par rapport aux magasins créant ces mécanismes à la volée.
L'équipe de Le-creator a 17 ans d'expérience et nous sommes spécialisés dans l'usinage aérospatiale usinage du titane, [traduction], combiné à plus de 80 machines CNC avancées et à l'inspection de qualité entrante 1001TP3 T. Nous servons les clients par le développement de produits à haute production de volume à votre projet demande des pièces en titane usinées CNC à tolérance serrée compétitives, des, passez en revue nos services d'usinage CNC en titane et parlez à nos professionnels de l'ingénierie pour une consultation technique.

Le facteur numéro un est le contrôle de la chaleur Utilisez des carbures non enrobés ou enrobés de PVD et faites toujours fonctionner un liquide de refroidissement traversant à broche d'au moins 70-100 bar, concentration de 10-141TP3 T. Gardez les vitesses de fraisage à 50-70 m/min.
Exécutez vos chemins d'outils trochoïdaux à un engagement radial d'environ 301TP3 T, de sorte que votre arc de contact est court Les taux d'alimentation doivent être suffisamment élevés pour garantir que l'outil coupe toujours du matériel frais, plutôt que de frotter dans une surface écrouie Dans ces conditions, les inserts en carbure d'aujourd'hui peuvent atteindre 60 à 90 minutes par bord, par rapport à la durée de vie de l'outil de 10 minutes qui était courante il y a dix ans.
L'évacuation des copeaux doit être continue La re-coupe des copeaux dans le titane entraîne une défaillance rapide des bords.
Ce guide a été créé par l'équipe de contenu d'ingénierie à Le-créateur 17 yrs. expérience Ti aérospatiale de précision à Shenzhen, avec des clients des secteurs médical, aérospatial & industriel Les données de propriété et les suggestions de paramètres de coupe sont tirées des normes publiées (SAE, ASTM), des agences gouvernementales (NASA, NIST, FAA), et des documents techniques des fabricants d'outillage Nous produisons quotidiennement du Ti-6 Al-4 V et des alliages aérospatiaux similaires.
C'est le guide qui intègre les paramètres adoptés avec succès par les machines du monde réel.









