


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Come risolvere i problemi di finitura superficiale durante la lavorazione del POM (acetale/delrin)
| Ra lavorato (standard) | 6,3,2μm (63,125μin) Ra 1 |
| Ra lavorato (ottimizzato) | 40,8 µm (16,32 µin) Ra 0,8 µm (16,3 µm) |
| Punto di fusione POM | POM-H: 178 °C (352 °F) /POM-C: 166 °C (330 °F) |
| Velocità di taglio consigliata | 120 rugoso150 m/min finitura fino a 450 m/min |
| Tolleranza Tipica | ±0,05 mm standard, ±0,025 mm ottimizzato |
| Opzioni post-finish | Lucidatura (Ra 0,2μm), Esplosione di perline (Ra 1,6μm), Lucidatura a vapore (Ra 0,4μm) |
POM (poliossimetilene) è uno dei termoplastici ingegneristici più comunemente usati per la lavorazione di precisione (o la finitura superficiale va storta) Componenti POM lavorati che dovrebbero tornare a Ra 0,8 m o peggio, linee di trascinamento lucide, bave e graffi simili a baffi o segni di utensili visibili a occhio nudo (non si capisce la finitura superficiale) e che la superficie ruvida esclude queste parti lavorate a cnc dall'assemblaggio Le cause principali sono specifiche del POM e focalizzate sulla fisica, e le soluzioni differiscono intrinsecamente dalle operazioni di lavorazione dei metalli.
Questo articolo spiega perché Poliossimetilene lavorato CNC la finitura superficiale è disastrosa, come identificare un difetto, quali parametri di taglio e attrezzature risolveranno ciascuno Ogni valore Ra e raccomandazione di avanzamento/velocità si basa su dati concreti e esperienza di negozio Non su stime di cortesia Sia che si utilizzi la lavorazione CNC per il copolimero omopolimero POM o POM, i principi sono identici.
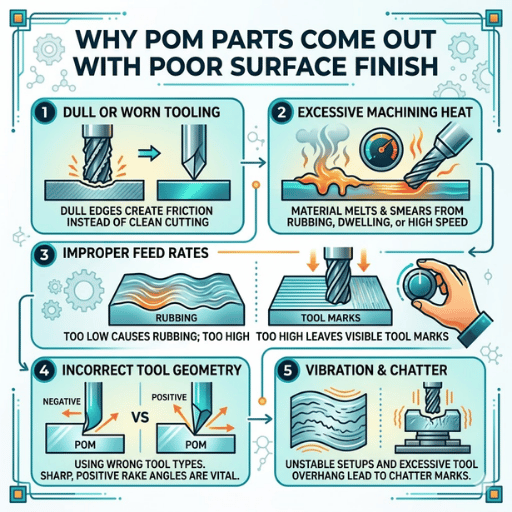
La maggior parte dei guasti della finitura della lavorazione POM risalgono alla conduttività termica. Secondo dati sul poliossimetilene su Wikipedia, POM ha una conduttività termica di 0,31 W/m K. Confronta che all'alluminio a 25 W/m K 0 differenza di funzionamento 660x Quando la lavorazione vuole prelevare calore dalla zona di taglio, POM preferisce immagazzinare calore nel suo pezzo.
Quella carenza di capacità termica provoca tre tipi di guasto della rugosità:
È l'errore più comune da commettere per gli operatori quando si passa dalla lavorazione dell'alluminio o dell'acciaio al POM Nonostante le proprietà, i tassi di avanzamento e di velocità devono essere inferiori affinché il POM mantenga il suo calore termico nella zona di taglio Se combinato con il raffreddamento a spruzzo d'aria, il risultato finale è sempre una superficie migliore rispetto agli alti giri del mandrino e al raffreddamento a piena.

Non tutti i gradi POM sono uguali La natura amorfa (non cristallina) di POM-H (chiamato anche Delrin, o omopolimero) e POM-C (chiamato copolimero) influisce sul modo in cui una superficie finita appare come un numero Ra. L'utilizzo di un tipo di materiale POM che non è adatto per una parte critica di finitura è una perdita di tempo e fatica.
| Proprietà | POM-H (Delrin) | POM-C (Copolimero) |
|---|---|---|
| Resistenza alla trazione | 76 MPa | 61 MPa |
| Punto di fusione | 178 °C (352 °F) | 166 °C (330 °F) |
| Cristallinità | ~80% | ~70% |
| Durezza Rockwell | M94 | M80 |
| Formazione Chip | Pause più brevi e più nitide | Chip più lunghi e duttili |
| Porosità della linea centrale | Significativo nelle sezioni >50 mm dia. | Minimo a nessuno |
| Resistenza chimica | Fino a pH 9 | Fino a pH 14 |
| Finitura superficiale ottenibile | Ra 0. | Ra 0.4.1.6μm (più parametri di perdono) |
A differenza del resto del mondo, i calci nordamericani POM-H (omopolimero, asta di diametro 50 mm+) hanno spesso una porosità della linea centrale o una striscia bianca che attraversa le dimensioni stampate o estruse Questa porosità viene creata quando i gas vengono forzati dalla fusione quando il POM si raffredda che non può sfuggire al cono della particella all'interno della forma estrusa o stampata Quando si lavora l'asta POM-H attraverso il centro per lavorare una caratteristica su parti complesse di POM, quella porosità errante provoca vaiolature che nessun taglio di finitura può rimuovere Per un blocco o un'applicazione di fogli in cui la lavorazione attraverso il centro di grandi fossette è fondamentale, passare a POM-C in fase di progettazione; nessuna finitura correttiva può rimuovere la porosità dalle parti lavorate di precisione. Questo è classificato sotto ASTM D6778, il sistema di classificazione standard per i materiali di stampaggio ed estrusione di poliossimetilene.
I macchinisti di Shop Floor che lavorano con POM scoprono che POM-C (copolimero, punto di fusione inferiore 12C) è più facile da ottenere un buon aspetto della finitura La differenza può sembrare drastica e, nonostante il punto di fusione inferiore, la sua cristallinità inferiore significa meno stress interno e deformazione se il marchio POM-C selezionato è correttamente lavorato Per una tolleranza stretta, la rugosità superficiale più bassa componente POM, POM-C spesso produce una migliore stabilità dimensionale post-lavorazione con la finitura superficiale desiderata.

Nella lavorazione POM, la rugosità superficiale è governata da quattro fattori con il seguente ordine di significatività: velocità di taglio, geometria dell'utensile, velocità di avanzamento e tecnica di raffreddamento Il corretto ordinamento di questi fattori evita l'accumulo di calore che tende a portare alla maggior parte dei problemi di qualità superficiale.
| Parametro | Sgrossatura | Finitura |
|---|---|---|
| Velocità di taglio | 120 (450 m/min 500 SFM) | Fino a 450 m/min (1.500 SFM) |
| Alimentazione Tasso | 0,130,50 mm/rev (0,005 pollici/rev) | 0,100,30 mm/rev (0,004 pollici/rev) |
| Profondità di taglio | 1.30.05.0 mm (0.200 pollici) | 0,130,50 mm (0,00 mm) 0,020 pollici) |
| Ra previsto | 6,6,3,2μm Ra 1 | 4,40,8μm Ra 0,8μm |
| Parametro | Gamma Consigliata |
|---|---|
| Velocità di taglio | 60 (75 m/min) 200 ft/min |
| Feed per Tooth | 0,050,25 mm/dente (0,002/dente.010) |
| Conteggio Flauti | 12 scanalature (O-flute preferito per l'evacuazione del chip) |
| Strategia | Fresatura a salita (riduce il calore, produce una migliore finitura superficiale rispetto al convenzionale) |
| Ra previsto | Ra 0.8.6μm con carburo affilato |
La geometria dell'utensile svolge un ruolo più significativo nel determinare la qualità della superficie del POM rispetto a quanto previsto dalla maggior parte degli operatori. Gli angoli di spoglia e di spoglia appropriati scoraggiano il contatto di sfregamento che provoca la fusione localizzata.
Nota ingegneristica
Utilizzare utensili in metallo duro lucido non rivestiti per la lavorazione CNC di precisione della plastica POM Utilizzare utensili con un angolo di spoglia positivo di 15-20, angolo di gioco di 10-15 e un tagliente affilato Utilizzare un singolo flauto ad alta elica o due mulini terminali a flauto (design O-flute) per lavare i trucioli dalla zona di taglio ed evitare danni attraverso il ri-taglio.
Non utilizzare utensili rivestiti (TiN, TiAlN), poiché un rivestimento in pellicola sfregherà sul basso coefficiente di attrito del POM (fino a 0,15-0,35) creando più calore anziché meno. DuPont Delrin Design Principles per la lavorazione consiglia facce dell'utensile lucidate per evitare l'adesione del truciolo.
L'aria compressa funge da metodo di raffreddamento principale durante il funzionamento lavorazione CNC plastica gli utensili (a parte lo stampaggio a iniezione del POM) sono ad aria compressa Il getto d'aria fa uscire i trucioli dalla zona di taglio e fornisce anche un raffreddamento adeguato in modo che la temperatura di taglio rimanga al di sotto di 120 C (al di sopra della quale il POM inizia a decomporsi termicamente) Il refrigerante nebbiogeno idrosolubile (da lavare via con acqua dopo l'uso) può essere utilizzato per la perforazione di fori profondi, ma evitato per un uso prolungato perché il contatto continuo con alcune delle sostanze chimiche presenti in questi refrigeranti può causare fessurazioni da stress, soprattutto attorno a caratteristiche strette.
Priorità dei parametri durante la nuova lavorazione POM: imposta la velocità di taglio (calore), imposta la geometria dell'utensile (taglio), imposta la velocità (carico del chip), quindi il liquido di raffreddamento (calore). sintonizzati dal fondo verso l'alto Se sei in funzione, è probabile che ogni passo verso l'alto trovi la finitura superficiale del pezzo piuttosto che impedirla.
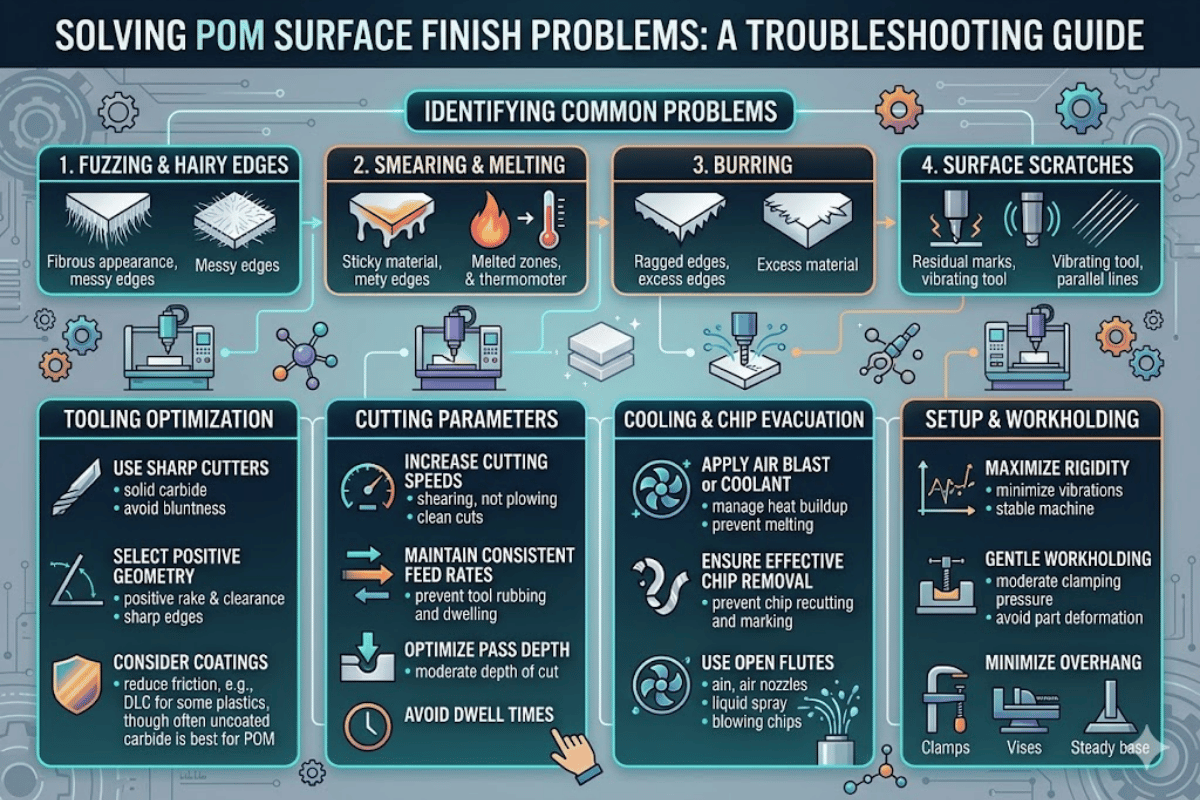
Ogni difetto superficiale su una parte POM lavorata può essere ricondotto a una causa principale; la corretta identificazione del tipo di difetto è il percorso più rapido verso la soluzione corretta; ed evita l'errore comune di modificare più parametri di lavorazione contemporaneamente.
Cosa sembra essere: aree lucenti sulla superficie lavorata con linee di trascinamento La superficie sembra semi-fusa, non lavorata in modo pulito e può avere un grado minore di colorazione.
Causa principale: il calore generato a causa di un elevato livello di attrito supera la temperatura di rammollimento del POM, ovvero 150-160 Deg.C, perché gli utensili sono opachi o la velocità del mandrino è molto elevata, ecc. Ciò provoca un grave aumento della temperatura all'interfaccia utensile-pezzo, a causa della bassa conduttività termica del POM.
Fix (a): Diminuire la velocità del mandrino di 30-40%. passare al carburo non rivestito tagliente con scanalature lucidate Soffiare aria compressa nella zona di taglio.
Risultato tipico: Ra scende da 2,5-3,2 m a 0,6-1,0 m.
Come appare: Whisker-metallo come bordi su caratteristiche lavorate Più evidente dopo la fresatura fessure fori di perforazione Burrs su POM sono fibrosi, non metallici, quindi tendono a piegarsi piuttosto che a rompersi;
Causa principale: l'elevata resistenza alla trazione e l'elevata duttilità del POM determinano grandi quantità di flusso di plastica sul tagliente senza fratturarsi Aggravato quando il funzionamento viene eseguito con strumenti più opachi, ad alimentazioni prive di tool (piegature del materiale prima della tosatura) o nella direzione convenzionale del mulino.
Fix: Implementare la fresatura in salita Aumentare la velocità di avanzamento a una velocità sufficientemente elevata da consentire all'utensile di tranciare il POM anziché spingerlo Utilizzare frese terminali O-flute a scanalatura singola quando lavorazione di parti POM. Per la produzione in grandi volumi, possono essere utili la sbavatura criogenica e la barilatura vibratoria come processo di lavorazione secondaria.
Come appare: segni regolari di scriccatura o smerlatura che si trovano su superfici piane o curve La dimensione della capesante è direttamente correlata al passaggio tra i passaggi successivi dell'utensileria.
Causa principale: un passaggio radiale troppo elevato durante le passate di finitura, che culmina con passaggi di consolidamento con insufficiente sovrapposizione tra i percorsi, con conseguenti percorsi utensile staccati che non riflettono la forma della parte. Questo è un problema di programmazione, non un problema di stampaggio a iniezione.
Fix: ridurre lo stepover radiale durante i passaggi di finitura POM a 10-15% del diametro dell'utensile Infeed un passaggio di finitura tagliato a luce profonda dedicato (0,13-0,50 mm/0,005-0,020 in) Quando viene utilizzato carburo affilato alle velocità corrette, un singolo passaggio può ottenere una finitura standard Ra di 3,2 m fino a una finitura liscia di 0,8 m Ra senza operazioni secondarie.
Come appare: parti in POM lavorate che raggiungono le specifiche di finitura superficiale direttamente dalla macchina, ma deformano entrambi i lati delle dimensioni entro 24-48 ore di servizio facendo sì che la superficie esca dalle tolleranze di stampa.
La radice causa le sollecitazioni interne causate dal rilascio del processo di estrusione quando la rimozione asimmetrica del materiale consente alla parte vincolata di rilassarsi POM ha un assorbimento di umidità molto piccolo (meno di 02%) quindi l'umidità non è la causa interna lo stress è.
Fix: spiegare le sequenze del processo di lavorazione CNC in modo tale che le parti POM lavorate siano simmetriche per la rimozione del materiale ove possibile; eseguire una ricottura interna antistress di pezzi POM ad alta precisione prima della lavorazione finale: aumentare POM-H a 160 C (da POM-C a 150 C) in un forno con aria circolante, mantenere per 30 minuti per 6 mm di spessore della parete e raffreddare a 10 C/ora Dopo la ricottura, consentire 24 ore per stabilizzare il pezzo prima della lavorazione finale.
Come appare: sgorbie casuali e una rugosità superficiale non uniforme che non ha alcuna relazione con le direzioni del percorso utensile Piccoli particolati POM possono essere visti nella superficie lavorata.
Causa principale: i trucioli POM lunghi e filanti scivolano attorno all'utensile di lavorazione ed entrano nuovamente in contatto con il pezzo. Gli utensili multiflauto con gullet a truciolo molto piccoli tendono a intrappolare i trucioli nella zona di taglio.
Fix: implementare su uno strumento a scanalatura da 1-2 con un angolo di elica elevato (30+) e gullet con chip rifiniti a specchio Aria di scoppio compressa attraverso un ugello soffiato a chiave nella zona di taglio per evacuare i trucioli mentre si formano Per le operazioni di tornitura implementare la geometria di rottura del truciolo specifica per i termoplastici Questi cambiamenti aboliscono quasi sempre completamente i danni da taglio e si ottiene una struttura superficiale uniforme di Ra 0,8-1,6 m attraverso il pezzo POM, offrendo la migliore qualità superficiale ottenibile attraverso una lavorazione accurata.
Nei casi in cui la finitura lavorata sui componenti POM non riesce a soddisfare le specifiche di finitura superficiale, possono essere impiegati trattamenti superficiali secondari. Ciascun metodo presenta un compromesso in termini di Ra ottenibile, costi di lavorazione e rischi di precisione.
| Metodo | Raggiungibile Ra | Migliore Per | Fattore di rischio |
|---|---|---|---|
| Lucidatura Meccanica | 2,20,8μm Ra 0,8μm | Superfici di tenuta, cuscinetti | Calore → cambiamento dimensionale su parti a tolleranza stretta |
| Lucidatura Vapore | 2,20,4μm Ra 0,4μm | Geometrie complesse, chiarezza ottica | Compatibilità limitata con solventi con POM |
| Blasting di perline | 6,6,3,2μm Ra 1 | Finitura cosmetica opaca uniforme | Non riduce Ra al di sotto dei valori lavorati |
| Tumble/Finitura vibrante | 8,8,6μm Ra 0 | Sbavatura in piccoli lotti + levigatura | Limiti della geometria delle parti (le caratteristiche fragili potrebbero scheggiarsi) |
Un'operazione di lucidatura meccanica introduce un calore di attrito sufficiente a distorcere le parti POM lavorate con precisione fuori tolleranza Consentire questo fornendo Ra 0,4-0,8 m sulle superfici POM se l'officina meccanica ha messo a punto i parametri di lavorazione CNC per la finitura lavorata con lavorazione, o aggiungere un ciclo di lavorazione aggiuntivo dopo la finitura, e mantenere le tolleranze abbastanza strette nei calcoli di lavorazione per compensare il taglio aggiuntivo La bassa energia superficiale del POM rende anche difficile la verniciatura e il rivestimento della parte senza trattamenti superficiali al plasma o chimici per migliorare i valori di rugosità superficiale di un dettaglio che spesso cade attraverso le crepe nella pianificazione del progetto.
Al di fuori delle tolleranze strutturali e dimensionali più impegnative, la finitura superficiale lavorata di Ra 0,4-0,8 m suggerita per un insieme ben sintonizzato di parametri di lavorazione CNC è più che adeguata Pianificare l'utilizzo di fasi di lavorazione aggiuntive nel caso in cui sia necessaria una finitura non funzionale per soddisfare la finitura superficiale desiderata, o la contornatura della parte per raggiungere Ra al di sotto di 0,4 m sul foro di tenuta o sulla superficie di scorrimento.

Indicare la rugosità superficiale richiesta sul disegno della parte POM richiede di fare riferimento allo standard di misurazione appropriato 21 che è cambiato in 20.
Dal 2021 lo standard internazionale per la misurazione della rugosità superficiale è ISO21920. Quattro standard (ISO 47 parametri del profilo e 428 istruzioni di misura ISO 13 e 2, indicazione di disegno ISO 356 ISO 132) combinati in un unico documento che ha introdotto nuovi standard per la valutazione della finitura per tutti i parametri di misura ISO 21920 introduce cinque Classi di impostazione (Sc1-Sc5) con tipi di filtro preimpostati e lunghezza di valutazione, che riduce significativamente la varianza dovuta all'operatore nelle misurazioni Si applica a livello internazionale.
Negli Stati Uniti, la rugosità superficiale è ancora regolata ASME B46.1. Questo processo di valutazione standard utilizza il vecchio sistema di misurazione basato su micrometri (x [in], la conversione di corrente: 1 m = 39,37 in).
Nota ingegneristica
Quando si indicano i requisiti di finitura superficiale su un disegno POM, si noti sempre lo standard di misurazione (ISO 21920 o ASME B46.1), nonché il parametro basato sulla metrica (Ra, Rz o Rq) e la lunghezza di valutazione Ra da solo è un dato insufficiente, poiché due superfici POM con Ra 0,8 m identico possono mostrare prestazioni funzionali molto diverse se una contiene graffi profondi isolati (Rz alto), mentre l'altra presenta una struttura prevalentemente uniforme Per le superfici critiche di tenuta, portanti ed estetiche, Ra e Rz dovrebbero essere specificati insieme.
Hai bisogno di parti POM di precisione con specifiche di finitura superficiale garantite?
Questa guida alla finitura superficiale è stata così scritta dal dipartimento di ingegneria di Le-creator Technology con sede a Shenzhen sulla base di 17 anni di esperienza nella lavorazione CNC per la produzione di componenti di macchinari medici, elettronici e industriali I nostri parametri di taglio CNC per Delrin, verificati su un parco macchine di oltre 80 quando si producono parti in plastica Ra da 0,4 m, dimostrano le condizioni di prova per velocità e alimentazioni degli utensili di lavorazione POM, utilizzando un campione di dati parametri provenienti dalla decontrazione anticipata di Curbell Plastics di un campione di asta POM da 75 mm+ I dati di ricottura della porosità della linea centrale e della distensione sono stati convalidati durante la produzione in serie di parti omopolimeriche POM-H sulla nostra asta di produzione da 15 tonnellate per materiale rotondo deformato da cantiere di diametro 75+ mm.









