


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Alμmin E×min Guida per il processo, i materiali e la progettazione di un ingegnere
| Tipiche Leghe | 6061-T6, 6063-T5, 7075-T6, 5052-H32 |
| Tolleranza post-lavorazione | ±0,025 mm (±0,001 in.) ottenibile con CNC |
| Finitura superficiale (lavorata) | 4,4,6μm Ra 0 |
| Gamma di velocità del mandrino CNC | 10.000 RPM 4.000 RPM (utensili in metallo duro) |
| Velocità di taglio (carburo) | 200 m/min |
| Riduzione dei rifiuti materiali | 40 meno CNC a 60% rispetto alla lavorazione a tutto tondo |
| Standard chiave | ASTM B221, ANSI H35.2, ISO 2768 |
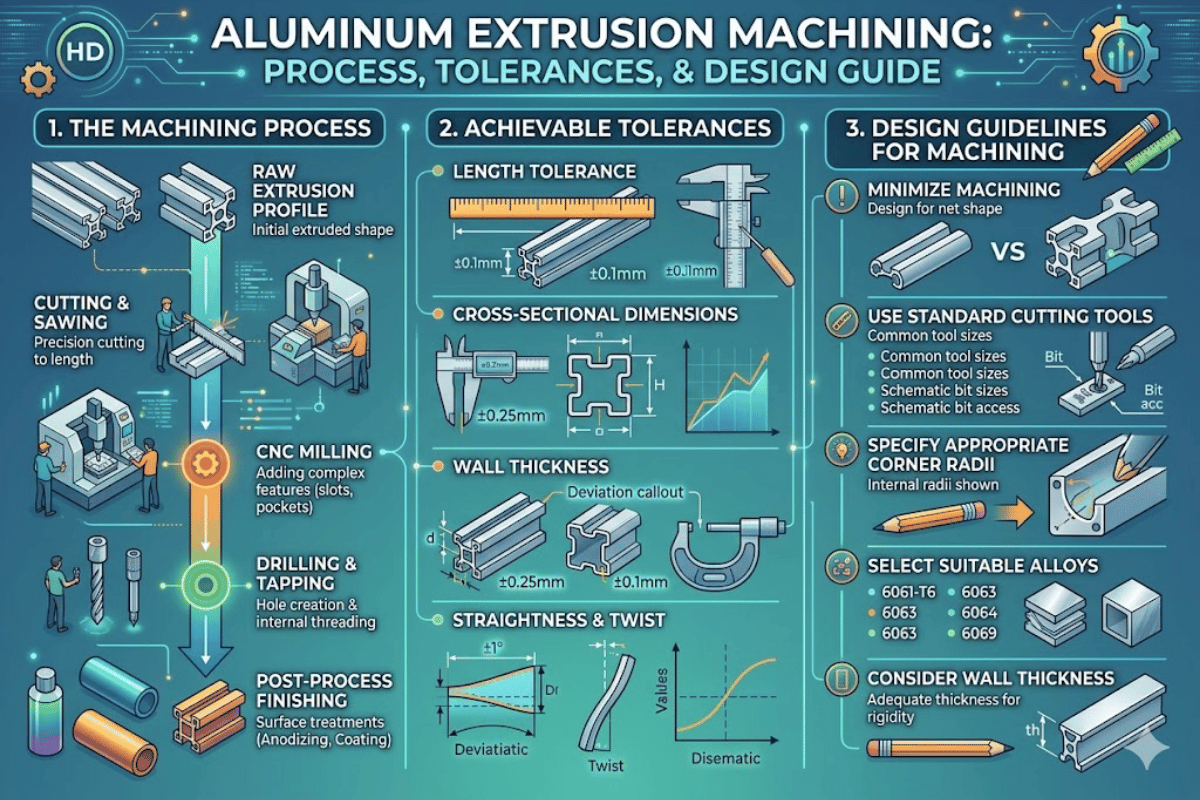
La lavorazione per estrusione di alluminio combina due fasi di produzione in un unico percorso di produzione: in primo luogo, l'alluminio riscaldato viene forzato attraverso una matrice sagomata per creare un profilo a forma di rete vicina; quindi, la lavorazione CNC aggiunge caratteristiche di precisione che il processo di estrusione da solo non può produrre Questo approccio ibrido riduce lo spreco di materie prime, accorcia i tempi di ciclo e fornisce parti con tolleranze più strette di quelle ottenute indipendentemente da entrambi i metodi.
Questa guida copre l'intero flusso di lavoro (i fondamenti dell'estrusione) e la selezione della lega attraverso operazioni CNC, standard di tolleranza e strategie di progettazione che consentono di risparmiare sui costi, sia che si specifichino parti per un assieme aerospaziale o si selezionino profili per un sistema ferroviario architettonico, i dati e i parametri ingegneristici riportati di seguito ti aiuteranno a prendere decisioni informate in materia di lavorazione e materiali.
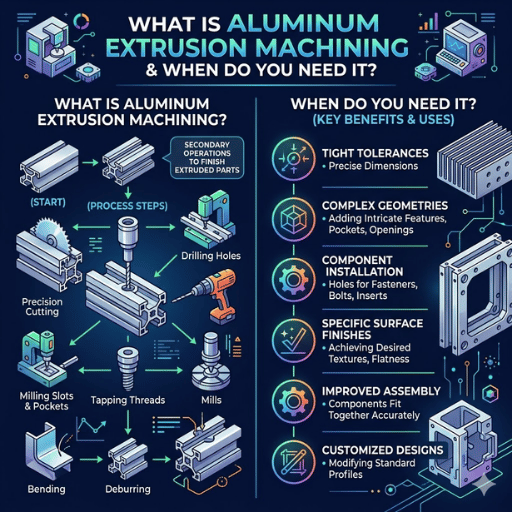
La lavorazione dell'alluminio è un processo di produzione a due stadi Nella prima fase, una billetta di alluminio viene riscaldata e spinta attraverso una matrice per produrre un profilo continuo con una forma specifica della sezione trasversale Nella seconda fase le operazioni di lavorazione CNC fresatura, foratura, spillatura e taglio estrusione aggiungono fori, fessure, filettature e altre caratteristiche che la matrice di fusione non può formare.
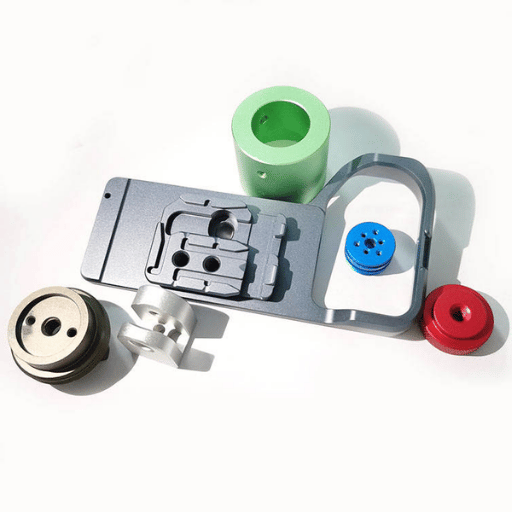
Il metodo funziona meglio quando la geometria della tua parte inizia con una sezione trasversale coerente ma richiede caratteristiche di precisione localizzate Elementi strutturali di intelaiatura con fori di montaggio, dissipatori di calore con punti di attacco forati e servizi di lavorazione per estrusione di alluminio per le rotaie elettroniche di recinzione sono tutte applicazioni comuni di questo approccio.
ages Vantaggi rispetto al CNC a maglie intere
Limitazioni da considerare
Se la tua parte richiede meno di 50 unità senza sezione trasversale ripetuta, lavorazione CNC in alluminio a tutto tondo potrebbe essere più economico L'estrusione più lavorazione ripaga quando i volumi di produzione giustificano l'investimento dello stampo.

Sei passaggi costituiscono il percorso del flusso della manifattura dall'alluminio grezzo alla parte finita Ogni fase influisce sulle proprietà meccaniche e sulla precisione della parte.
Nota ingegneristica
Sempre macchina dopo l'invecchiamento, non prima La lavorazione di un'estrusione pre-invecchiata (W temper) introduce tensioni residue che distorcono la parte durante il successivo trattamento termico Esiste un'eccezione: lavorazione grezza prima dell'invecchiamento con 0.5.0 mm stock allow per la lavorazione dopo l'invecchiamento Questo approccio a due fasi è standard per i componenti aerospaziali per le specifiche AMS.
Dopo che un profilo di alluminio si allontana dalla pressa di estrusione e raggiunge il temperamento desiderato, la lavorazione cnc catalizza il profilo dalla sua forma poligonale a un componente completato Ogni operazione ha uno scopo e i compositi necessari sono una funzione della geometria della tua parte e dei requisiti di tolleranza.
| Operazione | Tolleranza Tipica | Velocità del mandrino | Migliore Per |
|---|---|---|---|
| Fresatura CNC (3 assi) | ±0,05 mm | 10.000 AL MINUTO 18.000 | Superfici piatte, tasche, fessure |
| Fresatura CNC (5 assi) | ±0,025 mm | 12.000 ORE SU 24.000 GIRI AL MINUTO | Contorni complessi, caratteristiche angolate |
| Perforazione e maschiatura | Posizione ±0,05 mm | 3.000 giri/min 8.000 | Fori passanti, fori ciechi, fori filettati |
| Segatura/Taglio | ±0,5 mm di lunghezza | 2.000 giri/min 4.000 | Taglio della lunghezza, tagli della mitra, intaglio |
| Taglio Laser | ±0,10 mm | N/A (trave) | Ritagli complessi 2D, profili di tubi, fessure a parete sottile |
| Sbavatura | N/A (qualità del bordo) | Varia | Finitura del bordo, rimozione della bava dopo la perforazione |
| Trattamento Superficie | +525μm (uno strato di ossidazione) | N/D | Anodizzazione (Tipo II/III), verniciatura a polvere |
Per Operazioni di fresatura CNC sugli estrusioni di alluminio, i mulini terminali in carburo e gli alti angoli dell'elica (40 helix 45°) producono la superficie lucidata del flauto impedisce all'alluminio di aderire all'utensile una condizione chiamata bordo costruito (BUE) che degrada sia la finitura superficiale che la precisione dimensionale.
La maggior parte della fresatura in alluminio utilizza 0,05-0,20 mm/alimentazione del dente per dente Inizia all'estremità inferiore e funziona più grande man mano che la parte viene fissata, utilizzando le linee guida sulla rigidità della macchina Stessi intervalli di velocità di taglio con un inserto in carburo a punto singolo vengono utilizzati per il Operazioni di tornitura CNC su profili di estrusione rotondi.
Applicazione di utensili ottimizzati in acciaio su estrusioni di alluminio Gli utensili HSS standard destinati all'acciaio hanno meno angoli di spoglia e scanalature non lucidate che saldano l'alluminio al tagliente Risultato: scarsa finitura superficiale, fori sovradimensionati e guasto prematuro dell'utensile Specificare sempre utensili in metallo duro specifici per alluminio con scanalature lucide.
Specificare sempre le attrezzature in metallo duro specifiche per l'alluminio con scanalature lucide.

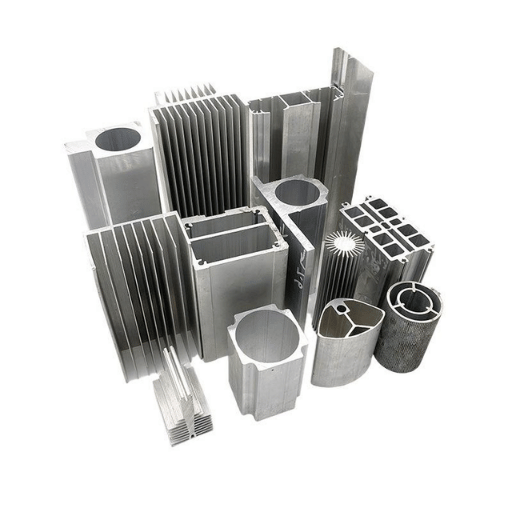
Non tutti i tipi di leghe hanno una buona estrudibilità e ogni grado di lega può avere una lavorabilità molto diversa Di seguito è riportato un confronto di quattro leghe comunemente estruse con le loro proprietà meccaniche e caratteristiche di lavorazione (machining) tutti i valori a condizioni di tempera standard.
| Proprietà | 6061-T6 | 6063-T5 | 7075-T6 | 5052-H32 |
|---|---|---|---|---|
| Resistenza alla trazione | 310 MPa | 186 MPa | 572 MPa | 228 MPa |
| Rendimento Forza | 276 MPa | 145 MPa | 503 MPa | 193 MPa |
| Durezza (Brinell) | 95 HB | 60 HB | 150 HB | 60 HB |
| Macchinabilità | Bene | Bene | Fiera | Fiera |
| Estrusabilità | Moderato | Eccellente | Povero | Bene |
| Saldabilità | Bene | Bene | Povero | Bene |
| Uso primario | Telai strutturali, infissi | Profili architettonici, forme complesse | Aerospaziale, parti ad alto stress | Applicazioni marine, resistenti alla corrosione |
‘6061 è spesso chiamato ‘alluminio strutturale’ e 6063 utilizzato come ‘alluminio architettonico’ in tutto il settore C'è un vantaggio nell'avere una minore sollecitazione di flusso: 6063 produce profili a sezione trasversale più complessi nell'estrusione e consente forme più complesse Viceversa, 6061 ha tolleranze lavorate più stringenti a causa della durezza (95 HB contro 60 HB).
Per componenti automobilistici richiedendo resistenza moderata della corrosione di resistenza, 6061-T6 è la scelta standard Quando l'applicazione richiede la forza massima (massima resistenza) come i componenti del carrello di atterraggio dell'aeromobile (aeromobile wing gear) (aeromobile) (aeromobile) componenti (aeromobili) (aeromobili) (aeromobili) (aeromobili) (aeromobili) (a)) (aircraft wing gear) (a) leghe aerospaziali come 7075-T6 forniscono quasi il doppio della resistenza alla trazione di 6061, anche se a costo di estrudibilità e saldabilità Per ambienti di esposizione marina o chimica, 5052 alluminio offre la migliore resistenza alla corrosione del gruppo.
Nota ingegneristica
Selezionando 6063 per le estrusioni cave complesse che verranno lavorate in seguito, è necessario specificare la tempra T6 anziché T5, se il profilo lavorato richiede tolleranze migliori di 0,1 mm Il trattamento termico della soluzione in 6 aumenta il carico di snervamento da 145 MPa a circa 214 MPa, riducendo così la deflessione durante il serraggio e il taglio, in particolare sulle sezioni a parete sottile inferiori a 2,0 mm.

Vengono realizzati due livelli di controllo della tolleranza della lavorazione di estrusione dell'alluminio: la precisione del profilo è fissata dalla linea di base del processo di estrusione e il processo di lavorazione del cnc viene utilizzato per affinare caratteristiche particolari alle loro dimensioni finali Entrambi sono importanti da comprendere per specificare le tolleranze correttamente e non troppo costose.
| Tipo di tolleranza | Gamma Standard | Range di precisione | Norma di riferimento |
|---|---|---|---|
| Sezione trasversale di estrusione | ±0,20,1,00 mm | ±0,10,50 mm | ANSI H35.2 |
| Dirittezza (per 300 mm) | 0,40 mm | 0,20 mm | ANSI H35.2 |
| Torsione (per 300 mm) | 0,50° | 0,25° | ANSI H35.2 |
| Caratteristiche lavorate CNC | ±0,05 mm | ±0,025 mm | ISO 2768-m/ISO 2768-f |
| Posizione del foro (CNC) | ±0,05 mm | ±0,025 mm | ISO2768-f |
La finitura superficiale è influenzata dalla fase di produzione e da qualsiasi post-elaborazione applicata alla parte:
| Fase di lavorazione | Finitura superficiale (Ra) | Note |
|---|---|---|
| Come estruso | 6,6,3,2μm Ra 1 | Linee di matrice visibili; accettabili per superfici non cosmetiche |
| Dopo la lavorazione CNC | 4,4,6μm Ra 0 | La finitura dipende dai parametri di utensile, velocità e alimentazione |
| Dopo l'anodizzazione di tipo II | 8,8,0 µm Ra 0 | Aggiunge 55 µm strato di ossido di 25 µm leggero irruvidimento delle superfici lavorate |
Il capacità di lavorazione di precisione per estrusioni di alluminio a Le-creator mantenere ±0,025 mm sulle caratteristiche lavorate con ispezione verificata CMM ad ogni ciclo di produzione.
Avere una dimensione conforme a ANSI B 4.2 pari a 0,025 su un intero profilo di estrusione quando è rilevante solo per i fori di montaggio aggiungerà, ad esempio, 30-50% al costo della lavorazione Concentrare tolleranze strette sulle superfici di accoppiamento e sulle caratteristiche importanti Mantenere superfici non essenziali alla tolleranza tipica di estrusione elencata in ANSI 35.2 I progettisti, il produttore e il purse saranno soddisfatti.
Le estrusioni di alluminio si compiono più velocemente dell'acciaio, ma la combinazione di materiale morbido, pareti sottili e tensioni residue derivanti dal processo di estrusione crea sfide specifiche. Ecco cinque problemi comuni e i processi di lavorazione economicamente vantaggiosi che risolvono ciascuno di essi.
1. deformazione e distorsione dopo la lavorazione
Causa: sollecitazioni residue bloccate nel profilo di alluminio durante l'estrusione Quando la lavorazione rimuove il materiale in modo asimmetrico, le sollecitazioni rimanenti si ridistribuiscono e le parti di estrusione si deformano.
Soluzione: richiedere lo stiramento antistress (0.52TP3T) dall'estrusore prima della consegna Per le parti a tolleranza stretta, utilizzare un approccio graduale: lavorazione ruvida → ricottura antistress a 345 °C per 2 ore → semifinitura → lavorazione di finitura Questa sequenza in cinque fasi migliora l'efficienza nella produzione dell'industria aerospaziale.
2. vibrazione e chiacchiere a parete sottile
Causa: Pareti più sottili di 1,5 mm sono deviabili a causa delle forze di taglio Questo dà luogo a segni di chiacchiere e variazione di dimensione.
soluzione: utilizzare come colata/macina, apparecchi a vuoto o blocchi di supporto sagomati che entrano in contatto con l'intera superficie del profilo Utilizzare la fresatura di salita anziché convenzionale, profondità di taglio inferiore (ad esempio 0,5-1,0 mm per taglio) e aumentare la velocità del mandrino per mantenere il carico del truciolo alla profondità inferiore Lo spessore della parete non deve essere inferiore a 1,0 mm per una lavorazione stabile.
3. bordo costruito (BUE) sugli utensili da taglio
Causa: l'alluminio tende a saldarsi sulle superfici degli utensili a temperature più elevate e angoli di spoglia più bassi.
Soluzione: utilizzare utensili rivestiti con diamante e flauti lucidati e angoli elevati dell'elica (40 carburo 45°) Applicare refrigerante di inondazione o lubrificazione a quantità minima (MQL) con un fluido da taglio progettato per l'alluminio Mantenere velocità di taglio superiori a 200 m/min per ridurre al minimo gli sprechi derivanti dalla formazione del bordo costruito.
4. Evacuazione dei trucioli in buchi profondi
Causa: L'alluminio forma chip lunghi e filanti, che rimangono impigliati nel trapano e intasano il foro.
Soluzione: utilizzare cicli di perforazione peck con erogazione di refrigerante attraverso l'utensile La geometria del rompitruciolo sul punto di perforazione rompe i trucioli continui in segmenti gestibili Per fori più profondi di 3× di diametro, ridurre la velocità di avanzamento di 20% per diametro aggiuntivo di profondità.
5. deformazione termica durante lunghe lavorazioni
Causa: il coefficiente di dilatazione termica dell'alluminio è 23,1 µm/m·°C. L'accumulo di calore è circa il doppio di quello dell'acciaio durante i tagli estesi provoca la crescita del pezzo.
Soluzione: utilizzare il liquido di raffreddamento per mantenere una temperatura costante del pezzo Per lavori ad alta precisione, consentire l'equilibrio termico tra passaggi di sgrossatura e finitura I programmi CNC possono includere offset di compensazione termica basati sulla deriva della temperatura misurata.

Il costo in un progetto di lavorazione per estrusione di alluminio si suddivide in tre categorie principali: materiale, utensili e tempo di lavorazione Comprendere dove vanno i soldi consente agli ingegneri di ridurre il costo per pezzo senza sacrificare la qualità della parte.
Strategia 1: Progettare l'estrusione per ridurre al minimo la lavorazione di lavorazione La matrice può formare canali di post-lavorazione Ogni caratteristica le nervature, le scanalature a T, le sporgenze delle viti Il funzionamento è un CNC in meno Lavorare con il produttore durante la progettazione della matrice per spingere quanta più geometria possibile nella forma della matrice Una matrice ben progettata può eliminare 30040% delle operazioni di lavorazione e migliorare l'efficienza complessiva.
Strategia 2: Consolidare le configurazioni di lavorazione Ogni volta che un operatore rimonta una parte, vengono aggiunti 15-30 minuti di tempo di non taglio Progetta la tua parte in modo che abbia tutte le caratteristiche visibili da una posizione di fissaggio singola o doppia Laddove siano richieste più facce, utilizza un centro di lavoro multitasking in grado di eseguire più operazioni di lavorazione.
Strategia 3: Specificare le tolleranze solo laddove sono importanti per l'assemblaggio e l'adattamento dei componenti Come indicato nella sezione tolleranze sopra, l'applicazione di tolleranze di precisione a livello globale anziché gonfiare selettivamente il costo di fabbricazione di 30 50% Contrassegnare esplicitamente le dimensioni critiche sul disegno e consentire a tutte le altre funzionalità di passare per impostazione predefinita a ISO 2768-m (classe di tolleranza media).
Per qualsiasi dimensione dell'ordine superiore a 1000 unità, a prototipo eseguire di 5-10 unità costa meno della lavorazione con utensili finale della matrice di estrusione e testerà il profilo e il programma di lavorazione CNC in una sola volta A Le-creator, le parti del prototipo possono essere spedite entro 3-5 giorni lavorativi utilizzando profili di estrusione di serie e Servizi di lavorazione CNC.
Pronto per iniziare il tuo progetto di lavorazione per estrusione di alluminio?
Le-creator esegue oltre 80 macchine CNC tra cui centri di lavoro a 3 assi e 5 assi predisposti per la lavorazione dell'estrusione di alluminio I dati di tolleranza e i parametri di lavorazione in questa guida riflettono le specifiche di produzione verificate nel nostro stabilimento certificato ISO 9001 a Shenzhen I valori di finitura superficiale e i dati di confronto delle leghe sono incrociati con i database dei materiali ASM International e con gli standard pubblicati dall'Associazione dell'alluminio.









