Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


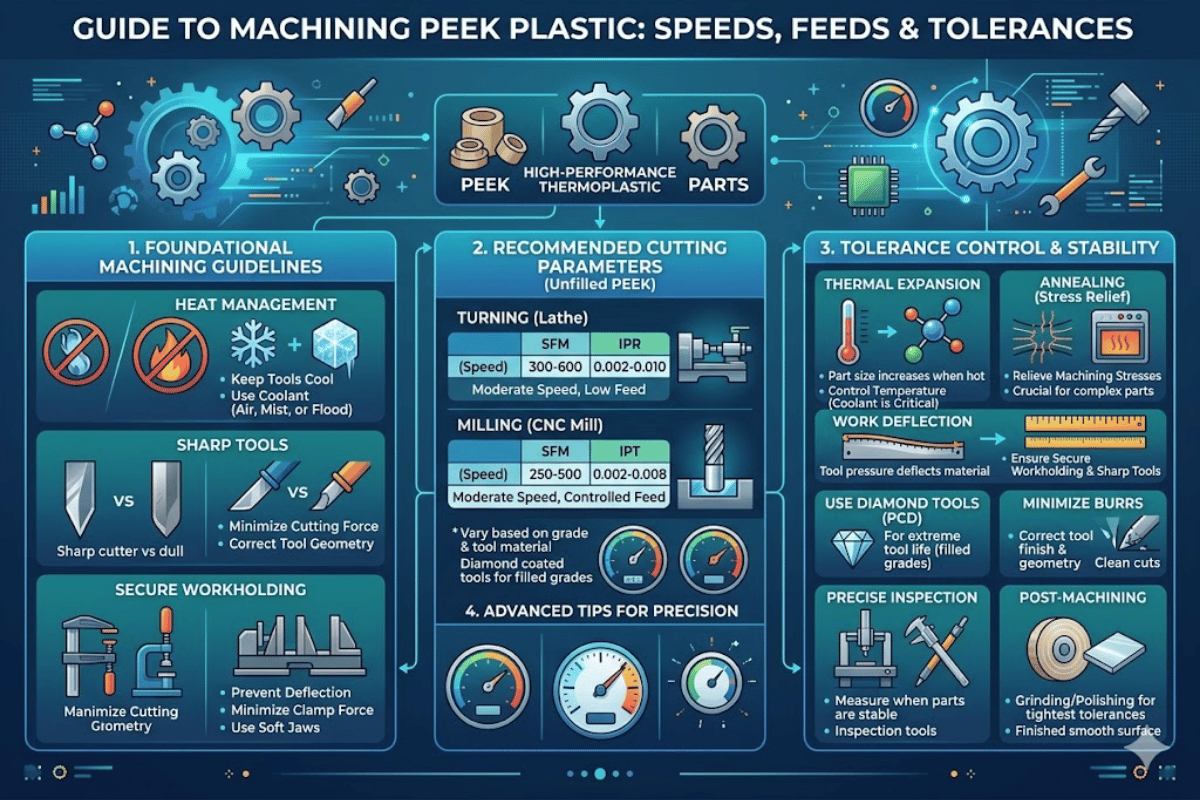
Hoe PEEK Plastic te bewerken Speeds, Feeds, Tool, en Tolerance Control
| Parameter | Value |
| Melting Point | 343 °C (649 °F) |
| Glas Overgangstemperatuur | 143 °C (289 °F) |
| Continue Service Temperatuur | 250 °C (482 °F) |
| Treksterkte (ongevuld) | 100 MPa |
| Coëfficiënt van Thermische E×pansion | 45-55 ppm/K (onder Tg) |
| Thermische geleidbaarheid | 0,25 W/m·K |
| Aanbevolen Tooling | Ongecoat carbide /PCD |
| Haalbare tolerantie | ±0,05 mm (±0,002 inch) |
Peek is een van de meest bewerkbare technische thermoplasten PEEK de meest uitdagende om goed te bewerken Dit overzicht behandelt de bewerking vanuit het perspectief van het materiaal, en bevat informatie over het kiezen van snijgereedschap door de afwerking, met parametertabellen, gloeischema en tolerantierichtlijnen uit onderzoekstijdschriften, datasheets van harsproducenten en e×pertise op de werkvloer. Als u ongevulde staafmateriaal of met glas gevulde plano bewerkt, helpt wat volgt u vervormde onderdelen, gesmolten oppervlakken en geblazen toleranties te voorkomen.
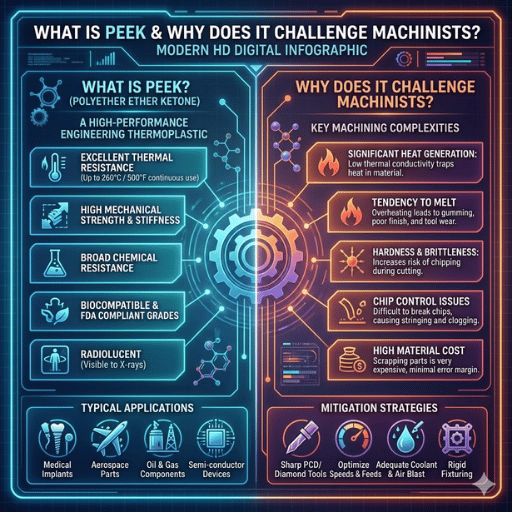
Polyetherether keton (PEEK), is een semi kristallijn thermoplastisch smeltpunt bij 330-340 oC met een kristalliniteit van 20-48%, waarbij het kristalliniteitsniveau wordt beïnvloed door verwerkingsomstandigheden en of de voorraad na de fabricage was uitgegloeid Dit polymeer maakt deel uit van de polyaryletherketon (PAEK) familie van polymeren PEEK, die begin jaren tachtig door Victrex op de markt werd gebracht, is een sterke zwarte thermoplast die uitzonderlijke chemische weerstand vertoont, hoogwaardige mechanische eigenschappen vertoont bij verhoogde temperaturen en biocompatibiliteit.
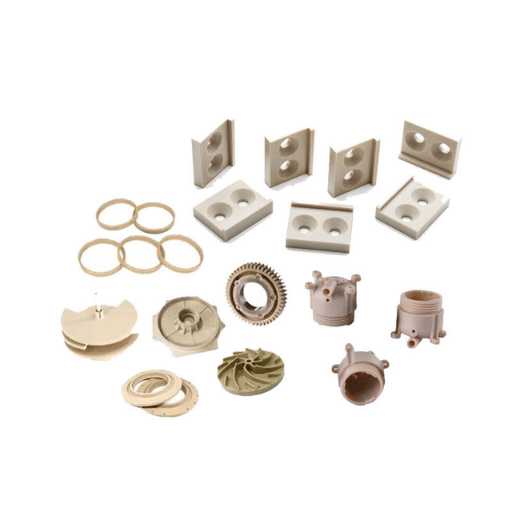
Dit maakt het een directe kandidaat voor metaalvervanging in de lucht- en ruimtevaart, de medische sector en het gebruik van olie en gas, inclusief spuitgietcomponenten waarbij stabiliteit bij hoge temperaturen essentieel is.
De cijfers laten zien waarom machinisten het moeilijk hebben met PEEK. De smelttemperatuur is 343 C (649 F) en de glasovergangstemperatuur is 143 C (289 F). De Victrex PEEK 450G datasheet heeft nog veel meer nuttige informatie, maar de belangrijkste voor de machinist zijn waarschijnlijk de thermische eigenschappen.
De thermische geleidbaarheid is 0,25 W/mK. Vergelijk dat nu met aluminium bij 205 W/mK. Het geleidt ook bij ongeveer 820 th's. Warmte die in de afschuifzone wordt gecreëerd, kan dus geen warmte door het werkstuk afvoeren zoals bij metalen.
Het blijft zitten, precies waar je het niet wilt: op je snijgereedschap.
PEEK zal draderige, ononderbroken spanen in plaats van de gesegmenteerde spanen produceren die u van metalen of zelfs acetaal krijgt Die snaren kunnen zich om het gereedschap wikkelen, opnieuw op het werkstukoppervlak lassen en de oppervlakteafwerking verpesten als ze niet worden weggesneden. En aangezien PEEK elastisch is bij snijtemperaturen, zal het terugveren nadat het gereedschap is gepasseerd. Uw gemeten diameter of boring kan anders zijn dan wat u hebt geprogrammeerd.
The Nationale Gezondheidsinstituten (PMC7796128) meldt dat de bewerkbaarheid van PEEK sterk kan variëren, afhankelijk van het vulmiddelgehalte en de snijparameters. Het is de moeite waard om deze materiaalkennis te kennen als u dat van plan bent CNC machine productie PEEK.
Afhaalpunt: Vergeleken met andere kunststoffen die bij de bewerking worden gebruikt, heeft PEEK een vrij lage waarde van thermische geleidbaarheid van 0,25 W/mK. Dit kan ervoor zorgen dat er geen warmte ontsnapt op het snijgrensvlak, bovendien verandert elastische terugvering de geometrie van de voltooide componenten. Beide verschijnselen vereisen dat de gereedschaps-, parameter- en procesresponsreacties worden gewijzigd.
Alle PEEK rangen machine anders De rang 1. met name het type vulstof en het laden % 's-w-s beïnvloedt gereedschapslevensduur, oppervlakte bereikte afwerking en parametervensters Het gebruik van de verkeerde parameters voor een gevulde rang is een gebruikelijke oorzaak van vroege gereedschapsuitval en schroot.
| Grade | Filler | Treksterkte | Max Service Temp | Tool Wear Impact | Typische Toepassingen |
|---|---|---|---|---|---|
| Ongevuld / Natuurlijk | Geen | 100 MPa | 250 °C | Basislijn (1×) | Afdichtingen, lagers, isolatoren |
| GF30 (30% glasvezel) | Glasvezel | ~160 MPa | 250 °C | 2-3× snellere slijtage | Structurele beugels, pompcomponenten |
| CF30 (30% koolstofvezel) | Koolstofvezel | ~210 MPa | 250 °C | 3-5× snellere slijtage | Lucht- en ruimtevaartfittingen, bussen met hoge belasting |
| Medische kwaliteit (per ASTM F2026) | Geen (ultrazuiver) | 100 MPa | 250 °C | Basislijn (1×) | Ruggengraatkooien, tandheelkundige implantaten |
De praktijken in de industrie lijken erop te wijzen dat met glas gevulde PEEK 2-3 keer sneller hardmetalen snijgereedschappen draagt dan ongevulde kwaliteiten Er wordt niets gezegd over met koolstof gevulde PEEK, dit materiaal gedraagt zich zelfs veel slechter als microschuurmiddelen, slijpen de snijkant bij elke cyclus Gevulde kwaliteitsbewerking vereist diamantgereedschappen 1pcd of met diamant beklede inzetstukken voor allesbehalve ‘Peditcher’/korte run.
Oppervlakteafwerking is een andere graadvariatie.zoals gedocumenteerd in PMC7796128 Haalbare oppervlakteruwheid van 0,6-3,0 m Ra op ongevulde PEEK met bewerkingsomstandigheden: draaien Ongevulde kwaliteiten eindigen iets gladder onder consistente draaiparameters, waarschijnlijk omdat vezels zich zuiverder van het oppervlak scheiden dan eruit worden getrokken.
📐 Technische opmerking
PEEK van medische kwaliteit eiste naleving van ASTM F2026 en operaties binnen een afgesloten gecontroleerde omgeving (speciaal gereedschap, scheiding van het koelsysteem, deeltjesbeheer), faciliteitenvereisten voor het uiteindelijke implantaat.
Le-creator's bewerking van PEEK-materiaal de service biedt ongevulde, GF- en CF-voorraad met graadspecifieke procescontroles.
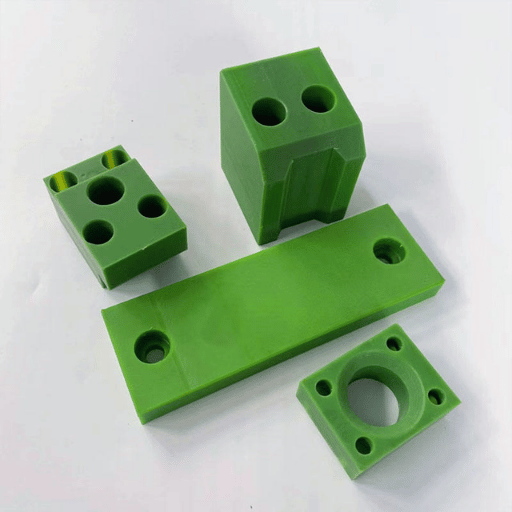
Hoofdpunt: vuller type is wat invloed heeft op tooling en proces parameters Groene ongevulde PEEK is de zachtste, mineraal-versterkte is de moeilijkste Kies de juiste tooling voor de rang, bepaal dan optimale instellingen.
Gereedschap selectie voor PEEK is gebaseerd op de rang wordt bewerkt, kenmerk geometrie, oppervlakte afwerking eisen Het niet kiezen van de juiste tooling veroorzaakt meer schroot op PEEK banen dan onjuiste snelheden/toevoeren, omdat het selecteren van de beste tool volledig definieert het warmteniveau en chip flow.
Carbide (off the shelf fijnkorrelig ongecoat carbide) is effectief bij het bewerken van ongevulde PEEK Siliciumcarbide (SiC) gereedschap is ideaal voor de natuurlijke kwaliteiten, bestand tegen de matige schurende aard van de polymeren Voor GF30 en CF30 kwaliteiten, een PCD (polycrystalline diamant) of carbide gereedschap met een diamant coating biedt de beste levensduur slijtage 'onder 10 delen en HSS is snel dof, per een industrie commentator die een gruwelijke foto van een net geslepen boor dof geleverd binnen een klein handjevol gaten.
Randradius moet 0,01-0,02 zijn voor de meest effectieve resultaten met minimale braamvorming PEEK vervormt in plaats van afschuiving met een stomp gereedschap Een hellingshoek van 0-6 positief zorgt voor goede draaiprestaties Bij frezen helpt een positieve hellingshoek van 10-15 druk tegen de frees te voorkomen en stimuleert het de spaanstroom door de snede.
Eindmolens met één fluit worden aanbevolen voor kenmerken die een zeer dunne wand vereisen (minder dan 1,5 mm), omdat ze de druk op het gereedschap bij elke omwenteling verminderen.
Het coaten van PEEK-gereedschap met carbide veroorzaakte materiaaluitstrijkjes omdat de coating wrijving en hitte veroorzaakte bij contact met het polymeer, en indien vastgeklemd een streperig geglazuurd oppervlak op ongevulde PEEK. Als het zilver in het oppervlak stroomt, is de coating het probleem.
Le-creator's CNC-bewerkingsservice voert gecarbureerde en PCD-tooling uit voor PEEK-taken.
Okeyou: Match ongecoat carbide met ongevulde PEEK, zorg ervoor dat de randradius minder dan 0,02 mm is en gebruik positieve hellingshoeken Gebruik eindmolens met één fluit op wanden die dunner zijn dan 1,5 mm.
Snelheid en voedingssnelheden voor PEEK-bewerking zijn heel anders dan typische basiskunststoffen zoals nylon of acetaal Niet alleen zijn de parametervensters voor maximale en minimale bereiken krapper, de gevolgen van het werken buiten die ramen zijn veel hoger, en gevulde kwaliteiten vereisen ook nog lagere waarden De 3 onderstaande tabellen behandelen de 3 meest voorkomende PEEK CNC-bewerkingen, frezen en boren.
| Parameter | Ongevulde PEEK | Glasgevuld (GF30) | Met koolstof gevuld (CF30) |
|---|---|---|---|
| Snijsnelheid | 50-100 m/min | 35-70 m/min | 30-60 m/min |
| Feed Rate | 0,05-0,15 mm/omw | 0,05-0,10 mm/omw | 0,05-0,10 mm/omw |
| Diepte van Cut (ruw) | 1,0-3,0 mm | 0,5-2,0 mm | 0,5-1,5 mm |
| Diepte van de snede (afwerking) | 0,1-0,5 mm | 0,1-0,3 mm | 0,1-0,3 mm |
| Parameter | Ongevulde PEEK | Glasgevuld (GF30) | Met koolstof gevuld (CF30) |
|---|---|---|---|
| Snijsnelheid | 50-100 m/min | 35-70 m/min | 30-60 m/min |
| Voer per tand | 0,05-0,15 mm | 0,03-0,10 mm | 0,03-0,10 mm |
| Diepte van Cut | 0,5-2,0 mm | 0,3-1,0 mm | 0,3-1,0 mm |
| Parameter | Ongevulde PEEK | Glasgevuld (GF30) | Met koolstof gevuld (CF30) |
|---|---|---|---|
| Snijsnelheid | 30-60 m/min | 20-40 m/min | 20-40 m/min |
| Feed Rate | 0,05-0,10 mm/omw | 0,03-0,08 mm/omw | 0,03-0,08 mm/omw |
| Peck Diepte | 1× boor diameter | 0,5× boordiameter | 0,5× boordiameter |
Belangrijkste conclusie van de PMC7796128-studie: snijsnelheid verklaard 61.3% van verspanende krachtvariatie waargenomen in ongevulde PEEK, en een nog hogere 83.6% voor GF30! spindelsnelheid domineert verreweg andere parameters Kleine parameterveranderingen leiden tot grote verschillen in verspanende kracht, temperatuur en oppervlaktekarakteristieken.
Contra-intuïtief maar goed gedocumenteerd feit: voor PEEK kan het verhogen van de voedingssnelheid de temperatuuropbouw verlagen. Met een hogere voeding passeert elke omwenteling meer materiaal het snijgereedschap, zodat het meer thermische energie in de chips wegvoert van de snijder. Als u te zacht en zo licht loopt dat de chips niet volledig zijn gevormd, ontstaat er een werkoppervlak met overtollige wrijvingswarmte zonder overvloedige verwijdering van de energie die het produceert.
Wees conservatief om te beginnen. Verhoog de voedingssnelheid geleidelijk. De niet-lineaire reactie van PEEK op bewerkingsparameters zal u verrassen. Geelverkleuring of uitsmeren op het werkstukoppervlak zijn uitingen van overmatige hitte. Laat de spilsnelheid vallen of verhoog indien nodig de voedingssnelheid, maar doe niet beide tegelijkertijd.
📐 Technische opmerking
Startwaarden zijn samengesteld uit Drake Plastics, Ensinger en andere gepubliceerde bronnen Uw kracht, temperatuur, chipvorm en oppervlak zullen variëren op basis van machine - en materiaalverschillen Maak testcuts voordat u begint, vooral wanneer u tussen ongevuld en gevuld gaat.
Winkels zonder de luxe van een speciale PEEK-snijgereedschapset kunnen de tijd van vallen en opstaan aanzienlijk verkorten door samen te werken met de deskundige hardloopsessies precisie CNC-bewerking elke dag op PEEK en heeft voor elke graad gevalideerde parameters.
Prime takeaway: Snijsnelheid regelt 61-84% van krachtvariatie bij het bewerken van PEEK Houd het laag, verhoog de voedingssnelheid vóór de spilsnelheid en vergeling is de primaire indicator van de temperatuursterkte.
Houd bij het bewerken van PEEK rekening met: uw koelmiddelbehoeften zullen in strijd zijn met de intuïtie van metaalbewerking, aangezien de meeste machinisten naar overstromingskoelvloeistof grijpen. Dit wordt in feite niet geadviseerd, omdat vloeistof onder temperatuurverschilspanning de neiging zal hebben om microscheurvorming in het oppervlak te veroorzaken, misschien niet waarneembaar voor het oog op het moment van vorming, maar gevoelig voor falen tijdens belasting- of vermoeidheidscycli.
De beste methode om thermische schokken te voorkomen is perslucht die op de fabriek is gericht. Het verandert de temperatuur niet zo snel als koelmiddelen op water- of nevelbasis, terwijl chips worden opgeruimd. Wanneer extra koeling gewenst is voor verticale klussen in de diepe zak, zijn kleine koelvloeistofnevels met nog steeds vochtigheidsregeling zonder olie die het PEEK-oppervlak binnendringt geschikt.
De thermische uitzettingscoëfficiënt (CTE) van PEEK voegt nog een laag toe. 45-55 ppm/K onder de glasovergangstemperatuur, PEEK zet ongeveer twee keer zoveel uit als (23 ppm/K). Je kijkt naar 0,011-0,014 mm groei voor elke stijging van de temperatuur met 10 C tijdens het bewerken, alleen op een onderdeel met een diameter van 25 mm, iets om te overwegen wanneer je tolerantiebudget 0,05 mm bedraagt Onthoud: temperatuurstabiliteit is een maatvereiste, niet alleen een oppervlakteafwerking.
Overstromingskoelmiddel op PEEK veroorzaakt thermische schok en kan microscheuren bevorderen Gebruik samengeperste lucht voor het spaander-opruimen en warmteverwijdering Gebruik nevel koelmiddel alleen wanneer nodig en alleen met oplossingen op waterbasis.
Chipcontrole is veel belangrijker dan koeling bij PEEK-snijbewerkingen. Snaarachtige PEEK-chips hebben de neiging zich rond de snijgereedschappen te wikkelen en aan het werkstuk te lassen als ze niet continu worden verwijderd. Plaats uw hogedrukluchtstoot om spanen weg te blazen van de snede, niet verder erin.
De conclusie: Vermijd overstromingskoelvloeistof op PEEK Gebruik perslucht uitsluitend voor het verwijderen van spanen en het verwijderen van warmte Gebruik nevelkoelvloeistof, maar alleen als de lucht het werk niet alleen doet.

Gloeien: Gemeenschappelijke, kritische stap vaak over het hoofd gezien Niets brengt afgewerkte PEEK-onderdelen verkeerd uit en zorgt ervoor dat ze sneller uit de tolerantie gaan dan het overslaan van het gloeien Geëxtrudeerde staven en platen hebben restspanningen van het extrusieproces Wanneer je die spanningen ongelijkmatig doorsnijdt, snavel ze los en zorgen ervoor dat het onderdeel kromtrekt Gloeien verlicht die kromtrekkende spanningen voordat ze het onderdeel meetbaar vervormen.
Er zijn drie situaties waarbij gloeien nodig is
Boedeker Plastics heeft voor PEEK een gloeicyclus vastgesteld:
📐 Technische opmerking PEEK-gloeischema
Fase 1: Hellingoven naar 300 F (149 C) gedurende 2 uur Houd deze gedurende 60 minuten op 300 F voor elke dikte van 0,25 inch (6,4 mm).
Fase 2: Hellingoven naar 375 F (191 C) gedurende 2 uur Houd gedurende dezelfde tijd op 375 F als bepaald in fase 1.
Koeling: temperatuur verlagen met 50 F (28 C) per uur totdat kamertemperatuur is bereikt Open de ovendeur niet tijdens het afkoelen, omdat de ongebalanceerde luchtstroom stratificatie veroorzaakt.
Voorbeeld wanddikte van 1″ (25,4 mm) heeft een houdtijd van (4 uur).Een onderdeel met wanddikte van 0,020″ (0,5 mm) heeft in elke fase 0,5 uur nodig.
De hele cyclus voor een onderdeel van 2,5 cm dik duurt ongeveer 18-20 uur, inclusief op- en afbouwen. Dat is een lange lead-time, maar je zou een voltooid onderdeel moeten bewerken, moeten observeren dat de oorlog 's nachts plaatsvindt, dan het onderdeel moeten schrapen en geconfronteerd met het bijbehorende tijdverlies van de machine, wachtend tot een uitgegloeide prefab opnieuw wordt bewerkt. De gesloten lus van Le-creator kunststofbewerking cyclus bespaart doorlooptijd door standaard te gloeien voor alle PEEK-taken met strakke tolerantie.
Belangrijke afhaalmaaltijd: gloei altijd uw geëxtrudeerde PEEK-voorraad vóór het machinaal bewerken Voor onderdelen met een strakke tolerantie, gloei na het voorbewerken-gloeien opnieuw na het beëindigen Volg de Boedeker 2-traps opritcyclus en koel af met niet meer dan 50 F/uur.

Gebruik van PEEK extrusie stock-altijd gloeien Voor tight tolerance onderdelen-gloeien na voorbewerken en na het afwerken Gebruik Boedeker tweetraps rampschema; koel af op niet meer dan 50 F/uur.
| Tolerantieniveau | Tolerantiebereik | Vereisten |
|---|---|---|
| Standaard | ±0,10 mm (±0,004 inch) | Scherp gereedschap, juiste snelheden en feeds |
| Precision | ±0,05 mm (±0,002 inch) | + Gloeien + temperatuurgecontroleerde omgeving |
| Hoge Precisie | ±0,025 mm (±0,001 inch) | + Na-gloeien, stabilisatietijd, 20 °C inspectie |
Drie niveaus van tolerantiecontrole zijn praktisch voor PEEK-bewerking Als u eenmaal het tolerantieniveau begrijpt dat uw taak vereist, kunt u de juiste bedieningselementen opgeven en onder - of over-engineered oplossingen vermijden.
Productiemethodologie voor precisie PEEK-componenten: Ontharingsgrondstof Ruwe machine Heruitgloeien Afwerkingsmachine Wacht 2-4 uur bij kamertemperatuur Inspecteer bij 20 C. Desktopmeting van PEEK-onderdelen direct na bewerking levert onbetrouwbare metingen op - de PEEK moet 2-4 uur de tijd krijgen om thermisch in evenwicht te brengen voorafgaand aan de meting.
✔ Voordelen van PEEK-bewerking
⚠ Beperkingen van PEEK-bewerking
Voor productieonderdelen met strakke tolerantie schrijft Le-creator inspectie bij 20 °C ±1 °C en gloeien voor iedereen voor PEEK machining jobs standaard Voor het meest precieze werk is het anneal-rough-anneal-finish protocol normaal.
Belangrijkste afhaalmaaltijden: Anneal PEEK om afmetingen te regelen Langzaam afkoelen, verifiëren bij gecontroleerde temperatuur 2-4 uur toestaan voor thermische stabilisatie vóór inspectie.

De meeste iteraties van Le-creator CNC-machine PEEK-geen vulmiddel, glasvulling of koolstofvulling-tot 0,025 mm met 17+ jaar precisie-in-house ervaring Stuur ons uw tekening, en we zullen de meeste PEEK-onderdelen binnen een dag of twee op offerte huisvesten.
De parameters en technische referenties die in deze PEEK-bewerkingsgids worden gebruikt, zijn afgeleid van Victrex PEEK 450G-gegevensbladen, Drake Plastics-bewerkingsrichtlijnen, een peer-reviewed vergelijkingsonderzoek naar bewerkbaarheid en meest recentelijk een Boedeker-gloeiprotocol. Le-creator heeft ervaring met het produceren van PEEK-productiekwaliteit volgens specificaties en toleranties. Onze aanbevelingen zijn gebaseerd op de chemie van PEEK in drie verschillende vormen: ongevuld, GF30 en CF30. Hyperlinks naar de gegevensbronnen zijn inbegrepen.