


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


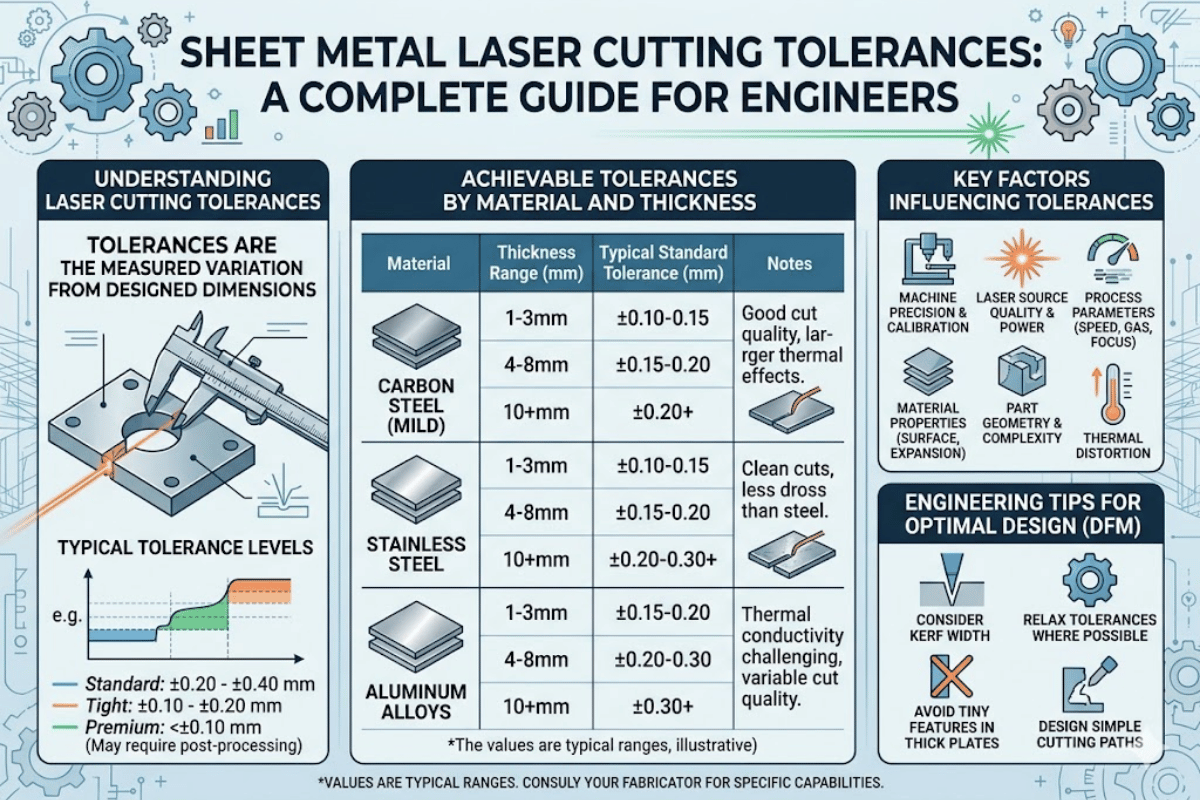
De Toleranties van de Lasersnijden van het bladmetaal: Een Volledige Gids voor Ingenieurs
De snijtoleranties van de bladmetaallaser zijn wat bepaalt of een deel van u past, werkt en door een klant wordt geaccepteerd De standaard snijtoleranties van de bladlaser moeten worden verwacht in het bereik van 0,005 inch -0,010 inch (0,13-0,25 mm) op de meeste materialen en diktes Vezellasersnijsystemen geven de strakste plaatlasersnijtolerantie van 0,002 tot 0,003 inch op een lichte meter roestvrij staal of zacht staalplaat Wat volgt is een tabel met snijtolerantiegegevens van de plaatlaser gefilterd op materiaal en dikte, een vergelijking van de nauwkeurigheid van de vezellaserbeheer, een overzicht van de factoren die van invloed zijn op hoe strak of los uw lasermateriaal lasertolerantie plaatwerk fabricage kosten.
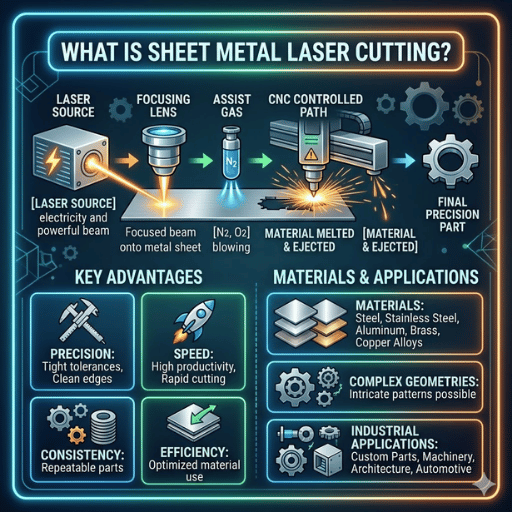
Het lasersnijden van plaatmetaal is een modern, computer numerical control (CNC), thermisch plaatmetaalsnijproces dat een laserfocus heeft die langs een geprogrammeerd pad uw plaatmetaal smelt, verbrandt, verdampt of doorblaast. Een hulpstoot van stikstof, zuurstof of perslucht wordt door het lasersnijmondstuk geleid om gesmolten materiaal uit de kerf te verwijderen en te voorkomen dat het snijvlak wordt geoxideerd.
Op de marktplaats voor plaatmetaallasersnijden zijn twee laserbronnen populair Een vezellaser produceert licht met een golflengte van 1,06 m dat via een flexibele vezel naar de snijkop wordt overgebracht, In een gasmengsel van kooldioxide, stikstof en helium produceert een CO2-laser licht met een golflengte van 10,6 m De glasvezellasersnijtechnologie heeft steeds meer CO2-systemen voor plaatmetalen met een dikte van minder dan 12 mm ingehaald, omdat deze sneller kan snijden, zuiniger kan werken en reflecterende metalen zoals aluminium, koper en messing kan verwerken zonder problemen met de terugreflectie van de straal.
Computer Numerical Control (CNC) plaatlasersnijmachines gebruiken een stijve CNC-controller om tweedimensionale profielsnijpaden uit te voeren, meestal geïmporteerd via een DXF- of DWG-tekenbestand. Grootformaat fiberlasersnijmachines uitgerust met 3-6 kW beschikbaar snijvermogen snijden zacht staal zo dik als 20 mm, roestvrij staal zo dik als 15 mm en aluminium zo dik als 12 mm. De plaatsingsnauwkeurigheid van een goed onderhouden, regelmatig geïnspecteerde machine is 0,001 inch, terwijl de herhaalbaarheid van dezelfde machine met hetzelfde programma 0,0005 inch is over de gehele lengte van de slag. Vergeleken met plasmasnijden levert de laser een veel kleinere plasmakerkwaliteit 5 mm,4 mm.
De sleutel tot de snijtolerantie van de plaatlaser is materiaal en dikte. Tolerantiegegevens voor de hieronder genoemde plaatlegeringen, gesneden op een modern fiberlasersysteem bij standaardkalibratie, worden weergegeven in de tabel. Alle toleranties zijn wat dimensionale controle kan zijn op de diameter van de snijkenmerken, de sleufbreedte en de omtrek van de onderdelen, en niet de nauwkeurigheid en herhaalbaarheid van de machinelocatie.
| Materiaal | Diktebereik | Typische Tolerantie | Notes |
|---|---|---|---|
| Mild Steel | 0,5-3 mm | ±0,1 mm (±0,004″) | Vezellaser; stikstof of zuurstofhulp |
| Mild Steel | 3-12 mm | ±0,2 mm (±0,008″) | Dikkere materialen vereisen een lagere voedingssnelheid |
| Mild Steel | 12-25 mm | ±0,3-0,5 mm (±0,012-0,020″) | CO2- of hoogvermogenvezel (10 kW+) |
| Roestvrij staal | 0,5-3 mm | ±0,05-0,1 mm (±0,002-0,004″) | Beste snijkwaliteit; stikstofhulp bij voorkeur |
| Roestvrij staal | 3-8 mm | ±0,1-0,2 mm (±0,004-0,008″) | Stikstof voor oxidevrije rand |
| Aluminium | 0,5-3 mm | ±0,1 mm (±0,004″) | Vezellaser heeft de voorkeur; reflecterend oppervlak |
| Aluminium | 3-10 mm | ±0,15-0,25 mm (±0,006-0,010″) | Hoge thermische geleidbaarheid verbreedt HAZ |
| Brass | 0,5-3 mm | ±0,1 mm (±0,004″) | Alleen glasvezel; CO2 straal reflecteert |
| Copper | 0,5-3 mm | ±0,1-0,15 mm (±0,004-0,006″) | Heeft hoog vermogen nodig (4 kW+); smal procesvenster |
Op een schaal van 10:1 kunnen de toleranties op dik zacht staal oplopen tot 0,02", terwijl roestvrij staal kan worden gesneden tot 0,002″. Alle snijtoleranties voor plaatlasers zijn sterk afhankelijk van de materiaaldikte, aangezien naarmate het materiaal dikker wordt, er meer energie moet worden geleverd om de snede te bereiken, de resulterende kerf breder is en de door hitte beïnvloede zone daarmee toeneemt, wat allemaal een lossere tolerantie voor het voltooide onderdeel betekent.
Als hij een lasergesneden onderdeel op zijn freescentrum laat draaien voordat hij de machine bewerkt roestvrij staal of aluminium, hij zal de vermelde tolerantie voor de diameter van de as-cut willen, zodat hij dit kan verklaren bij het aftrekken van zijn voorraad.
Naast verschillen in golflengte, bundelafgifte en interactie met het metaal, hebben fiberlasers en CO2-lasers verschillende tolerantiemogelijkheden, snijkwaliteit en kosten per onderdeel De onderstaande tabel vat de vergelijking voor plaatwerk samen.
| Criteria | Fiber Laser | CO2 Laser |
|---|---|---|
| Golflengte | 1,06 µm | 10,6 µm |
| Positionele Nauwkeurigheid | ±0,002″-0,003″ | ±0,004″0,005″ |
| Herhaalbaarheid | ±0,001″ | ±0,002″ |
| Snijsnelheid (dunne meter) | 2-3x sneller dan CO2 | Baseline |
| Balk Diameter | ~25 µm gerichte plek | ~75-100 μm gerichte plek |
| Kerf Breedte | 0,1-0,2 mm | 0,2-0,4 mm |
| Reflecterende Metalen | Snijdt messing, koper, aluminium | Risico op terugreflectieschade |
| Dik staal (>20 mm) | Vereist 10 kW+ systemen | Sterke performer tot 25 mm |
| Operationele kosten | 30-50% lager (elektrische efficiëntie) | Hoger (gasverbruik, spiegels) |
Het snijden van de vezellaser maakt een kleinere straaldiameter en smallere kerf mogelijk dan CO2-snijden, wat zich vertaalt in strakkere toleranties en minder schroot De golflengte van 1,06 m wordt effectiever geabsorbeerd door metalen, zodat fiberlasers snellere doorsteek - en snijprestaties leveren op dun tot middelgroot plaatwerk Dit is de reden waarom de meeste nieuwe laserwinkels die zich richten op plaatwerkzaken een fiberlasersnijsysteem zullen kopen.
Het is waar dat CO2-lasers nog steeds een voordeel hebben op twee gebieden: prestaties op dik staal boven 20 mm dikte waarbij de langere golflengte zorgt voor een betere bundelkoppeling op diepte, en bij het verwerken van niet-metalen materialen zoals acryl, hout of textiel Voor speciale lasersnijdiensten voor plaatwerk is de standaard vezel.
Dankzij betrouwbare afmetingen is nauwkeurigheid tot 0,002″ op dun roestvrij staal en 0,003 inch op dun zacht staal nu standaard op een speciaal fiberlasersysteem, ongeveer gelijk aan de CO2-niveaus van tien jaar geleden, maar met 2-3x de bedrijfskosten.
Op de werkvloer zijn lasersnijtoleranties een combinatie van 7 op elkaar inwerkende factoren. Als u ze allemaal kent, kunt u begrijpelijkere specificaties schrijven en problemen met de fabrikant voorkomen.
De kerf is de breedte van materiaal dat door de laserstraal wordt verwijderd bij het snijden De typische kerfwaarde is 0,1 mm op dun roestvrij (vezellaser) tot 0,4 mm op dik zacht staal (CO2-laser) Het computerondersteunde productiepakket (CAM) neemt kerfcompensatie, waardoor het gereedschapspad met de helft van de kerfbreedte verandert, zodat het voltooide deel op maat landt. Als de kerfcompensatie onjuist is of de kerfbreedte varieert als gevolg van versleten optica, bewegen alle kenmerken van het onderdeel met die hoeveelheid.
Thermische energie van de laserstraal resulteert in een door warmte beïnvloede zone (HAZ) langs de snijrand Warmteopbouw op kleine onderdelen veroorzaakt kromtrekken en warmtevervorming, waardoor kenmerken buiten de tolerantie worden getrokken Aluminium en roestvrij staal worden het vaakst beïnvloed vanwege hun thermische geleidbaarheid (roestvrij) of thermische uitzettingscoëfficiënt (aluminium). Om hiermee om te gaan is een geoptimaliseerde snijvolgorde nodig (eerst kleine snufjes snijden), methoden voor het in tabs en/of gepulseerd snijden en passende bevestiging en klemming.
De vlakheid van plaatmetaal vóór het snijden heeft een onmiddellijk effect op de tolerantie van het uiteindelijke onderdeel. Een boog van 2 mm over een plaat van 1500 mm (roestvrij) veroorzaakt bijvoorbeeld variatie in de scherptediepte, wat vervolgens variatie in de breedte van de kerf en de randhoek veroorzaakt. ISO2768 moet bij bestelling van plaatwerk de vlakheid tol (plat of spanningsvrij) specificeren. Voor werkzaamheden met een strakke tolerantie moet vlak of spanningsvrij materiaal worden gebruikt.
Laserinteractie, thermische geleidbaarheid, reflecteren, reflecteren het energieabsorptieproces. De hoge thermische geleidbaarheid van koper reflecteert en geleidt laserenergie snel weg, waardoor een hoog laservermogen nodig is om een stabiele kern te produceren. De reflectiviteit van aluminium bij CO2-golflengten maakte het vervolgens onmogelijk om te snijden voordat fiberers op de markt kwamen. Elk materiaal heeft een procesvenster met aanvaardbare snijparameters, waardoor het venster krimpt naarmate de dikte van het materiaal toeneemt.
De nauwkeurigheid van de CNC-positionering is gebaseerd op de nauwkeurigheid van de lineaire aandrijvingen op de machine, de resolutie van de encoder en de kalibratiestatus. Een fiberlasersnijsysteem met lineaire motoren en encoders op glasschaal heeft doorgaans een nauwkeurigheid van 0,001″ en een herhaalbaarheid van 0,0005″. Zonder frequente kalibratie, ten minste jaarlijks in overeenstemming met NIST meetnormen13.00 uur specificaties zullen afdrijven. Ontdek wat uw fabrikant doet voor kalibratie en hoe vaak.
De interactie van laservermogen, voedingssnelheid, hulpgasspecificatie, gasdruk en scherpstelpositie bepaalt de snijkwaliteit Overmatige voedingssnelheid veroorzaakt een ruwe rand met schuim; te langzaam veroorzaakt een grotere HAZ met doorbrandrisico Elke materiaal/diktecombinatie heeft een specifiek procesvenster voor de verschillende parameters Terwijl de meeste fabrikanten parameterbibliotheken leveren, past een ervaren operator op maat parameters aan voor elke taak.
Het snijmondstuk richt hulpgas coaxiaal met de laserstraal Als het mondstuk beschadigd is, spatophoping of sproeipatroon uit het midden is, veroorzaakt de resulterende asymmetrische hulpgasstraal een ongelijkmatige afbuiging van de plas gesmolten metaal, waardoor asymmetrische randkwaliteit ontstaat. Bij het begin van elke dienst moet mondstukinspectie worden uitgevoerd, vervanging bij de eerste indicatie van spatvorming.

Lasersnijkosten per onderdeel zijn een functie van zes factoren Deze factoren kennen helpt u ontwerp - en sourcingkeuzes te maken die de kosten van onderdelen verlagen zonder dat dit ten koste gaat van de toleranties die u nodig hebt.
Materiaalkosten zijn een functie van legering, dikte en plaatgrootte Roestvrij staal kost 2-3 keer meer per kg dan zacht staal; aluminium zit ertussen Het kopen van standaard plaatafmetingen (1.220 2.440 mm of 1.500 3.000 mm) verlaagt de plaatkosten per vierkante meter in vergelijking met aangepaste maten.
Machinetijd is veruit de grootste kostencomponent Vezellasers snijden dun materiaal 2-3 keer sneller dan CO2-lasers, dus dienstverleners die vezelprocesapparatuur gebruiken, hebben over het algemeen lagere onderdeelkosten voor metalen onder de 6 mm. Dikkere plaatkosten stijgen met een grotere snijsnelheid.
Hoe strakker de tolerantie, hoe groter de kosten Het perfectioneren van 0.002″ toleranties vergt lagere snijsnelheden, meer procescontrole en 100% deelinspectie. 0.010″ toleranties maken sneller snijden en monstergebaseerde inspectie mogelijk Heeft u uw tolerantieniveau echt nodig?
Batchgrootte is een belangrijke overweging omdat de instel - en programmeerkosten over runs worden verdeeld Een eenmalig prototype draagt de volledige setup overhead ($50-$150) verspreid over een enkel onderdeel; een run van 1.000 stuks verlaagt die overhead tot slechts centen per onderdeel.
Secundaire bewerkingen zoals buigen, verzinken, hardware-inbrengen, ontbramen en oppervlakteafwerking zullen de werkkosten verhogen. Bij een kantbank zal elke tiende millimeter toename van de meettoleranties 0,010″-0,020″ toevoegen aan de verzamelde toleranties en moet daarom in overweging worden genomen bij het ontwerpen als snijtoleranties. Het verzinken moet na het lasersnijden als een afzonderlijke stap op een andere machine worden uitgevoerd.
Nesting efficiëntie beïnvloedt materiaalkosten Eenvoudige rechthoekige profielen nestelen perfect zonder afval, complexe organische curven kunnen kleine opbrengsten achterlaten De meest geavanceerde nesting software voor standaard onderdelenmixen produceert materiaalgebruik in het bereik van 75-85% Voor een gedetailleerde uitleg over hoe de bewerkings - en fabricagekosten zich opbouwen, bekijk onze verspanen kosten afbraak guide.
Deze 8 zullen helpen bij het ontwerpen van lasergesneden onderdelen die eenvoudiger te vervaardigen, inspecteren en assembleren zijn, met minder tolerantieproblemen.
1. Ontwerp voor de minimaal benodigde tolerantie. Het toepassen van 0,002″-tolerantiewaarden op alle kenmerken vereist het testen van elk detail. Gebruik strakke toleranties (0,002″) voor op elkaar aansluitende oppervlakken, schacht-/interferentiepassen en referentiegaten. Gebruik algemene tolerantie (0,010″) voor al het andere.
2. Houd bij het ontwikkelen van uw CAD-model rekening met de kern. De meeste fabrikanten compenseren kerf in CAM-software, maar bevestigen dit bij het vragen om offertes. Als u dit compenseert in uw DXF en de winkel dit opnieuw compenseert, krijgt u een te groot onderdeel en een te strakke tolerantie voor elke functie.
3. Ontwerp aan minimumkenmerkgrootte Gebruik een diameter groter dan of gelijk aan de plaatdikte voor gaten Minimale breedtegleuven zijn 1,5x materiaaldikte Kleinere kenmerken zijn inconsistent in snijkwaliteit en variëren van lage tot wijd onnauwkeurige tolerantie.
4. wees bewust van korrelrichting bij het buigen Het buigen loodrecht (over de korrel) scherpt toleranties tussen 20-30% in vergelijking met parallel (langs de korrel).
5. gebruik grote inwendig afgeronde hoeken Minimaliseer de interne straal over de korrel (loodrecht op het materiaaloppervlak) bij een plaatdikte van 0,5x. Interne scherpe hoeken leiden tot microscheuren, spanningsconcentratie en een vermindering van de lasersnijsnelheid tot bijna nul, waardoor de kerf breder wordt en in dat kenmerk hoge tolerantieproblemen kunnen veroorzaken.
6. houd graveerlijnbreedte boven 0.5 mm Teksten, logo's en fiducials gegraveerd door laser verliezen definitie eenmaal onder 0.5mm breed Om de helderheid van het lasergesneden deel te maximaliseren wordt een minimale tekenhoogte van 1.5 mm aanbevolen.
7. zorgvuldige plaatsing van verzinkgaten. verzinkloodgaten moeten ten minste 3x de dikte van het materiaal van de voorraad zijn, weg van de rand en 2x de materiaaldikte, weg van een vouw- of buigrand. Mechanische verzinkbewerkingen plaatsen krachten die de flens vervormen of vervormen en verschuiven de locatie van het gat als ze te dicht bij de kenmerken worden geplaatst.
8. Ontwerp voor nesting Premium profielen hebben rechthoekige en haakse vormen die de nesting efficiëntie optimaliseren in vergelijking met afgeronde en vrije vorm profielen Om de materiaalkosten te verlagen streven naar het gebruik van binnen profiel kenmerken die zo rechthoekig of haaks mogelijk zijn.
Le-Creator voert fiberlasersnijden uit in combinatie met CNC-bewerking en plaatwerk via ISO 9001 en ons geaccrediteerde kwaliteitsmanagementsysteem Voor prototypes door hoge volumebehoeften kunnen we voldoen aan de precisie en oppervlakteafwerking die uw project vereist.
Transparantie van de inhoud: Dit artikel is geschreven en geredigeerd door het technische inhoudsteam van Le-Creator, in samenwerking met ons fiberlasersnij- en plaatmetaalfabricageteam. De gegeven tolerantiewaarden zijn typische mogelijkheden van de huidige fiberlasersystemen (XY-assen) en zijn bedoeld als een brede balparkfiguur. Werkelijke toleranties zijn sterk afhankelijk van de geometrie van het onderdeel, de toestand/toestand van het materiaal, de kalibratie van de machine en de vaardigheid van de operator. Controleer adequate toleranties met een fabrikant.









