Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


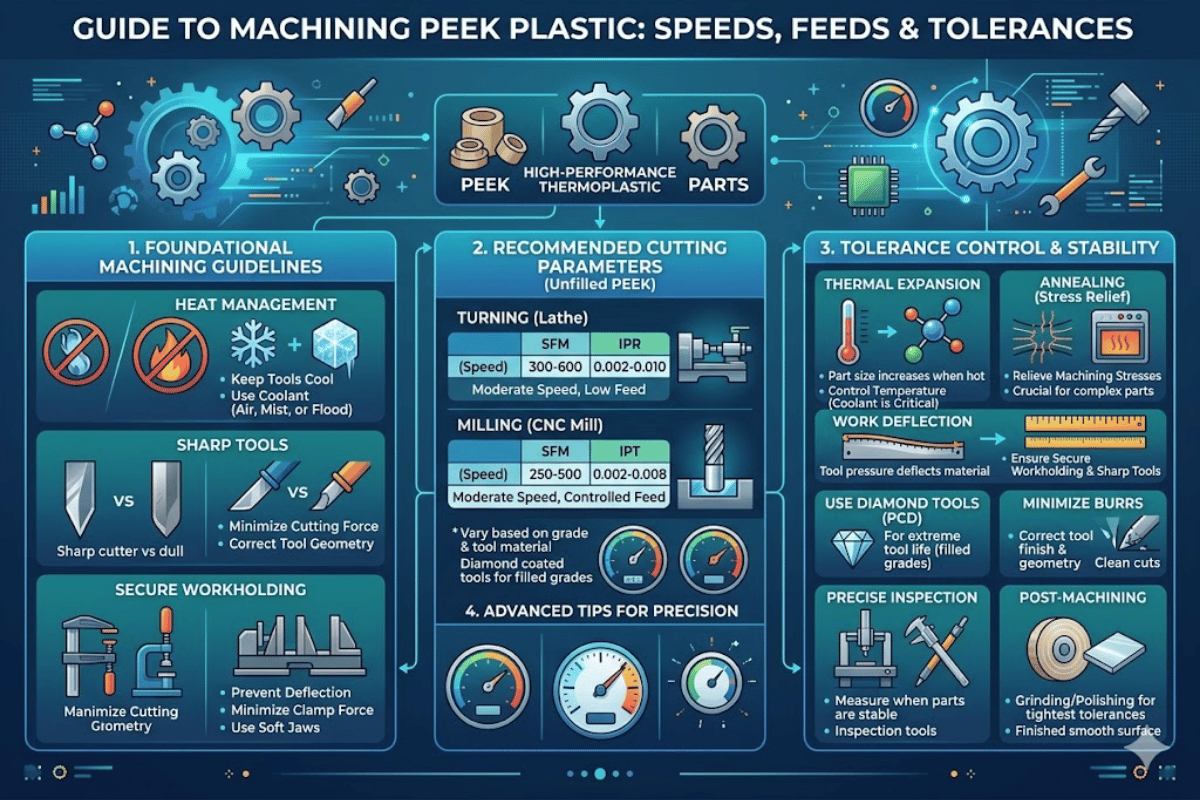
Como usinar velocidades, feeds, ferramentas e controle de tolerância de plástico PEEK
| Parâmetro | Valor |
| Ponto de fusão | 343°C (649°F) |
| Temperatura de Transição de Vidro | 143°C (289°F) |
| Temperatura de serviço contínuo | 250°C (482°F) |
| Resistência à tração (não preenchida) | 100 MPa |
| Coeficiente de E×pansão Térmica | 45 ppm/K (abaixo de Tg) |
| Condutividade Térmica | 0,25 W/m·K |
| Ferramentas recomendadas | Carboneto não revestido/PCD |
| Tolerância Alcançável | ±0,05 mm (±0,002 pol.) |
Peek é um dos mais usináveis termoplásticos de engenharia e o mais desafiador para usinar corretamente Esta visão geral aborda a usinagem de PEEK a partir da perspectiva do material, e inclui informações sobre a escolha de uma ferramenta de corte através da passagem de acabamento, com tabelas de parâmetros, cronograma de recozimento e diretrizes de tolerância selecionadas de revistas de pesquisa, fichas técnicas de produtores de resina e e×pertise de chão de fábrica Se você estiver usinando estoque de haste não preenchida ou branco preenchido com vidro, o que se segue irá ajudá-lo a evitar peças distorcidas, superfícies derretidas e tolerâncias sopradas.
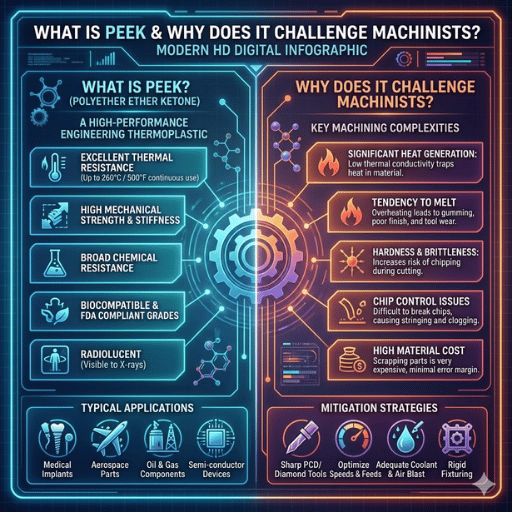
O éter cetona do poliéter (PEEK), é um derretimento termoplástico semi cristalino em 330-340 oC com uma cristalinidade de 20-481TP3 T, o nível de cristalinidade que está sendo influenciado por condições de processamento e se o estoque tinha sido recozido após a fabricação Este polímero é parte da família de polímeros do polyaryletherketone (PAEK) Comercializado por Victrex no início dos anos 1980 PEEK é um termoplástico preto forte que mostra propriedades mecânicas de alto desempenho excepcionais da resistência química em temperaturas elevadas e biocompatibilidade.
Isto o torna um candidato direto à substituição de metal em usos aeroespaciais, médicos e de petróleo e gás, incluindo componentes de moldes de injeção onde a estabilidade em altas temperaturas é essencial.
Os números mostram porque os maquinistas têm dificuldade com o PEEK Sua temperatura de fusão é de 343 C (649 F) e sua temperatura de transição vítrea é de 143 C (289 F).O Ficha técnica de Victrex PEEK 450G tem muitas outras informações úteis, mas as mais importantes para o maquinista são provavelmente as propriedades térmicas.
Sua condutibilidade térmica 0.25 W/mK. Agora compare isso com alumínio a 205 W/mK zona de cisalhamento Conduz em torno de 8 th's também Assim o calor criado na zona de cisalhamento não pode dissipar o calor através da peça de trabalho da maneira que faz em metais.
Fica parado, exatamente onde você não quer: na sua ferramenta de corte.
PEEK irá produzir chips stringy, contínuo em vez dos chips segmentados que você obtém de metais ou até mesmo acetal Essas cordas podem envolver ferramenta, re-solda à superfície da peça de trabalho, e ruína acabamento superficial se não cortado E como PEEK é elástico em temperaturas de corte vai saltar de volta depois que a ferramenta passou para que seu diâmetro medido ou furo pode ser diferente do que você programou.
O Institutos Nacionais de Saúde (PMC7796128) relata que a usinabilidade do PEEK pode variar amplamente dependendo do conteúdo do enchimento e dos parâmetros de corte Vale a pena conhecer esse know-how material se você pretende produção máquina CNC PEEK.
Ponto de retirada: Em comparação com outros plásticos usados na usinagem, PEEK tem um valor bastante baixo de condutividade térmica 0,25 W/mK. Isso pode fazer com que o calor não escape na interface de corte, além disso, o retorno elástico altera a geometria do componente acabado. Ambos os fenômenos exigem que as respostas da ferramenta, do parâmetro e da resposta do processo sejam alteradas.
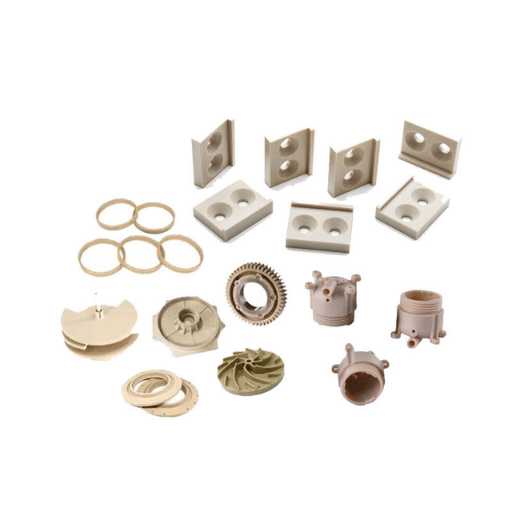
Todos os graus PEEK máquina A classe (grau) em particular o tipo de enchimento carregando % diferentemente afeta a vida útil da ferramenta, acabamento de superfície alcançado e janelas de parâmetros. os parâmetros errados para um grau preenchido é uma causa usual de falha precoce da ferramenta e sucata.
| Grau | Enchimento | Resistência à tração | Temp do serviço máximo | Impacto do desgaste da ferramenta | Aplicações Típicas |
|---|---|---|---|---|---|
| Não preenchido/Natural | Nenhum | 100 MPa | 250°C | Linha de base (1×) | Vedações, rolamentos, isoladores |
| GF30 (fibra de vidro 30%) | Fibra vidro | ~160 MPa | 250°C | 2× desgaste mais rápido | Suportes estruturais, componentes da bomba |
| CF30 (fibra de carbono 30%) | Fibra carbono | ~210 MPa | 250°C | 3× desgaste mais rápido | Acessórios aeroespaciais, buchas de alta carga |
| Grau médico (por ASTM F2026) | Nenhum (ultra-puro) | 100 MPa | 250°C | Linha de base (1×) | Gaiolas espinhais, implantes dentários |
As práticas da indústria parecem indicar que PEEK cheio de vidro usa ferramentas de corte de metal duro 3 vezes mais rápido do que graus não preenchidos Nada é dito PEEK cheio de carbono, este material é ainda muito pioras fibras comportam-se como micro-abrasivos, moagem a borda de corte em cada ciclo de usinagem de grau preenchido exige ferramentas de diamante PC ou diamante revestido insertos para qualquer coisa, mas ‘ditcher’/short produção run.
O acabamento superficial é outra variação de grau. conforme documentado em PMC7796128 Rugosidade superficial alcançável de 0,6-3,0 m Ra em PEEK não preenchido com condições de usinagem: torneamento As classes não preenchidas terminam ligeiramente mais suave sob parâmetros de torneamento consistentes, provavelmente porque as fibras se separam mais limpamente da superfície versus serem puxadas para fora.
Nota de Engenharia
O PEEK de nível médico exigiu conformidade com o ASTM F2026 e operações dentro de um ambiente controlado selado (ferramentas dedicadas, separação do sistema de refrigeração, gerenciamento de partículas), requisitos de instalações para o implante final.
Le-criador usinagem PEEK material o serviço fornece estoque não preenchido, GF e CF com controles de processo específicos de grau.
Ponto principal: tipo de enchimento é o que influencia os parâmetros de ferramentas e processo PEEK verde não preenchido é o mais macio, mineral-reforçado é o mais difícil Escolha o ferramental certo para o grau, em seguida, determinar as configurações ideais.
A seleção de ferramentas para PEEK é baseada no grau que está sendo usinado, geometria de recursos, requisitos de acabamento de superfície A falha em escolher o ferramental correto causa mais sucata nos trabalhos PEEK do que velocidades/alimentações incorretas, porque selecionar a melhor ferramenta define inteiramente o nível de calor e o fluxo de cavacos.
O carboneto (fora da prateleira de carboneto não revestido de grão fino) é eficaz na usinagem de PEEK não preenchido O ferramental de carboneto de silício (SiC) é ideal para os graus naturais, suportando a natureza abrasiva moderada dos polímeros Para os graus GF30 e CF30, um PCD (diamante policristalino) ou ferramenta de carboneto com um revestimento de diamante oferece a melhor vida útil de desgaste sob 10 partes e o HSS é rapidamente entorpecido, por um comentarista da indústria que forneceu uma imagem horrível de uma broca recém-afiada cega dentro de um pequeno punhado de furos.
O raio da borda deve ser 0,01-0,02 para os resultados mais eficazes com formação mínima de rebarbas PEEK deforma em vez de cisalha com uma ferramenta romba Um ângulo de inclinação de 0-6 positivo fornece um bom desempenho de giro Na fresagem, um ângulo de inclinação positivo de 10-15 ajuda a evitar a pressão contra o cortador e incentiva o fluxo de cavacos através do corte.
Moinhos de extremidade de flauta única são recomendados para recursos que exigem uma parede muito fina (menos de 1,5 mm), pois reduzem as pressões sobre a ferramenta a cada revolução.
O revestimento do ferramental PEEK com carboneto causou manchas de material à medida que o revestimento criou fricção e calor em contato com o polímero e, se fixado, uma superfície envidraçada listrada em PEEK não preenchido. Se as listras prateadas na superfície, o revestimento é o problema.
Le-criador Serviço usinagem CNC executa ferramentas cementadas e PCD para trabalhos PEEK.
Okeyou: Combine o carboneto não revestido com o PEEK não preenchido, certifique-se de que o raio da borda esteja abaixo de 0,02 mm e use ângulos de inclinação positivos. Use fresas de topo de flauta única em paredes mais finas que 1,5 mm.
Velocidade e taxas de alimentação para usinagem PEEK são muito diferentes dos plásticos comuns típicos, como nylon ou acetal Não só as janelas de parâmetros para intervalos máximos e mínimos são mais apertadas, as consequências de operar fora dessas janelas são muito mais altas, e os graus preenchidos também exigem valores ainda mais baixos As 3 tabelas abaixo cobrem as 3 operações CNC PEEK mais comuns de torneamento, fresamento e perfuração.
| Parâmetro | Peek não preenchido | Cheio de vidro (GF30) | Carbono-Enchido (CF30) |
|---|---|---|---|
| Velocidade Corte | 500 m/min | 35 m/min | 30 m/min |
| Taxa de alimentação | 0,050,15 mm/rev | 0,050,10 mm/rev | 0,050,10 mm/rev |
| Profundidade de corte (áspera) | 1.003,0 mm | 0.52,0 mm | 0.5.15 mm |
| Profundidade de Corte (acabamento) | 0.10,5 mm | 0.10,3 mm | 0.10,3 mm |
| Parâmetro | Peek não preenchido | Cheio de vidro (GF30) | Carbono-Enchido (CF30) |
|---|---|---|---|
| Velocidade Corte | 500 m/min | 35 m/min | 30 m/min |
| Alimentação por Dente | 0,050,15 mm | 0,030,10 mm | 0,030,10 mm |
| Profundidade de Corte | 0.52,0 mm | 0.31,0 mm | 0.31,0 mm |
| Parâmetro | Peek não preenchido | Cheio de vidro (GF30) | Carbono-Enchido (CF30) |
|---|---|---|---|
| Velocidade Corte | 30 m/min | 20 m/min | 20 m/min |
| Taxa de alimentação | 0,050,10 mm/rev | 0,030,08 mm/rev | 0,030,08 mm/rev |
| Profundidade Peck | 1× diâmetro da broca | Diâmetro da broca de 0,5× | Diâmetro da broca de 0,5× |
Conclusão mais importante do Estudo PMC7796128: a velocidade de corte explicou 61.31TP3 T da variação da força de usinagem observada no PEEK não preenchido, e um ainda maior 83.61TP3 T para GF30! velocidade do fuso domina outros parâmetros de longe Pequenas mudanças de parâmetros levam a grandes diferenças na força de usinagem, temperatura e características da superfície.
Fato contra-intuitivo, mas bem documentado: para o PEEK, aumentar a taxa de alimentação pode diminuir o acúmulo de temperatura Com uma alimentação mais alta, mais material passa pela ferramenta de corte a cada revolução, de modo que transporta mais energia térmica nos cavacos para longe do cortador. Correr com muita suavidade e leveza para que os cavacos não sejam completamente formados cria uma superfície de trabalho de excesso de calor de fricção sem remoção copiosa da energia que os produz.
Seja conservador para começar a taxa de alimentação eleve a surpresa você a resposta não linear PEEK à usinagem parâmetros vai Amarelecimento ou manchando para a superfície de trabalho manifestações de excesso de calorditch it imediatamente! solte a velocidade do fuso ou aumente a taxa de alimentação, se necessário, mas não faça as duas coisas simultaneamente.
Nota de Engenharia
Os valores iniciais foram compilados da Drake Plastics, Ensinger e outras fontes publicadas Sua força, temperatura, forma de chip e superfície variarão com base nas diferenças de máquina e material Faça cortes de teste antes de iniciar a produçãoespecialmente quando estiver entre não preenchido e preenchido.
Lojas sem o conjunto dedicado de ferramentas de corte PEEK podem reduzir substancialmente o tempo de tentativa e erro trabalhando com as corridas de criadores especializados usinagem CNC precisão no PEEK todos os dias e validou parâmetros para cada série.
Takeaway principal: A velocidade de corte governa 61-841TP3 T da variação da força ao usinar o PEEK. mantenha-o baixo, aumente a taxa de alimentação antes da velocidade do fuso, e o amarelecimento é o indicador preliminar da força da temperatura.
Ao usinar PEEK tenha em mente: suas necessidades de refrigerante será contrária à intuição de usinagem de metal, como a maioria dos maquinistas alcançar para refrigerante de inundação Isso de fato não é aconselhado, como líquido sob tensão diferencial de temperatura tenderá a causar formação de micro-fissuras na superfície, talvez imperceptível ao olho no momento da formação, mas propenso a falhar durante a carga ou fadiga de ciclo condições.
O melhor método para evitar choque térmico é o ar comprimido direcionado às obras. Ele não altera a temperatura tão rapidamente quanto a água ou os refrigerantes à base de névoa, ao mesmo tempo que elimina os cavacos. Quando o resfriamento adicional é desejado para trabalhos verticais de bolso profundo, pequenas névoas de refrigerante ainda controladas pela umidade, sem óleo para penetrar na superfície do PEEK, são apropriadas.
O coeficiente de expansão térmica (CTE) do PEEK adiciona outra camada.45-55 ppm/K abaixo da temperatura de transição vítrea, o PEEK expande cerca de duas vezes mais que o alumínio (23 ppm/K).Você está olhando para 0,011-0,014 mm de crescimento para cada aumento de 10 C na temperatura durante a usinagem apenas em uma peça de 25 mm de diâmetroalgo a considerar quando seu orçamento de tolerância é de 0,05 mm. Lembre-se: a estabilidade da temperatura é um requisito de dimensionamento, não apenas um acabamento superficial.
O líquido refrigerante da inundação causa o choque térmico em PEEK pode promover micro-rachaduras Use o ar comprimido para o chip-clearing e a remoção de calor Use o líquido refrigerante da névoa somente quando necessário e somente com soluções água-baseadas.
O controle de cavacos é muito mais importante do que o resfriamento em operações de corte PEEK. Os chips PEEK robustos tendem a envolver as ferramentas de corte e soldar à peça de trabalho se não forem continuamente limpos. Posicione sua explosão de ar de alta pressão para soprar os chips para longe do corte, e não para mais longe nele.
A conclusão: Evite o líquido refrigerante da inundação em PEEK. use o ar comprimido exclusivamente para a remoção da microplaqueta e a remoção de calor Use o líquido refrigerante da névoa, mas somente se o theair não faz o trabalho sozinho.

Recozimento: Passo comum, crítico muitas vezes esquecido Nada desalinha as peças acabadas do PEEK e faz com que elas saiam da tolerância mais rápido do que pular o recozimento As hastes e placas extrudadas têm tensões residuais do processo de extrusão Quando você corta essas tensões de forma desigual, elas se soltam e fazem com que a peça se deforme O recozimento alivia essas tensões de deformação antes que elas distorçam a peça de forma mensurável.
Existem três situações em que o recozimento é necessário:
A Boedeker Plastics estabeleceu um ciclo de recozimento para o PEEK:
Nota de Engenharia (Engineering Note) Cronograma de Recozimento PEEK
Estágio 1: Forno de rampa a 300 F (149 C) durante 2 horas Manter a 300 F por 60 minutos para cada 0,25 polegadas (6,4 mm) de espessura.
Estágio 2: Forno de rampa a 375 F (191 C) durante 2 horas Manter a 375 F pelo mesmo tempo determinado no estágio 1.
Resfriamento: diminuir a temperatura a 50 F (28 C) por hora até atingir a temperatura ambiente Não abra a porta do forno durante o resfriamento, pois o fluxo de ar desequilibrado causa estratificação.
Exemplo com espessura de parede de 1″ (25,4 mm) tem um tempo de espera de (4 horas).Uma peça com espessura de parede de 0,020″ (0,5 mm) precisa de 0,5 horas em cada estágio.
Todo o ciclo para uma peça de 1 polegada de espessura leva cerca de 18-20 horas, incluindo rampa e rampa para baixo Isso é um longo tempo de chumbo mas você teria que usinar uma peça acabada, observar deformando ocorrer durante a noite, em seguida, raspar a peça de face a perda associada de tempo da máquina, esperando que um pré-moldado recozido seja usinado novamente Loop fechado do Le-creator usinagem plástico o ciclo economiza tempo de espera ao deixar de recozimento para todos os trabalhos PEEK de tolerância apertada.
Takeaway importante: Sempre recoze seu estoque de PEEK extrudado antes de usinar Para peças de tolerância apertada, recoze após desbaste-recozimento novamente após o acabamento Siga o ciclo de rampa de 2 estágios Boedeker e esfrie a não mais de 50 F/h.

Uso de estoque de extrusão PEEK- sempre recozimento Para peças de tolerância apertada-recozimento após o desbaste e após o acabamento Use Boedeker programação de rampa de dois estágios; esfrie em não mais de 50 F/hr.
| Nível Tolerância | Faixa Tolerância | Requisitos |
|---|---|---|
| Padrão | ±0,10 mm (±0,004 pol.) | Ferramentas afiadas, velocidades e alimentações adequadas |
| Precisão | ±0,05 mm (±0,002 pol.) | + Recozimento + ambiente com temperatura controlada |
| Alta Precisão | ±0,025 mm (±0,001 pol.) | + Pós-recozimento, tempo de estabilização, inspeção 20 °C |
Três níveis de controle de tolerância são práticos para usinagem PEEK Uma vez que você entende o nível de tolerância que seu trabalho exige, você pode especificar os controles certos e evitar soluções sub ou superprojetadas.
Metodologia de produção para componentes PEEK de precisão: Estoque bruto de recozimento Máquina de recozimento Máquina de acabamento Aguarde 2-4 horas em temperatura ambiente Inspecione a 20 C. Medição de mesa PeEK peças diretamente após a usinagem produz medições não confiáveis - o PEEK deve ter 2-4 horas para equilibrar termicamente antes da medição.
Vantagens da usinagem PEEK
– Limitações da usinagem PEEK
Para peças de produção de tolerância apertada, o Le-creator prescreve inspeção a 20 °C ±1 °C e recozimento para todos Usinagem PEEK trabalhos por padrão Para o trabalho mais preciso, o protocolo recozimento-áspero-recozimento-acabamento é normal.
Takeaway chave: Recozimento PEEK para controlar as dimensões. esfriar lentamente, verificar a temperatura controlada Permitir 2-4 horas para estabilização térmica antes da inspeção.

A maioria das iterações da máquina CNC Le-creator PEEK-sem enchimento, preenchimento de vidro ou preenchimento de carbono - para 0,025 mm com mais de 17 anos de experiência interna de precisão Envie-nos seu desenho e acomodaremos a maioria das peças PEEK por cotação dentro de um ou dois dias.
Os parâmetros e referências técnicas utilizados neste guia de usinagem PEEK são derivados de fichas técnicas Victrex PEEK 450 G, diretrizes de usinagem Drake Plastics, um estudo de comparação de usinabilidade revisado por pares e, mais recentemente, um protocolo de recozimento Boedeker Le-creator tem experiência na produção de qualidade de produção PEEK para especificações e tolerâncias - nossas recomendações são baseadas na química do PEEK em três formas diferentes: não preenchido, GF30 e CF30. hiperlinks para as fontes de dados estão incluídos.