


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Come funziona il servizio di levigatura: la guida dell'ingegnere alla finitura dei fori di precisione
| Tolleranza Tipica | ±0,0001″ (±0,0025 mm) |
| Tolleranza di precisione | ±0,00002″ (±0,0005 mm) |
| Gamma di finitura superficiale | Ra 0,1,6 µm (463μin) |
| Intervallo del diametro del foro | 0,5″46″ (12 mm1,170 mm) |
| Rimozione Materiale per Pass | 0,01″0,010 "(0,0250,25 mm) |
| Tipi Abrasivi | Al2O3, SiC, CBN, Diamante |
| Angolo di tratteggio incrociato | 22°60° (applicazione-dipendente) |
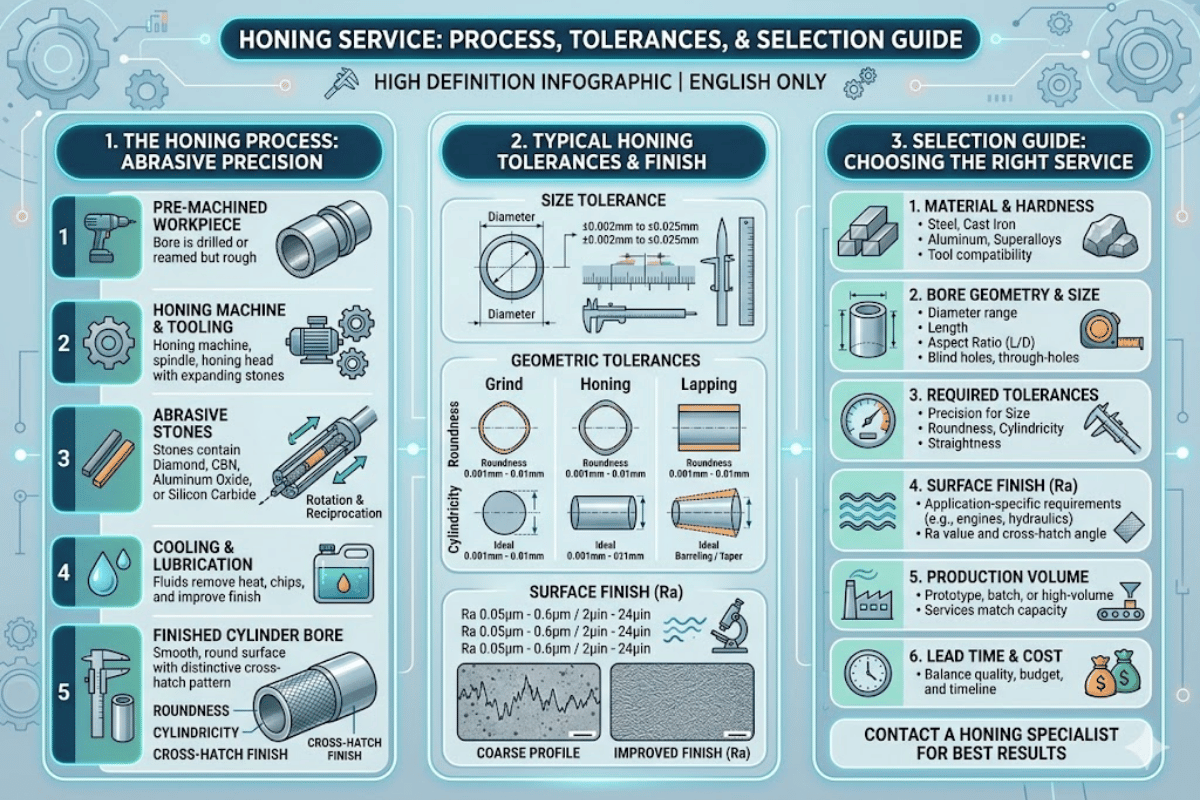
La levigatura è un processo di finitura abrasiva che corregge la geometria del foro e produce finiture superficiali specificate all'interno di un pezzo cilindrico. A differenza dei processi di rettifica o alesatura, un servizio di levigatura alterna e ruota un gruppo di pietre abrasive autocentrante all'interno di un foro per raddrizzare contemporaneamente la geometria del foro. La levigatura corregge la rotondità del foro, la rettilineità, la campana e la rastremazione in un'unica operazione.
Questa guida di levigatura industriale si concentra sul processo di levigatura stesso dalla selezione abrasiva fino all'ispezione finale Parametri specifici, livelli di tolleranza e criteri decisionali vengono presentati per assistere gli ingegneri che specificano levigatura su disegni o scelgono un'officina di levigatura di precisione Il nostro servizio di levigatura include la correzione della geometria del foro, il controllo della finitura superficiale e l'ispezione dimensionale. Contattaci per discutere il tuo progetto.
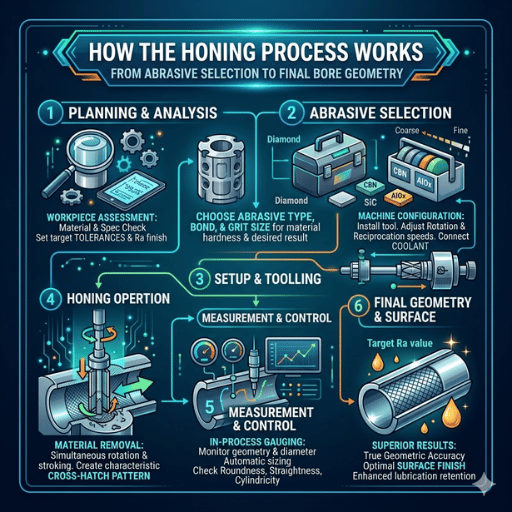
L'applicazione di un mezzo abrasivo all'interno di un foro, la levigatura sposta contemporaneamente le pietre abrasive incollate avanti e indietro sulla linea centrale del foro Un mandrino di azionamento ruota a giri programmati mentre accarezza assialmente il pezzo Questo movimento combinato produce un modello di tratteggio incrociato sul foro, mentre la sua forma unica ottimizza il trasporto di lubrificazione e il contatto di tenuta dell'anello.
Ci sono quattro media principali utilizzati per la levigatura delle pietre abrasive Gli abrasivi all'ossido di alluminio (Al2O3) gestiscono lavori generici su metalli ferrosi Il carburo di silicio (SiC) preferisce la lavorazione di ghisa, bronzo, ottone, rame e alluminio Per gli acciai temprati oltre 45 HRC, gli abrasivi cubici al nitruro di boro (CBN) eccellono per la loro elevata durezza e bassa dilatazione termica Gli abrasivi diamantati sono i più duri, adatti per materiali oltre 60 HRC, ceramiche, carburo di tungsteno secondo i dati di selezione abrasivi di CDT USA.
Le dimensioni della grana si estendono da 60 a 600+ mesh, con 80-120 mesh comunemente utilizzate per la correzione della geometria e 280-400 mesh utilizzate per la finitura superficiale Un tipico ciclo di levigatura a due stadi prevede la sgrossatura con abrasivo a grana più aggressiva, quindi la finitura con una grana più fine Nella fase di grana fine, i diametri dei grani sono compresi tra 10 e 50 micrometri (~300-1500 mesh), come notato nel Voce di Wikipedia sull'affinamento.
Il numero di gradi dell'angolo di traversa del foro dipende dal rapporto di rotazione del mandrino/movimento della corsa I regimi più rapidi del mandrino rispetto a un angolo di corsa fisso rendono gli angoli di traversa più netti; viceversa rende gli angoli più piatti Per i blocchi motore, un angolo di traversa 27-45 ottimizza la lubrificazione del foro e la tenuta dell'anello I fori idraulici del cilindro utilizzano in genere un angolo di traversa 22-32 per le prestazioni di tenuta adeguate.
Il numero di giri delle levigatrici industriali dipende dal diametro del foro, con velocità del mandrino di 60 800. velocità di alimentazione da 10-12 pollici al minuto (IPM) su grandi diametri fino a 250 IPM su piccoli diametri.
Nota ingegneristica
Il tipo di meccanismo di espansione influenza la precisione della levigatura: i mandrini idraulici esercitano forze abrasive distribuite più uniformemente lungo un foro rispetto ai mandrini meccanici, mantenendo contemporaneamente una cilindricità più stretta Per i fori profondi con rapporti L/D superiori a 6:1, l'espansione idraulica è solitamente il metodo preferito Generalmente, i fori corti (rapporto <2:1) possono essere levigati con successo con entrambi i meccanismi.
La levigatura a passaggio singolo richiede da 0,001 "a 0,005" di materiale da un foro per passaggio a 60-120 giri al minuto. Velocità superiori a 0,01 "di materiale rimosso complessivamente dovrebbero comportare processi di levigatura pre-alesatura o ruvida invece di lunghi cicli di rimozione del materiale fine.

Tre fattori influenzano la tua decisione di selezionare il corretto processo di finitura del foro: quale tolleranza richiedi; quale finitura superficiale richiedi; e il rapporto lunghezza/diametro del foro Ciascuno di questi processi occupa un passaggio diverso nella produzione di precisione Selezionare l'utensile errato sarà inefficiente in termini di tempo e costi.
| Parametro | Ondatura | Macinazione | Noioso | Lappatura |
|---|---|---|---|---|
| Migliore Tolleranza | ±0,00002″ | ±0,0001″ | ±0,0005″ | ±0,000001″ |
| Finitura superficiale (Ra) | 216μin | 8 32μin | 32125μin | 14μin |
| Rimozione Materiale | 0,001″0,010″ | 0,005″0,050″ | 0,010″0,500″ | 0,0005″0,005″ |
| Correzione Geometria | Rotondità, rastremazione, campana, botte | Rotondità, rettilineità OD | Solo dimensionamento del diametro | Piattezza, parallelismo |
| Applicazione primaria | Bori cilindrici interni | Superfici esterne, lavoro OD | Creazione/dimensione iniziale del foro | Superfici piatte, sedi di valvole |
| Modello di tratteggio incrociato | Sì (ritenzione di olio) | No (unidirezionale) | No (segni di utensili) | No (casuale non direzionale) |
Dati da Precisione senza pari conferma che l'affinamento raggiunge tolleranze a ±0,00002 "con finiture fini fino a 2 Ra, mentre la lappatura raggiunge i milionesimi ma con tempi di ciclo molto più lenti Come il Guida di riferimento di American Machinist note, entrambe sono operazioni di finitura a bassa velocità e bassa pressione ("low-speed, low-pressure finishing operations") ma le maniglie di levigatura hanno una correzione della geometria del foro che la lappatura non può.
Quando vince l'Honing
️ Quando le alternative sono migliori
Specificare la rettifica ID quando il foro L/D supera 4:1 è un errore frequente Poiché la mola perde rigidità in profondità, compaiono segni di rastremazione e chiacchiere Le pietre leviganti rimangono centrate in base alla loro forma e mantengono la pressione contro la parete del foro indipendentemente dalla profondità rendendo più efficace la scelta geometricamente stabile per fori profondi.

Definire i requisiti di levigatura su un disegno ingegneristico segue un principio semplice: indicare il risultato funzionale, non il processo. Secondo Pratica di disegno ASME discussa su Eng-Tips, applicare un richiamo di rugosità superficiale ISO 1302 combinato con una tolleranza di rugosità cilindrica secondo ASME Y14.5 (il produttore seleziona quindi il processo (che è quasi sempre levigante per fori cilindrici stretti).
Il richiamo di finitura superficiale più comunemente specificato è Ra (rugosità media aritmetica) come definito nella norma ISO 4287. per i fori levigati, un intervallo comune di valori è compreso tra Ra 0,1 e Ra 1,6μm. Se viene specificato un solo valore (es: Ra 0,8), si deve comprendere che la rugosità non deve essere più grossolana del numero specificato.
Se sia la finitura eccessiva che quella insufficiente non sono desiderabili, specificare un intervallo di valori (es: Ra 0,4-0,8).
Oltre al Ra, la levigatura del plateau introduce tre parametri aggiuntivi: questi sono definiti anche misurati per il Linee guida NIST Surface Finish Metrology e descrivere la superficie di appoggio:
| Parametro | Simbolo | Gamma Tipica | Funzione |
|---|---|---|---|
| Altezza rugosità di 10 punti | Rz | 3μm | Profondità complessiva della struttura della superficie |
| Altezza di picco ridotta | Rpk | ≤0,3μm | Picchi che si consumano durante l'effrazione |
| Profondità di rugosità del nucleo | Rk | 0,3,5μm | Zona superficiale portante |
| Profondità ridotta della valle | Rvk | 0,8,0μm | Valli di ritenzione petrolifera |
Nota ingegneristica
Disegno callout best practice per un foro cilindro idraulico levigato: applicare una dimensione di diametro con stretta tolleranza bilaterale (±0.0001 "), un telaio GD & T cilindricità (per ASME Y14.5) di 0.0002" e un simbolo di finitura superficiale per ISO1302 specificando Ra 0.40.8μm. Non scrivere “HONE come nota di processo. Lascia che i requisiti funzionali guidino la selezione del metodo.
Lo standard nordamericano per la misurazione della finitura superficiale è ASME B46.1 che descrive i metodi di misurazione, le lunghezze di campionamento e le specifiche dello strumento. La norma ISO 4288 stabilisce le condizioni di misurazione altrove nel mondo. La norma ISO 2768-2 indica tolleranze geometriche tipiche tra cui la classe di cilindricità H, K e L.
I metalli diversi non reagiscono tutti alla levigatura allo stesso modo La durezza del materiale, la struttura della grana e la reattività chimica hanno tutti un effetto su quale pietra abrasiva fornirà la finitura superficiale ottimale e la durata dell'utensile più lunga Una combinazione abrasivo-pezzo non adatta si traduce in un'usura prematura della pietra, una qualità superficiale inferiore o inclusioni abrasive nel foro.
| Materiale | Durezza Range | Abrasivo Consigliato | Raggiungibile Ra | Note |
|---|---|---|---|---|
| Acciaio al carbonio | HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 1540 HRC 154 HRC 154 HRC | Al2O3 | 0,20,8μm | Applicazione di levigatura più comune |
| Acciai legati | HRC 2555 HRC 2555 HRC 255555555 HRC 25555555555555555555555555555555HRC 255555555555HRC 25555HRC 2555555HRC 25555HRC 25555HRC 255555HRC 255555HRC 2555555HRC 255555HRC 255555HRC 2555HRC 255555HRC 2555555HRC 25555HRC 255 | Al2O3 o CBN | 0,20,8μm | Passa a CBN sopra HRC 45 |
| Acciaio per utensili temprato | HRC 555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555HRC55555555555555555555555555555555HRC5 | CBN o Diamante | 0,1,4μm | CBN preferito per ferroso (chimicamente inerte) |
| Acciaio inossidabile | HRC 20454 HRC 200454 HRC 20045054 HRC 2004505054 HRC 200045054 HRC 2000450505050HRC 2000054 HRC 2000054 HRC 2000054 HRC 200054 HRC 20054 HRC 200054 HRC 2000054 HRC 20000054 HRC 20000050 HRC 20000054 HRC 200000050 HRC 2000050 HRC 200 | Al2O3 o CBN | 0,2,0μm | Gomma di qualità austenitica; utilizzare una grana più grossolana |
| Ghisa | HB 1800 HB 300 | SiC | 0,20,6μm | SiC si autoaffila nella matrice di grafite |
| Leghe alluminio | HB 50150 HB 50150 | SiC | 0,4,6μm | Soft (rischio di caricamento); utilizzare pietre open-bond |
| Bronzo/Ottone | HB 600 HB 600 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 6000 HB 60000 HB 60000 HB 6000 HB 60000 HB 60000 HB 60000 HB 6000 HB 6 | SiC | 0,20,8μm | Non ferroso (non ferroso) evitare Al2O3 |
| Leghe di titanio | HRC 354 HRC 3045 HRC 3004 HRC 3004 HRC 3004 HRC 3004 HRC 3004 HRC 3004 HRC 3004 HRC 3004 HRC 30054 HRC 30054 HRC 30054 HRC 30054 HRC 3005 HRC 3005 HRC 3000 HRC 30054 HRC 3000 HRC 30000 HRC 30000 HRC 3000 HRC 300050 HRC 30000 HRC 30000 HRC 3000 HRC 3 | CBN o Diamante | 0,4,2μm | Bassa conduttività termica controllo dell'accumulo di calore |
Il diamante e il carburo di silicio subiscono reazioni chimiche con metalli ferrosi a temperature elevate Il CBN e l'ossido di alluminio sono chimicamente inerti con leghe a base di ferro e sono quindi selezionati come normali abrasivi per la levigatura dell'acciaio e della ghisa Le pietre diamantate su acciaio non indurito porteranno ad un rapido opacizzazione degli utensili.
Può verificarsi anche una contaminazione superficiale del pezzo.
I servizi di levigatura a contratto che forniscono sia la fase di lavorazione che quella di finitura sotto lo stesso tetto riducono il rischio della catena di fornitura e migliorano i tempi di consegna per le industrie esigenti Quando un negozio può alesare, lavorare e affinare internamente, il pezzo si muove attraverso meno mani e il controllo dimensionale rimane più stretto dall'inizio alla fine.

L'outsourcing che affina un fornitore di servizi di affinamento contrattuale richiede una considerazione delle capacità che superano di gran lunga il prezzo per parte. Una fonte che può affinare un foro da 2 "a 0,001" potrebbe non avere l'attrezzatura o l'esperienza per affinare un foro da 20 "a 0,0001". La seguente lista di controllo evidenzia ciò che è necessario, per verificare prima di procedere:
Lecreator vanta 17 anni di esperienza nella produzione di precisione su oltre 80 macchine, tra cui piattaforme di levigatura orizzontali e verticali, che ci forniscono l'ampiezza delle capacità e delle conoscenze sui materiali per completare la levigatura dal prototipo alla produzione. Raggiungiamo oltre 98%+ rese di primo passaggio e manteniamo la soddisfazione del cliente affinando ogni giorno a tolleranze strette. Richiedi un preventivo per confrontare le nostre capacità con le tue specifiche.

Le industrie specializzate in componenti critici per la sicurezza richiedono la levigatura come fase di finitura obbligatoria, non come aggiornamento opzionale.
Il levigatura del foro è richiesto senza eccezioni nelle applicazioni in cui la geometria del diametro interno ha un impatto diretto sulla sicurezza, sulle prestazioni o sulla longevità Ogni settore impone i propri standard di qualità e richiede tolleranze quadrate in termini di levigatura di precisione del territorio, con conseguente miglioramento della finitura superficiale e controllo dimensionale più stretto rispetto ai processi alternativi.
Idroelettrico (Hydraulics)
I bob cilindri rifiniti a Ra 0.2.4μm con un angolo di crosshatch di 22°32° per un corretto funzionamento di tenuta Le valli Crosshatch mantengono il fluido idraulico mentre la superficie del plateau supporta il labbro di tenuta I bori fuori tondo superiori a 0,0002" causano perdite interne e guasti alla tenuta.
I fori dell'attuatore del carrello di atterraggio, le guide delle valvole del motore e i componenti del sistema di alimentazione saranno regolati dai requisiti AS9100 Le tolleranze comuni del foro sono ±0,0001 "e i requisiti di finitura superficiale inferiori a Ra 0,4μm. Piena tracciabilità di queste parti dal certificato del materiale sebbene sia richiesta l'ispezione finale del foro.
I fori dei cilindri del motore, i fori dei cuscinetti della biella e i corpi delle valvole di trasmissione devono essere affinati secondo gli standard secondo i sistemi di qualità IATF 16949. il levigatura dell'altopiano con il controllo dei parametri Rpk/Rk/Rvk del processo si occupa dei controlli di seduta delle fasce elastiche e del consumo di olio. La documentazione PPAP è normale per gli articoli di produzione.
I fori negli strumenti chirurgici, le interfacce dei componenti negli impianti e i barili nei dispositivi di somministrazione dei farmaci richiedono una finitura a specchio su leghe biocompatibili come 316L inossidabile e Ti-6Al-4V, con un valore di finitura Ra inferiore a 0,2μm La contaminazione superficiale da particelle abrasive è una fonte di rigetto critica quindi è necessario effettuare la convalida del processo per rimuovere i contaminanti nel processo di pulizia.
In media il diametro del foro sarà ridotto di circa 0,001 ‘-0,005’ (0,025-0,127 mm) per passaggio attraverso il processo di levigatura Per cicli di passaggio multipli, la quantità massima di materiale rimosso può essere 0,010 "La levigatura è un processo di" finitura "e non è progettata per la rimozione di materiale sfuso.
Se si alesa ha più di 0,010 "di materiale da rimuovere, deve essere lavorato mediante alesatura o fresatura/foratura grezza prima della levigatura.
Il riaffilatura dei cilindri è necessario quando le misurazioni del foro indicano un'usura eccessiva, cioè al di fuori della tolleranza prescritta, o quando il modello del portello trasversale è stato livellato. Il riaffilatura dei cilindri idraulici viene deciso principalmente effettuando perdite interne a velocità più elevate di quelle consentite. In un motore, i cilindri vengono affinati durante le ricostruzioni o quando la rastremazione del foro supera 0,002 "o l'alesaggio fuori tondo supera 0,001".
Non è deciso sull'intervallo di tempo.
La levigatura compensa anche un certo numero di difetti geometrici allo stesso tempo (forma totale che include rotondità, rastremazione, campana, canna) mentre la molatura si concentra su una dimensione alla volta La pietra levigante si autocentra nel foro, quindi viene mantenuta una pressione costante sulla lunghezza del foro (le mole si ammorbidiscono in fori profondi (L/D >4:1). Inoltre, la levigatura crea un modello di superficie del portello trasversale desiderabile per la tenuta dell'olio che è impossibile da ottenere attraverso la molatura.
Se un foro è una forma cilindrica interna con una tolleranza stretta e una superficie finita ragionevolmente controllata, allora levigato è un'opzione predefinita.
Fornitura diametro del foro (tolleranza), finitura richiesta Ra, materiale, dimensione del lotto e disegno tecnico, se disponibile Lunghezza/profondità del foro, eventuali tolleranze geometriche (cilindrietà, rettilineità), foro passante o cieco?
I negozi che effettuano la levigatura di precisione possono normalmente fornire un preventivo entro 24-48 ore una volta forniti questi dettagli.
Hai bisogno di una finitura di precisione del foro per il tuo prossimo progetto
Lecreator vanta 17 anni di esperienza nella produzione di componenti in diversi settori, nella produzione di lavori di levigatura in acciaio al carbonio, acciaio inossidabile, alluminio e leghe esotiche Le raccomandazioni abrasive e i valori di tolleranza utilizzati in questa guida si basano su intervalli che testiamo e verifichiamo sulle nostre apparecchiature di misurazione e profilometria dei fori. I confronti dei processi sono incrociati con gli standard pubblicati da ASME, ISO e NIST.









