


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


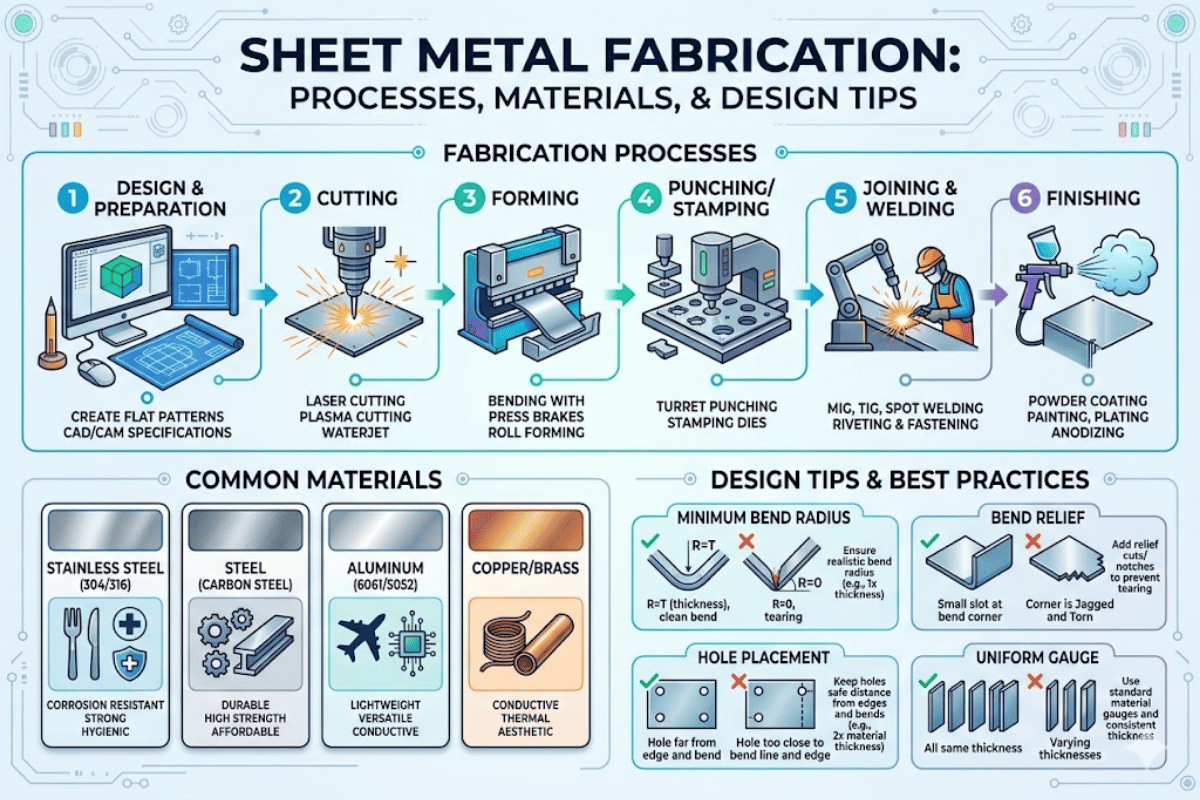
Plaatwerkproductie: de ingenieursgids voor processen, materialen en ontwerp
| Typische Dikte | 0,5 mm - 6,0 mm |
| Gemeenschappelijke Materialen | Aluminium (5052, 6061), Roestvrij staal (304, 316L), Koolstofstaal (SPCC), Koper, Messing |
| Key Processes | Lasersnijden, persremmen buigen, TIG/MIG-lassen, CNC-ponsen |
| Standaard Toleranties | ±0,05 mm (lasersnede), ±0,25 mm (enkele bocht) volgens ISO 2768-mK |
| Typische doorlooptijd | 5 15 werkdagen (prototype tot laagvolume) |
| Oppervlakte eindigt | Poederdeklaag, het Anodiseren, Zink het Plateren, het Borstelen, Passivering |
De fabricage van plaatmetaal houdt in dat vlakke platen metaal, 0,5 mm tot 6,0 mm dik, worden genomen en omgezet in afgewerkte onderdelen Platte voorraad wordt gesneden (geprofileerd), gevormd (gebogen, gestempeld, getrokken) en geassembleerd (gelast, geklonken, vastgemaakt) tot het uiteindelijke onderdeel. Het heeft toepassingen in de auto-, ruimtevaart-, elektronica- en bouwsector. Overal waar lichtgewicht maar sterke metalen plaatcomponenten nodig zijn. De mondiale marktomvang voor plaatwerkproductiediensten werd in 2025 gewaardeerd op $22,32 miljard en zal naar verwachting groeien met een CAGR van 4,55% tot 3,4 miljard.3.
Deze plaatwerkgids behandelt de kernproductieprocessen, materiaalselectiecriteria, ontwerp voor produceerbaarheidregels, kostenfactoren en afwerkingsopties die ingenieurs en inkoopteams nodig hebben om op maat gemaakte plaatwerkonderdelen correct te specificeren.

De plaatmetaalfabricage onderscheidt zich van andere productieopties als een slank proces met nauwe tolerantie dat materiaalverspilling minimaliseert. Het is snel, nauwkeurig en materiaalefficiënt. Het wordt toegepast in de automobiel-, ruimtevaartelektronica en de bouw. Volgens Precedence Research, de wereldwijde markt voor plaatwerkproductiediensten bereikte $22,32 miljard in 2025 en zal naar verwachting groeien met een CAGR van 4,55% om in 2034 $33,31 miljard te bereiken.
Plaatwerkproductie 's Vlakke' stof 's meestal tussen 0,5 mm en 6,0 mm dik 's 6,0 mm' maakt het in afgewerkte componenten 's Dit maakt het anders dan andere processen zoals gieten of CNC-bewerking, die respectievelijk gesmolten metaal in een mal of machinemateriaal naar beneden gieten van een groot blok.
Plaatwerk fabricage werkt met een breed aantal non-ferro en ferro materialen, van aluminium tot titanium Elk onderdeel fabricage begint als platte voorraad, die wordt gesneden met behulp van een 2D profiel dan omgezet in de uiteindelijke 3D vorm door een combinatie van buigen, stempelen of tekenen Meerdere platen worden samengevoegd met behulp van een reeks technieken, waaronder bevestigingsmiddelen, lassen of klinknagels.

Wat het proces onderscheidt is dat het zeer weinig afval produceert, een aanzienlijk voordeel wanneer de kosten worden bepaald door schrootmateriaal. Bovendien, in tegenstelling tot additieve productieprocessen, kunnen plaatmetaalgefabriceerde onderdelen worden gerecycled zonder dat de eigenschappen achteruitgaan. Precisie, snelheid en materiaalefficiëntie maken de productie van plaatwerk tot een hoofdbestanddeel in industrieën, van medische behuizingen tot EV-batterijladen.
Elk plaatwerk fabricageproces valt in een van de drie categorieën: het snijden van de metalen plaat in vorm, het vormen ervan in een 3D geometrie, of het verbinden van afzonderlijke plaatdelen met behulp van lassen of mechanische bevestigingsmiddelen Uw keuze van het proces bepaalt de snelheid, tolerantie, en kosten van het afgewerkte item.
| Method | Tolerantie | Max Dikte | Speed | Best For |
|---|---|---|---|---|
| Lasersnijden | ±0,05 mm | 19 mm (staal) | 10-25 m/min | Ingewikkelde profielen, dun tot middelgroot |
| Plasma Cutting | ±0,5-- 1,5 mm | 38 100 mm | 2-8 m/min | Dikke plaat, constructiestaal |
| Waterjet | ±0,1 mm | 300 mm | 0,5-2 m/min | Warmtegevoelige materialen, reflecterende metalen |
| Scheren | ±0,25 mm | 6 mm | Snelste (rechte sneden) | Rechtlijnige blanking, hoog volume |
Snij- en buigwerkzaamheden domineren het meeste plaatwerkproductiewerk. Lasersnijprofielen zijn verantwoordelijk voor het merendeel van de productieonderdelen in winkels voor de vervaardiging van precisieplaatwerk.
Na het snijden worden de plaatmetalen in 3D-vorm verhoogd Een kantbank is het meest veelzijdige plaatmetaalbuigproces: een pons - en matrijsset oefent kracht uit om plaatmetaal te vormen, waardoor het in een goed gecontroleerde hoek in een V-vorm wordt gedwongen Door het rolvormen wordt een plaat door een reeks rollen getrokken om continue profielvormen zoals kanalen of hoeken te maken Stempelen is een proces met grote volumes waarbij een ponspers een onderdeel met behulp van een progressieve set holtes in een vorm drijft: productiesnelheden zijn vaak meer dan 100 delen per minuut Dieptrekken trekt een plaatvorm over een matrijsvormgereedschap: de mechanische rek duwt de plaat tot een hol beker - of doosvormig plaat, gemaakt Enclos en.
📐 Technische opmerking
Voor het buigen van plaatmetaal varieert de minimale buigradius per materiaal: het gebruik van 2 de stamdikte (2 T) met een knijpbeweging van 10% is een goed praktijkgeleidingsprincipe voor aluminium; 0,8 T voor zacht staal, en roestvrij staal (1,5 T-4 T, van rang en deelvorm) Buigen over de korrelrichting is een veiligheidsoverweging: een bocht kan niet worden gemaakt langs de korrelrichting zonder te barsten Aluminiumlegeringsonderdelen hebben de hoogste behoefte om over de korrel te buigen, roestvrij staal het laagste Buigen uit de korrel zal een scheur riskeren, vooral bij geharde legeringen.
Het samenvoegen van plaatwerkdelen tot een samenstel wordt bereikt met een brede set van hechttechnieken De drie meest voorkomende voor metalen zijn GMAW (Gas Metal Arc Welding, ook bekend als MIG-lassen), GTAW (Gas Tungsten Arc Welding, oftewel TIG-lassen), en Resistance Spot Welding GMAW is de snelste aanpak voor koolstofstaal en legeringen zoals aluminium: het trekt een continu gevoede draad door een gas afgeschermd pistool, smelt de draad in het lasbad GTAW maakt schonere, preciezere lassen maar bij lagere voedingssnelheden dan GMAW: het steekt een wolfraamelektrode in het lasbad Spotlassen is een discrete metaalwerende methode bij twee platen.
Het kiezen van de juiste plaatwerkmaterialen begint met drie factoren: mechanische belasting, werkomgeving en kosten. Hieronder vindt u een samenvatting van algemene keuzes voor de typische mechanische eigenschappen die van invloed zijn op de fabricage.
| Materiaal /klasse | Treksterkte | Dichtheid | Corrosieweerstand | Relatieve Kosten |
|---|---|---|---|---|
| Aluminium 5052-H32 | 228 MPa | 2,68 g/cm³ | Uitstekend (zoutwaterkluis) | $$ |
| Aluminium 6061-T6 | 310 MPa | 2,70 g/cm³ | Good | $$ |
| Roestvrij staal 304 | 515 MPa | 7,93 g/cm³ | Uitstekend | $$$ |
| Roestvrij staal 316L | 485 MPa | 7,99 g/cm³ | Superieur (chloridebestendig) | $$$$ |
| Carbon Steel SPCC | 270 MPa | 7,85 g/cm³ | Laag (vereist coating) | $ |
| Koper C110 | 220 MPa | 8,94 g/cm³ | Good | $$$$ |
| Messing C260 | 315 MPa | 8,53 g/cm³ | Good | $$$ |
Aluminium 5052 is een corrosiebestendige vervanging voor zacht staal in architecturale en mariene toepassingen Wanneer hogere sterkte een ontwerpcriteria is, is 6061-T6 de norm Ingenieurs die nodig hebben aluminium bewerking voor kenmerken met een strakkere tolerantie kan plaatbewerking worden gecombineerd met secundaire CNC-bewerkingen.
Roestvrij staal 304 en 316L zijn corrosiebestendig in vele toepassingen Voor chemische toepassingen of grotere chloridebestendigheid biedt het gebruik van 316L voordelen Zowel 304 als 316L zijn geschikt voor het vormen, en plaatvormende legeringen worden vaak gecombineerd met secundaire CNC-bewerking. Roestvrij stalen onderdelen het vereisen van machinaal bewerkte boringen of schroefdraadvoorzieningen past goed bij een hybride fabricagebenadering.
Koolstofstaal SPCC is de goedkoopste plaatwerkkwaliteit voor gesloten omgevingen. Koperen onderdelen serveer thermische en elektrische toepassingen, terwijl messing componenten bied een balans aan tussen bewerkbaarheid en corrosieweerstand voor decoratief of RF-afschermend gebruik.
Zoek bij het selecteren van plaatmetalen naar de testcertificaten voor de molen (MTC) van de leverancier Deze rapporten verifiëren de werkelijke treksterkte, ductiliteit en bestanddelen in uw batch, niet alleen de specificaties.

Slecht plaatwerkontwerp is de snelste methode om zowel de kosten als de doorlooptijd te verhogen. Door een goede DFM-aanpak in de CAD-fase te volgen, worden herbewerking, schroot en het onvermogen om te voldoen aan de snijtoleranties van de kantpers en de laser geëlimineerd.
Elke bocht moet een minimale binnenradius hebben om hoekscheuren te voorkomen De minimaal toelaatbare radius is afhankelijk van materiaal (aluminium heeft 2 keer de materiaaldikte nodig (2T), zacht staal heeft 0,8T nodig, roestvrij staal heeft 1,5T-4T nodig Overmatig kleine buigradii resulteren in oppervlaktescheuren in de buitenste buigradius als de korrelrichting in contact komt.
Minimale flenlengte (het vlakke segment tussen de buiglijn en de plaatrand moet --als minimaal 2 keer de materiaaldikte PLUS de buigradius zijn Korte flenzen zullen tijdens het vormen uit de kantbankschroef glijden en inconsistente hoeken produceren.
📐 Technische opmerking
Voor een roestvrijstalen 304-plaat van 2 mm met een buigradius van 3 mm: minimale flens = 2 × 2 mm + 3 mm = 7 mm Gat-tot-bocht-speling = 2 × 2 mm + 3 mm = 7 mm Plaats alle kenmerken op ten minste deze afstand van een willekeurige buiglijn om vervorming te voorkomen.
Gaten, sleuven en uitsparingen die te dicht bij een buiglijn zijn geplaatst, zullen tijdens het vormproces vervormen Zoals voorheen is 2 × de materiaaldikte plus de buigradius de veilige minimumafstand Gatgrootte moet ten minste gelijk zijn aan de materiaaldikte (minimaal 1T) CNC-ponspersen zullen kleinere gaten maken, maar vereisen aangepaste gereedschappen en speciale opstelling, wat aanzienlijke kosten met zich meebrengt.
ISO2768 definieert algemene tolerantieklassen voor plaatwerkonderdelen De meeste fabrikanten voldoen standaard aan ISO 2768-mK, waarbij “m” (medium) de lineaire afmetingen regelt en “K” (medium) geometrische toleranties regelt, zoals vlakheid en loodrechtheid na het buigen.
| Nominale Lengte | Boete (f) | Medium (m) | Grof (c) |
|---|---|---|---|
| 0,5 - 3 mm | ±0,05 mm | ±0,1 mm | ±0,2 mm |
| 3 -6 mm | ±0,05 mm | ±0,1 mm | ±0,3 mm |
| 6 130 mm | ±0,1 mm | ±0,2 mm | ±0,5 mm |
| 30-120 mm | ±0,15 mm | ±0,3 mm | ±0,8 mm |
Een ander gebied waar de kosten verborgen zijn, is het tolereren van componenten met meerdere bochten. Elke bocht voegt ongeveer 0,25 mm toe aan maatonzekerheid. Een onderdeel met vier bochten heeft een totale positionele tolerantie van 1,0 mm. Waar strakke kenmerken nodig zijn op op maat gemaakte onderdelen, kost het bewerken tot nauwe toleranties na het vormen van het plaatwerkonderdeel minder dan het opleggen van strengere toleranties op het gehele stuk metaal. Voor complexe prototypes die een snelle iteratie vereisen, rapid prototyping-diensten kan DFM-aannames valideren voordat u zich engageert voor productietooling.

De fabricagekosten van plaatwerk zijn afhankelijk van vijf factoren. Of u nu productieonderdelen bestelt of een enkel prototype, het controleren van deze variabelen in de ontwerpfase van plaatwerk houdt de prijs voorspelbaar.
| Cost Driver | Typisch bereik | Impact op de eenheidsprijs |
|---|---|---|
| Materiaal | $2-15/kg (varieert per kwaliteit) | 30-50% van de kosten van de delen |
| Snijden | $80-150/uur (laser) | 5-15% per onderdeel |
| Buigen | $60-120/uur (drukrem) | 10-20% per onderdeel |
| Afwerking | $0.50-5.00/deel | 5-25% per onderdeel |
| Volume | Prototype $15-$200+/onderdeel, Productie $5-$75/onderdeel | 2-10× kostenverschil |
Productievolume domineert Het kostenverschil van prototyping versus productiehoeveelheden overtreft de prijsverschillen van grondstoffen ruimschoots Installatietijd op een enkel onderdeel loopt tussen $50-$200, terwijl bij 1.000 eenheden de kosten vaak slechts $5-$15 elk zijn. Het overstappen van roestvrij staal 316L naar aluminium 5052 kan de materiaalkosten met 40-60% verlagen en het gewicht met meer dan 65% verminderen.
Ontwerpgeometrie heeft ook een directe impact op toleranties en machinetijd Elke extra bocht voegt een kantbankcyclus toe, en het aanvragen van ISO 2768-f in plaats van ISO 2768-m kan secundaire inspectie vereisen of CNC frezen passen, kosten verhogen 20-50%. Rush bestellingen dragen een 20-40% toeslag over standaard doorlooptijden.
Minimaliseer de kosten zonder de functie te verlagen door alleen toleranties toe te passen op kritische afmetingen Standaard volgens ISO 2768-m en specificeer alleen strakkere waarden waar passende oppervlakken of montagepassen dit vereisen Deze enkele wijziging bespaart 15-30% aan inspectie- en herbewerkingskosten.
Klaar om een offerte te krijgen voor uw metaalproductieproject? De op maat gemaakte plaatwerkfabricageservice van Le-Creator biedt een doorlooptijd van 24 uur met DFM-feedback inbegrepen.

Ontwerp voor Vervaardigbaarheid Ervoor zorgen dat nieuwe of verbeterde plaatwerkcomponenten de eerste keer kosteneffectief kunnen worden gemaakt door het plaatwerkfabhuis Het vermijden van herbewerking bespaart tijd en geld.
Plaatwerkafwerking beschermt tegen corrosie, verbetert de slijtvastheid en maakt de look en feel van het onderdeel compleet. Het kiezen van de ideale afwerking hangt af van het basismetaal, de omgeving en de kostenbeperkingen.
| Finish | Dikte | Best For | Standaard |
|---|---|---|---|
| Poeder Coating | 60-120 μm | Staal, aluminium (blootstelling buitenshuis) | ASTM D3451 |
| Anodiseren (Type II) | 5-25 µm | Alleen aluminium | MIL-A-8625 |
| Zink Plating | 5-25 µm | Koolstofstaal (binnen/mild buiten) | ASTM B633 |
| Passivering | Chemisch (geen opbouw) | Roestvrij staal | ASTM A967 |
| Borstelen / Slijpen | N.v.t. (oppervlaktetextuur) | Roestvrij staal, Aluminium (cosmetisch) | — |
| Chromaat Conversie | 0,25-1 μm | Aluminium (elektrische geleidbaarheid) | MIL-DTL-5541 |
Poedercoating is de populairste plaatbewerkingsoptie voor onderdelen die aan weersinvloeden worden blootgesteld Elektrostatisch aangebracht en uitgehard bij 180-200 °C, poedercoating vormt een laag van 60-120 µm die harder is dan vloeibare verf Voor aluminium plaatmetaalcomponenten creëert anodiseren een oxidelaag die deel uitmaakt van het basismetaal zelf 'kan het niet loslaten of flakken Zinkplateren op koolstofstaal biedt bescherming tegen opofferingscorrosie tegen lage kosten, hoewel de laag van 5-25 µm een beperkte levensduur biedt in zware omgevingen Passivatiestrips maken ijzer vrij van roestvrijstalen oppervlakken en herstellen de chroomoxidelaag die beschermt tegen corrosie.

De meeste herwerkingen van plaatwerkproductieprojecten komen voort uit vijf uitdagingen in de ontwerpfase. Het vermijden ervan kan geld en doorlooptijd besparen.

Productieruns kosten $5-$75 per onderdeel, afhankelijk van grootte en stijl; in prototypevolume liggen de kosten doorgaans tussen $15 en $200+ elk. De belangrijkste factoren die de kosten beïnvloeden zijn onder meer het materiaaltype (roestvrij staal duurt 3-5 keer zo lang om te bewerken als koolstofstaal per kilogram), de vorm (een groter aantal bochten voegde een kleine hoeveelheid tijd toe aan de bewerking), de klasse van tolerantie en oppervlakteafwerking. Volume is uiteraard het meest significant.
Meestal resulteert een 10x toename van het volume in een 50-70% daling van de prijs per eenheid, enz. Vraag offertes aan bij verschillende fabricagebedrijven.
Ja, voor het lasersnijden en het CNC-kantelrembuigen is helemaal geen speciaal gereedschap nodig, dus voor het maken van prototypes van plaatwerk zijn prototypereeksen van 1,5 stuks mogelijk. De doorlooptijd kan variëren van 3 tot 7 werkdagen voor eenvoudigere onderdelen. Hierdoor loopt prototyping ruimschoots vooruit op het stempelen (en de aanschaftijd), aangezien een prototypematrijs uit één stuk $5.000+ kan kosten en het meerdere weken kan duren om te produceren.
In veel gevallen accepteren fabrikanten STEP-, IGES- of DXF-bestanden en kunnen ze zelfs een doorlooptijd van dezelfde week bieden voor eenvoudige geometrieën.
Op zoek naar precisie plaatwerk componenten met snelle doorlooptijden en ontwerp voor productie assistentie?
Dit boek verwijst naar gepubliceerde ISO - en ASTM-specificaties, branchegegevens van Precedence Research en Grand View Research, evenals technische specificaties verkregen uit de verpakkings - en verzendmogelijkheden van fabrikanten De DFM-regels en voorbeelden van tolerantiestapelen zijn representatief voor wat wordt gebruikt in gangbare precisiewerkplaatsen voor plaatwerk die voorzien in de behoeften van auto's, ruimtevaart en elektronica Alle kostenbereiken zijn afgeleid van marktgegevens voor 2024-2025; prijzen zullen veranderen afhankelijk van de locatie, het volume en de beschikbaarheid van materialen.









