


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


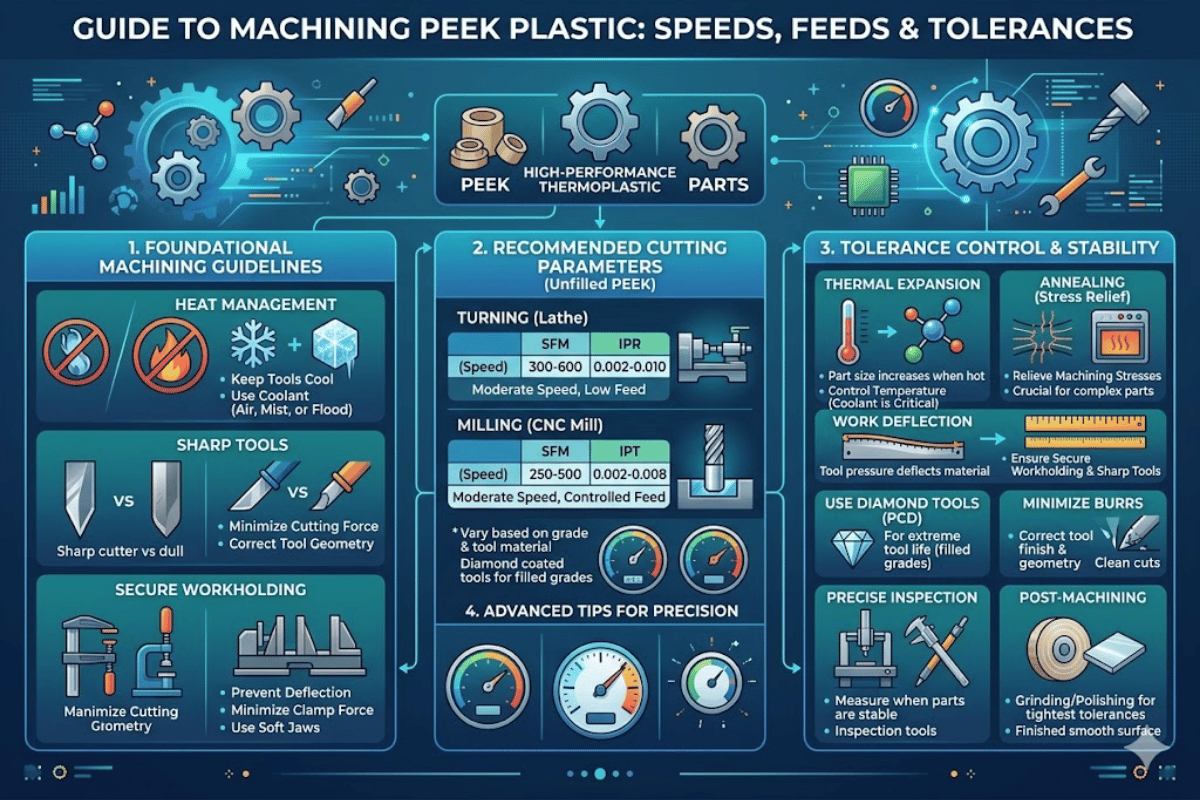
So bearbeiten Sie PEEK Plastic Speeds, Feeds, Werkzeuge und Toleranzkontrolle
| Parameter | Wert |
| Schmelzpunkt | 343 °C (649 °F) |
| Glasübergangstemperatur | 143 °C (289 °F) |
| Kontinuierliche Betriebstemperatur | 250 °C (482 °F) |
| Zugfestigkeit (unbefüllt) | 100 MPa |
| Koeffizient der thermischen E-E-F-E-Pansion | 45 –55 ppm/K (unter Tg) |
| Wärmeleitfähigkeit | 0,25 W/m·K |
| Empfohlene Werkzeuge | Unbeschichtetes Karbid / PCD |
| Erreichbare Toleranz | ±0,05 mm (±0,002 Zoll) |
Peek-Technik-Thermoplast ist eine der am besten maschinell bearbeitbaren Thermoplaste und die anspruchsvollste zu bearbeiten. Diese Übersicht befasst sich mit der Bearbeitung von PEEK aus der Perspektive und enthält Informationen zur Auswahl eines Schneidwerkzeugs durch den Endbearbeitungsdurchgang, mit Parametertabellen, Glühplan und Toleranzrichtlinien aus Forschungszeitschriften, Datenblättern von Harzherstellern und Werkstattboden-E-Fachkenntnissen. Wenn Sie unbefülltes Stangenmaterial oder mit Glas gefüllten Decken bearbeiten, helfen Ihnen die folgenden Maßnahmen, verzerrte Teile, geschmolzene Oberflächen und Blasverträglichkeiten zu verhindern.
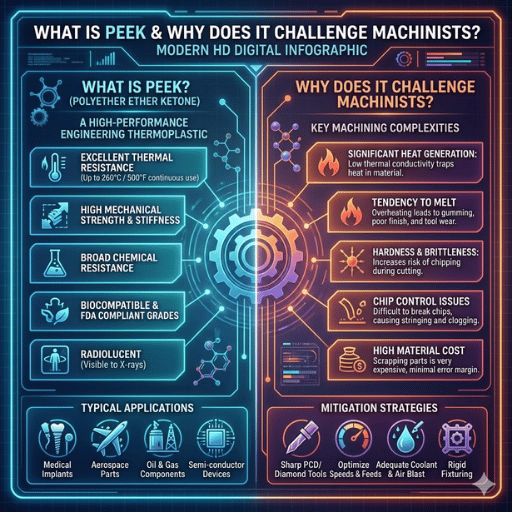
Polyetheretherketon (PEEK), ist ein halbkristallines thermoplastisches Schmelzen bei 330-340 oC mit einer Kristallinität von 20-481TP3 T, wobei der Kristallinitätsgrad durch Verarbeitungsbedingungen beeinflusst wird und ob der Stamm nach der Herstellung geglüht wurde, Dieses Polymer ist Teil der Polymerfamilie Polyaryletherketon (PAEK) PEEK wurde Anfang der 1980 er Jahre von Victrex kommerzialisiert und ist ein starker schwarzer Thermoplast, der außergewöhnliche chemische Beständigkeit zeigt und bei erhöhten Temperaturen und Biokompatibilität mechanische Hochleistungseigenschaften aufweist.
Dies macht es zu einem direkten Metallersatzkandidaten in der Luft- und Raumfahrt, in der Medizin sowie bei Öl- und Gasanwendungen, einschließlich Spritzgusskomponenten, bei denen eine hohe Temperaturstabilität unerlässlich ist.
Die Zahlen zeigen, warum es Maschinisten mit PEEK schwer haben Seine Schmelztemperatur beträgt 343 C (649 F) und seine Glasübergangstemperatur 143 C (289 F).Die Victrex PEEK 450 G Datenblatt Viele andere nützliche Informationen hat, aber die wichtigsten für den Maschinisten sind wahrscheinlich die thermischen Eigenschaften.
Seine Wärmeleitfähigkeit beträgt 0,25 mK. Vergleichen Sie das nun mit Aluminium bei 205 W/m. Es leitet auch bei etwa 820 Th. Die in der Scherzone erzeugte Wärme kann also nicht so durch das Werkstück ableiten wie in Metallen.
Es bleibt stehen, genau dort, wo Sie es nicht haben wollen: auf Ihrem Schneidwerkzeug.
PEEK produziert Saiten, kontinuierliche Chips anstelle der segmentierten Chips, die Sie aus Metallen oder sogar Acetal erhalten. Diese Saiten können sich um Werkzeuge wickeln, wieder mit der Werkstückoberfläche verschweißen und die Oberflächenbeschaffenheit zerstören, wenn sie nicht weggeschnitten werden. Und da PEEK bei Schnitttemperaturen elastisch ist, wird es zurückfedern, nachdem das Werkzeug Ihren gemessenen Durchmesser oder Ihre Bohrung überschritten hat, kann es anders sein als das, was Sie programmiert haben.
Die Nationale Gesundheitsinstitute (PMC7796128) Berichte, dass die PEEK-Bearbeitbarkeit je nach Füllstoffgehalt und Schnittparametern stark variieren kann, es lohnt sich, dieses Material-Know-how zu kennen, wenn Sie dies beabsichtigen CNC Maschinenproduktion PEEK.
Take-away-Punkt: Im Vergleich zu anderen Kunststoffen, die in der Bearbeitung verwendet werden, hat PEEK einen recht niedrigen Wert der Wärmeleitfähigkeit 0,25 W/mK. Dies kann dazu führen, dass Wärme an der Schnittgrenzfläche nicht entweicht, außerdem verändert elastisches Zurückfedern die fertige Bauteilgeometrie. Beide Phänomene erfordern eine Änderung der Werkzeug-, Parameter- und Prozessreaktionsreaktionen.
Alle PEEK-Qualitäten maschinell unterschiedlich Die Note – insbesondere Füllart und Laden 1TP3 T – – – Werkzeuglebensdauer, erreichte Oberflächengüte und Parameterfenster Die Verwendung falscher Parameter für eine gefüllte Qualität ist eine übliche Ursache für frühen Werkzeugausfall und -schrott.
| Klasse | Füllstoff | Zugfestigkeit | Maximale Service-Temp | Werkzeugverschleißaufprall | Typische Anwendungen |
|---|---|---|---|---|---|
| Unbefüllt / Natur | Keine | 100 MPa | 250 °C | Ausgangswert (1×) | Dichtungen, Lager, Isolatoren |
| GF30 (301TP3 T Glasfaser) | Glasfaser | ~160 MPa | 250 °C | 2 –3 ist schneller abgenutzt | Strukturelle Halterungen, Pumpenkomponenten |
| CF30 (301TP3 T Kohlefaser) | Kohlefaser | ~210 MPa | 250 °C | 3 –5 ist schneller abgenutzt | Luft - und Raumfahrtarmaturen, Hochlastbuchsen |
| Medizinische Note (per ASTM F2026) | Keine (ultrarein) | 100 MPa | 250 °C | Ausgangswert (1×) | Wirbelsäulenkäfige, Zahnimplantate |
Branchenüblichkeiten scheinen darauf hinzuweisen, dass glasgefüllte PEEKid-Schneidwerkzeuge 2-3 mal schneller sind als Qualitäten Über kohlenstoffgefülltes PEEK wird nichts gesagt, dieses Material ist sogar viel schlechter, dass sich die Karbasis wie Mikro-Abriebmittel verhalten, die Schneidkante bei jedem Zyklus schleifen Gefüllte Bearbeitung verlangt Diamantwerkzeuge PCD oder diamantbeschichtete Einlage für alles andere als ‘Dritcher’/Short Production'.
Oberflächenbeschaffenheit ist eine weitere Gradevariation. wie in PMC7796128 dokumentiert Erreichbare Oberflächenrauheit von 0,6-3,0 m Ra auf ungefuelltem PEEK mit Bearbeitungsbedingungen: Drehen Ungefüllte Grade enden unter gleichbleibenden Drehparametern etwas glatter, wahrscheinlich weil sich Fasern sauberer von der Oberfläche trennen, anstatt herausgezogen zu werden.
Technische Anmerkung
PEEK in medizinischer Qualität forderte ASTM F2026-Konformität und -Betrieb in einer versiegelten kontrollierten Umgebung (spezielle Werkzeuge, Trennung des Kühlmittelsystems, Partikelmanagement) sowie Anforderungen an die Einrichtungen für das endgültige Implantat.
Le-creator's Bearbeitung PEEK Material Der Service bietet ungefüllte GF- und CF-Bestände mit notenspezifischen Prozesskontrollen.
Hauptpunkt: Füllstoffart ist das, was Werkzeug - und Prozessparameter beeinflusst Grünes ungefülltes PEEK ist das weichste, mineralverstärkte ist das härteste Wählen Sie das richtige Werkzeug für die Sorte, dann bestimmen Sie optimale Einstellungen.
Die Werkzeugauswahl für PEEK basiert auf der zu bearbeitenden Sorte, der Merkmalsgeometrie und den Anforderungen an die Oberflächenbeschaffenheit. Wenn Sie das richtige Werkzeug nicht auswählen, verursacht dies mehr Ausschuss bei PEEK-Aufträgen als bei falschen Geschwindigkeiten/Vorspeisungen, da die Auswahl des besten Werkzeugs den Wärmepegel und den Chipfluss vollständig definiert.
Hartmetall (von der Stange feinkörniges unbeschichtetes Hartmetall) ist wirksam bei der Bearbeitung von ungefülltem PEEK. Siliziumkarbid (SiC)-Werkzeuge sind ideal für die natürlichen Qualitäten, trotz der mäßigen abrasiven Natur der Polymere. Für die Qualitäten GF30 und CF30 bietet ein PCD- (polykristalliner Diamant) oder Hartmetallwerkzeug mit Diamantbeschichtung die beste Verschleißdauer 10 Teile und HSS wird schnell abgestumpft, so ein Branchenkommentator, der ein erschreckendes Bild eines gerade geschärften Bohrers lieferte, der in einer kleinen Handvoll Löchern stumpf ist.
Der Kantenradius sollte 0,01-0,02 betragen, um die effektivsten Ergebnisse bei minimaler Gratbildung zu erzielen PEEK verformt sich, anstatt mit einem stumpfen Werkzeug zu scheren Ein Spanwinkel von 0-6 positiv sorgt für eine gute Drehleistung Beim Fräsen hilft ein positiver Spanwinkel von 10-15, Druck gegen den Fräser zu verhindern und fördert den Spanfluss durch den Schnitt.
Einflöten-Endmühlen werden für Funktionen empfohlen, die eine sehr dünne Wand (weniger als 1,5 mm) erfordern, da sie den Druck auf das Werkzeug bei jeder Umdrehung verringern.
Beschichtung PEEK-Werkzeuge mit Karbid verursachte Materialausstrich, da die Beschichtung bei Kontakt mit dem Polymer Reibung und Hitze erzeugte, und wenn sie festgeklemmt wurde, eine streifig glasierte Oberfläche auf ungefuelltem PEEK Wenn das Silber in der Oberfläche streift, ist die Beschichtung das Problem.
Le-creator's CNC-Bearbeitungsservice Aufgekohltes und PCD-Werkzeug für PEEK-Aufgaben ausführt.
Okeyou: Unbeschichtetes Karbid an unbefülltes PEEK anpassen, auf einen Kantenradius von unter 0,02 mm achten, und positive Spanwinkel verwenden Einflöten-Endmühlen an Wänden, die dünner als 1,5 mm sind.
Geschwindigkeit und Vorschubraten für die PEEK-Bearbeitung unterscheiden sich stark von typischen handelsüblichen Kunststoffen wie z.B. Nylon oder Acetal, nicht nur sind die Parameterfenster für maximale und minimale Bereiche enger, die Folgen des Betriebs außerhalb jener Fenster sind viel höher, und gefüllte Qualitäten erfordern auch noch niedrigere Werte Die 3 unten aufgeführten Tabellen decken die 3 gängigsten PEEK CNC-Operationen ab, die fräsen und bohren.
| Parameter | Unerfüllter PEEK | Glasgefüllt (GF30) | Kohlenstoffgefüllt (CF30) |
|---|---|---|---|
| Schnittgeschwindigkeit | 50 100 m/min | 35 70 m/min | 30 60 m/min |
| Futterrate | 0,05 – 15 mm/Umdrehung | 0,05 – 10 mm/Umdrehung | 0,05 – 10 mm/Umdrehung |
| Schnitttiefe (rau) | 1,03,0 mm | 0,52,0 mm | 0,51,5 mm |
| Schnitttiefe (Finish) | 0,10,5 mm | 0,10,3 mm | 0,10,3 mm |
| Parameter | Unerfüllter PEEK | Glasgefüllt (GF30) | Kohlenstoffgefüllt (CF30) |
|---|---|---|---|
| Schnittgeschwindigkeit | 50 100 m/min | 35 70 m/min | 30 60 m/min |
| Futter pro Zahn | 0,05 – 15 mm | 0,03 0,10 mm | 0,03 0,10 mm |
| Schnitttiefe | 0,52,0 mm | 0,31,0 mm | 0,31,0 mm |
| Parameter | Unerfüllter PEEK | Glasgefüllt (GF30) | Kohlenstoffgefüllt (CF30) |
|---|---|---|---|
| Schnittgeschwindigkeit | 30 60 m/min | 20 40 m/min | 20 40 m/min |
| Futterrate | 0,05 – 10 mm/Umdrehung | 0,03 –0,08 mm/Rev | 0,03 –0,08 mm/Rev |
| Peck-tiefe | 1 ̄n Bohrerdurchmesser | 0,5 ̄N Bohrerdurchmesser | 0,5 ̄N Bohrerdurchmesser |
Wichtigste Schlussfolgerung der PMC7796128-Studie: Schnittgeschwindigkeit erklärt 61,31 TP3 T der Bearbeitungskraftschwankung, die bei ungefülltem PEEK beobachtet wurde, und eine noch höhere 83,61 TP3 T für GF30! Spindelgeschwindigkeit dominiert andere Parameter bei weitem Kleine Parameteränderungen führen zu großen Unterschieden in Bearbeitungskraft, Temperatur und Oberflächeneigenschaften.
Kontraintuitiv, aber gut dokumentierte Tatsache: für PEEK kann eine Erhöhung der Vorschubgeschwindigkeit den Temperaturaufbau senken Bei einem höheren Vorschub passiert bei jeder Umdrehung mehr Material das Schneidwerkzeug, sodass es mehr Wärmeenergie in den Spänen vom Schneidwerkzeug weg transportiert. Wenn Sie zu sanft und so leicht laufen, dass die Späne nicht vollständig geformt sind, entsteht eine Arbeitsfläche mit überschüssiger Reibungswärme, ohne dass die Energie, die sie erzeugt, reichlich entfernt wird.
Seien Sie konservativ, um mit der Vorschubgeschwindigkeit zu beginnen. Erhöhen Sie die nichtlineare Reaktion von PEEK auf die Bearbeitung. Gelb oder Verschmieren der Arbeitsfläche sind Anzeichen von überschüssigem Hitze. Erhöhen Sie sofort! D Lassen Sie die Spindelgeschwindigkeit oder die Vorschubgeschwindigkeit bei Bedarf erhöhen, aber tun Sie nicht beides gleichzeitig.
Technische Anmerkung
Startwerte waren Drake Plastics, Ensinger und andere veröffentlichte Quellen. Ihre Kraft, Temperatur, Späne und Oberfläche variieren je nach Maschinen- und Materialunterschieden. Machen Sie Testschnitte vor Beginn der Produktion zusammengestellt, insbesondere wenn Sie zwischen ungefüllt und gefüllt wechseln.
Geschäfte ohne den Luxus eines speziellen PEEK-Schneidwerkzeugsatzes können die Versuch-und-Irrtum-Zeit erheblich verkürzen, indem sie mit den Expertenläufen eines Kreatorlaufs zusammenarbeiten Präzisions-CNC-Bearbeitung Jeden Tag auf PEEK und hat Parameter für jede Note validiert.
Primzahl-Takeaway: Schneidgeschwindigkeit regelt 61-841TP3 T der Kraftvariation bei der Bearbeitung von PEEK Halten Sie es niedrig, erhöhen Sie die Vorschubgeschwindigkeit vor der Spindelgeschwindigkeit, und Vergilbung ist der primäre Indikator für die Temperaturfestigkeit.
Denken Sie bei der Bearbeitung von PEEK daran: Ihr Kühlmittelbedarf steht im Widerspruch zur Intuition der Metallbearbeitung, da die meisten Maschinisten nach Hochwasserkühlmittel greifen. Dies wird in der Tat nicht empfohlen, da Flüssigkeit unter Temperaturdifferenzspannung dazu neigt, Mikrorissbildung in der Oberfläche zu verursachen, die zum Zeitpunkt der Bildung möglicherweise für das Auge nicht wahrnehmbar ist, aber bei Last- oder Ermüdungswechselbedingungen zum Versagen neigt.
Die beste Methode, um einen Thermoschock zu vermeiden, ist Druckluft, die auf das Werk gerichtet ist. Sie ändert die Temperatur nicht so schnell wie Kühlmittel auf Wasser- oder Nebelbasis und räumt gleichzeitig Späne ab. Wenn für vertikale Tieftaschenarbeiten eine zusätzliche Kühlung gewünscht wird, sind kleine, durch stille Luftfeuchtigkeit kontrollierte Kühlmittelnebel ohne Öl zum Eindringen in die PEEK-Oberfläche angebracht.
Der Wärmeausdehnungskoeffizient (CTE) von PEEK fügt eine weitere Schicht hinzu. 45-55 ppm/K unter der Glasübergangstemperatur dehnt sich PEEK etwa doppelt so stark aus wie Aluminium (23 ppm/K).Sie betrachten 0,011-0,014 mm Wachstum für jeden 10 C-Anstieg der Temperatur während der Bearbeitung nur auf einem Teil mit 25 mm Durchmesser. Etwas zu beachten, wenn Ihr Budget 0,05 mm beträgt. Denken Sie daran: Temperaturstabilität ist eine Dimensionierungsanforderung, nicht nur eine Oberflächenbeschaffenheit.
Hochwasserkühl-PEEK verursacht Thermoschockmittel auf PEEK und kann Mikro-Cracks fördern Verwenden Sie Druckluft zum Spanräumen und zur Wärmeabfuhr Verwenden Sie Nebelkühlmittel nur bei Bedarf und nur mit Lösungen auf Wasserbasis.
Die Chipkontrolle ist bei PEEK-Schneidvorgängen weitaus wichtiger als die Kühlung. Stringy-PEEK-Chips neigen dazu, sich um die Schneidwerkzeuge zu wickeln und mit dem Werkstück zu verschweißen, wenn sie nicht kontinuierlich gereinigt werden. Positionieren Sie Ihren Hochdruckluftstoß, um Chips vom Schnitt wegzublasen, nicht weiter hinein.
Das Fazit: Flutkühlmittel auf PEEK vermeiden Druckluft ausschließlich zur Spanabfuhr und Wärmeabfuhr verwenden Nebelkühlmittel, aber nur, wenn die Luft die Arbeit nicht alleine erledigt.

Glühen: Häufiger, kritischer Schritt oft übersehen Nichts richtet fertige PEEK-Teile falsch aus und führt dazu, dass sie schneller aus der Toleranz gehen als das Glühen auszulassen Extrudierte Stäbe und Platten haben Eigenspannungen aus dem Extrusionsprozess Wenn man diese Spannungen ungleichmäßig durchschneidet, schnabel sie sich und bewirken eine Verformung des Teils. Durch Glühen werden diese Verzugsspannungen abgebaut, bevor sie das Teil messbar verformen.
Es gibt drei Situationen, in denen Glühen erforderlich ist:
Boedeker Plastics hat einen Glühzyklus für PEEK eingerichtet:
Technische Anmerkung PEEK Annealing-Zeitplan
Stufe 1: Rampenofen auf 300 F (149 C) über 2 Stunden Halten Sie bei 300 F für 60 Minuten für jede 0,25 Zoll (6,4 mm) Dicke.
Stufe 2: Rampenofen auf 375 F (191 C) über 2 Stunden Halten Sie bei 375 F für die gleiche Zeit, die in Stufe 1 bestimmt wurde.
Abkühlung: Temperatur mit 50 F (28 C) pro Stunde senken, bis Raumtemperatur erreicht ist Öffnen Sie die Ofentür während des Abkühlens nicht, da der unausgeglichene Luftstrom eine Schichtung verursacht.
Beispiel 25 (0,4 mm) Wandstärke Ein Teil mit 0,020 (0,4 mm) Wandstärke benötigt in jeder Stufe 0,5 Stunden.
Der gesamte Zyklus für ein 1 Zoll dickes Teil dauert etwa 1820 Stunden, einschließlich Rampe nach oben und Ramp nach unten. Das ist eine lange Lead-Maschine. Man müsste aber ein fertiges Teil bearbeiten, beobachten, wie sich die Verformung über Nacht abspielt, und dann den damit verbundenen Zeitverlust verkratzen und darauf warten, dass ein geglühter Fertigteil erneut bearbeitet wird. Der geschlossene Regelkreis von Le-creator Kunststoffbearbeitung Zyklus spart Vorlaufzeit, indem er standardmäßig für alle PEEK-Jobs mit enger Toleranz aushärtet.
Wichtiges Mitnehmen: Glühen Sie Ihr extrudiertes PEEK-Stoff immer vor der Bearbeitung. Bei dichten Toleranzteilen nach dem Vorglühen erneut anglühen. Folgen Sie dem Boedeker 2-stufigen Rampenzyklus und kühlen Sie mit nicht mehr als 50 F/h.

Verwendung von PEEK Extrusionsmaterial-immer Glühen Für Teile mit enger Toleranz - Glühen nach dem Schruppen und nach dem Fertigstellen Verwenden Sie Boedeker zweistufigen Rampenplan; Kühlen Sie mit nicht mehr als 50 F/h.
| Toleranzniveau | Toleranzbereich | Anforderungen |
|---|---|---|
| Standard | ±0,10 mm (±0,004 Zoll) | Scharfe Werkzeuge, richtige Geschwindigkeiten und Vorschübe |
| Präzision | ±0,05 mm (±0,002 Zoll) | + Glühen + temperaturgesteuerte Umgebung |
| Hohe Präzision | ±0,025 mm (±0,001 Zoll) | + Nachglühen, Stabilisierungszeit, 20 °C Inspektion |
Für die PEEK-Bearbeitung sind drei Stufen der Toleranzkontrolle praktisch, sobald Sie die Toleranzgrenze verstanden haben, die Ihr Job verlangt, können Sie die richtigen Steuerungen festlegen und unter - oder überentwickelte Lösungen vermeiden.
Produktionsmethode für Präzisions-PEEK-Komponenten: Glührohmaterial Raue Maschine Nachglühen Fertigmaschine 2-4 Stunden bei Raumtemperatur warten Bei 20 C prüfen. Desktop-Messung von PEEK-Teilen direkt nach der Bearbeitung ergibt unzuverlässige Messungen - der PEEK muss 2-4 Stunden dauern vor der Messung thermisch ausgleichen.
ages Vorteile der PEEK-Bearbeitung
Einschränkungen der PEEK-Bearbeitung
Für Fertigungsteile mit enger Toleranz schreibt Le-creator eine Inspektion bei 20 °C ±1 °C und Glühen für alle vor PEEK-Bearbeitung Jobs standardmäßig Für die präziseste Arbeit ist das Anneal-rough-anneal-finish Protokoll normal.
Schlüssel zum Mitnehmen: Anneal PEEK zur Kontrolle der Abmessungen Kühlen Sie langsam ab, überprüfen Sie bei kontrollierter Temperatur. Lassen Sie vor der Inspektion 2-4 Stunden für die thermische Stabilisierung ein.

Die meisten Iterationen von Le-creator CNC-Maschine PEEK-kein Füllstoff, Glasfüllung, oder Carbon-Füllung - bis 0,025 mm mit 17+ Jahren Präzisions-Inhouse-Erfahrung Senden Sie uns Ihre Zeichnung, und wir werden die meisten PEEK-Teile durch Zitat innerhalb von ein oder zwei Tagen.
Die Parameter und technischen Referenzen, die in diesem PEEK-Bearbeitungsleitfaden verwendet werden, sind abgeleitet von Victrex PEEK 450 G-Datenblättern, Drake Plastics Bearbeitungsrichtlinien, einer von Experten begutachteten Vergleichsstudie zur Bearbeitbarkeit und zuletzt einem Boedeker-Glühprotokoll Le-creator ist erfahren in der Herstellung von Produktionsqualität PEEK zu spec und Toleranzen - unsere Empfehlungen basieren auf der Chemie von PEEK in drei verschiedenen Formen: unausgefüllt, GF30 und CF30. Hyperlinks zu den Datenquellen sind enthalten.









