Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Bewerking PEEK: wat elke ingenieur moet weten voordat hij deze thermoplastische stof snijdt
| Parameter | Value |
| Glasovergangstemperatuur (Tg) | 14³ °C (289 °F) |
| Melting Point | ³43 °C (649 °F) |
| Treksterkte | 90-100 MPa |
| Young's Modulus | 3,6 GPa |
| Thermische geleidbaarheid | 0,25 W/m·K |
| Dichtheid | 1,32 g/cm³ |
| Continue Service Temp | Tot 250 ° C (482 ° F) |
| Waterabsorptie (24u) | 0.1% |
| Key Standards | ASTM D8033, astm.org/f2026-17.html”>astm.org/f2026-17.html”>ASTM F2026 |
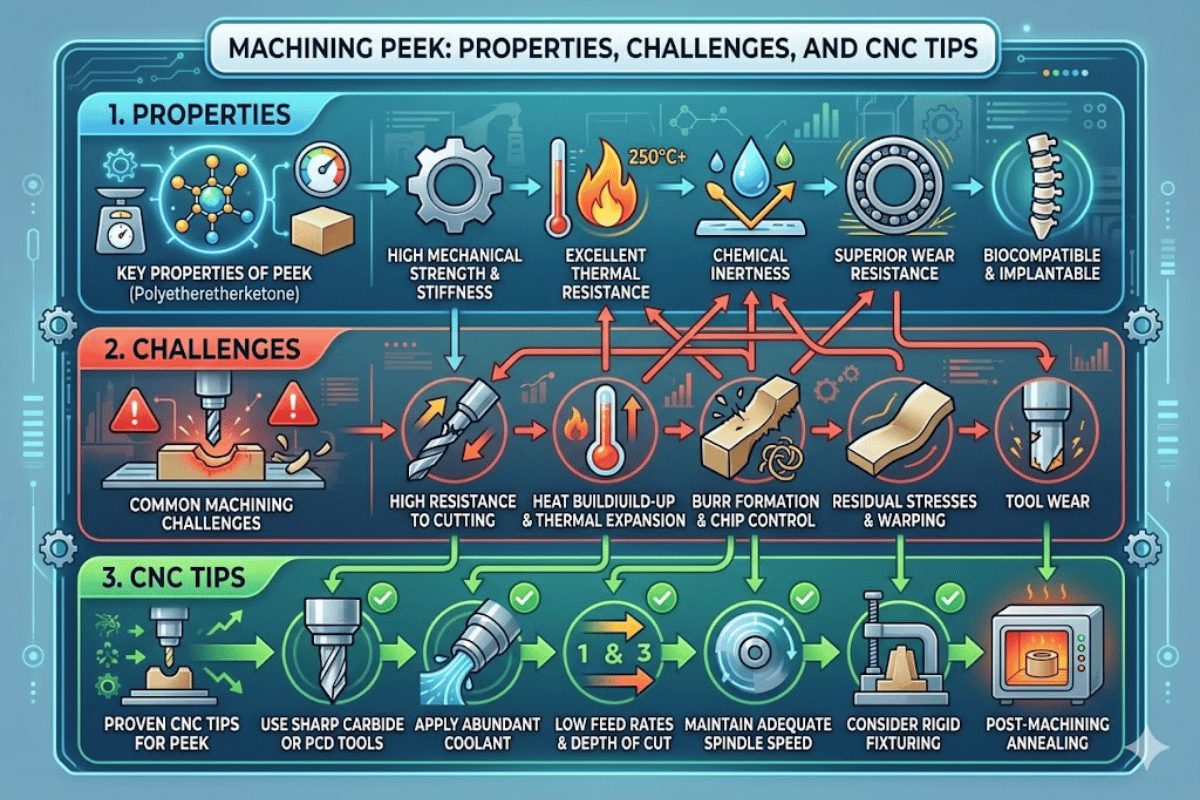
PEEK is een van de moeilijkste kunststoffen om te bewerkenhoe de ervaring van het succesvol en efficiënt bewerken ook enorm bevredigend is Met hittebestendigheid, chemische inertheid en treksterkte vergelijkbaar met metalen, is PEEK de technische kunststof bij uitstek voor het vervangen van metalen componenten voor gebruik in alles, van spinale implantaten tot straalmotorafdichtingen. Maak een snelle rondleiding door de gereedschaps-, voedings- en koelmiddelkeuzes en de gloeitechnieken die een succesvol resultaat maken of breken PEEK CNC-bewerking operation.
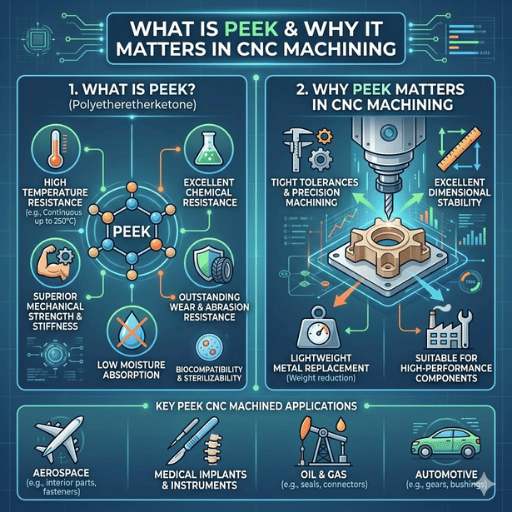
Polyetherether keton (ook wel polyetheretherketon geschreven) of PEEK is een semi-kristallijn polyaryletherketon (PAEK) thermoplastisch polymeer Het werd voor het eerst gesynthetiseerd door Victrex in de jaren 80 en heeft zich gevestigd als een van de meest hoogwaardige technische kunststoffen voor CNC-bewerkingsprocessen. Het is gemakkelijk te begrijpen waarom de machinist het anders behandelt dan andere thermoplastische kunststoffen zoals nylon of acetaal met deze eigenschappen.
Het PEEK-materiaal is uniek op verschillende kwantificeerbare manieren De continue bedrijfstemperatuur is 250 °C 5x POM. Treksterkte zweeft rond de 90-100 MPa, vergelijkbaar in sterkte met een hooggelegeerd aluminium Dichtheid bereikt slechts 1,32 g/cm Gecombineerd maken deze eigenschappen het ideaal voor lichtgewicht dragende structurele componenten, zoals die in de lucht- en ruimtevaartindustrie.
De chemische inertheid strekt zich uit over koolwaterstoffen, sterke zuren en veel organische oplossingen. Bij gebruik in medische toepassingen is de biocompatibele aard van PEEK (zoals gedocumenteerd in ASTM F2026-17) betekent dat het geschikt is voor directe zitplaatsen in spinale fusiekooien, tandheelkundige landhoofden en armaturen, enz. In de elektronica zijn de zeer lage ontgassingseigenschappen, stabiel elektrisch diëlektricum thermisch in de cyclus.
De belangrijkste kwaliteit die dit goed presterende polymeer zowel wenselijk als onmogelijk te bewerken maakt, is dezelfde thermische stabiliteit. PEEK vertoont niet de typische thermoplastische. In plaats daarvan behoudt het zijn sterkte tot aan de overgangstemperatuur van 143 °C en transformeert het vervolgens abrupt. Het is dit smalle temperatuurvenster dat de tijdens de bewerking gegenereerde warmte beperkt houdt in de snijzone van het gereedschapswerkstuk, zoals hieronder beschreven.
Belangrijkste afhaalmaaltijden: Met zijn vermogen om chemicaliën en vocht met een hoge hitte gemakkelijk te verdragen, naast zijn biocompatibiliteit en mechanische eigenschappen, heeft PEEK weinig toepassingen om PEEK te vervangen. Dezelfde eigenschappen brengen een aantal duidelijke machinale uitdagingen met zich mee.

Het bewerken van PEEK is heel goed mogelijk, maar bestraft alle genomen snelkoppelingen. Drie materiaaleigenschappen zijn verantwoordelijk voor de meeste problemen waarmee machinisten worden geconfronteerd; elk ervan moet worden tegengegaan met deze bewerkingstechnieken om schrootonderdelen of vervorming na CMM-inspectie te voorkomen.
⚠️ Uitdaging 1: Warmteopbouw en thermische schade
PEEK heeft een zeer lage thermische geleidbaarheid, slechts 0,25 W/mK Ter vergelijking, koper geleidt bij 385 W/m mrond 1540x sneller Tijdens het bewerken kan warmte gegenereerd door wrijving niet door het werkmateriaal gaan, maar bouwt in plaats daarvan op bij de snijzone, waardoor de lokale temperatuur hoger wordt dan PEEK's glasovergangspunt van 143 C. Gomming resulteert op de gereedschapsrand, oppervlaktescheuren ontstaan door thermische schokken wanneer het koelmiddel uiteindelijk in contact komt met het hete oppervlak Onjuiste voedingen versnellen dit proces.
⚠️ Uitdaging 2: Restspanning en kromtrekken
Voorraad PEEK: uitgedreven staaf, of platen restspanning opgesloten door de extrusie/vorm-/slijpbewerking Machinaal afgetrokken materiaal, verstoort de natuurlijke stressbalans, verstoort platte kenmerken, verstoort de dimensie correct machinaal, maar ‘de-novo uren en zelfs dagen later als restspanning compenseert. De kristallijne/amorfe verdeling van het werkmateriaal bepaalt hoe een deel vervormt, reageert op de snijwarmte, waardoor de warmte met toegevoegde waarde in het proces toeneemt, zou de vertraging van de werkstroom toenemen en de kosten.
⚠️ Uitdaging 3: Materiaalkosten en tolerantie voor nul afval
PEEK-hars is meer dan $100/kg kost 0-20 keer de POM of nylon, bijvoorbeeld Een weggegooid deel van een dia van 5 mm. staafmonster (ongeveer 6000 mm 2 oppervlakte) kan een bron van grondstoffenverlies van $30-$80 zijn, omdat het door verschillende stappen wordt voortbewogen (exclusief bewerkingstijd). Dergelijke kostendrukken voor dit niveau van grondstofkosten zullen resulteren in boor- en gereedschapsslijtage-eigenschappen die mogelijk niet aanvaardbaar zijn in de goedkopere kunststoffen.
Daarom zullen PEEK-winkels de neiging hebben om kleinere batches te gebruiken, vaker te inspecteren en de bewerkingsefficiëntie te maximaliseren door onderdelen zoveel mogelijk te nestelen en bijna netvormige plano's te produceren.
Hoofdpunt: De drie kwesties thermische isolatie, interne stress, en prijs (kosten van materiaal) zijn additief van aard Het oplossen van slechts één en het verwaarlozen van de andere zal nog steeds resulteren in afwijzingen Een succesvol proces zal alle drie de kwesties in één keer aanpakken.
Gereedschapskeuze voor PEEK is echt praktisch beperkt tot welke kwaliteit je aan het snijden bent Ongevuld glas, en koolstofvezel gevulde PEEK allemaal gesneden met zeer verschillende processen en het niet optimaliseren van dat gereedschapstype zal resulteren in factor 10 differentiële slijtage Hieronder is een eenvoudige beslissingsgids gebruikt door de meeste productiewinkels.
| Gereedschapstype | Best For | Relatief gereedschap Leven | Kostenniveau |
|---|---|---|---|
| C-2 Carbide (fijnkorrelig) | Ongevuld / natuurlijke PEEK | Goed (typisch 500+ onderdelen) | Laag-gemiddeld |
| PCD (polycrystalline Diamond) | 30% glasgevulde PEEK | Uitstekend (5-10x carbide) | High |
| Diamant getipt/CVD Diamond | Koolstofvezelversterkte PEEK | Uitstekend | Zeer Hoog |
| HSS (hogesnelheidsstaal) | Niet aanbevolen | Arm (snel afgestompt) | Laag |
Carbide inzetstukken C-2 voor ongevulde PEEK zal goed werken, maar moet fijn geslepen en scherp zijn, 'dat wil zeggen geen gesinterde randen Ascarbide hark zal te veel wrijving veroorzaken en de PEEK oververhitten, verzachting boven het smeltpunt (> 138 °C). Het is het beste om doffe punten te vervangen als ze beginnen af te ronden, in plaats van te wachten tot ze zichtbaar versleten zijn.
Met glas gevulde PEEK (ongeveer 30% glasvezel in een PEEK-matrix) is schurend genoeg om carbideranden in enkele tientallen delen af te breken Hoewel de kosten van PCD-gereedschap hoger zijn, maakt een langere levensduur van het gereedschap (5-10x) het goedkoper per onderdeel voor productieruns boven de 50. Siliciumcarbide snijgereedschappen kunnen soms worden voorgesteld voor keramische composieten, maar deze zijn niet compatibel met met glas gevulde PEEK.
Vereist gereedschappen met diamantpunt voor het frezen Koolstofvezels zijn harder dan glasvezels in CF-PEEK, en ze zijn georiënteerd in richtingen die de plaatselijke slijtage van niet-diamantranden en - punten aanzienlijk versnellen CVD diamant gecoate eindmolens zijn nu allemaal gebruikelijk als standaard freesgereedschap voor CF-PEEK onderdelen.
📐 Technische opmerking: harken en reliëfhoeken
Minimale positieve hark van 6-15 met alle kwaliteiten voor PEEK is optimaal om chipvorming te induceren en om te snijden en te voorkomen dat het materiaal wordt geduwd in plaats van weggesneden. 10-15 reliëfhoeken worden aanbevolen om wrijven te voorkomen. Deze geometrieaanbevelingen zijn vergelijkbaar tussen draaiinzetstukken en frezen, maar verschillen aanzienlijk van de hellingshoeken van nul graden die worden gebruikt voor ferrometalen op dezelfde machines.
Pre-embargo sleutelles: Kies gereedschap op basis van wat PEEK you'r verspanen: carbide is prima voor ongevuld, PCD voor glas gevuld Diamant voor koolstofvezel varianten Het maakt niet zoveel uit hoeveel het werkelijke gereedschap kost, wat er meer toe zal doen zijn de economische aspecten van het onderdeel dat opraakt bij een productiebatch.

De juiste bewerkingsparameters voor PEEK bestaan op een smal bereik Te langzaam betekent dat er te veel warmte het werkstuk binnenkomt terwijl de chip stilstaat. Te snel, en het werkstuk wordt te heet, en een gebrek aan chipstroompakketten worden weer warm in de snede. Drake Plastics zeldzame hattrick voor zover PEEK-bedrijven gaan, omdat ze betrouwbare gegevensproductie in de “-up” kunnen tweaken:
| Operation | Speed | Feed Rate | Diepte van Cut |
|---|---|---|---|
| Frezen | 500-700 SFM | 0,010-0,040 in/tand | 0,060 inch (1,5 mm) typisch |
| Turning | 400-600 SFM | 0,005-0,015 in/omw | 0,040-0,100 inch |
| Boren | 200-400 SFM | 0,003-0,010 in/omw | Peck-cyclus aanbevolen |
De aanbevolen snelheden en voedingen voor het frezen van PEEK bij 500-700 SFM op het oppervlak bij 0,010-0,040 in/tand geven een mooie chipstroom die helpt warmte weg te voeren MDFN is ook een mooie snijdiepte voor het verzorgen van krachtniveaus en het bieden van een redelijke doorvoer dieper door te veel dan 010 in/doorlaat om doorbuigingen op dunne secties te veroorzaken, terwijl de thermische grenzen van de warmteoverdracht naar diezelfde muren worden weggeblazen.
Draaisnelheden (400-600 SFM) en voedingen (0,005-0,015 in/rev) reflecteren materiaalverwijdering met minimale krachtafzetting Wraps zijn het beste om secties schoon te maken, maar perforaties of andere onderbroken sneden leiden tot meer aandacht voor scherpte op inzetstukken Boren vereist pikcycli om chips uit het gat te verwijderen voordat ze samen warmte verpakken. Brokken te groot over 3 X-dia bakken de randen en lenen zich voor extra scheur.
ONDERHOUD OPMERKING: Koele keuzes warmen op, koelen afkoelen In de hitte van het voorbewerken van grote delen, maak veel chip trips met lucht alleen Als de chips echt niet helder, draag olienevel in plaats van overstroming:
Overstromingskoel is eigenlijk een schreeuw om de broze aard van PEEK. Een temperatuurverschil van een warme snijzone (120-160 °C) tot koelvloeistof op koude kamertemperatuur (~20 °C) leidt tot een snelle samentrekking van microscheuren in het oppervlak die de integriteit ervan beschadigen.
Perslucht is de juiste keuze voor de eerste reactie, omdat het geen uniforme of niet-uniforme thermische gradiënten toevoegt Olienevel (voor blauwe of zwartgeblakerde veroudering) mag alleen worden gebruikt bij agressieve voorbewerkingsgangen; anders heeft de thermische gradiënt een te groot effect op de kwaliteit van onderdelen.
Voor voltooide biomedische PEEK-onderdelen, machine als schoon en droog matten of restkoel. Elke overtollige of resterende koelvloeistof van het type zou het vermogen van de structuur om ASTM F2026 biocompatibiliteitstests te doorstaan, kunnen belemmeren.
Oppervlakteafwerking op machinaal bewerkte PEEK is doorgaans Ra 1,6-3,2 µm met standaardparameters en messcherp gereedschap. Dat niveau voldoet aan de meeste industriële en lagerbehoeften. Aangezien strakkere oppervlakteafwerking bestaat R. Sinds 0.20.4 µm is secundair polijsten met abra's van fijne korrels nodig. Voorafwerking op de machine kan worden uitgevoerd in de orde van 2500-25.000 mm/min na verzorging van de werktafel, het pad en de bevestiging, terwijl speciale handafwerking met schuurmiddelen een consistenter onderdeel oplevert.
Lecreator's precisie PEEK onderdelen productiecentrum omvat een speciale PEEK-productiecel met een gecontroleerde omgeving en speciale tooling om de precisie te behouden die dit materiaal vereist
In de fundamentele lessen, vertrek uit gepubliceerde gegevens van Drake Plastics, kies lucht als standaard koelmiddel en specificeer geen overstromingsvertraging, verschillende gereedschapsprofielen dienovereenkomstig en verwacht dat je wat post-machine polijsten nodig hebt in fijnere oppervlaktekwaliteiten van een secundaire schuurset.
1.2.3 Verwerkingskenmerken

Als we die gedachte verder voortzetten, wordt niet alle PEEK gelijk gemaakt. De kwaliteitsselectie bepaalt het gereedschap, de parameters en de kosten - en het verkeerde cijfer voor een applicatie kan ronduit duur zijn. Er worden vier algemene groepen gebruikt om de meeste CNC-bewerkte PEEK-onderdelen te classificeren - en elk presenteert verschillende bewerkbaarheidsfactoren aan de winkel:
| Grade | Treksterkte | Tg/Servicetemp | Gereedschapsvereiste | Relatieve bewerkbaarheid |
|---|---|---|---|---|
| Ongevuld (Natuurlijk) | 100 MPa | 143 °C /250 °C | Carbide | Best |
| 30% Glas Gevuld | 157 MPa | 143 °C /250 °C | PCD | Matig |
| Carbon Fiber Versterkte | 212 MPa | 143 °C /250 °C | Diamond | Moeilijk |
| Medische kwaliteit (implantaat) | 100 MPa | 143 °C /250 °C | Carbide (alleen droog) | Beste (procesgevoelig) |
Ongevulde (natuurlijke) PEEK-machines de minste hoeveelheid vuil De Victrex PEEK 450G gegevensblad specificeert een treksterkte van 100 MPa met een rek van 30-40% bij breuk Een dergelijke ductiliteit resulteert in de vorming van gladde chips die de neiging hebben te evacueren zonder te breken.
Natuurlijke PEEK is de standaard waarmee afdichtingen en lagers worden gemaakt samen met elektrische isolatoren waarbij vuilbestendigheid (slijtvastheid) van weinig belang is Dit is het uitgangspunt voor de overgrote meerderheid van PEEK kunststof componenten tenzij een derivaat specifiek nodig is.
Met glas gevulde PEEK (meestal 30% per gewicht) verhoogt de stijfheidsmodulus van 3,6 GPa tot ongeveer 11 GPa en verbetert de kruipweerstand bij een verhoogd spanningsniveau gedurende lange tijd Nadel van het met glasvezel versterkte materiaal is schurend effect Carbidegereedschappen die meer dan 500 delen meegaan voor ongevulde PEEK mogen slechts 50-80 delen op de met glas gevulde kolven meegaan voordat de randdofheid de kwaliteit van de oppervlakteafwerking in gevaar brengt.
PCD-tooling zal de kosteneffectieve beslissing zijn voor batchgroottes boven 30-50 stuks.
PEEK CG50 CF heeft een trekmodulus van meer dan 200 MPa en een dichtheid van minder dan 1,45 g/cc. Het wordt vaak gebruikt in structurele toepassingen in de lucht- en ruimtevaart en hoogwaardige raceproducten waarbij de gewichtsbesparing zwaarder weegt dan andere overwegingen. Koolstofvezels zijn veel harder dan glasvezels en produceren tijdens de bewerking fijn schurend stof.
Als er geen diamantgereedschap wordt gebruikt, kan het beter optioneel zijn! Het verzamelen van gegevens over gereedschapsslijtage tijdens het bewerken van CF-PEEK zou meer bedieningselementen moeten zijn dan voor andere PEEK-kwaliteiten.
Medische kwaliteit PEEKperASTM F2026-17 is chemisch identiek aan Natural PEEK, maar vervaardigd met gecertificeerde traceerbaarheid van grondstoffen en biocompatibiliteitstests Machineparameters en gereedschappen worden hetzelfde gebruikt voor Natural PEEK. Waar het verschilt is alleen in de verwerkingsomgeving droge bewerking, geen verontreiniging met koelvloeistof, met bevestiging speciaal voor het materiaal van medische kwaliteit en niet kruisbesmetting met Natural PEEK.
De potentiële PEEK-applicaties van medische kwaliteit zijn: spinale fusiekooien, schedelimplantaatplaten en tandheelkundige abutments. Deze vallen allemaal onder de cytotoxiciteits- en implantaattests.
De industriële rang PEEK astm.org/d8033-22.html”>ASTM D8033-22 voldoet aan de standaard mechanische en elektrische specificaties en omvat geen certificering voor biocompatibiliteit. Deze industriële kwaliteit PEEK heeft algemeen gebruik gevonden in ASTM-spuitgegoten PEEK-stukken voor productie in grote volumes, maar CNC is de standaard gebleven voor productie van prototypes en kleine volumes.
⚠️ Veelvoorkomende fout
Indicatie van ongevulde PEEK waarbij 30% glas gevuld is gespecificeerd Historische gegevens over veldfalen duiden erop dat ongevulde PEEK in toepassingen met hoog slijtagetype kruip en maatverandering kan ervaren of kan worden ingesteld bij blootstelling aan aanhoudende belasting boven 20 MPa In toepassingen die continu mechanisch worden geladen, moet glas gevuld of CF-PEEK de standaard zijn, niet de upgrade.
Wat te onthouden: Het kiezen van cijfers is een technische beslissing, geen aankoopbeslissing Kies eerst de juiste vulkwaliteit voor uw laadgeval Bepaal vervolgens de gereedschaps- en controleparameters die bij die kwaliteit passen.
Het draagvermogen van machinaal bewerkte PEEK-componenten valt in drie categorieën: de geometrie van het onderdeel, de warmtebehandelingstoestand van het onderdeel, gegloeid of niet-gegloeid, en de mate van voorraadverwijdering ten opzichte van de apparatuur. Terwijl voor metalen componenten de bewerkbaarheid zich nauw vertaalt in toleranties, werkt PEEK niet hetzelfde.
| Tolerantieniveau | Bereik | Typische Toepassing | Kosten Impact |
|---|---|---|---|
| Standaard | ±0,05 mm | Structurele beugels, covers | Baseline |
| Precision | ±0,025 mm | Afdichtingen, lageroppervlakken | 2-3x basislijn |
| Hoge Precisie | ±0,012 mm | Medische implantaten, halfgeleider | 4-5x basislijn |
Het verminderen van 0,05 mm tot 0,025 mm triples of verdubbelt de deelprijs om soortgelijke redenen als hierboven; meer gloeien tussen ruw en definitief; strakkere procescontroles; inspectie door CMM nabewerking op elk onderdeel Bij 0,012 mm springt het nog verder: 4-5X door gecontroleerde-omgeving bewerking, CMM verificatie, multi-gloei cycli.
Deze correlatie tussen strakke toleranties en gloeien is eenvoudig: geen enkele spanningsontlasting die het PEEK-onderdeel machinaal tot 0,025 mm heeft bewerkt, kan in dagen of weken nadat het onderdeel de machine heeft verlaten met 0,02-0,05 mm ontspannen, omdat de spanningen weer toenemen. Dit kan ertoe leiden dat het onderdeel buiten de tolerantie valt, zelfs nadat het de machine heeft verlaten.
Het gloeiproces zoals voorgesteld door Boedeker Plastics omvat een tweestapsproces dat tot doel heeft de bewerkingsspanning te verlichten en de kristalliniteit van het onderdeel te verbeteren voor maatvastheid:
📐 Technische opmerking: PEEK-gloeien in twee fasen
Fase 1 -Waarheidsontlasting: Hellingoven tot 300 °F (149 °C) bij 50 °F/uur Houd 60 minuten per 0,25 inch vast. met een maximale dwarsdoorsnededikte Deze temperatuur ligt iets boven de glasovergangstemperatuur en zorgt ervoor dat de moleculaire ketens kunnen ontspannen zonder de kristallijne fase te veranderen.
Fase 2 -- Verhoogde kristalliniteit: 300 °F tot 375 °F (191 °C) bij 50 °F/uur Voeg een tweede week gedurende 60 minuten toe voor elke 0,25 inch dikke zak. Deze tijd zal de mate van kristalliniteit verder verhogen en zorgen voor chemische weerstand en maatvastheid op lange termijn.
Koeling: Verlaag de temperatuur met een snelheid van 50 °F/uur niet meer tot onder 200 °F (93 °C) Open de ovendeur niet tijdens het afkoelen; de thermische schok die voortvloeit uit de omgevingslucht wanneer de deur wordt geopend, kan de spanningen die u zojuist hebt verwijderd opnieuw uitoefenen. Houd de ondersteuning van de onderdelen op platte armaturen gedurende de hele cyclus vast om uitzakken of vervorming van de geometrie van het onderdeel te voorkomen.
Voor PEEK-onderdelen en PEEK-functies met nauwe toleranties gebruiken veel winkels een ruw-gloei-afwerkingscyclus: ruwe machine tot 0,5 mm eindafmeting, gloeien en machine tot eindtolerantie Dit zorgt ervoor dat de afwerkingssnede niet wordt ontspannen door spanningsrelaxatie na bewerking Extra cyclustijd is kostbaar, maar levert aanzienlijk hogere opbrengsten op voor strakke tolerantiefuncties.
Oppervlaktescheuren kunnen ontstaan als bij zwaar bewerkte proefstukken de verwarming achterwege blijft, deze microscheuren zijn weliswaar onmerkbaar zonder inspectie van kleurstofpenetranten. Microscheuren van dit type kunnen ook worden ontdekt door middel van druktesten.
Voor vloeistofafdichtings- en vacuümomstandigheden is gloeien geen optie, maar een specificatie.
Het belangrijke punt is dat, voor PEEK, het gloeien niet facultatief is Voor om het even welke dimensie die in 0.025mm of minder moet worden gehouden, of voor om het even welk deel met muren die dun in vergelijking met voorraadgrootte zijn, is de ruw-gloei-eindige cyclus de zekere manier om dimensionale stabiliteit en geen oppervlaktescheuren te bereiken.

Toepassingen omvatten meerdere industrieën waar geen enkel ander polymeer de combinatie van temperatuur, chemische en belastingsweerstand biedt Verschillende toepassingsgebieden profiteren van verschillende subsets van PEEK-eigenschappen en hebben bijgevolg verschillende bewerkingseisen.
✔ Lucht- en ruimtevaart
Motorfabrikanten, die structurele beugels, afdichtingen en lagerkooien bedienen bij aanhoudende temperaturen boven 200 C in motorgondels en ontluchtingssystemen, vervangen steeds vaker machinaal bewerkte PEEK in plaats van aluminium en titanium beugels, wat resulteert in een besparing van 40-70 procent gewicht De doorlooptijd van het produceren van ruimtevaartcomponenten uit machinaal bewerkte PEEK-voorraad is praktisch en gestaag afgenomen. OEM's kijken naar een lichtere en corrosiebestendigere vervanging van metaal in de vorm van dit hoogwaardige polymeer voor een breed scala aan componenten.
✔ Medische hulpmiddelen
Medische implantaten zoals spinale fusie kooien, schedelplaten of tandheelkundige abutments vertrouwen op de biocompatibiliteit van medische kwaliteit PEEK componenten Deze onderdelen zijn radiolucent (dat wil zeggen, transparant voor röntgenstraling in tegenstelling tot metalen zoals titanium) Elk implantaat grade product vereist droge bewerking, partij-gecontroleerde voorraad of granulaat en ASTM F2026 compliance De adoptie van PEEK als orthopedisch implantaatmateriaal neemt in een steeds sneller tempo toe.
✔ Automobiel
Transmissiestuwkrachtringen, sensorbehuizingen onder de motorkap en turboladeronderdelen vereisen dat PEEK-onderdelen bestand zijn tegen continu verhoogde temperaturen boven 200 °C en blootstelling aan olie en brandstof. In elektrische voertuigen vervangen PEEK-isolatoren keramiek in hoogspanningsbatterijmoduleconnectoren omdat ze gemakkelijker in exacte geometrie kunnen worden gegoten en bewerkt en tegelijkertijd gewicht besparen.
✔ Elektronica en halfgeleider
Wafer-hantering armen, test socket isolatoren of vacuüm kamer componenten moeten een lage ontgassing, hoge zuiverheid en dimensionale stabiliteit vertonen over verschillende thermische cycli PEEK als materiaal levert op alle drie de criteria en kan worden bewerkt tot de 0,012 mm toleranties die halfgeleider apparatuur vereist Meestal worden prototypes machinaal bewerkt op CNC machines voordat ze overgaan op PEEK spuitgieten of CNC-gegoten productie onderdelen.
Hoe klein of groot de PEEK-de productie van de dienstcomponent ook loopt, vaardigheid en ervaring worden vereist van de CNC-machinewerkplaats die de delen machinaal bewerkt Bij Lecreator, 98% van onze kunststofbewerking banen passeren de eerste keer en onze klanten genieten van totale traceerbaarheid van de geïmporteerde grondstof.
Samenvatting: Geen enkel ander polymeer wordt in verschillende industrieën zo steeds vaker gebruikt als PEEK, omdat elke toepassing een unieke reeks prestatiekenmerken vereist die geen enkel ander bewerkbaar polymeer momenteel biedt. Van lucht- en ruimtevaarttoepassingen tot medische toepassingen en halfgeleidertoepassingen heeft elke niche zijn eigen bewerkingseigenaardigheden, maar het eindresultaat is consequent een hoogwaardige assemblage.

Lecreator machines PEEK onderdelen naar 0.025 mm met 98% first pass opbrengst Stuur uw tekeningen voor een gratis offerte.
Dit artikel en de gegevens waarnaar het verwijst, zijn geschreven door Lecreator (Shenzhen Le-creator Technology Co., Ltd.) We draaien 80+ machines gedurende 17 jaar productie-ervaring naar CNC-machine PEEK en andere metalen en kunststoffen voor lucht- en ruimtevaart-, medische en industriële toepassingen dag in dag uit tot een tolerantie van 0,025 mm met een first pass-opbrengst van 98%. De hier genoemde informatie is afkomstig uit gepubliceerde gegevensbladen voor het individuele materiaal dat wordt gebruikt en industriestandaarden. Het is absoluut geen Lecreator-marketingoefening en we bieden deze serieus om u hopelijk te helpen PEEK beter te begrijpen.