


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Cómo mecanizar PEEK Plastic « Velocidades, alimentaciones, herramientas y control de tolerancia
| Parámetro | Valor |
| Punto de fusión | 343 °C (649 °F) |
| Temperatura de transición vítrea | 143 °C (289 °F) |
| Temperatura de servicio continua | 250 °C (482 °F) |
| Resistencia a la tracción (sin llenar) | 100 MPa |
| Coeficiente de E×pansión Térmica | 45-55 ppm/K (por debajo de Tg) |
| Conductividad térmica | 0,25 W/m·K |
| Herramientas recomendadas | Carburo sin recubrimiento/PCD |
| Tolerancia alcanzable | ±0,05 mm (±0,002 in) |
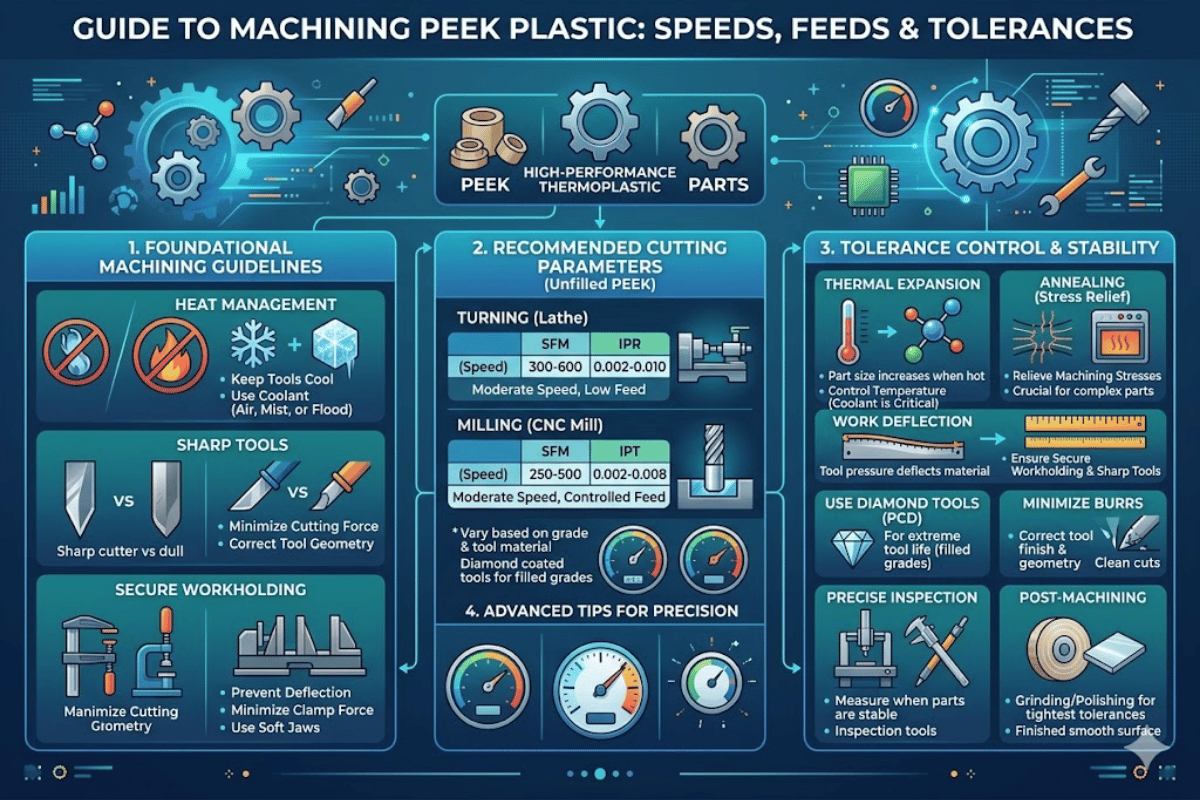
Peek es uno de los termoplásticos de ingeniería más mecanizables y el más difícil de mecanizar correctamente. Esta descripción general aborda el mecanizado de PEEK desde la perspectiva del material e incluye información sobre cómo elegir una herramienta de corte a través de la pasada de acabado, con tablas de parámetros, cronograma de recocido y pautas de tolerancia extraídas de revistas de investigación, hojas de datos de productores de resina y experiencia en el taller. Si está mecanizando varillas sin llenar o piezas en bruto llenas de vidrio, lo que sigue le ayudará a evitar piezas distorsionadas, superficies derretidas y tolerancias sopladas.
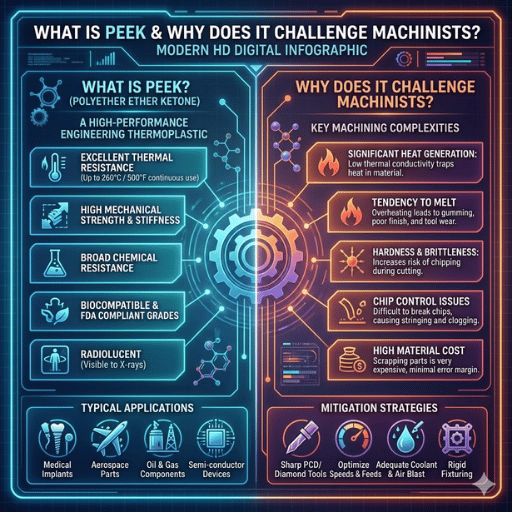
Polieter éter cetona (PEEK), es un termoplástico semicristal que se funde a 330-340 oC con una cristalinidad de 20-48%, el nivel de cristalinidad está influenciado por las condiciones de procesamiento y si el material se había recocido después de la fabricación. Este polímero forma parte de la familia de polímeros de poliariletercetona (PAEK). Comercializado por Victrex a principios de los años 1980, PEEK es un termoplástico negro fuerte que muestra una resistencia química excepcional, propiedades mecánicas de alto rendimiento a temperaturas elevadas y biocompatibilidad.
Esto lo convierte en un candidato directo a reemplazo de metales en usos aeroespaciales, médicos y de petróleo y gas, incluidos componentes de moldes de inyección donde la estabilidad a altas temperaturas es esencial.
Los números muestran por qué los maquinistas tienen dificultades con PEEK. Su temperatura de fusión es de 343 C (649 F) y su temperatura de transición vítrea es de 143 C (289 F). El Ficha técnica de Victrex PEEK 450G tiene mucha otra información útil, pero la más importante para el maquinista son probablemente las propiedades térmicas.
Su conductividad térmica es de 0,25 W/mK. Ahora compárelo con el aluminio a 205 W/mK. También conduce a alrededor de 820 th's. Por lo tanto, el calor creado en la zona de corte no puede disipar el calor a través de la pieza de trabajo como lo hace en los metales.
Permanece colocado, justo donde no lo quieres: en tu herramienta de corte.
PEEK producirá virutas continuas y fibrosas en lugar de las virutas segmentadas que se obtienen de los metales o incluso del acetal. Esas cuerdas pueden envolver las herramientas, volver a soldar a la superficie de la pieza de trabajo y arruinar el acabado de la superficie si no se cortan. Y como PEEK es elástico a temperaturas de corte, saltará hacia atrás después de que la herramienta haya pasado, de modo que su diámetro o orificio medido puede ser diferente al que ha programado.
El Institutos Nacionales de Salud (PMC7796128) informa que la maquinabilidad de PEEK puede variar ampliamente según el contenido de relleno y los parámetros de corte. Vale la pena conocer este material si lo desea producción de máquinas CNC PEEK.
Punto de recogida: en comparación con otros plásticos utilizados en el mecanizado, PEEK tiene un valor bastante bajo de conductividad térmica de 0,25 W/mK. Esto puede provocar que no se escape calor en la interfaz de corte, además el resorte elástico altera la geometría del componente terminado. Ambos fenómenos requieren que se alteren las respuestas de respuesta de la herramienta, los parámetros y el proceso.
Todas las máquinas de grados PEEK de manera diferente. El grado --contractual, en particular el tipo de relleno y la carga % --contractil, afecta la vida útil de la herramienta, el acabado de la superficie logrado y las ventanas de parámetros. El uso de parámetros incorrectos para una calidad llena es una causa habitual de fallas y desechos tempranos de la herramienta.
| Grado | Relleno | Resistencia a la tracción | Temperatura máxima de servicio | Impacto del desgaste de la herramienta | Aplicaciones típicas |
|---|---|---|---|---|---|
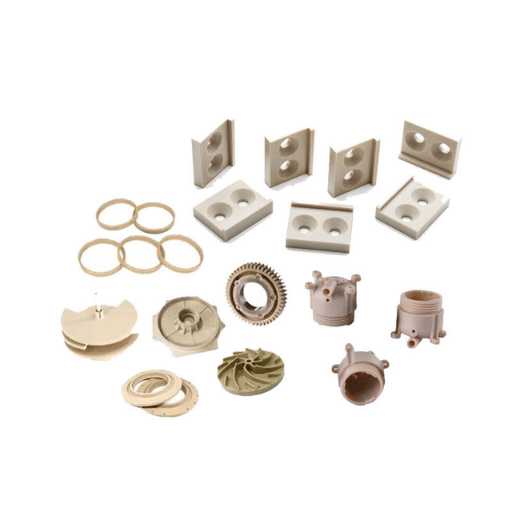
| Sin relleno/Natural | Ninguno | 100 MPa | 250 °C | Línea de base (1×) | Sellos, rodamientos, aisladores |
| GF30 (fibra de vidrio 30%) | Fibra de vidrio | ~160 MPa | 250 °C | 2-ñan 3× desgaste más rápido | Soportes estructurales, componentes de bomba |
| CF30 (fibra de carbono 30%) | Fibra de carbono | ~210 MPa | 250 °C | 3-5× desgaste más rápido | Accesorios aeroespaciales, casquillos de alta carga |
| Grado médico (por ASTM F2026) | Ninguno (ultrapuro) | 100 MPa | 250 °C | Línea de base (1×) | Jaulas espinales, implantes dentales |
Las prácticas de la industria parecen indicar que el PEEK relleno de vidrio desgasta las herramientas de corte de carburo entre 2 y 3 veces más rápido que los grados sin relleno. No se dice nada sobre el PEEK relleno de carbono, este material es aún mucho peor: las fibras se comportan como microabrasivos, puliendo el filo en cada ciclo. El mecanizado de calidad rellena exige herramientas de diamante ‘ PCD o insertos recubiertos de diamante para cualquier cosa que no sea un ’zanjador' o una producción corta.
El acabado superficial es otra variación de grado. como se documenta en PMC7796128 Rugosidad superficial alcanzable de 0,6-3,0 m Ra en PEEK sin relleno con condiciones de mecanizado: torneado. Los grados sin rellenar terminan ligeramente más suaves bajo parámetros de torneado consistentes, probablemente porque las fibras se separan más limpiamente de la superficie en lugar de ser extraídas.
📐 Nota de ingeniería
El PEEK de grado médico exigió el cumplimiento de ASTM F2026 y las operaciones dentro de un entorno controlado sellado (herramientas dedicadas, separación del sistema de refrigeración, manejo de partículas), requisitos de instalaciones para el implante final.
Le-creator mecanizado de material PEEK el servicio proporciona stock sin llenar, GF y CF con controles de proceso específicos de grado.
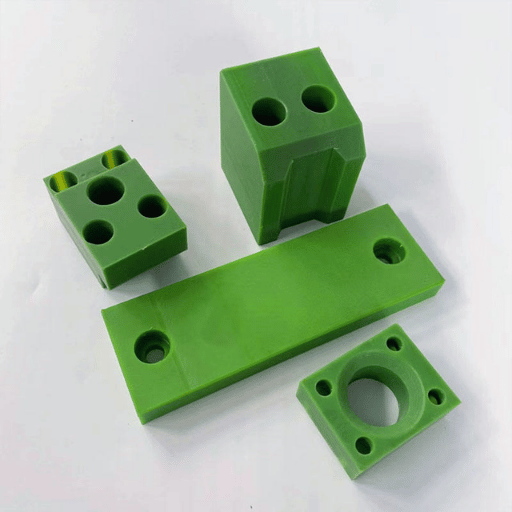
Punto principal: el tipo de relleno es lo que influye en las herramientas y los parámetros del proceso. El PEEK verde sin relleno es el más suave y reforzado con minerales es el más difícil. Elija las herramientas adecuadas para el grado y luego determine la configuración óptima.
La selección de herramientas para PEEK se basa en el grado que se está mecanizando, la geometría de las características y los requisitos de acabado de la superficie. No elegir las herramientas correctas provoca más desechos en los trabajos de PEEK que velocidades/alimentaciones incorrectas porque seleccionar la mejor herramienta define por completo el nivel de calor y el flujo de virutas.
El carburo (carburo sin recubrimiento de grano fino disponible en el mercado) es eficaz para mecanizar PEEK sin relleno. Las herramientas de carburo de silicio (SiC) son ideales para los grados naturales, ya que resisten la naturaleza abrasiva moderada de los polímeros. Para los grados GF30 y CF30, una herramienta de PCD (diamante policristalino) o carburo con un recubrimiento de diamante ofrece la mejor vida útil (menos de 10 piezas) y el HSS se embota rápidamente, según un comentarista de la industria que proporcionó una imagen horrible de un taladro recién afilado y opaco dentro de un pequeño puñado de agujeros.
El radio del borde debe ser de 0,01 a 0,02 para obtener resultados más efectivos con una formación mínima de rebabas. PEEK se deforma en lugar de cizallar con una herramienta roma. Un ángulo de inclinación de 0 a 6 positivo proporciona un buen rendimiento de giro. En el fresado, un ángulo de inclinación positivo de 10 a 15 ayuda a prevenir la presión contra el cortador y fomenta el flujo de virutas a través del corte.
Se recomiendan fresas de extremo de una sola flauta para características que requieren una pared muy delgada (menos de 1,5 mm), ya que reducen la presión sobre la herramienta en cada revolución.
El recubrimiento de las herramientas PEEK con carburo provocó que el material se manchara ya que el recubrimiento creaba fricción y calor al entrar en contacto con el polímero y, si se sujetaba, una superficie vidriada rayada en el PEEK sin relleno. Si la plata se raya en la superficie, el recubrimiento es el problema.
Le-creator Serviciu de mecanizare CNC ejecuta herramientas de PCD y carburadas para trabajos PEEK.
Okyou: combine el carburo sin recubrimiento con el PEEK sin relleno, asegúrese de que el radio del borde sea inferior a 0,02 mm y utilice ángulos de inclinación positivos. Utilice fresas de extremo de una sola flauta en paredes de menos de 1,5 mm.
La velocidad y las velocidades de avance para el mecanizado PEEK son muy diferentes de las de los plásticos básicos típicos como el nailon o el acetal. Las ventanas de parámetros para rangos máximos y mínimos no solo son más estrechas, sino que las consecuencias de operar fuera de esas ventanas son mucho mayores y los grados rellenos también requieren valores aún más bajos. Las 3 tablas siguientes cubren las 3 operaciones CNC PEEK más comunes: torneado, fresado y taladrado.
| Parámetro | Peek sin llenar | Lleno de vidrio (GF30) | Lleno de carbono (CF30) |
|---|---|---|---|
| Velocidad de corte | 50-100 m/min | 35-70 m/min | 30-60 m/min |
| Tasa de alimentación | 0,05-0,15 mm/rev | 0,05-0,10 mm/rev | 0,05-0,10 mm/rev |
| Profundidad de corte (áspera) | 1,0-3,0 mm | 0,5-2,0 mm | 0,5-1,5 mm |
| Profundidad de corte (acabado) | 0,1-0,5 mm | 0,1-0,3 mm | 0,1-0,3 mm |
| Parámetro | Peek sin llenar | Lleno de vidrio (GF30) | Lleno de carbono (CF30) |
|---|---|---|---|
| Velocidad de corte | 50-100 m/min | 35-70 m/min | 30-60 m/min |
| Alimentación por diente | 0,05-0,15 mm | 0,03-0,10 mm | 0,03-0,10 mm |
| Profundidad del corte | 0,5-2,0 mm | 0,3-1,0 mm | 0,3-1,0 mm |
| Parámetro | Peek sin llenar | Lleno de vidrio (GF30) | Lleno de carbono (CF30) |
|---|---|---|---|
| Velocidad de corte | 30-60 m/min | 20-40 m/min | 20-40 m/min |
| Tasa de alimentación | 0,05-0,10 mm/rev | 0,03-0,08 mm/rev | 0,03-0,08 mm/rev |
| Profundidad de picoteo | 1× diámetro de perforación | 0,5× diámetro de perforación | 0,5× diámetro de perforación |
La conclusión más importante del Estudio PMC7796128: ¡la velocidad de corte explicó 61,3% de la variación de la fuerza de mecanizado observada en PEEK sin relleno y 83,6% aún mayor para GF30! La velocidad del husillo domina con diferencia otros parámetros. Pequeños cambios de parámetros conducen a grandes diferencias en la fuerza de mecanizado, la temperatura y las características de la superficie.
Hecho contrario a la intuición pero bien documentado: para PEEK, aumentar la velocidad de alimentación puede reducir la acumulación de temperatura. Con una alimentación más alta, más material pasa por la herramienta de corte en cada revolución para transportar más energía térmica en las virutas lejos del cortador. Correr con demasiada suavidad y ligereza para que las virutas no se formen completamente crea una superficie de trabajo de exceso de calor por fricción sin una eliminación abundante de la energía que la produce.
Sea conservador para empezar. Aumente la velocidad de avance gradualmente. Le sorprenderá la respuesta no lineal de PEEK a los parámetros de mecanizado. ¡El amarillamiento o el untado de la superficie de la pieza de trabajo son manifestaciones de exceso de calor! ¡Suelta la velocidad del husillo o aumenta la velocidad de avance si es necesario, pero no hagas ambas cosas simultáneamente.
📐 Nota de ingeniería
Los valores iniciales se compilaron a partir de Drake Plastics, Ensinger y otras fuentes publicadas. Su fuerza, temperatura, forma de viruta y superficie variarán según las diferencias entre la máquina y el material. Realice cortes de prueba antes de comenzar la producción, especialmente cuando vaya entre sin llenar y lleno.
Las tiendas que no pueden disfrutar de un juego de herramientas de corte PEEK dedicado pueden reducir sustancialmente el tiempo de prueba y error trabajando con el experto Le-creator runs mecanizado CNC de precisión peek todos los días y tiene parámetros validados para cada grado.
Comida para llevar principal: la velocidad de corte gobierna 61-84% de variación de fuerza al mecanizar PEEK. Manténgalo bajo, aumente la velocidad de avance antes de la velocidad del husillo y el color amarillento es el principal indicador de resistencia a la temperatura.
Al mecanizar PEEK, tenga en cuenta: sus necesidades de refrigerante irán en contra de la intuición del mecanizado de metales, ya que la mayoría de los maquinistas buscan refrigerante contra inundaciones. De hecho, esto no se recomienda, ya que el líquido bajo tensión diferencial de temperatura tenderá a causar formación de microfisuras en la superficie, tal vez imperceptibles para el ojo en el momento de la formación, pero propensos a fallar durante condiciones de carga o ciclos de fatiga.
El mejor método para evitar el choque térmico es el aire comprimido dirigido a las obras. No cambia la temperatura tan rápidamente como el agua o los refrigerantes a base de niebla, mientras se eliminan las virutas. Cuando se desea enfriamiento adicional para trabajos verticales de bolsillo profundo, son apropiadas pequeñas nieblas de refrigerante aún controladas por humedad y sin aceite para penetrar la superficie PEEK.
El coeficiente de expansión térmica (CTE) de PEEK añade otra capa. 45-55 ppm/K por debajo de la temperatura de transición vítrea, PEEK se expande aproximadamente el doble que el aluminio (23 ppm/K). Estás viendo un crecimiento de 0,011-0,014 mm por cada aumento de temperatura de 10 C durante el mecanizado sólo en una pieza de 25 mm de diámetro, algo a considerar cuando tu presupuesto de tolerancia es de 0,05 mm. Recuerde: la estabilidad de la temperatura es un requisito de dimensionamiento, no sólo de acabado superficial.
El refrigerante contra inundaciones en PEEK provoca un choque térmico y puede provocar microfisuras. Utilice aire comprimido para limpiar virutas y eliminar el calor. Utilice refrigerante nebulizado sólo cuando sea necesario y únicamente con soluciones a base de agua.
El control de virutas es mucho más importante que el enfriamiento en las operaciones de corte de PEEK. Los chips PEEK fibrosos tienden a envolver las herramientas de corte y soldar a la pieza de trabajo si no se limpian continuamente. Coloque su chorro de aire a alta presión para alejar las virutas del corte, no más dentro de él.
La conclusión: Evite el refrigerante contra inundaciones en PEEK. Utilice aire comprimido exclusivamente para retirar virutas y calor. Utilice refrigerante nebulizado, pero sólo si el aire no hace el trabajo por sí solo.

Recocido: paso común y crítico que a menudo se pasa por alto. Nada desalinea las piezas PEEK terminadas y hace que pierdan tolerancia más rápido que saltarse el recocido. Las varillas y placas extruidas tienen tensiones residuales del proceso de extrusión. Cuando corta esas tensiones de manera desigual, se aflojan y hacen que la pieza se deforme. El recocido alivia esas tensiones de deformación antes de que distorsionen considerablemente la pieza.
Hay tres situaciones en las que se requiere recocido:
Boedeker Plastics ha establecido un ciclo de recocido para PEEK:
Nota de ingeniería — « Horario de recocido de PEEK
Etapa 1: Rampa del horno a 300 F (149 C) durante 2 horas. Mantenga presionado a 300 F durante 60 minutos por cada 0,25 pulgadas (6,4 mm) de espesor.
Etapa 2: Rampa del horno a 375 F (191 C) durante 2 horas. Mantener a 375 F durante el mismo tiempo determinado en la etapa 1.
Enfriamiento: disminuya la temperatura a 50 F (28 C) por hora hasta alcanzar la temperatura ambiente. No abra la puerta del horno durante el enfriamiento, ya que el flujo de aire desequilibrado provoca estratificación.
Ejemplo: una pieza con un espesor de pared de 1 « (25,4 mm) tiene un tiempo de retención de (4 horas). Una pieza con un espesor de pared de 0,020 « (0,5 mm) necesita 0,5 horas en cada etapa.
El ciclo completo de una pieza de 1 pulgada de espesor dura entre 18 y 20 horas, incluyendo subir y bajar. Es un largo plazo, pero tendrías que mecanizar una pieza terminada, observar que se deforma durante la noche, luego desechar la pieza y afrontar la pérdida de tiempo asociada de la máquina, esperando que se vuelva a mecanizar un prefabricado recocido. El circuito cerrado de Le-creator mecanizado plástico el ciclo ahorra tiempo de entrega al recocer de forma predeterminada todos los trabajos de PEEK de tolerancia estricta.
Conclusión importante: recozca siempre su material PEEK extruido antes de mecanizar. Para piezas de tolerancia estricta, recozca después de desbastar y vuelva a recocer después del acabado. Siga el ciclo de rampa de 2 etapas de Boedeker y enfríe a no más de 50 F/h.

Uso de material de extrusión PEEK, siempre recocido. Para piezas de tolerancia estricta, recozca después del desbaste y después del acabado. Utilice el programa de rampa de dos etapas de Boedeker; frío a no más de 50 F/h.
| Nivel de tolerancia | Rango de tolerancia | Requisitos |
|---|---|---|
| Estándar | ±0,10 mm (±0,004 in) | Herramientas afiladas, velocidades y alimentaciones adecuadas |
| Precisión | ±0,05 mm (±0,002 in) | + Recocido + ambiente con temperatura controlada |
| Alta precisión | ±0,025 mm (±0,001 in) | + Post-recocido, tiempo de estabilización, inspección a 20 °C |
Tres niveles de control de tolerancia son prácticos para el mecanizado PEEK. Una vez que comprenda el nivel de tolerancia que exige su trabajo, podrá especificar los controles correctos y evitar soluciones con ingeniería insuficiente o excesiva.
Metodología de producción para componentes PEEK de precisión: Recocido de material en bruto Máquina rugosa Re-Recocido Máquina de acabado Espere 2-4 horas a temperatura ambiente Inspeccione a 20 C. Medición de escritorio de piezas PEEK directamente después del mecanizado produce mediciones poco confiables; se debe permitir que el PEEK tenga entre 2 y 4 horas para equilibrarse térmicamente antes de la medición.
✔ Ventajas del mecanizado PEEK
⚠ Limitaciones del mecanizado PEEK
Para piezas de producción con tolerancia estricta, Le-creator prescribe inspección a 20 °C ±1 °C y recocido para todos mecanizado PEEK trabajos por defecto. Para el trabajo más preciso, el protocolo de recocido, recocido y acabado es normal.
Conclusión clave: Anneal PEEK para controlar las dimensiones. Enfríe lentamente, verifique a temperatura controlada. Espere de 2 a 4 horas para la estabilización térmica antes de la inspección.

La mayoría de las versiones de la máquina CNC Le-creator PEEK (sin relleno, relleno de vidrio o relleno de carbono) hasta 0,025 mm con más de 17 años de experiencia interna de precisión. Envíenos su dibujo y acomodaremos la mayoría de las piezas de PEEK por cotización dentro de uno o dos días.
Los parámetros y referencias técnicas utilizados en esta guía de mecanizado PEEK se derivan de hojas de datos Victrex PEEK 450G, pautas de mecanizado de Drake Plastics, un estudio comparativo de maquinabilidad revisado por pares y, más recientemente, un protocolo de recocido Boedeker. Le-creator tiene experiencia en producir PEEK de calidad de producción según las especificaciones y tolerancias; nuestras recomendaciones se basan en la química de PEEK en tres formas diferentes: sin relleno, GF30 y CF30. Se incluyen hipervínculos a las fuentes de datos.









