


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


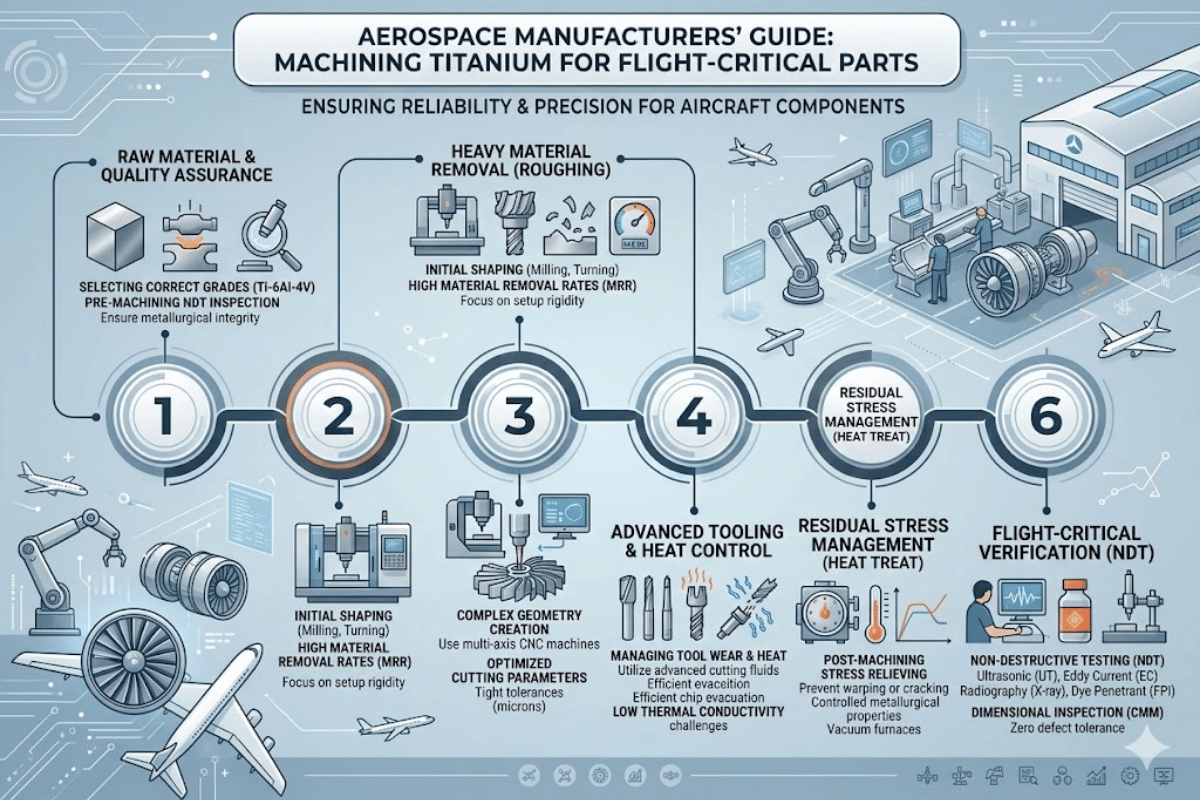
Wie Luft- und Raumfahrthersteller Titan für flugkritische Teile herstellen
Titan ist die Essenz von Tragflächen. Das liegt daran, dass es bei Flugstufe 300 immun gegen Ermüdung ist, nicht von chemischen oder Korrosionsangriffen betroffen ist, die durch Salzsprüh-Common-Carrier-Decks verursacht werden, und seine Form bei Temperaturen behalten kann, die Aluminium in eine Peinlichkeit der Weichheit versetzen. Allerdings sind rohe Titanknüppel, die in Hochleistungskomponenten umgewandelt werden, größtenteils eine ganz andere Geschichte.
Diese Referenz unterscheidet die Legierungen, CNC-Methoden, Werkzeugansätze und anspruchsvollen Spezifikationen, die die Titanbearbeitung in der Luft- und Raumfahrt charakterisieren, von veröffentlichten Materialdaten, der Beratung durch die Werkzeugherstellung bis hin zu Qualitätssystemen in der Luft- und Raumfahrt.
In diesem Leitfaden
So wurde Titan von der Luft- und Raumfahrtindustrie mit drei Luft- und Raumfahrtindustrien übernommen, da es gleichzeitig leichtes Gewicht und leichtes Gewicht von Titan verwendet. Die Verwendung von Titan im Dreamlin7 Dreamlin ist etwa 151 TP3 Strukturgewicht pro Flugzeug, davon 19 Tonnen pro Flugzeug, während der Airbus A350 XWB angenommen wird um etwa 141TP3 enthalten, hauptsächlich das Fahrwerk, die Hütchen und die Verbindungsbefestigungselemente für den Metall.
Die Zahlen sprechen für sich, Obwohl Titan fast genau intermediär zu Aluminium (2,70 g/cm) und Stahl (7,85 g/cm) ist, ist bei einer Dichte von 4,43 g/cm das hohe Festigkeits-Gewichts-Verhältnis charakteristisch für hochfeste Stahllegierungen Ein Flugzeugzellenstruktur-Titanelement ist typischerweise etwa 451TP3 T leichter als äquivalenter Stahl und bietet gleichzeitig die gleichen Zugeigenschaften.
Diese Kombination hochfester Stahllegierungen mit Gewichtseinsparungen ist die Hauptmotivation für den Einsatz von Titan auf Nickelbasis in heutigen Flugzeugzellen American National Standards Institute (ANSI).
Korrosionsbeständigkeit sorgt für noch mehr Unempfindlichkeiten Die schnelle Bildung eines selbstheilenden passiven Titandioxid (TiO)-Oxids in einer Angelegenheit von Millisekunden durch Luftkontakt macht Titan äußerst korrosionsbeständig. Die US-amerikanische Nuklearregulierungskommission (NRC) Berichte, dass Titanrohre nach 16 Jahren Betrieb in kontaminiertem Meerwasser keine Anzeichen von Korrosion aufwiesen, von denen selbst Edelstahl nur träumen kann! Für unsere Marinefliegerflugzeuge und Trägerflugzeuge können über den Flottenlebenszyklus atemberaubende $-Milliarden eingespart werden.
Bei Verwendung bei hohen Temperaturen ist es auch äußerst widerstandsfähig für den Einsatz in Hochtemperaturanwendungen. Beispielsweise können Legierungen wie Ti-6Al-4 V bis zu 400 C und Nahalpha-Legierungen wie Ti-6Al-2Sn-4 Zr-2 Mo bis zu 540 C verwendet werden, was für den Motorkompressor in der Turbine verantwortlich ist, und Nachbrennerbaugruppen mit Aluminium wären nahezu nutzlos geworden.
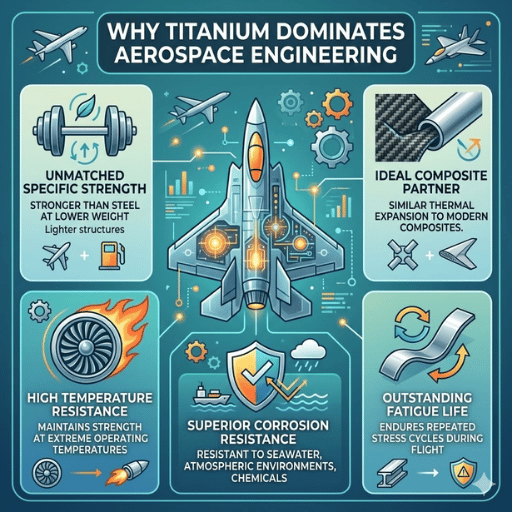
Das Gewichtsverhältnis und die Korrosionsbeständigkeit von Titan machen es zum Material der Wahl sowohl für Flugzeuge als auch für Raumfahrzeuge. Die Festigkeit beträgt etwa die Hälfte des Stahlgewichts und sorgt für strukturelle Integrität in Umgebungen, in denen jedes eingesparte Kilogramm zu Kraftstoffeinsparungen im Laufe jahrzehntelanger Dienstzeit führt.
Was Titan in Luft- und Raumfahrtanwendungen so wertvoll macht, ist die deutliche Kombination aus hoher Festigkeit, geringer Dichte, hervorragender Korrosionsbeständigkeit und Übertemperaturfähigkeit. Kein anderes der Strukturmetalle kann vier auf einmal erreichen.

Die Titanbearbeitung ist immer schwierig, da die gleichen Eigenschaften, die sie zu einem so nützlichen Material für die Luft- und Raumfahrtindustrie machen, nämlich ihre Festigkeit, geringe Wärmeleitfähigkeit und Empfindlichkeit, zum Feind des Schneidwerkzeugs werden. Ob es daher zu einem fertigen Teil verarbeitet wird, ist es wichtig, diese Eigenschaften zu verstehen, um eine unwirtschaftliche Ausschussrate und einen frühen Werkzeugverschleiß zu vermeiden.
| Eigentum | Ti-6Al-4V | Aluminium 6061 | Edelstahl 304 |
|---|---|---|---|
| Wärmeleitfähigkeit (W/m·K) | 6.7 | 167 | 14.4 |
| Elastizitätsmodul (GPa) | 114 | 69 | 200 |
| Typische Fräsgeschwindigkeit (SFM) | 160 230 | 800 1.500 | 300 400 |
| Arbeitshärtung | Schwerwiegend | Minimal | Mäßig |
| Galgenneigung | Hoch | Niedrig | Mäßig |
Wärme verbleibt in der Schneidzone - Aufgrund des großen Unterschieds in der Wärmeleitfähigkeit wird die Wärme bei der Bearbeitung von Aluminium 25-mal schneller übertragen als die von Ti-6Al-4 V. Bei der Bearbeitung von Titan werden fast 801 TP3 T der Wärme an der Werkzeug-Chip-Grenzfläche vom Chip und der Arbeit in die Schneidwerkzeugkante übertragen. Kyocera SGS Präzisionswerkzeuge Stellt fest, dass etwa 80% der Wärme
Eine Erhöhung der Schnittgeschwindigkeit um 301TP3 T könnte zu einer Klingenlebensdauer von 801TP3 T führen.
Titanfederrücken verzerrt die Abmessungen. Da der Elastizitätsmodul von Titan 114 GPA beträgt - etwa 1/2 Stahl - verformt es sich, wenn die Schneidkraft ausgeübt wird, und federt zurück, wenn sich das Werkzeug bewegt. Dies führt zu Geschwätz, Reiben an der frisch bearbeiteten Oberfläche und verzerrten dünnwandigen Komponenten.5 Maschinen, die mit Titan/Nickel/Kupfer/Titan/ usw. arbeiten, sind sich dessen bewusst und kompensieren Federrück-/Dünnwandverzerrungen bei der Befestigung und Planung von Werkzeugwegen.
Aufbau ist zerstörerisch für Werkzeuge Die chemische Reaktivität von Titan bedeutet, dass Späne dazu neigen, durch eine als Aufbaukante bekannte Bedingung an Schneidkanten zu kleben, zu noppen und zu verschweißen. Wie jede Drehung des Werkzeugs aufgebaute Ablagerungen abzieht, Graphitkarbidkörner vom Einsatz wegzieht und kraterförmige, raue Oberflächen erzeugt, die Kraterverschleiß verursachen.
Im Gegensatz zu Metallen wie Aluminium, die schnell Wärme abgeben, stellt Titan einzigartige Herausforderungen dar: schnelle Wärmebildung an der Schneidkante, eine starke Neigung zum Galopp gegen Werkzeugoberflächen und starke Kaltverfestigung, wenn die Vorschüsse zu stark sinken.
Die Verwendung von Aluminium - oder Stahlschneideparametern auf Titan ist einer der häufigsten Fehler, wenn Shops zuerst in das Material eingeführt werden, Ausnahmsweise fällt das Werkzeug aus, die Oberflächenarbeit härtet aus und der Maßfehler wird teurer als der Schrott Verwenden Sie die Titan-Parametertabellen und gehen Sie von dort aus.

Nicht jede Titanlegierung schneidet gleich. Die Auswahl zwischen den in der Luft- und Raumfahrt verwendeten Titansorten erfordert einen Ausgleich der Bearbeitbarkeit mit den Betriebsbedingungen. Jede Legierung bietet einen anderen Kompromiss zwischen hoher Korrosionsbeständigkeit, Kriechfestigkeit und einfacher Schneidbarkeit. Jede Sorte erfordert unterschiedliche Schneidparameter, Werkzeugauswahl und Kühlmittelstrategien. Während Ti-6Al-4V bei weitem das am weitesten verbreitete Material in der Luft- und Raumfahrttechnik ist und bis zu 501 TP3 T aller weltweit hergestellten Titane verwendet. Andere Sorten eignen sich besser für bestimmte Luft- und Raumfahrtanwendungen.
| Legierung | UTS (MPa) | Maximale Temperatur (°C) | Primäre Nutzung der Luft- und Raumfahrt |
|---|---|---|---|
| Ti-6Al-4 V (Grad 5) | 950 1.200 | 400 | Flugzeugzellen, Lüfterblätter, Befestigungselemente |
| Ti-6Al-2Sn-4Zr-2Mo | 1.110 155 | 540 | Kompressorscheiben, Nachbrenner |
| CP-Klasse 2 | 345515 | 250 | Nichtstrukturell, korrosionskritisch |
| Ti-5Al-2,5Sn (Grad 6) | ~900 | 480 | Flügelholme, Rumpfrahmen |
Ti-6Al-4 V – auch bekannt als UNS R56400 und häufiger Ti64 – Das Arbeitspferd ist seine Alpha-Beta-Mikrostruktur bietet die höchste Zugfestigkeit (mindestens 950 MPa im geglühten Zustand, lt SAE AMS 4928(84-107 MPam^), Bruchzähigkeit, und einfache Schweißbarkeit Ti-6Al-4 V macht die Lüfterblätter des Boeing Rolls-Royce Trent 1000, Fahrwerksschmiedeteile, und Tausende von Befestigungen für die Luft - und Raumfahrt aus.
Ti-6 Al-2Sn-4Zr-2Mo übernimmt am oberen Ende, wo Ti-6Al-4 V nicht arbeitet ueber 400 C Kontinuierliche Temperaturen Nahalpha-Legierung, behält seine Kriecheigenschaften bis 540 C. Wird als die gebräuchlichste Legierung fuer die Zwischenkompressorstufen/Scheiben von Turbinentriebwerken verwendet.
Hat auch Silizium (~0,11TP3 T), um das Kriechverhalten bei hohen Temperaturen zu verbessern.
CP Grad 2 – Hier opfern Sie die Festigkeit für Formbarkeit und Korrosionsbeständigkeit. Hat ein niedrigeres UTS (345-515 MPa), aber eine höhere Dehnung (20-30%) als legierte Qualitäten, daher werden Maschinen mit schnellerer Geschwindigkeit verwendet. Wird in der Luft- und Raumfahrt für nichtstrukturelle Titanteile, Hydraulikschläuche und kritische Hardware verwendet, die Korrosionsbeständigkeit erfordern.
Ti-5Al-2.5Sn (Grad 6) ist eine All-Alpha-Legierung mit guter Schweißbarkeit, ausgezeichneter Wartbarkeit bis 480 C und Zähigkeit und Bruchzähigkeit. Sie wird für Strukturkomponenten in der Flugzeugzelle wie Flügelholme, Umlenker und Abluftkomponenten verwendet.
Überprüfen Sie in der Regel, ob die von Ihnen gewählte Spezifikationsstufe über die entsprechenden Steuerungen verfügt, die für Ihre Luft- und Raumfahrtkomponenten erforderlich sind. AMS 4911 höhere Kontrollen über chemische Zusammensetzung und Mikrostruktur für die gleiche Ti6AL-4 V-Legierung hat als ASTM B265 spec-Ebene Wenn Sie die falsche spec-Ebene wählen, kann erste Artikel-Inspektion widerlegen.
Titan Luft - und Raumfahrt CNC-Bearbeitung Kombination aus vier verschiedenen Verfahren ist Nicht alle Verfahren werden für alle Teile oder alle Formen funktionieren, da die Wahl zwischen den Verfahren eher auf die Form des Teils und die Toleranzerwartungen als auf den Rohstoff selbst fällt.
Das Fräsen mit der Fünferachse wurde für komplexe Titanmerkmale in der Luft - und Raumfahrt weit verbreitet, da dieses Verfahren die einmalige Zuführung des Schneidwerkzeugs in 5 verschiedenen Achsen in einem einzigen Aufbau ermöglicht Im Gegensatz dazu erzeugen mehrere Vorrichtungen kumulative Neupositionierungsfehler, ein Problem bei den flugzeugkritischsten Komponenten, wie Blisks, Turbinenschaufeln oder Strukturarmaturen, das 5-Achsen-Fräsen kann bei diesen Aufgaben eine Genauigkeit von 0,005 mm erreichen, wenn man die Toleranzen für Flugzeugsegmente gem Sandvik Coromant.
Das Trochoidfräsen ist eine 5-Achsen-Frästechnik, die einen sehr leichten radialen Eingriff kombiniert mit einer hohen axialen Schnitttiefe verwendet, auf diese Weise wird der Kontaktbogen zwischen Titanwerkstück und Werkzeug minimiert, während eine hohe Spanabtragsgeschwindigkeit erhalten bleibt, da die Wärmeentwicklung proportional zum Kontaktbogen ist, sind reduzierte Schnittdrücke, eine erhöhte Werkzeuglebensdauer und eine dramatisch höhere Produktivität bei gefrästen Titanteilen die Folge Veröffentlichte Berichte des Gesellschaft der Fertigungsingenieure (KMU) Schätzzykluszeit wurde mit trochoidalen Werkzeugwegen in Bearbeitungsversuchen um über 401TP3 T verkürzt, während die Werkzeuglebensdauer in allen Fällen um den Faktor 2 oder mehr verbessert wurde Geschäfte, die auf die Bearbeitung von Titan für Luft - und Raumfahrtanwendungen spezialisiert sind, setzen häufig auf 5-Achsen-Fräszentren gepaart mit fortschrittlicher Technologie für Echtzeit-Werkzeugüberwachung und adaptive Vorschubsteuerung.
CNC-Drehen wird verwendet, um Rotationsmerkmale wie maschinell bearbeitete gehärtete Ti-Legierungswellen und Buchsen zu bearbeiten Titan-Teile, die unter gut kontrollierten, gekühlten Bedingungen und unter Verwendung von beschichteten Karbid-Einsätzen bearbeitet wurden, wurden regelmäßig zu Ra 0,19 µm Oberflächenveredelungen hergestellt Angewandte Wärme ist ein Anliegen (in der Praxis müssen die Vorschubraten auf einem ausreichenden Niveau gehalten werden, um eine Kaltverfestigung des Werkstücks unter dem Werkzeug zu vermeiden; gleichzeitig müssen sie niedrig genug sein, damit Beschichtung und Einsatzlebensdauer bestehen bleiben.
Während das Standardfräsen für 3 Achsen linearer Bewegung und 2 Achsen der Drehpositionierung optimiert ist (die sogenannten 3+2-Bewegungen, da die Winkel während des Betriebs fest bleiben), nutzt die gleichzeitige 5-Achsen-Bearbeitung alle 5 Achsen gleichzeitig, wodurch Regelflächen an Schaufeln und Laufrädern sowie Strukturrippen mit historisch schwierigen Hinterschnitten nun in einem einzigen Aufbau bearbeitet werden können.
EDM kann verwendet werden, um interne Merkmale wie zugängliche oder unzugängliche Löcher zu erzeugen und für übermäßig komplexe Geometrien, bei denen andernfalls mehrere Fräsaufbauten erforderlich gewesen wären. Testanlage für weißen Sand der NASA Schreibt “EDM ist eines der genauesten Präzisionsbearbeitungsverfahren, die verfügbar sind”für komplexe Komponenten, die mit allen möglichen exotischen Metallen bearbeitet werden, einschließlich Titan, Tantal, Niob, wie Wolfram, Rhenium usw. Draht-EDM erreicht Oberflächenbeschichtungen von Ra 0,8 µm auf fertigem Titan Legierungskanten, während Senken-EDM innere Hohlräume oder winzige, unregelmäßig geformte Merkmale erzeugen kann, die selbst für das Fräsen mit mehreren Befestigungselementen zu schwierig sind.
Identifizieren Sie den besten Prozess für jede Teilegeometrie: 5-Achsen-Fräsen für komplexe, prismatische Merkmale mit engen Toleranzen; CNC-Drehen für Merkmale mit Rotationssymmetrie; EDM für interne Merkmale, dünnwandige Teile unter 0,5 mm, die eine zusätzliche Belastung für mechanische Vorgänge verursachen würden, oder zähe, arbeitshärtete Oberflächen. Wenn überhaupt, werden nur wenige Titanteile für die Luft- und Raumfahrt gefräst; Selbst dann werden die meisten mit einer Kombination aus zwei oder mehr dieser Prozesse gefräst.

Die richtige Schneidtechnik für Titan zu finden ist genauso entscheidend wie die Wahl der Originallegierung Schneidparameter für 6 Al-4 V auf veröffentlichte Richtlinien der Forschungs - und Werkzeughersteller einstellen und was Sie erhalten, ist nicht nur ein Arbeitsergebnis sondern erstklassige Produktivität und lange Werkzeuglebensdauer.
| Parameter | Schruppend | Veredelung |
|---|---|---|
| Schnittgeschwindigkeit | 50 –70 m/min (160 – 230 SFM) | 60 – 90 m/min (200 – 300 SFM) |
| Futter pro Zahn | 0,06 – 15 mm/Zahn | 0,04 –0,08 mm/Zahn |
| Axiale Schnitttiefe | 1,03,0 mm | 0,20,5 mm |
| Radiales Engagement | ~30% Werkzeugdurchmesser | 10 – 201 TP3T Werkzeugdurchmesser |
| Werkzeuglebensdauer (pro Kante) | 60 –90 Minuten | 45 –75 Minuten |
Karbidwerkzeuge und keine Keramik verwenden Während keramische Werkzeuge gut für zähe Superlegierungen auf Nickelbasis geeignet sind, gilt herkömmliches beschichtetes oder unbeschichtetes Hartmetall als die beste Lösung für die Bearbeitung von Titan. Um Schneidkanten und Mikrostruktur zu verfeinern, werden manchmal Beschichtungen wie TiAlN und AlCrN mit Oxidschichten von nur wenigen Mikrometern verwendet Verstärkte Schichten, Mehrschichtsysteme aus TiAlN + AlCrN ergaben Leistungsverbesserungen von mindestens 151TP3 T gegenüber unbeschichteten Karbideinsätzen und sollten berücksichtigt werden.
Der Kühlmitteldruck ist kritischer als der Kühlmittelfluss. Liefern Sie Kühlmittel bei hohem Druck und Sie erzeugen einen hydraulischen Keil, der zwischen dem Einsatz und dem Chip eingeschlossen ist. Dieser Keil übte eine Abziehkraft aus, die den Chip sauber bricht und der Schnittzone Wärme entzieht. Die von hergestellte Prozessführung für die Luft- und Raumfahrtbearbeitung Sandvik Coromant Empfiehlt Präzisionsdruckkühlmittel bei 70-100 bar und behauptet bis zu einer 501TP3 T-Verschärfung der Werkzeuglebensdauer und schnelleren Schnitten 201TP3 T. Titan erfordert eine Kühlmittelkonzentration von 10-141TP3 T und Filtration auf 25 Mikrometer oder besser Erfahrene Techniker, die täglich mit Titan arbeiten, entwickeln ein Gespür dafür, wie das Material auf verschiedene Schneidstrategien reagiert (eine praktische Wissensbasis, die anspruchsvolle Spezifikationen und enge Toleranz in der Luft - und Raumfahrt erfordern.
Kosten senken durch Absinken des Kühlmitteldrucks ist falsche Wirtschaftlichkeit Hochwasserkühlmittel greift bei der thermisch beanspruchten Titanbearbeitung nicht in die Werkzeug-Chip-Grenzfläche Chips werden eine gehärtete Oberflächenschicht haben, Werkzeugverschleiß tritt vorzeitig auf, und Teile werden abgelehnt Investieren Sie in Durchspindelabgabe bei mindestens 500 psi (34 bar).
Heutige Hartmetallwerkzeuge werden jede Schneide auf eine Sitzung von 60-90 Minuten verlängern – ein drastischer Gewinn gegenüber der im letzten Jahrzehnt üblichen 10-Minuten-Werkzeuglebensdauer. gem Fertigungsprozessanalyse von KMU: Halten Sie die Vorschubraten hoch genug, um eine Kaltverfestigung zu verhindern, aber kontrolliert genug, um die Lebensdauer des Werkzeugs zu maximieren.

Den Prozess der Luft - und Raumfahrtteile von Anfang an richtig hinzubekommen ist die halbe Aufgabe, zu wissen, dass jedes Teil den Shop innerhalb vorgegebener Grenzen verlassen hat (und dass man es dokumentieren kann!), ist das Unterscheidungsmerkmal zwischen Luft - und Raumfahrt zugelassenen Lieferanten und anderen.
Die Qualitätsinspektion in der Luft - und Raumfahrt durchläuft viele Stufen Koordinatenmessmaschinen (KMU) werden kritische Abmessungen überprüfen, während NIST- zertifizierte High-End-Einheiten erreichen eine Genauigkeit von 0,0044 mm (0,00017 Zoll) über 1.200 mm (47 Zoll) Spannweite. Zerstörungsfreie Prüfung (NDT) 2 Ultraschallinspektion (UT), Flüssigkeitsdurchdringungsprüfung (PT), Radiographie (RT) (Erkennung von Oberflächenfehlern, Rissen und innerer Porosität, die bei der Dimensionsinspektion nicht sichtbar sind. Die Amerikanische Gesellschaft für zerstörungsfreie Prüfung (ASNT) Hält Standards für alle sechs Kern-ZfP-Techniken ein, die in der Luft- und Raumfahrt eingesetzt werden.
Die Materialdokumentation vervollständigt die Qualitätssicherungskette. FAA-Beratungsrundschreiben AC 23-20 Legt fest, dass jede Titancharge bis zur ursprünglichen Mühlenzertifizierung identifizierbar sein muss, wobei die Dokumentation den Zusammenhang zwischen der Rohmaterialchargennummer und jedem Herstellungsvorgang bis zum fertigen Produkt nachweisen muss.
Bevor Sie eine Bestellung für Titan in Luft - und Raumfahrtqualität senden, überprüfen Sie (1) AS9100 D Akkreditierung aktuell und geprüft, (2) NADCAP Akkreditierung für relevante Sonderprozesse, (3) Materialdokumentationskette, die Herkunft bis zur Fabrik Chargennummer dokumentiert, (4) CMM und NDT Kapazität entweder intern oder über einen zugelassenen Subunternehmer, (5) dokumentierter FAI Prozess gemäß AS9102C.

Der Beweis für einen seriösen Präzisionsdienstleister für Titanbearbeitung zeigt sich in drei wichtigen Geschäftsbereichen: Investitionen in die Werkzeugmaschinenkapazität, strenges Prozessmanagement und disziplinierte Aufzeichnungen.
Ausrüstung zählt Der Käufer sollte als selbstverständlich fünfachsige Werkzeugmaschinen gepaart mit fortschrittlicher Technologie für die Kühlmittellieferung durch die Spindel bei hohem Druck nehmen Ein Geschäft mit 3-Achsen-Mühlen oder Niederdruck-Flutkühlmittel wird mit der Werkzeuglebensdauer auf Teilen aus der Luft - und Raumfahrt frustriert sein, und kann Schwierigkeiten haben, enge Toleranzen zu erreichen Suchen Sie nach CNC-Drehzentren mit Live-Werkzeugen, und erkundigen Sie sich, ob EDM ausgelagert oder ins Haus gebracht wurde.
Fähigkeitsprozesse Wie eng kann ein Techniker die von Ihnen geforderten Toleranzen halten? nur erfahrene Techniker, die die temperaturabhängigen elastischen und thermischen Eigenschaften von Titan verstehen, können die Toleranzen halten, die ungeschulte Bediener in herkömmlicher Praxis nicht halten können. Fordern Sie Prozessfähigkeitsdaten (Cpk-Werte) für andere Titanteile ähnlicher Art an; Wenn die Daten einen Cpk von mehr als 1,33 zeigen, ist der Prozess stabil und kontrolliert.
Die Vorbereitung der Dokumentation vor den Systemen wird Monate sparen. Luft- und Raumfahrtprogramme erfordern AS9102 First Article-Pakete, vollständige Rückverfolgbarkeitsfräserzertifikate und CMM-Berichte einschließlich GD&T-Aufrufen. Unternehmen, die diese Infrastruktur bereits vorhanden haben, beschleunigen Lieferzeitpläne im Vergleich zu Geschäften, die diese Mechanismen im Handumdrehen erstellen.
Das Team von Le-creator verfügt über 17 Jahre Erfahrung und wir sind auf die Bearbeitung spezialisiert Luft - und Raumfahrt Titanbearbeitung, 80+ fortschrittliche CNC-Maschinen und 1001TP3 T eingehende Qualitätsprüfung kombiniert Wir betreuen Kunden durch Produktentwicklung bis hin zur Produktion in großen Stückzahlen – wenn Ihr Projekt wettbewerbsfähige CNC-bearbeitete Titanteile mit enger Toleranz erfordert, Sehen Sie sich unsere Titan-CNC-Bearbeitungsdienstleistungen an und sprechen Sie mit unseren Ingenieursfachleuten für eine technische Beratung.

Der Faktor Nummer eins ist die Wärmekontrolle Verwenden Sie unbeschichtete oder PVD-beschichtete Karbide und lassen Sie immer ein Kühlmittel durch die Spindel laufen, mindestens 70-100 bar, 10-141TP3 T Konzentration Halten Sie die Mahlgeschwindigkeiten bei 50-70 m/min.
Führen Sie Ihre trochoidalen Werkzeugwege bei ca. 301TP3 T radialem Eingriff, so dass Ihr Kontaktbogen kurz ist Die Vorschubraten sollten ausreichend hoch sein, um sicherzustellen, dass das Werkzeug immer frisches Material schneidet, anstatt in einer hart arbeitenden Oberfläche zu reiben. Mit diesen Bedingungen können heutige Hartmetalleinsätze 60-90 Minuten pro Kante erreichen, verglichen mit der 10-minütigen Werkzeuglebensdauer, die vor zehn Jahren üblich war.
Die Spänevakuierung sollte kontinuierlich erfolgen. Das erneute Schneiden von Spänen in Titan führt zu einem schnellen Kantenversagen.
Dieser Leitfaden wurde vom Engineering-Content-Team unter erstellt Le-schöpfer – eine Präzisions-CNC-Maschinenwerkstatt in Shenzhen (17 Jahre Erfahrung in der Luft- und Raumfahrt-Ti) mit Kunden aus den Bereichen Medizin, Luft- und Raumfahrt und Industrie. Materialdaten und Schnittparametervorschläge stammen aus veröffentlichten Standards (SAE, ASTM), Regierungsbehörden (NASA, NIST,FAA) und technischen Dokumenten von Werkzeugherstellern. Wir produzieren täglich Ti-6 Al-4 V und ähnliche Luft- und Raumfahrtlegierungen.
Dies ist der Leitfaden, der die Parameter berücksichtigt, die von realen Maschinen erfolgreich übernommen wurden.









