Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Een praktische gids voor het bewerken van PTFE: van gereedschapsselectie tot eindtolerantie
| Volledige Chemische Naam | Polytetrafluorethyleen (PTFE) DuPont handelsnaam: Teflon |
| Dichtheid | 2,13-2,19 g/cm³ |
| Melting Point | 327 °C (621 °F) |
| Max Continu Service Temp | 260 °C (500 °F) |
| Coëfficiënt van Wrijving | 0,05-0,10 (laagste van alle vaste polymeren) |
| Coëfficiënt van Thermische Uitbreiding | 100-200 × 10−6/°C (ongeveer 10× hoger dan staal) |
| Haalbare het Machinaal bewerken Tolerantie | ±0,025 mm (±0,001 inch) met gloeien; ±0,13 mm (±0,005 inch) zonder |
| Gemeenschappelijke bewerkingsprocessen | CNC draaien, CNC frezen, boren, zagen |
PTFE neemt een klasse op zich De verbinding die antiaanbakoppervlakken bedekt en zorgt voor de afdichting van chemische reactoren gedraagt zich niet zoals elk ander plastic zodra het in een snijgereedschap is geïntroduceerd. De thermische uitzettingscoëfficiënt is ongeveer een orde van grootte hoger dan die van staal. Het kruipt onder aanhoudende belasting en ondergaat een kristallijne faseverandering nabij kamertemperatuur die de afmetingen met enkele procentpunten kan verschuiven in een smal venster van 3 ° F.
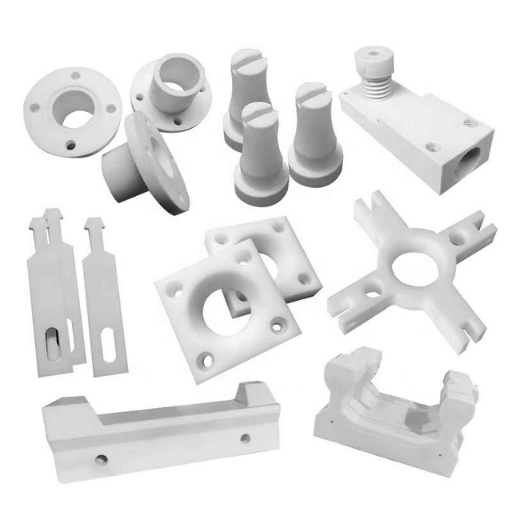
Geen van deze eigenschappen is een onoverkomelijke barrière voor het bewerken van de materiële afdichtingen, zoals kleppen, bussen, en op maat gemaakte knoppen die dagelijks in PTFE worden geproduceerd. De standaard kunststofbenadering zal echter een aanzienlijke hoeveelheid schroot genereren. Deze gids behandelt het gereedschap, de toevoersnelheden, gloeicycli en metrologie die nodig zijn om onderdelen met een strakke tolerantie te produceren uit een materiaal dat bestand is tegen maatvastheid in elke fase.
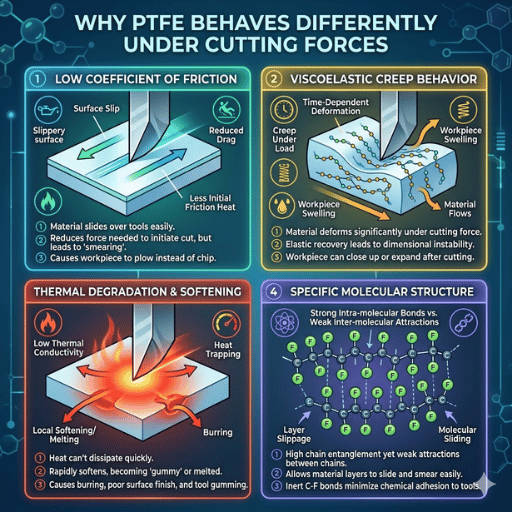
Polytetrafluorethyleen (PTFE) is een semi-kristallijn fluorpolymeer met een volledig gefluoreerde ruggengraat “back-boned” op koolstof De chemie verleent PTFE een extreem lage wrijvingscoëfficiënt (0,05-0,10, per de DuPont Teflon PTFE Properties Handboek), chemische bestendigheid, en stabiele prestaties bij hoge temperaturen tot 260 °C. Deze unieke eigenschappen creëren ook drie kenmerken die direct van invloed zijn op elke bewerking:
Ten eerste thermische uitzetting Volgens gegevens verzameld door Professionele Plastics, PTFE-coëfficiënt daalt tussen 100 en 200 × 106/°C 2 keer zoveel als koolstofstaal. Een PTFE-component die bij 2 °C wordt bewerkt, zal meetbaar groeien als de winkel tegen de middag opwarmt tot 28 °C.
Ten tweede is er een kristallijne overgang nabij 19-20 ° C (ongeveer 66-68 ° F). NIST onderzoek naar thermische uitzetting documenteert een kristallijne overgang van de eerste orde in deze smalle temperatuurband, waardoor een onevenredige maatsprong ontstaat. In de praktijk meten onderdelen binnen de tolerantie tijdens avonddiensten 's ochtends vaak buiten de specificaties wanneer de winkeltemperaturen deze drempel overschrijden.
📐 Technische opmerking: vergelijking van thermische uitzetting
| Materiaal | CTE (× 10−6/°C) | Ten opzichte van PTFE |
|---|---|---|
| PTFE (maagd) | 100-200 | Baseline |
| PEEK | 47-54 | ~0,4× |
| Delrin (Acetaal) | 85-110 | ~0,7× |
| Aluminium 6061 | 23.6 | ~0,2× |
| Carbon Steel | 10-12 | ~0,08× |
Bronnen: Professionele database met thermische eigenschappen van kunststoffen; NIST-meetgegevens
Ten derde, koude PTFE buigt af onder aanhoudende mechanische stress permanent Klemmen eigenschap genoemd kruip Te strak een PTFE plano springt niet terug zoals een metaal zou opleveren, en het onderdeel gaat uit tolerantie op het moment dat u het vrijgeeft Werken aan de beperkingen van het materiaal in plaats van ze te bestrijden onderscheidt productieve PTFE bewerking van schroot.
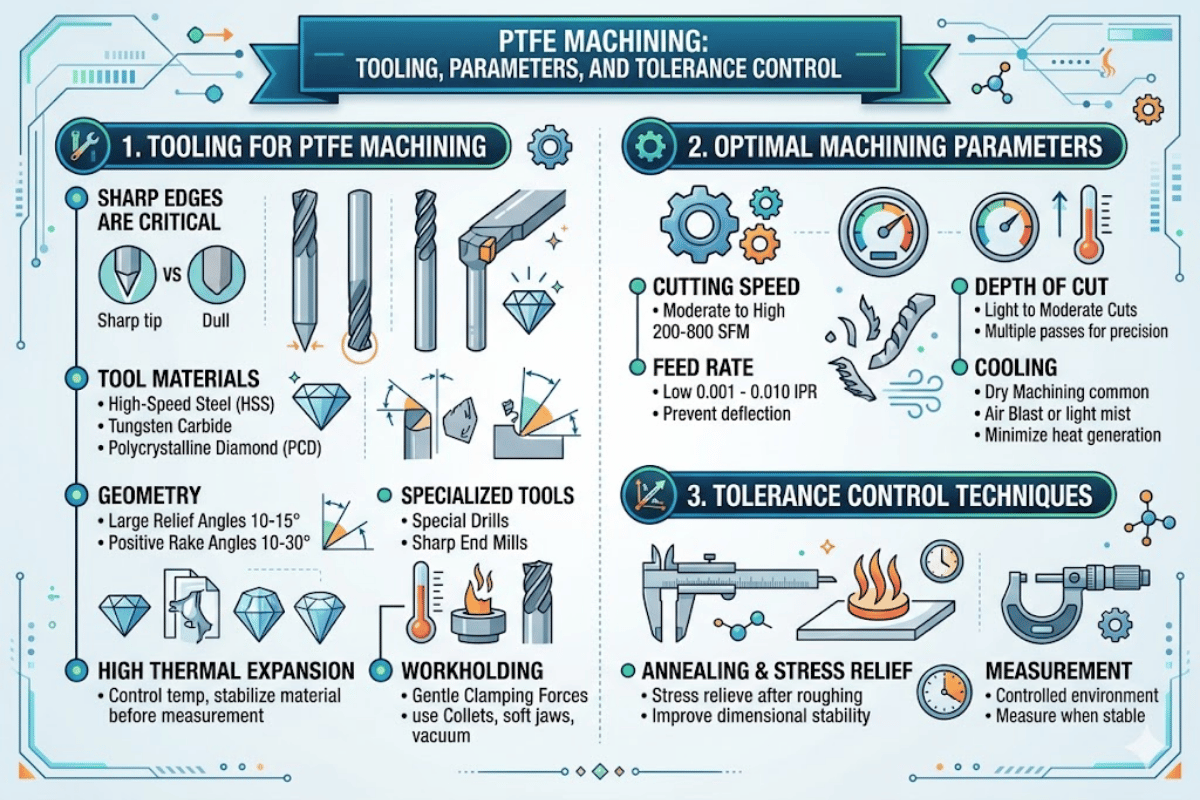
Hoewel het materiaal gevoeliger is voor gereedschap dan de meeste technische kunststoffen, schuift extreme saaiheid de PTFE niet schoon; het schuurt eerder, “ stroomt het materiaal naar voren en veroorzaakt warmteopbouw die afbreuk doet aan de maatnauwkeurigheid en oppervlakteafwerking. Er zijn drie niveaus van gereedschap bij de praktische bewerking van PTFE:
| Gereedschap Materiaal | Rake Angle | Best For | Beperking |
|---|---|---|---|
| HSS (hogesnelheidsstaal) | +10° tot +18° | Prototypes met een laag volume zijn gemakkelijk te verscherpen tot een scheermesrand | Draagt sneller op lange productieruns |
| Ongecoat Carbide | +8° tot +15° | Productie draaien en malen consistente randbehoud | Vermijd gecoat carbide (coating creëert weerstand op zachte PTFE) |
| PCD (polycrystalline Diamond) | +12° tot +18° | Gevulde PTFE-kwaliteiten (met glas gevuld, met koolstof gevuld) 'fillers' zijn zeer schurend | Hogere gereedschapskosten; alleen gerechtvaardigd voor schuurkwaliteiten |
Positieve hellingshoeken zijn minder bestand tegen snijden en helpen het gereedschap het materiaal af te schuiven in plaats van te duwen. Ingenieurs melden vaak problemen met het hergebruik van gecoate carbide-inzetstukken bij de bewerking van metalen. Het gecoate oppervlak is tien keer beter bestand tegen wrijving dan de toch al lage wrijvingscoëfficiënt van Teflon, wat leidt tot materiaalophoping aan de rand en een slechte spaanafvoer.
Bij sommige van de meer geavanceerde toepassingen van HSS-gereedschap op PTFE kan een extreem scherpe hoog gepolijste snijkant worden verkregen door het gereedschap op een oppervlaktemolen te slijpen en vervolgens de braam op te rollen met een geharde boorstang. Met deze methode kan een betere oppervlakteafwerking worden bereikt.
PTFE is een thermoplast; het is een thermische isolator - de warmte die wordt gegenereerd door wrijving tijdens het snijden blijft op het grensvlak tussen gereedschap en werkstuk, in plaats van te geleiden (stromen) in het blanco materiaal. Dit verwijst naar het feit dat wanneer onjuiste snelheden en voedingen worden gebruikt, het materiaal in de snijzone zachter zal worden, zal opzwellen en een dimensionale zwelling zal hebben. De volgende waarden, ontleend aan verschillende fabricagegidsen die door verschillende industrieën en machinistenervaring worden geleverd, zijn verschillende overspanningen over aanvaardbare en productieve verwijderingssnelheden:
| Operation | Oppervlakte Snelheid | Feed Rate | Diepte van Cut | Koelvloeistof |
|---|---|---|---|---|
| CNC Draaien (ruwen) | 200-500 fpm (60-150 m/min) | 0,005-0,010 ipr (0,13-0,25 mm/omw) | 0,020-0,060 inch (0,5-1,5 mm) | Luchtstoot of droog |
| CNC Draaien (afwerking) | 400-800 fpm (120-240 m/min) | 0,001-0,004 ipr (0,025-0,10 mm/omw) | 0,002-0,010 inch (0,05-0,25 mm) | Luchtstoot of nevelnevel |
| CNC Frezen | 200-500 fpm (60-150 m/min) | 0,003-0,008 ipt (0,08-0,20 mm/tand) | 0,020-0,080 inch (0,5-2,0 mm) | Luchtstoot; klimmen frezen heeft de voorkeur |
| Boren | 600-1.000 TPM (gat ≤ 15 mm); 400-600 TPM (gat > 15 mm) | 0,005-0,009 ipr (0,13-0,23 mm/omw) | Pikboren voor dieptes > 2× diameter | Lucht - en spuitnevels |
In de meeste gevallen zijn hogere voedingssnelheden beter dan hogere spindelsnelheden: dikkere spanen voeren de warmte weg van het werk naar de swarf in plaats van naar het onderdeel. Een lager aantal sneden per inch is het gevolg van een hogere voeding, wat resulteert in een kleiner aantal thermische cycli die de oppervlaktelaag van het werk ervaart.
PTFE heeft geen overstromingskoelmiddel nodig bij oppervlaktesnelheden onder 500 fpm Boven 500 fpm moet een lichte nevel van niet-aromatisch, in water oplosbaar koelmiddel of perslucht worden gebruikt voor temperatuurcontrole Vermijd koelmiddelen op aardoliebasis op onderdelen die bestemd zijn voor voedselcontact, of halfgeleidertoepassingen. Restkoolwaterstoffen kunnen het afgewerkte oppervlak vervuilen en de chemische inertheid in gevaar brengen.
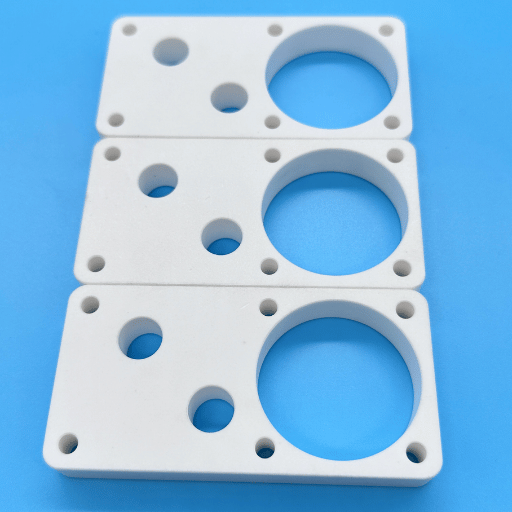
Dimensionale tolerantietolerantiet primaire uitdaging bij PTFE-bewerking Bewerkte PTFE-onderdelen dragen resterende interne spanningen van het snijproces zelf en die spanningen komen vrij over uren en dagen, waardoor het onderdeel kromtrekt lang nadat het de machine heeft verlaten. Toleranties van ± 0,13 mm (± 0,005 inch) zijn haalbaar zonder speciale Tighter T. Tighter 'toleranties' 5 ± 0002 mm (± 0001 inch) 5 vereisen een gedisciplineerd annealing-protocol tussen bewerkingsbewerkingen, zoals gedocumenteerd in. ASTM D3297 (Praktijk voor het vormen en bewerken van toleranties voor PTFE-harsonderdelen).
📐 Technische opmerking: Multi-Stage Annealing Protocol
De gouden standaard voor precisie PTFE-componenten volgt een aanpak met drie doorgangen:
Referentiebereik gloeitemperatuur: 260-280 °C voor maximale spanningsverlichting (volgens Eng-Tips engineering forum-gegevens en Boedeker fabricagerichtlijnen) De lagere temperaturen hierboven zijn voor tussentijdse spanningsverlichting tussen sneden.
De gloeireeks is net zo belangrijk als de gloeitemperatuur. Een veelgemaakte fout is om pas te gloeien na de laatste bewerking. ‘Door ruw te maken’ hebben de restspanningen van het ruw maken al onomkeerbare vervorming veroorzaakt. Het opnieuw gloeien van het fijnbewerkingsproces, in plaats van alleen aan het einde, verlicht de door gereedschap veroorzaakte spanning in het residuaal gespannen plastic en de maatvastheid van 'sets'.
Toch is de nauwkeurigheid van de maatmeting net zo belangrijk...de temperatuurregeling tijdens de meting, omdat u vaak een maatafwijking kunt krijgen binnen een gespecificeerde tolerantie door de meettemperatuur te veranderen. Omdat PTFE een kristalfaseovergang heeft bij een temperatuur van bijna 19-20 °C, blijkt dat een deel gemeten bij 18 °C en opnieuw gemeten bij 22 °C een maatafwijking heeft die vaak groter is dan de toegestane tolerantie. Alle eindkwaliteitscontrole-inspecties moeten worden uitgevoerd in een gematigde gecontroleerde omgeving die wordt gehandhaafd op de standaard testomgevingstemperatuur van 20 °C of op een omgevingstemperatuur die overeenkomt met de verwachte gebruiksomstandigheden.
Laat PTFE-voorraad ten minste 24 uur in uw winkel in evenwicht komen met de omgevingstemperatuur voordat u deze bewerkt Omdat PTFE een zeer slechte thermische geleider is, kan het uren duren voordat de interne temperatuur gelijk wordt gemaakt met de koelsnelheid van buitenaf nadat de voorraad uit de opslagplanken, een vrachtwagenbed of een afgesloten magazijn is gehaald.
PTFE produceert zachte, draderige bramen die bestand zijn tegen conventionele ontbramen In tegenstelling tot metalen bramen die schoon afbreken, vervormen PTFE-bramen onder druk en vormen ze opnieuw na verwijdering Handmatig schrapen met een scherp mes verwijdert ze tijdelijk, maar de bramen verschijnen vaak opnieuw terwijl het materiaal ontspant. Een gedrag dat machinisten vangt, beschermt wanneer ze voor het eerst met het materiaal werken.
Cryogene ontbramen is de meest betrouwbare methode voor PTFE-onderdelen Onderdelen worden met behulp van vloeibare stikstof of CO2 gekoeld tot ongeveer -70 °C tot -100 °C, waardoor de normaal buigzame PTFE-bramen bros genoeg zijn om schoon te tuimelen of af te blazen Deze aanpak is standaard voor de productie van PTFE-afdichtingen en - pakkingen in grote volumes in de lucht- en ruimtevaartindustrie.
Oppervlakteafwerkingen van Ra 0,4-1,6 µm zijn haalbaar op nieuw PTFE met scherp carbide of PCD-gereedschap bij afwerking (400-800 fpm). Gevulde kwaliteiten hebben de neiging ruwere afwerkingen te produceren dankzij het uittrekken van vuldeeltjes Ra 1.6-3.2 µm op glas-gevulde PTFE zonder nabewerking polijsten.

Polymeermateriaal dat aangenamer is voor bewerkte onderdelen bestaat: PEEK en Acetal, verkocht als Delrin, maken goede vergelijkers. Het kiezen van het meest geschikte bewerkbare plastic omvat een kritische afweging van eigenschappen zoals chemische bestendigheid, maatvastheid, temperatuurbereik, wrijving en bewerkbaarheid.
| Property | PTFE | PEEK | Delrin (Acetaal) |
|---|---|---|---|
| CTE (× 10−6/°C) | 100-200 | 47-54 | 85-110 |
| Treksterkte | 25 MPa | 100 MPa | 70 MPa |
| Max Service Temp | 260 °C | 250 °C | 100 °C |
| Chemische Weerstand | Inert voor bijna alle chemicaliën | Goed (niet HNO3 of H2SO4 geconcentreerd) | Matig (gevoelig voor sterke zuren) |
| Coëfficiënt van Wrijving | 0,05-0,10 | 0,35-0,45 | 0,20-0,35 |
| Bewerkbaarheid | Vereist gloeien voor nauwe toleranties; zacht, vervormt onder klemmen | Machines goed; houdt afmetingen onder belasting vast | Makkelijkste van de drie; stabiele, voorspelbare chipvorming |
| Kruip Weerstand | Slechte stromen onder aanhoudende belasting | Uitstekend | Good |
✔ Kies PTFE wanneer
⚠ Overweeg PEEK of Delrin in plaats daarvan wanneer
Voor toepassingen waarbij zowel lage wrijving als hoge dimensionale stabiliteit gewenst zijn, kunnen gevulde PTFE-kwaliteiten (met glas gevuld of met koolstof gevuld) als een goedkoop compromis werken. Volgens NASA technisch onderzoek, gevulde PTFE-composieten kunnen de coëfficiënt van thermische uitzetting met een factor tot 6× verminderen in de coëfficiënt van thermische uitzetting versus nieuw PTFE, en komen dicht in de buurt van aluminium in maatvastheid terwijl veel van de oorspronkelijke PTFE-eigenschappen behouden blijven.
Onderdelen ontwerpen voor PTFE-bewerking betekent dat u de specifieke kenmerken van het materiaal vooraf accepteert in plaats van ze op de werkvloer te ontdekken. Het volgende advies heeft betrekking op nieuwe en gevulde PTFE-kwaliteiten die zijn vervaardigd uit standaardvormen, plaat-, buis- en gegoten plano's.
Voor projecten die precisie vereisen PTFE CNC-bewerking, Door uw ontwerpbestand vroegtijdig te delen, kan het bewerkingsteam tolerantie- of problemen met de vlag markeren voordat de productie begint. Herbewerking van uw armatuur, wat zowel kosten als doorlooptijd met zich meebrengt.
Precisie PTFE-onderdelen nodig?
Le-Creator vervaardigt PTFE-componenten op maat met onze eigen gloeien, en kwaliteitscontrole Dien uw ontwerpbestand in voor een gratis engineering evaluatie.
Deze gids synthetiseert PTFE-bewerkingsgegevens uit NIST-meetonderzoek, ASTM-tolerantienormen, peer-reviewed bewerkingsstudies en gedocumenteerde machinistenervaring op meerdere brancheforums Le-Creator produceert precisie PTFE-bewerkte onderdelen in zijn fabriek in Shenzhen, ten behoeve van medische, halfgeleider- en industriële klanten. Waar gegevens afkomstig zijn uit onze productie-ervaring, worden deze als zodanig geïdentificeerd. Waar waarden sectorbrede bereiken vertegenwoordigen, worden bronnen inline geciteerd.