


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Lavorare sulla fibra di carbonio pone varie difficoltà, e una delle più comuni e gravi è occuparsi della prevenzione della delaminazione della fibra di carbonio È perché la delaminazione diminuisce la resistenza delle parti in fibra di carbonio ed è anche una grande fonte di sprechi e aumenti dei costi Ecco perché, che hanno la responsabilità dell'industria manifatturiera nazionale, devono avere una chiara comprensione del problema e delle sue possibili soluzioni per non compromettere l'accuratezza e l'eccellenza del loro lavoro Questo articolo si concentra su questi approfondimenti guardando le radici dei problemi di delaminazione, modi semplici ed efficaci per affrontarlo e, soprattutto, alcuni modi responsabili che possono aiutarti a svolgere il lavoro nel modo giusto quando si tratta di fibra di carbonio e materiali correlati Indipendentemente dalle tue esperienze con il lavoro sui materiali compositi, o sei un veterano o un principiante in questi temi, la guida ti darà alcune pratiche utili, che ti aiuteranno a migliorare la tua tecnica e i risultati.
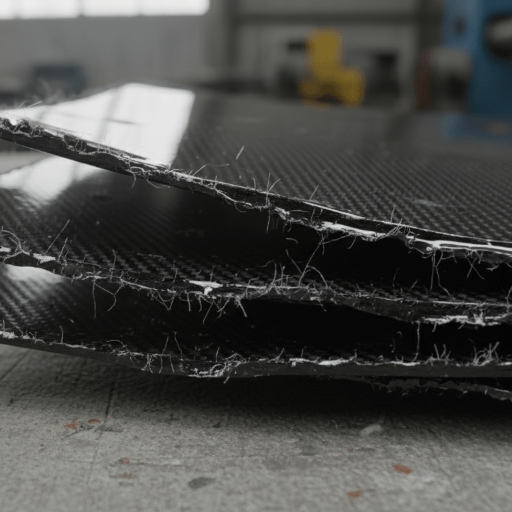
La fibra di carbonio stessa è un materiale resistente, ma la delaminazione porta alla perdita di rigidità tra le altre proprietà La delaminazione si forma tra gli strati del composito ed è nota per verificarsi a causa di alcuni motivi di allungamento, meccanismi errati o fabbricazione Riduce la resistenza della struttura e molto spesso ne diminuisce gravemente l'efficacia Gli indicatori fisici della separazione del materiale sono solitamente crepe, manipolazione, diversi punti sulla superficie o fianchi senza contatto tra gli strati. Tuttavia, questo problema richiede tecniche o processi di modifica per evitare qualsiasi evento futuro come garantire attrezzature pertinenti, velocità di taglio e manipolazione durante la fabbricazione.
In termini più semplici, la delaminazione si riferisce alla perdita di coesione degli strati all'interno di un materiale, che è comunemente testimoniata nei materiali compositi, nelle strutture di laminazione o nel rivestimento Questo problema può provenire da diverse fonti che includono stress meccanico, dilatazione termica, esposizione a fattori esterni, metodi di produzione scadenti e persino fatica dei materiali per un periodo prolungato Sulla base degli studi e dei materiali attualmente disponibili, i casi di delaminazione sono prevalenti e gravi nell'industria aerospaziale, edilizia ed elettronica È perché può causare instabilità nella struttura, diminuzione delle prestazioni o addirittura far funzionare il materiale al di sotto, o in livelli non ottimali Le contromisure sono mirate in base all'uso di materiale di buona qualità, al miglioramento dei metodi di costruzione o a intervalli regolari nella manutenzione o nella cura al fine di rilevare e riparare i danni mentre è ancora fresco.
La resistenza interlaminare è una proprietà critica nei compositi in fibra di carbonio che determina la loro capacità di resistere alle sollecitazioni tra i singoli strati La resistenza a problemi come la delaminazione, la propagazione delle cricche e il cedimento strutturale sotto carico dipendono tutti da questa proprietà L'impareggiabile rapporto resistenza/peso dei compositi in fibra di carbonio è la ragione dietro il loro fascino per le applicazioni aerospaziali, automobilistiche ed eoliche o energetiche Tuttavia, il legame interlaminare può indebolire in modo critico le costruzioni composite, specialmente in ambienti ad alto stress o dinamici.
I produttori scelgono di fortificare la resistenza interlaminare introducendo tecniche avanzate, ad esempio, infusione di resina, agenti tenacizzanti e trattamenti superficiali per migliorare l'incollaggio all'interfaccia fibra-matrice L'adesione a rigorosi criteri di prova probabilmente sottoporrà le prestazioni interlaminari alla valutazione in termini di test di taglio a fascio corto e trave a doppio cantilever Mirando al rafforzamento della resistenza interlaminare, le industrie forse hanno avuto questi materiali che contribuiscono al massimo all'efficienza, alla durata e alla sicurezza delle loro applicazioni Un altro potenziale impulso ai guasti precoci e costosi della struttura è l'ispezione strutturale e la manutenzione per l'identificazione dei primi segni di riparazione della struttura.
La delaminazione nei compositi è semplicemente descritta come materiale che viene separato in strati; una tale separazione fisica indebolisce la struttura nel suo insieme e può eventualmente provocare un cedimento strutturale catastrofico Questo è generalmente il risultato di una scarsa adesione attraverso l'interfaccia tra i due strati, che può rivelarsi più scarsa per alcuni motivi come la progettazione della produzione, la contaminazione delle fibre di qualche tipo o l'indurimento in condizioni improprie su specifica. L'esposizione a condizioni difficili come gli estremi di temperatura e umidità e i precursori chimici può deteriorare ulteriormente il legame straordinariamente debole, favorendo l'inizio della delaminazione.
Il carico ripetuto, l'impatto e lo sforzo improvviso della forza che supera i limiti di progettazione a cui è sottoposto il composito è ancora un'altra causa di un'altra incidenza di delaminazione Nel corso di un periodo, queste sollecitazioni possono avviare disuguaglianze nella matrice sotto forma di microfessure che crescono e alla fine portano alla diffusa separazione degli strati. Da un aspetto meccanico, anche un'inadeguata progettazione strutturale complice con scarsa scelta del materiale o mancanza di rinforzo potrebbe essere la fonte di delaminazione meccanica.
Prevenire la delaminazione può essere ottenuto mediante un rigoroso controllo di qualità durante tutto il processo di produzione Il processo di polimerizzazione deve essere eseguito correttamente Anche le superfici di incollaggio pulite e ben preparate sono utili per prevenire la delaminazione. La progettazione dei compositi consentirà i carichi e le condizioni attesi, evitando la delaminazione. Ciò comporta un'attenzione tempestiva ai danni durante il monitoraggio e la manutenzione in servizio della struttura, fornendo miglioramenti efficaci alle ulteriori prestazioni della sezione composita rispetto a un periodo di tempo prolungato.
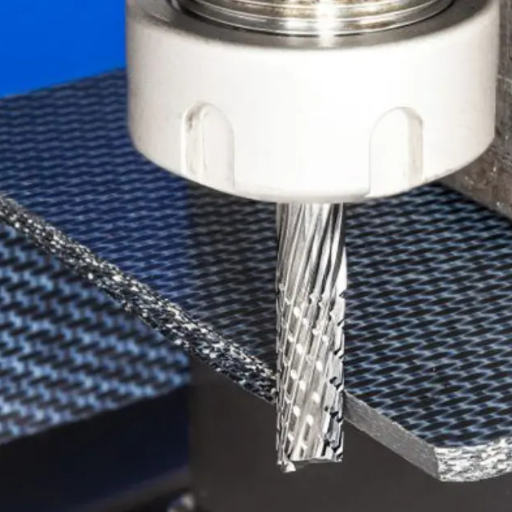
Un aspetto importante del rischio associato alla produzione di fibra di carbonio è l'utensile da indossare Nel corso di questa usura, l'attrito meccanico e lo stress termico degradano gradualmente gli utensili da taglio, portando a taglienti opachi. Il deterioramento dell'efficienza di taglio da allora in poi causa una conseguente rottura e strappo delle fibre di carbonio, piuttosto che un taglio adeguato. Pertanto, il lavoro nel campo della ricerca indicherebbe che un'usura eccessiva degli utensili provoca forze e calore più elevati durante la lavorazione, il che aumenterebbe i problemi di delaminazione, come causare la perdita di integrità del materiale Informazioni recenti suggeriscono che gli utensili da taglio avanzati sono più resistenti all'usura e quindi hanno una durata più lunga, inoltre danno meno possibilità che le fibre di carbonio vengano danneggiate durante il processo di lavorazione. Tuttavia, un attento controllo e sostituzione sono indispensabili anche con l'uso degli utensili da taglio avanzati per assicurarsi che funzionino al massimo. La corretta configurazione dei parametri di lavorazione, vale a dire, i progressi nella velocità di avanzamento e nella velocità del mandrino, fornirà agli utensili e alle fibre composite molto sollievo dallo stress. Una miscela intelligente di materiali eccezionali per gli utensili e metodi di lavorazione contribuiranno a mantenere l'integrità strutturale costruttiva.
L'utilizzo di velocità di avanzamento e velocità errate per il mandrino costituisce le principali cause di delaminazione durante la lavorazione della fibra di carbonio La delaminazione si verifica quando gli strati compositi si separano e quindi riducono la resistenza e le prestazioni del materiale Le velocità di alimentazione a un livello eccezionalmente elevato possono generare forze vibrazionali eccessive e tagli irregolari, distruggendo il tagliente o estraendo le fibre dall'interno Al contrario, i ritmi più lenti possono portare a surriscaldamento e attrito non necessario che possono comportare il degrado della matrice di resina e l'indebolimento delle cesoie di collegamento tra gli strati La velocità del mandrino è determinante per prevenire la delaminazione La bassa velocità del mandrino può portare allo strappo delle fibre Velocità del mandrino molto elevate possono generare calore e ammorbidire gli strati di resina, delaminando gli strati Negli ultimi giorni, i dati hanno sottolineato che la velocità di alimentazione e la velocità del mandrino ottimali sono una combinazione essenziale per ridurre le sollecitazioni meccaniche durante il taglio Disposizione di tagli progressivi, sistemi di bloccaggio adeguati e utilizzo di utensili affilati e affilati possono quindi fornire un'ulteriore minimizzazione nella delaminazione possibilità di una lavorazione accurata e di alta qualità.
Il danno termico e la generazione di calore hanno un impatto diretto sulla creazione della delaminazione della fibra di carbonio durante la lavorazione. Il taglio ad alta velocità comprende gli scenari principali per tale delaminazione, in particolare con velocità di avanzamento che gli utensili non possono sostenere a causa di sovrausura e rugosità. Tali temperature sono sufficientemente elevate da ammorbidire la resina, che si lega alle fibre di carbonio e quindi riduce le prestazioni complessive, favorendo quindi il verificarsi di delaminazione tra gli strati di materiale.
Un'altra causa è trasformare il legame in un'elevata delaminazione del calore a causa di un raffreddamento improprio o di una lubrificazione inadeguata durante la tornitura vera e propria Senza raffreddamento per allontanare il calore, il calore penetra piuttosto nella primissima fonte di degradazione termica Da lì, si sviluppa la microfessurazione a causa del calore deformato dei bordi o tra gli strati a causa di una forza di legame molto bassa l'uno verso l'altro, riducendo la resistenza meccanica studiata nel materiale.
Al fine di mitigare questo, è necessario ottimizzare i parametri di taglio È necessario bilanciare la velocità del mandrino rispetto alla velocità di avanzamento, utilizzare utensili da taglio affilati e resistenti al refrigerante e fornire meccanismi di raffreddamento efficaci per ridurre al minimo la produzione di calore Tali misure garantiscono l'accuratezza del taglio nonché la qualità e le prestazioni delle parti in fibra di carbonio.
| Area Effetti | Descrizione dell'impatto |
|---|---|
| Integrità Strutturale | Riduce la capacità portante; crea alzate di sollecitazione che accelerano la fessurazione e il cedimento sotto forze meccaniche. |
| Finitura Superficie | Risultati in superfici ruvide e irregolari, proprietà aerodinamiche degradate e costose operazioni di finitura secondaria. |
| Vita da fatica | Accelera l'usura sotto carico dinamico; le concentrazioni di sollecitazioni portano a guasti precoci per fatica e a una durata ridotta. |
| Sensibilità Ambientale | L'umidità, la radiazione UV e la varianza della temperatura esacerbano la separazione degli strati e accelerano il degrado delle prestazioni. |
| Costi di Produzione | Aumenta i costi di rilavorazione, ispezione e riparazione; estende i tempi di consegna nelle applicazioni aerospaziali e automobilistiche ad alta tolleranza. |
Le delaminazioni nei componenti in fibra di carbonio possono causare gravi danni all'integrità strutturale, con conseguente riduzione della capacità portante e possibilmente portando a un guasto a causa dello stress Le teorie e i risultati attuali suggeriscono che l'incollaggio tra gli strati di fibra è indebolito nelle zone interessate dalla delaminazione, riducendo così la capacità del materiale di ridistribuire in modo completo varie sollecitazioni. In cambio, questo può agire come un montante di sollecitazione che si traduce in un componente sottoposto a elevate forze meccaniche per rompersi e rompersi. Quindi, se applicata ad applicazioni altamente impegnative, la delaminazione accelera solo il progresso dell'usura che si verifica a causa della fatica, comprese le industrie aerospaziali e automobilistiche, essendo basata su materiali ad alte prestazioni. Per controllare la delaminazione, l'esecuzione di metodi di produzione precisi con la movimentazione dei materiali e il controllo di qualità aiuterà a preservare la longevità e l'affidabilità nei componenti in fibra di carbonio.
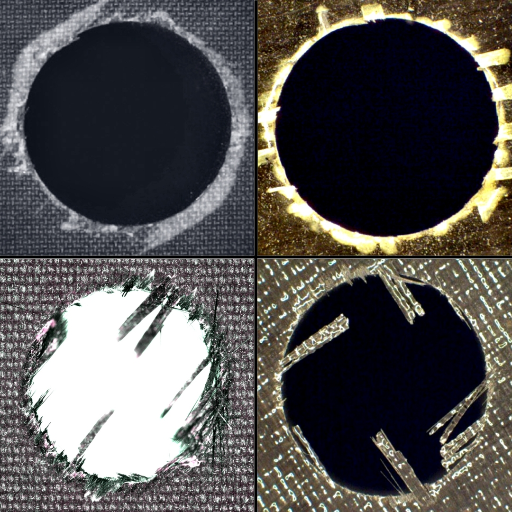
Questo è considerato un fattore vitale che causa la finitura superficiale delle parti in fibra di carbonio molto ruvida e irregolare, con diversi punti che sembrano inaccettabili Le loro prestazioni strutturali, quindi, in genere sono ridotte e poi esposte nelle loro proprietà aerodinamiche Nelle applicazioni critiche, questo rappresenta un input molto prezioso per il personale di ricerca e sviluppo Per fissare una superficie contrassegnata dalla delaminazione, è necessario eseguire diversi lavori di finitura e riparazione; che, in effetti, causano la conseguente estensione dei tempi di produzione e maggiori costi Nel complesso, è immensamente fondamentale prevenire la delaminazione al fine di mantenere l'integrità strutturale e cosmetica delle parti composite con anima.
La delaminazione ha un effetto marcato sulle prestazioni a lungo termine dei componenti realizzati in fibre di carbonio, con conseguente diminuzione dell'integrità strutturale e delle proprietà meccaniche Mentre gli strati di fibra si separano, ciò ovviamente indebolisce la capacità di trasmissione e trasporto del carico della parte e rende i materiali più deboli, lasciando il potenziale di guasti catastrofici sotto carico. Le sue implicazioni sono piuttosto significative nelle applicazioni ad alto rischio, come i settori aerospaziale, automobilistico e delle attrezzature sportive, dove l'affidabilità e le prestazioni costanti sono fondamentali.
La delaminazione è il presagio di cedimenti per fatica per quanto riguarda le concentrazioni di sollecitazione sono a contatto con lo strato indebolito L'effetto dannoso del carico dinamico accumula usura, che, insieme allo stress continuo, si accumulano in modo significativo fino a quando le vittime iniziano a montare Che apre la strada a violazioni della sicurezza molto più tardi e ad un accorciamento della vita funzionale dell'apparecchiatura, richiedendo un'ispezione approfondita o riparazioni sicure per prevenire tali tendenze pericolose.
Altre condizioni protettive o tattiche di capitalizzazione sarebbero: lavorare sotto l'influenza di fattori come umidità, varianza della temperatura, radiazioni ultraviolette, esacerba l'effetto delaminazione Ad esempio, ogni volta che questi fattori aggravanti esterni scalpellano strati di separazione, rendendo i difetti più visibili e riducendo il potenziale di prestazione a livelli allarmanti bassi, sia l'industria che il mondo accademico vorrebbero guardare al futuro in modo più rigoroso L'occupazione può essere svolta nella stipulazione delle condizioni ambientali più favorevoli e delle pratiche tecnologico-economiche richieste dal produttore come parte dello sviluppo protettivo, non sulla fibra di carbonio.
Le frese a compressione sono diventate parte integrante dei processi di lavorazione volti, tra l'altro, a ridurre al minimo la delaminazione per cui l'enfasi è spesso più rivolta ai materiali compositi. Funzionano sottoponendo il mezzo al taglio alle forze uguali e quindi comprimendo in modo che gli strati non siano più tentati di separarsi. Questo fenomeno fa emergere una maggiore qualità del bordo e libertà dalla separazione tra le superfici di incollaggio, preservando così materiali con dinamica strutturale recuperata. È fondamentale selezionare la fresa a compressione ottimale nel rispettivo tipo di materiale e nei livelli di spessore associati per ottenere i migliori risultati ed evitare possibili difetti.
Per prevenire la delaminazione durante la lavorazione della fibra di carbonio, bisogna prestare molta attenzione ai parametri di taglio e alla scelta dell'utensile, Gli utensili come le frese a compressione sono assolutamente indispensabili: qui, la prevenzione della delaminazione e della separazione delle fibre si compiono attraverso l'applicazione di uguali quantità di forze L'ottimizzazione della velocità del mandrino e della velocità di percorso diventa così un fattore cruciale (maggiore dello stress impartito durante la lavorazione) È nel frattempo più comune ottenere i migliori risultati con velocità del mandrino ancora più elevate in combinazione con velocità di avanzamento moderate Questa tecnica riduce l'accumulo di calore e il prelievo delle fibre.
Il supporto del materiale durante la lavorazione della fibra di carbonio diventa quindi secondario La vibrazione può essere assorbita attraverso l'uso di strati sacrificali di imballaggio, che proteggono le fibre di carbonio dalla scheggiatura o dal delaminamento ai bordi Basti dire che tagli puliti e precisi saranno ottenuti attraverso strumenti che sono affilati e fatti di diamante o carburo che aiuteranno anche a ridurre al minimo il rischio di sfilacciamenti.
Ultimo ma non meno importante, la manutenzione regolare e l'ispezione degli strumenti sono fondamentali. Gli strumenti opachi o scheggiati possono aumentare il verificarsi di imperfezioni indesiderate e aumentare problemi come la delaminazione. Se è possibile mantenere una pattuglia vigile e mantenuta sulle apparecchiature, nonché una stretta osservanza di particolari parametri di taglio, i produttori possono garantire la corretta integrità strutturale e l'attrattiva estetica nei componenti in fibra di carbonio.
| Parametro | Impostazione errata | Impostazione consigliata | Rischio se sbagliato |
|---|---|---|---|
| Velocità del mandrino | Troppo basso o troppo alto | Alto con alimentazione moderata | Strappo di fibre o ammorbidimento della resina |
| Alimentazione Tasso | Eccessivamente alto | Moderato e coerente | Vibrazione, estraibili in fibra |
| Condizione dell'utensile | Sordo o scheggiato | Affilato, regolarmente sostituito | Strappo del bordo, aumento di calore |
| Raffreddamento | Nessun liquido refrigerante applicato | Aria o liquido refrigerante a inondazione minima | Degradazione termica della resina |
| Supporto Pezzo | Non supportato/ allentato | Supporto sacrificale + bloccaggio | Chipping del bordo, separazione dello strato |
È necessario fornire un supporto sufficiente al pezzo durante la lavorazione della fibra di carbonio al fine di ridurre al minimo le possibilità di attacco della delaminazione. L'applicazione di supporti sacrificali o realizzati con schiume o altri materiali facilmente lavorabili presenta un potenziale vantaggio aggiuntivo: la loro presenza può fornire un ulteriore supporto dalla pressione esercitata sulla lamina più esterna, mitigando così le concentrazioni di sollecitazioni durante eventi di taglio o perforazione. Inoltre, i sistemi di bloccaggio dovrebbero applicare una pressione uniforme attraverso il pezzo al fine di evitare un carico critico di pressione non uniforme, che, di fatto, indebolisce le fibre.
Aiuta il supporto supportato da un fissaggio personalizzato per stabilizzare il pezzo e ridurre al minimo le vibrazioni, o adattarli al terreno con una migliore qualità di lavorazione. Questa è davvero una struttura che, se combinata con condizioni di taglio ottimali, porta a migliori geometrie degli utensili e si impegna nelle ispezioni di routine dei modelli di usura, producendo variabili per prevenire la separazione dei laminati dalla stabilità integrata e aumentata. Di conseguenza, i produttori che in precedenza temevano questo problema sono stati in grado di massimizzare molto di più la qualità dei loro prodotti.
L'orientamento verso una finitura superficiale perfetta nella lavorazione della fibra di carbonio richiede una selezione degli utensili ben definita, parametri di taglio e configurazione generale La selezione degli utensili è vitale; taglierine affilate di alta qualità riducono al minimo lo sfilacciamento e promettono tagli rapidi e puliti Gli utensili rivestiti con diamante o in metallo duro hanno durata e precisione relativamente necessarie per l'uso in fibra di carbonio.
Di grande importanza è anche la selezione di parametri di taglio appropriati. Basse velocità di avanzamento con velocità moderata del mandrino possono portare a un maggiore controllo del processo di taglio, riducendo così le possibilità di generazione di calore ed evitando danni su fibre, matrice di resina o qualsiasi altra struttura componente. Finora, l'uniformità di questi parametri di taglio garantirebbe una struttura superficiale identica che resiste ai danni.
Infine, in ogni attività di lavorazione, la caratteristica più significativa è quella di mantenere un pezzo ben supportato Il corretto fissaggio garantisce che la finitura superficiale non venga compromessa da eventuali vibrazioni e movimenti indotti Dall'ispezione periodica degli utensili e dalla sostituzione tempestiva quando necessario, è possibile mantenere un risultato coerente La corretta implementazione delle finezze con una qualsiasi di queste pratiche offre la produzione di finiture precise e di alta qualità su un materiale in fibra di carbonio.
Il controllo dell'evoluzione del calore è una delle principali preoccupazioni nella lavorazione della fibra di carbonio per prevenire qualsiasi danno al composito matricale in fibra appositamente costruito La formazione di calore, in questo caso, provoca la degradazione della resina, il ritiro delle fibre e persino può occasionalmente rimodellare la parte stessa, quindi provoca un indebolimento generale per quanto riguarda i parametri di qualità della parte Quindi, è importante utilizzare utensili da taglio aventi meno attrito È anche importante che venga prestata un'adeguata attenzione agli strumenti di macinazione Il loro utilizzo dovrebbe essere principalmente allo scopo di ridurre l'attrito e immagazzinare energia termica attraverso tagli puliti ed efficienti.
È bene lavorare sulla riduzione delle velocità di taglio e delle velocità di avanzamento La tecnologia utilizzata per il raffreddamento stesso dovrebbe concentrarsi anche sulle tecniche di raffreddamento che potrebbero sopprimere il salto di temperatura nel componente durante il processo di lavorazione Alcune di queste tecniche includono il raffreddamento ad aria e il refrigerante a inondazione minima Ulteriori mezzi per sbarazzarsi dei detriti stanno impiegando sistemi di vuoto o rimuovendo l'attrito secondario Utilizzando una combinazione di tali tecniche, la generazione di calore nel composito in fibra di carbonio può essere gestita in modo efficace, seguita da una buona durata e da una precisa formazione dei componenti del macchinario.
I test di qualità sono fondamentali per garantire l'affidabilità e la precisione delle operazioni di lavorazione del carbonio Le misure chiave sono
Queste azioni sono dirette dal produttore al fine di mantenere intatta la possibilità di tolleranze estremamente elevate per la qualità, l'integrità e le prestazioni dei componenti in fibra di carbonio nelle loro applicazioni pratiche.
Q.01
Cos'è la delaminazione nei compositi e perché dovremmo vedere comunemente la delaminazione nel CFRP?
La delaminazione nei compositi è la separazione di due strati di un materiale composito come nei laminati compositi in polimero rinforzato con fibra di carbonio (CFRP), dove la sollecitazione nella resistenza interlaminare diminuisce le altre condizioni di carico meccanico, impatto, ciclo termico, vuoti o scarso orientamento delle fibre e distribuzione della resina. I punti generali che determinano la delaminazione includono difetti di produzione o lavorazione come vuoti derivanti dallo stampaggio a trasferimento di resina o dall'indurimento improprio dell'autoclave, danni indotti dalla lavorazione derivanti dall'uso inappropriato di punte da trapano o utensili da taglio e usura e detriti. Questi tratti creano concentrazioni di sollecitazione. Quindi valutare la delaminazione e capire perché si verifica sarebbe molto cruciale per garantire l'affidabilità e la resistenza del composito in applicazioni ad alte prestazioni.
Q.02
Come si può attuare la prevenzione della delaminazione durante la produzione di fibra di carbonio e layup?
La prevenzione della delaminazione durante la produzione di fibra di carbonio e layup comporta la definizione di standard come l'uso di fibra di carbonio di buona qualità, il controllo della quantità di resina, l'orientamento delle fibre e il rapporto fibra o resina durante la produzione mediante posizionamento automatizzato delle fibre o mediante layup manuale L'obiettivo qui è rimuovere o ridurre al minimo i vuoti utilizzando cicli specifici dell'autoclave o quello dei parametri di stampaggio a trasferimento di resina, completare il ciclo di polimerizzazione per abbinare termicamente il coefficiente di espansione dei suoi materiali compositi e utilizzare sistemi epossidici compatibili. Successivamente, garantire una buona preparazione della superficie tra i posizionamenti degli strati; ciò comporta alcuni dosaggi e cialde, contaminazione, sporco e detriti generali devono essere evitati per ridurre le possibilità di danni dovuti alla delaminazione in larga misura, come nel caso di problemi di delaminazione nel modo.
Q.03
Quali tipi di modi di lavorazione sono pensati per aiutare a prevenire la delaminazione dei fogli di fibra di carbonio e dei compositi CFRP?
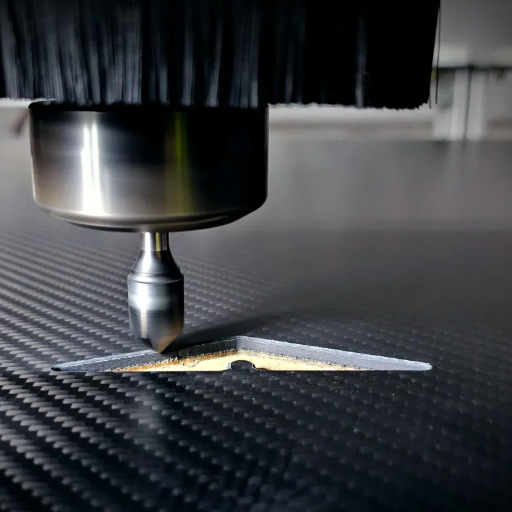
La delaminazione dei compositi in carbonio o CFRP diminuisce man mano che diminuiscono i modi di lavorazione e i fattori geometrici, con un mezzo di prevenzione efficace ma a basso danno (orbital drilling) La perforazione con le punte dell'utensile corrette, infatti, il rischio di interazione punta-lamiera che causerebbe l'iniezione del taglio e la successiva delaminazione Il taglio a getto d'acqua pur essendo un mezzo per evitare l'accumulo di calore aiuta a ridurre il rischio complessivo di del, soprattutto se il taglio viene eseguito sotto un getto d'acqua Il prelievo e il tracciamento della vita dell'utensile lavorano per ridurre i detriti e l'usura, il che aumenta il rischio di delaminazione Le apparecchiature ad alta tolleranza che funzionano con cicli di alimentazione lenti impediscono al composito di essere strappato.
Q.04
Quali sono i migliori strumenti e punte disponibili per prevenire la delaminazione in strati compositi di plastica rinforzata con fibra di carbonio?
Bisogna solo scegliere gli strumenti giusti, come le punte da trapano appropriate. Una punta da trapano dotata di carburo o rivestita con diamante funzionerà in modo fantastico per i materiali compositi quando la geometria della scanalatura è ottimizzata. Fermerebbero anche i estrazioni delle fibre e la punteggiatura della matrice. Quando un utensile da taglio viene mantenuto in funzione abbastanza a lungo da isolare una lama dalla superficie di lavoro, verrà modificata in modo da aumentare semplicemente il taglio eccessivo e per vibrare nello strato di delaminazione, i moduli di flessione verranno quindi drogati. nell'oblio. Ancora una volta, l'installazione di macchine CNC ad alta precisione per un montaggio accurato è una garanzia sicura di perdite minime di distacco e quindi di proprietà mech.
Q.05
Quali tecniche esistono per esaminare la delaminazione e l'integrità generale nel CFRP nell'ambito dei test non distruttivi?
Tra questi metodi, l'ecografia, gli ultrasuoni a schiera di fase, la termografia, il test del rubinetto e la shearografia coprono il territorio della valutazione della delaminazione. Tutte queste tecniche sono incorporate per rilevare la delaminazione del sottosuolo, i vuoti, le aree ricche di resina e prive di resina senza causare alcun danno ai componenti. Nelle applicazioni ad alte prestazioni, la combinazione di ispezione in servizio successiva al posizionamento automatizzato delle fibre, polimerizzazione in autoclave o stampaggio a trasferimento di resina aiuta nella diagnosi precoce della delaminazione, garantendo la resistenza meccanica del composito ben all'interno dei carichi di progetto.
Presenza e propagazione della delaminazione durante la lavorazione di materie plastiche rinforzate con fibra di carbonio (CFRP) Uno studio sperimentale
Link alla fonte
Esplora strategie e tecniche di taglio per evitare la delaminazione durante la macinazione di materie plastiche rinforzate con fibra di carbonio.
Determinazione della delaminazione nella perforazione di compositi a matrice di carbonio rinforzati con fibra di carbonio/pile Al 6013-T651
Link alla fonte
Analizza i parametri di taglio e il loro impatto sui fattori di delaminazione durante la perforazione di compositi in fibra di carbonio.
Lavorazione laser di plastica rinforzata con fibre per prevenire la delaminazione
Link alla fonte
Discute l'uso della rigatura laser come metodo per ridurre al minimo la delaminazione nella lavorazione della plastica rinforzata con fibre.
Perforazione di pile di plastica/titanio rinforzate con fibra di carbonio con strumenti in carburo rivestiti ultra dure
Link alla fonte
Esamina il ruolo degli utensili in metallo duro con rivestimento ultraduro nel ridurre la delaminazione e l'usura durante la lavorazione.









