


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


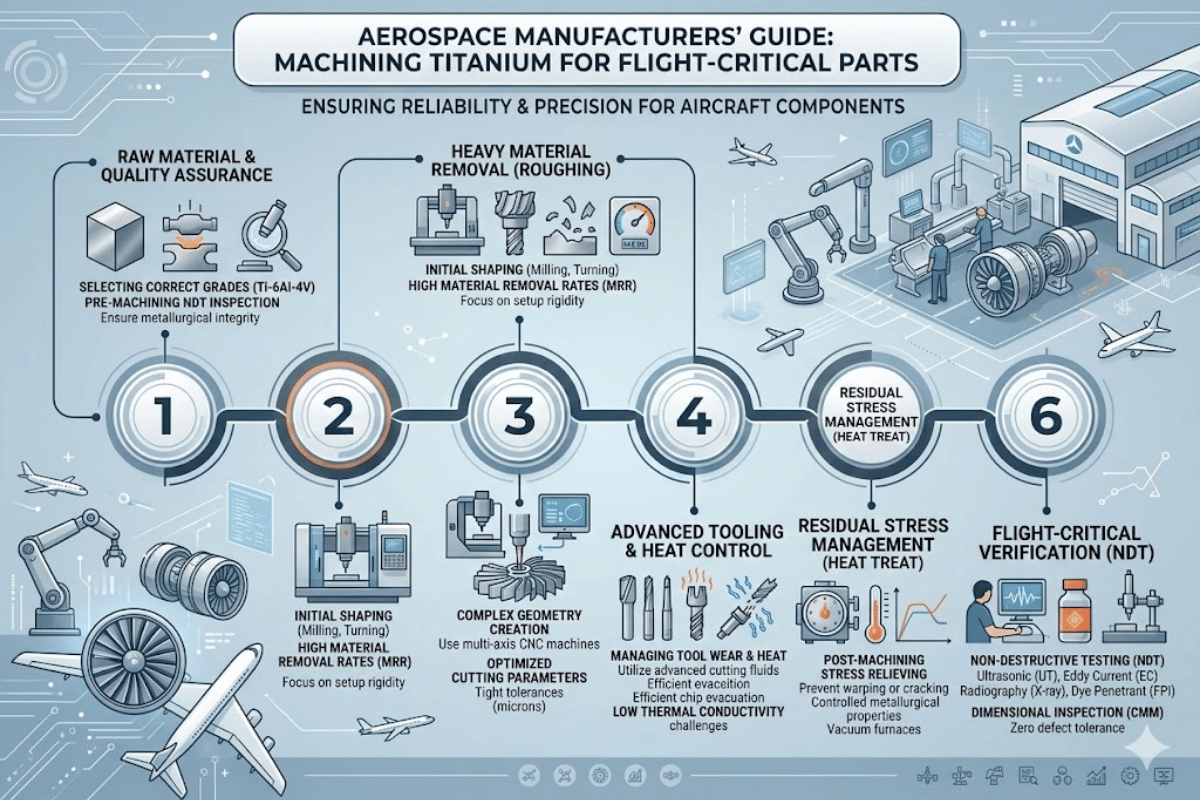
Como os fabricantes aeroespaciais fazem máquinas de titânio para peças críticas de voo
O titânio é a essência do aerofólio Isso porque é imune à fadiga no Flight Level 300, não afetado por ataques químicos ou de corrosão produzidos pelos decks Common Carrier de névoa salina, e capaz de manter sua forma em temperaturas que farão com que o alumínio cause um constrangimento de suavidade No entanto, os tarugos de titânio brutos transformados em componentes de alto desempenho são, em sua maior parte, uma história totalmente diferente.
Esta referência separa as ligas, métodos CNC, abordagens de ferramentas e especificações exigentes que caracterizam a usinagem aeroespacial de titânio. 100% publicou dados sobre materiais, o fabricante fabrica conselhos e sistemas de qualidade aeroespacial.
Neste Guia
Assim, o titânio foi adotado pela indústria aeroespacial porque os problemas de resistência aeroespacial, peso leve e peso leve se encontravam simultaneamente. O uso de titânio no Boeing 77 Dreamliner é de cerca de 15TP3T de peso estrutural acima de 19 toneladas por ar, enquanto se acredita que o Airbus A350 XWB contém cerca de 141TP3 titânio principalmente no trem de pouso, pylons e nas fixações das juntas metálicas de carbono.
Os números falam por si Embora o titânio seja quase exatamente intermediário ao alumínio (2,70 g/cm) e ao aço (7,85 g/cm), a uma densidade de 4,43 g/cm, a alta relação resistência-peso é característica das ligas de aço de alta resistência Um elemento de titânio estrutural da fuselagem é tipicamente cerca de 451TP3 T mais leve que o aço equivalente, ao mesmo tempo que fornece as mesmas características de tração.
Esta combinação de ligas de aço de alta resistência com economia de peso é a principal motivação para o uso de titânio à base de níquel nas fuselagens atuais de acordo com o Instituto Nacional Americano de Padrões (ANSI).
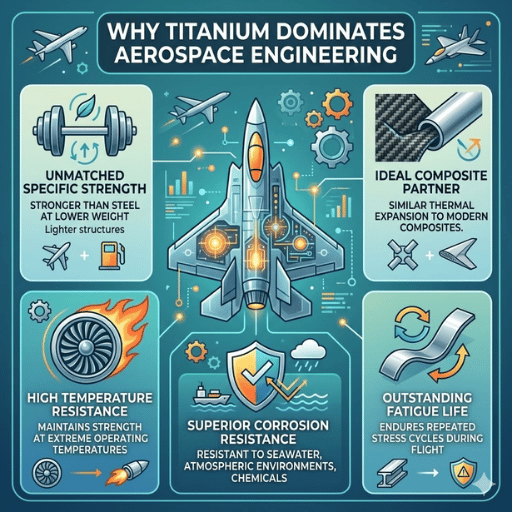
A resistência à corrosão proporciona ainda mais insensibilidades A rápida formação de um óxido passivo de dióxido de titânio (TiO) autocurativo, em questão de milissegundos a partir do contato com o ar, torna o titânio extremamente resistente à corrosão Comissão Reguladora Nuclear dos EUA (NRC) relata que após 16 anos de operação em água do mar contaminada, a tubulação de titânio não exibiu sinais de corrosão com os quais mesmo o aço inoxidável só possa sonhar! para nossas aeronaves de aviação naval e aeronaves transportadas por porta-aviões, bilhões de 1TP4 T surpreendentes podem ser economizados em ciclos de vida da frota.
Com os usos de alta temperatura resistidos é igualmente altamente resistente para ser usado em aplicações de alta temperatura Por exemplo, ligas tais como Ti-6 Al-4 V podem ser usadas tão alto quanto 400 C e ligas próximo-alfa tais como Ti-6 Al-2 Sn-4 Zr-2 Mo podem ser usadas tão alto quanto 540 C que esclarece conjuntos do compressor e do pós-combustor do motor na turbina com alumínio teriam tornado quase inúteis.
A relação resistência-peso e a resistência à corrosão do titânio fazem dele o material escolhido tanto para aeronaves quanto para espaçonaves. Com aproximadamente metade do peso do aço, ele oferece integridade estrutural em ambientes onde cada quilograma economizado se traduz em economia de combustível ao longo de décadas de serviço.
O que torna o titânio tão valioso em aplicações aeroespaciais é a combinação distinta de alta resistência, baixa densidade, excelente resistência à corrosão e capacidade de temperatura excessiva. Nenhum outro dos metais estruturais pode igualar quatro de uma só vez.

A maquinagem de titânio é sempre difícil devido às mesmas características que o tornam um material tão útil para a indústria aeroespacial, nomeadamente a sua resistência, baixa condutividade térmica e natureza sensível, tornar-se-á inimigo da ferramenta de corte Portanto, se vai ser fabricado numa peça acabada, é importante compreender estas propriedades, a fim de evitar uma taxa de sucata anti-económica e desgaste precoce da ferramenta.
| Propriedade | Ti-6Al-4V | Alumínio 6061 | Aço Inoxidável 304 |
|---|---|---|---|
| Condutividade Térmica (W/m·K) | 6.7 | 167 | 14.4 |
| Módulo Elástico (GPa) | 114 | 69 | 200 |
| Velocidade de fresagem típica (SFM) | 1600230 | 800 mil toneladas | 3000 mil |
| Endurecimento Trabalho | Grave | Mínimo | Moderado |
| Tendência irritante | Alto | Baixo | Moderado |
O calor permanece na zona de corte - Devido à grande diferença na condutividade térmica, o calor ao usinar o alumínio é transmitido 25 vezes mais rápido que o do Ti-6 Al-4 V. Ao usinar o titânio, quase 801TP3 T do calor na interface Ferramenta-Chip é transmitido para a borda da ferramenta de corte a partir do Chip and Work. Ferramentas de precisão Kyocera SGS observa que cerca de 80% do calor
Aumentar a velocidade de corte em 301TP3 T pode resultar em vida útil da lâmina de 80%.
A parte traseira da mola de titânio distorce as dimensões. Como o módulo de elasticidade do titânio é de 114 GPA - cerca de 1/2 de aço - ele se deforma à medida que a força de corte é aplicada e as molas volta quando a ferramenta se move. Isso leva à vibração, fricção contra a superfície recém-usinada e componentes de paredes finas distorcidas.5 Os maquinistas que trabalham com titânio/níquel/cobre/titânio/ etc. estão cientes disso e compensam a distorção de retorno elástico/paredes finas ao fixar e planejar caminhos de ferramentas.
O acúmulo é destrutivo para as ferramentas A reatividade química do titânio significa que os cavacos tendem a colar, pit e soldar em arestas de corte através de uma condição conhecida como borda construída Como cada rotação da ferramenta puxa depósitos construídos, puxando grãos de carboneto de grafite para longe da inserção e produzir superfícies ásperas e com crateras que causam desgaste da cratera.
Ao contrário de metais como o alumínio, que liberam calor rapidamente, o titânio apresenta desafios únicos: rápido acúmulo de calor na aresta de corte, uma forte tendência a se espalhar contra as superfícies da ferramenta e endurecimento severo quando as alimentações caem muito.
Usar parâmetros de Corte de Alumínio ou Aço em Titânio é um dos erros mais comuns quando as lojas são introduzidas pela primeira vez no material Invariavelmente, a ferramenta falha, o trabalho de superfície endurece e o erro dimensional torna-se mais caro do que a sucata Use as tabelas de parâmetros de Titânio e vá a partir daí.

Nem toda liga de titânio corta o mesmo Selecionar entre os graus de titânio usados no setor aeroespacial requer balanceamento de usinabilidade contra condições de serviço cada liga oferece uma compensação diferente entre alta resistência à corrosão, resistência à fluência e facilidade de corte Cada grau requer diferentes parâmetros de corte, seleções de ferramentas e estratégias de refrigeração Enquanto Ti-6 Al-4 V é de longe o material mais comum em engenharia aeroespacial usando até 50% de todo o titânio produzido em todo o mundo outros graus são mais adequados para aplicações aeroespaciais particulares.
| Liga | UTS (MPa) | Temperatura máxima (°C) | Uso Aeroespacial Primário |
|---|---|---|---|
| Ti-6Al-4V (Grau 5) | 9501,200 | 400 | Fuseletas, pás de ventilador, fixadores |
| Ti-6Al-2Sn-4Zr-2Mo | 1.110 toneladas, 1.155 | 540 | Discos compressores, pós-combustores |
| CP Grau 2 | 345515 | 250 | Não estrutural, corrosão-crítico |
| Ti-5Al-2,5Sn (Grau 6) | ~900 | 480 | longarinas de asa, estruturas de fuselagem |
Ti-6 Al 4 V caso contrário conhecido como UNS R5600 e mais comumente chamado Ti64 4 é o cavalo de trabalho Sua microestrutura alfa-beta fornece a maior resistência à tração (mínimo 950 MPa na condição recozida, de acordo com SAE AMS 4928), tenacidade à fratura (84-107 MPam^) e facilidade de soldagem Ti-6 Al-4 V compõe as pás do ventilador Boeing Rolls-Royce Trent 1000, forjados de trem de pouso e milhares de fixadores aeroespaciais.
Ti-6 Al-2Sn-4Zr-2 Mo assume na extremidade superior onde Ti-6 Al-4 V não funciona 400 C temperaturas contínuas. Quase-alfa, mantém suas propriedades de fluência até 540 C. Usado como a liga mais comum para os estágios intermediários do compressor/discos de motores de turbina.
Também possui silício (~0,1%) para melhorar o comportamento de fluência em altas temperaturas.
CP Grau 2 (C.P. Grade 2) aqui você sacrifica a força para a resistência à corrosão da forma. Tem UTS mais baixos (345-515 MP), mas maior alongamento (20-301TP3 T) do que os graus ligados, portanto, máquinas a uma taxa mais rápida Usado em Aerospace para peças de titânio não-estruturais, tubulação hidráulica e hardware crítico que exigem corrosão-resistência.
Ti-5 Al-2.5 Sn (Grau 6) é uma liga all-alpha com boa soldabilidade, excelente capacidade de manutenção a 480 C e tenacidade e tenacidade à fratura É usado para componentes estruturais na fuselagem, como longarinas de asa, desviador e componentes de escape.
Como regra geral, verifique se o nível de especificações que você está escolhendo possui os controles apropriados necessários para seus componentes aeroespaciais. AMS 4911 tem controles mais altos sobre a composição química e microestrutura para a mesma liga Ti6AL-4 V do que o nível de especificação ASTM B265 Se você escolher o nível de especificação incorreto, a inspeção do primeiro artigo pode reprovar.
Titânio usinagem CNC aeroespacial é uma combinação de quatro processos diferentes Nem todos os procedimentos funcionarão para todas as peças ou todas as formas, pois a escolha entre os processos recai mais na forma da peça e nas expectativas de tolerância do que na própria matéria-prima.
A fresagem de cinco eixos tem sido amplamente adotada para características complexas de titânio aeroespacial, uma vez que este processo permite a alimentação única da ferramenta de corte em 5 eixos diferentes em uma única configuração Em contraste, múltiplas luminárias produzem erros cumulativos de reposicionamento, uma preocupação nos componentes mais críticos para aeronaves, como blisks, pás de turbinas ou acessórios estruturais. A fresagem de 5 eixos pode atingir uma precisão de 0,005 mm nessas tarefas, considerando as tolerâncias para segmentos de aeronaves de acordo com Sandvik Coromant.
A fresagem trocoidal é uma técnica de fresagem de 5 eixos que utiliza engate radial muito leve combinado com uma alta profundidade axial de corte Desta forma, o arco de contato entre a peça de trabalho de titânio e a ferramenta é minimizado enquanto uma alta taxa de remoção de cavacos é mantida Uma vez que a geração de calor é proporcional ao arco de contato, o resultado é a redução das pressões de corte, aumento da vida útil da ferramenta e produtividade dramaticamente maior em peças de titânio fresadas Relatórios publicados pelo Sociedade de Engenheiros de Manufatura (PME) o tempo de ciclo estimado foi reduzido em mais de 401TP3 T com caminhos de ferramentas trocoidais em testes de usinagem, enquanto a vida útil da ferramenta foi melhorada por um fator de 2 ou mais em todos os casos As lojas especializadas em usinagem de titânio para aplicações aeroespaciais geralmente dependem de centros de fresagem de 5 eixos emparelhados com tecnologia avançada para monitoramento de ferramentas em tempo real e controle de alimentação adaptativo.
O torneamento CNC é usado para usinar recursos rotacionais, como eixos de liga ti endurecidos usinados e buchas O titânio usinado em condições bem controladas e resfriadas e usando inserções de metal duro revestidas têm sido regularmente produzidos para acabamentos de superfície de Ra 0,19 um O calor aplicado é uma preocupação na prática, as taxas de alimentação precisam ser mantidas em um nível suficiente para evitar o endurecimento da peça sob a ferramenta; ao mesmo tempo, elas precisam ser baixas o suficiente para permitir que a vida útil do revestimento e da inserção perdure.
Enquanto a fresagem padrão é otimizada para 3 eixos de movimento linear e 2 eixos de posicionamento rotacional (os chamados movimentos 3+2, uma vez que os ângulos permanecem fixos durante a operação) a usinagem simultânea de 5 eixos usa todos os 5 eixos simultaneamente Como resultado, superfícies regradas em lâminas e impulsores, bem como nervuras estruturais com cortes inferiores historicamente difíceis agora podem ser usinadas em uma única configuração.
O EDM pode ser usado para gerar recursos internos, como furos acessíveis ou inacessíveis, e para geometrias excessivamente complexas, onde várias configurações de fresagem teriam sido necessárias. Instalação de testes de areias brancas da NASA escreve “EDM é um dos processos de usinagem de precisão mais precisos disponíveis” para componentes complexos usinados em todos os tipos de metais exóticos, incluindo titânio, tântalo, nióbio, como tungstênio, rênio, etc. O Wire EDM atinge acabamentos superficiais de Ra 0,8 um em liga de titânio acabada bordas, enquanto o EDM die-sink pode criar cavidades internas ou características minúsculas e de formato irregular, muito difíceis até mesmo para fresagem multifixação.
Identifique o melhor processo para cada geometria da peça: fresagem de 5 eixos para características complexas e prismáticas com tolerâncias apertadas; torneamento CNC para características com simetria rotacional; EDM para características internas, peças de paredes finas com menos de 0,5 mm que causariam estresse extra em operações mecânicas ou superfícies resistentes e endurecidas pelo trabalho Poucas peças de titânio aeroespacial, se houver, são fresadas; mesmo assim, a maioria é fresada usando uma combinação de dois ou mais desses processos.

Encontrar a técnica de corte certa para o titânio é tão crítico quanto escolher a liga original Definir parâmetros de corte para 6 Al-4 V para pesquisa publicada e ferramentas diretrizes do fabricante e o que você obtém não é apenas um resultado de trabalho, mas produtividade de classe mundial e longa vida útil da ferramenta.
| Parâmetro | Desbaste | Acabamento |
|---|---|---|
| Velocidade Corte | 50 (16 m/min (200 30 SFM) | 600 (20 m/min (300 SFM) |
| Alimentação por Dente | 0,060,15 mm/dente | 0,040,08 mm/dente |
| Profundidade Axial de Corte | 1.003,0 mm | 0.20,5 mm |
| Engajamento Radial | ~30% do diâmetro da ferramenta | 10 diâmetro da ferramenta 0% |
| Vida útil da ferramenta (por borda) | 600 minutos | 45 minutos |
Use ferramentas de metal duro e não cerâmica Enquanto ferramentas cerâmicas é bem adequado para superligas à base de níquel resistentes, carboneto cimentado revestido ou não revestido convencional é considerado como a melhor solução para usinagem de titânio Para refinar arestas de corte e micro-estrutura, revestimentos, como TiAlN e AlCrN, com camadas de óxido de apenas alguns mícrons são por vezes utilizados Camadas reforçadas, sistemas de revestimento múltiplo de TiAlN + AlCrN rendeu melhorias de desempenho de pelo menos 151TP3 T sobre inserções de metal duro não revestido e deve ser considerado.
A pressão do refrigerante é mais crítica do que o fluxo do refrigerante Entregue o refrigerante em alta pressão e você gerará uma cunha hidráulica presa entre a inserção e o chip Esta cunha exerceu uma força de descascamento que fratura o chip de forma limpa e tira o calor da zona de corte O guia do processo de usinagem aeroespacial produzido por Sandvik Coromant recomenda o líquido refrigerante de pressão de precisão a 70-100 bar e afirma até um aumento de 501TP3 T na vida útil da ferramenta e cortes mais rápidos de 201TP3 T. O titânio requer uma concentração de refrigerante de 10-141TP3 T e filtração para 25 mícrons ou melhor Técnicos qualificados que trabalham com titânio diariamente desenvolvem uma sensação de como o material responde a diferentes estratégias de corte (uma base de conhecimento prático que exige especificações e trabalho aeroespacial de tolerância apertada exigem.
Cortar custos diminuindo a pressão do líquido refrigerante é uma falsa economia O líquido refrigerante de inundação não alcança a interface ferramenta-chip na usinagem de titânio termicamente estressada Os chips terão uma camada superficial endurecida, o desgaste da ferramenta ocorre prematuramente e as peças são rejeitadas Investir na entrega através do fuso a um mínimo de 500 psi (34 bar).
As ferramentas de carboneto de hoje alongarão cada aresta de corte para uma sessão de 60-90 minutos (um ganho drástico sobre a vida útil da ferramenta de 10 minutos comum na última década).De acordo com Análise do processo de fabricação das PME: mantenha as taxas de alimentação altas o suficiente para evitar o endurecimento do trabalho, mas controladas o suficiente para maximizar a vida útil da ferramenta.

Obter o processo de peças aeroespaciais logo no início é metade da tarefa Saber que cada peça saiu da loja dentro de limites especificados (e que você pode documentá-la!) é o diferencial entre fornecedores aprovados pela indústria aeroespacial e outros.
A inspeção de qualidade aeroespacial passa por muitas etapas As Máquinas de Medição por Coordenadas (CMMs) verificarão as dimensões críticas, enquanto NIST-as unidades altas certificadas da extremidade alcançarão uma precisão de 0.0044 mm (0.00017 dentro) sobre 1.200 mm (47 dentro) vãos Não-destrutivos (NDT) (inspecção ultrassônica (UT), teste líquido penetrante (PT), radiografia (RT) (detecta falhas de superfície, rachaduras e porosidade interna invisíveis pela inspeção dimensional Sociedade Americana de Ensaios Não Destrutivos (ASNT) mantém padrões para todas as seis técnicas principais de END usadas na indústria aeroespacial.
A documentação do material completa a cadeia de garantia de qualidade. Circular Consultiva da FAA AC 23-20 especifica que cada lote de titânio deve ser identificável de volta à certificação original da fábrica, com documentação comprovando a conexão entre o número do lote da matéria-prima e cada operação de fabricação até o produto acabado.
Antes de enviar um pedido de compra de titânio de grau aeroespacial, verifique (1) acreditação AS9100 D atual e auditada, (2) acreditação NADCAP para processos especiais relevantes, (3) cadeia de documentação de materiais documentando a origem até o número do lote do moinho, (4) CMM e capacidade de END internamente ou por meio de um subcontratado aprovado, (5) processo FAI documentado por AS9102C.

A prova de um provedor de serviços de usinagem de titânio de precisão séria é evidente em três áreas de negócios principais: investimento em capacidade de máquinas-ferramenta, gerenciamento rigoroso de processos e manutenção disciplinada de registros.
Contagens de equipamentos O comprador deve tomar como garantidas máquinas-ferramentas de cinco eixos emparelhadas com tecnologia avançada para entrega de refrigerante através do fuso em alta pressão Uma loja com moinhos de 3 eixos ou refrigerante de inundação de baixa pressão ficará frustrada com a vida útil da ferramenta em peças aeroespaciais, e pode ter problemas para alcançar tolerâncias apertadas Procure centros de torneamento CNC com ferramentas ao vivo, e pergunte se o EDM foi terceirizado ou trazido internamente.
Processos de capacidade Quão apertado um técnico pode manter essas tolerâncias que você precisa? apenas técnicos qualificados que entendem as características elásticas e térmicas dependentes da temperatura do titânio podem manter as tolerâncias que operadores não treinados usando a prática convencional não podem Solicitar dados de capacidade do processo (valores Cpk) para outras peças de titânio de tipo semelhante; se os dados mostrarem um Cpk superior a 1,33, o processo é estável e está no controle.
A preparação da documentação pré-sistemas economizará meses Os programas aeroespaciais exigem pacotes AS9102 First Article, certificados completos de rastreabilidade e relatórios CMM, incluindo chamadas GD & T. As empresas que pré-existiram essa infraestrutura aceleram os prazos de entrega versus as lojas que criam esses mecanismos na hora.
A equipe da Le-Creator tem 17 anos de experiência e nos especializamos em usinagem usinagem titânio aeroespacial, combinado com 80+ avançado CNC máquinas e 1001TP3 T inspeção de qualidade de entrada Nós atendemos os clientes através do desenvolvimento de produtos para produção de alto volume (high-volume) se o seu projeto exige peças de titânio usinadas CNC de tolerância apertada competitiva, revise nossos serviços de usinagem CNC de titânio e converse com nossos profissionais de engenharia para uma consulta técnica.

O fator número um é o controle de calor Use carbonetos não revestidos ou revestidos com PVD e sempre execute um refrigerante de fuso através de pelo menos 70-100 bar, concentração de 10-141TP3 T. Mantenha as velocidades de moagem em 50-70 m/min.
Execute seus caminhos de ferramenta trocoidal em aproximadamente 301TP3 T de engate radial, para que seu arco de contato seja curto As taxas de alimentação devem ser suficientemente altas para garantir que a ferramenta esteja sempre cortando material fresco, em vez de esfregar em uma superfície endurecida com essas condições, as inserções de metal duro de hoje podem atingir 60-90 minutos por borda, em comparação com a vida útil da ferramenta de 10 minutos que era comum há dez anos.
A evacuação do chip deve ser contínua O recorte de chips em titânio resulta em rápida falha nas bordas.
Este guia foi criado pela equipe de conteúdo de engenharia em Le-criador 17 yrs. experiência aeroespacial Ti da oficina mecânica do CNC da precisão em Shenzhen, com clientes nos setores médico, aeroespacial & industrial Os dados da propriedade do material e as sugestões do parâmetro de corte são retirados dos padrões publicados (SAE, ASTM), das agências governamentais (NASA, NIST, FAA), e dos documentos técnicos dos fabricantes de ferramentas Nós produzimos Ti-6 Al-4 V e ligas aeroespaciais similares em uma base diária.
Este é o guia que incorpora esses parâmetros adotados com sucesso pelas máquinas do mundo real.









