


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Trabajar con fibra de carbono plantea varias dificultades, y una de las más comunes y graves es abordar la prevención de la delaminación de la fibra de carbono. Esto se debe a que la delaminación disminuye la resistencia de las piezas de fibra de carbono y también es una gran fuente de desperdicio y aumento de costos. Es por eso que quienes tienen la responsabilidad de la industria manufacturera nacional deben tener una comprensión clara del problema y sus posibles soluciones para no comprometer la precisión y excelencia de su trabajo. Este artículo se centra en estas formas profundas de analizar las raíces de los problemas de delaminación, formas simples y efectivas de abordarlos y, lo que es más importante, algunas formas responsables que pueden ayudarlo a realizar bien el trabajo al tratar con fibra de carbono y materiales relacionados. Independientemente de sus experiencias con el trabajo con materiales compuestos, ya sea que sea un veterano o un novato en estos temas, la guía le brindará algunas prácticas útiles que lo ayudarán a mejorar su técnica y resultados.
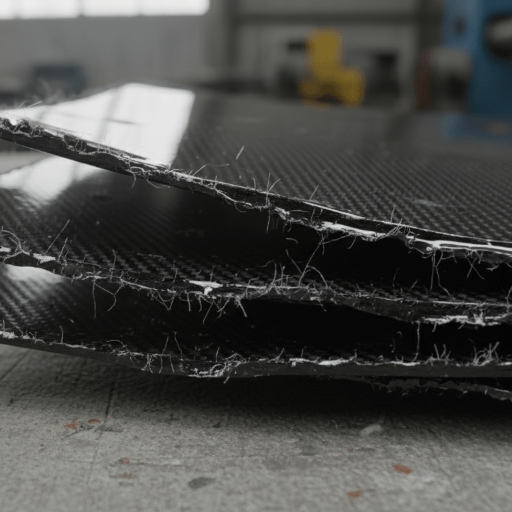
La fibra de carbono en sí es un material resistente, pero la delaminación conduce a la pérdida de rigidez, entre otras propiedades. La delaminación se forma entre las capas de compuesto y se sabe que ocurre debido a algún estiramiento, mecanismos incorrectos o razones de fabricación. Reduce la resistencia de la estructura y muy a menudo disminuye gravemente su efectividad. Los indicadores físicos de la separación del material suelen ser grietas, manipulación, varios puntos en la superficie o flancos sin contacto entre capas. Sin embargo, este problema requiere cambiar técnicas o procesos para evitar cualquier ocurrencia futura, como garantizar herramientas relevantes, velocidades de corte y manipulación durante la fabricación.
En términos más simples, la delaminación se refiere a la pérdida de cohesión de las capas dentro de un material, que comúnmente se observa en materiales compuestos, estructuras de laminación o recubrimientos. Este problema puede provenir de varias fuentes que incluyen tensión mecánica, expansión térmica, exposición a factores externos, métodos de fabricación deficientes e incluso fatiga de los materiales durante un período prolongado. Según los estudios y materiales disponibles actualmente, los casos de delaminación son prevalentes y graves en las industrias aeroespacial, de construcción y electrónica. Es porque puede provocar inestabilidad en la estructura, disminución del rendimiento o incluso provocar que el material funcione por debajo o en niveles subóptimos. Las contramedidas se dirigen al uso de materiales de buena calidad, a la mejora de los métodos de construcción o a intervalos regulares de mantenimiento o cuidado para detectar y reparar daños mientras aún está fresco.
La resistencia interlaminar es una propiedad crítica en los compuestos de fibra de carbono que determina su capacidad para resistir tensiones entre capas individuales. La resistencia a problemas como la delaminación, la propagación de grietas y las fallas estructurales bajo carga dependen de esta propiedad. La inigualable relación resistencia-peso de los compuestos de fibra de carbono es la razón detrás de su atractivo para aplicaciones aeroespaciales, automotrices y eólicas o energéticas. Sin embargo, la unión interlaminar puede debilitar críticamente las construcciones compuestas, especialmente en entornos dinámicos o de alto estrés.
Los fabricantes optan por fortalecer la resistencia interlaminar mediante la introducción de técnicas avanzadas, por ejemplo, infusión de resina, agentes endurecedores y tratamientos superficiales para mejorar la unión en la interfaz fibra-matriz. Cumplir con estrictos criterios de prueba probablemente someterá el rendimiento interlaminar a evaluación en términos de pruebas de corte de viga corta y de viga de doble voladizo. Al apuntar a reforzar la resistencia interlaminar, las industrias tal vez hayan hecho que estos materiales contribuyan al máximo a la eficiencia, durabilidad y seguridad de sus aplicaciones. Otro impulso potencial a fallas tempranas y costosas de la estructura es la inspección y el mantenimiento estructural para la identificación de signos tempranos de reparación de estructuras.
La delaminación en compuestos se describe simplemente como material que se separa en capas; Esta separación física debilita la estructura en su conjunto y posiblemente puede provocar una falla estructural catastrófica. Esto generalmente es el resultado de una mala adhesión a través de la interfaz entre las dos capas, que puede resultar peor por algunas razones, como el diseño de fabricación, la contaminación de fibras de algún tipo o el curado en condiciones inadecuadas según las especificaciones. La exposición a condiciones difíciles como temperaturas y humedad extremas y precursores químicos puede deteriorar aún más la unión extraordinariamente débil, favoreciendo el inicio de la delaminación.
La carga repetida, el impacto y el esfuerzo repentino de fuerza que exceden los límites de diseño a los que está sometido el compuesto son otra causa más de otra incidencia de delaminación. Durante un período, estas tensiones pueden iniciar desigualdades en la matriz en forma de microfisuras que crecen y eventualmente conducen a la separación generalizada de capas. Desde un aspecto mecánico, un diseño estructural inadecuado, cómplice de una mala elección del material o de la falta de refuerzo, también podría ser la fuente de la delaminación mecánica.
La prevención de la delaminación se puede lograr mediante un estricto control de calidad durante todo el proceso de fabricación. El proceso de curado debe realizarse correctamente. Las superficies de unión limpias y bien preparadas también son beneficiosas para evitar la delaminación. El diseño de compuestos permitirá las cargas y condiciones esperadas, evitando la delaminación. Esto implica una atención oportuna a los daños durante el monitoreo y el mantenimiento en servicio de la estructura, lo que proporciona mejoras exitosas en el rendimiento adicional de la sección compuesta en un período de tiempo prolongado.
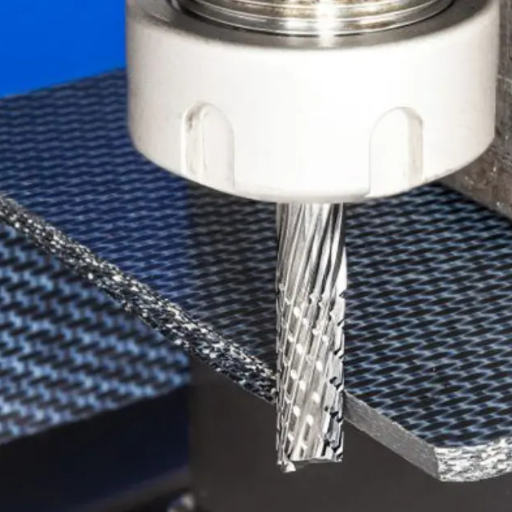
Un aspecto importante del riesgo asociado con la producción de fibra de carbono es el desgaste de la herramienta. Durante este desgaste, la fricción mecánica y el estrés térmico degradan gradualmente las herramientas de corte, lo que provoca bordes cortantes opacos. El deterioro de la eficiencia de corte posterior causa fuerzas y calor resultantes de un corte incorrecto de las fibras de carbono, en lugar de un corte adecuado. Por lo tanto, el trabajo en el campo de la investigación indicaría que el desgaste excesivo de la herramienta causa mayores fuerzas y calor durante el mecanizado, lo que aumentaría los problemas de delaminación, como hacer que el material pierda integridad. La información reciente sugiere que las herramientas de corte avanzadas son más resistentes al desgaste y, por lo tanto, tienen una vida útil más larga, además dan menos posibilidades de que las fibras de carbono se dañen durante el proceso de mecanizado. No obstante, es imperativo verificar y reemplazar cuidadosamente incluso con el uso de herramientas de corte avanzadas para garantizar que funcionen al máximo. La configuración adecuada de los parámetros de mecanizado, es decir, los avances en la velocidad de avance y la velocidad del husillo, proporcionará a las herramientas y fibras compuestas mucho alivio de la tensión. Una combinación inteligente de materiales excepcionales para las herramientas y métodos de mecanizado constructivos ayudará a mantener la integridad estructural.
El uso de velocidades de alimentación y velocidad incorrectas para el husillo constituye las principales causas de la delaminación durante el mecanizado de fibra de carbono. La delaminación se produce cuando las capas compuestas se separan y, por tanto, disminuyen la resistencia y el rendimiento del material. Las velocidades de alimentación a un nivel excepcionalmente alto pueden generar fuerzas de vibración excesivas y cortes desiguales, destruyendo el filo o extrayendo fibras del interior. Por el contrario, los ritmos más lentos pueden provocar un sobrecalentamiento y una fricción innecesaria que puede provocar la degradación de la matriz de resina y el debilitamiento de las tijeras de unión entre las capas. La velocidad del husillo es fundamental para prevenir la delaminación. La baja velocidad del husillo puede provocar el desgarro de la fibra. Las velocidades muy altas del husillo pueden generar calor y ablandar la resina, deslaminando las capas. En los últimos días, los datos han señalado que la velocidad de alimentación y la velocidad del husillo óptimas son una combinación esencial para reducir las tensiones mecánicas durante el corte. La disposición de corte progresivo, los sistemas de sujeción adecuados y el uso de herramientas afiladas y resistentes pueden proporcionar una mayor minimización de la posibilidad de delaminación para obtener un resultado de mecanizado preciso y de alta calidad.
El daño térmico y la generación de calor tienen una relación directa con la creación de la delaminación de la fibra de carbono mientras se mecanizan. El corte a alta velocidad comprende los principales escenarios para dicha delaminación, especialmente con velocidades de alimentación que las herramientas no pueden soportar debido al desgaste excesivo y la rugosidad. Esas temperaturas son lo suficientemente altas como para ablandar la resina, que se une a las fibras de carbono y, por lo tanto, reduce el rendimiento general, promoviendo así la aparición de delaminación entre las capas de material.
Otra causa es convertir la unión en una delaminación a alto calor debido a un enfriamiento inadecuado o una lubricación inadecuada durante el giro real. Sin enfriamiento para eliminar el calor, el calor penetra más bien en la primera fuente de degradación térmica. A partir de ahí, se desarrollan microfisuras debido al calor deformado en los bordes o entre las capas debido a una fuerza de unión muy baja entre sí, reduciendo la resistencia mecánica estudiada en el material.
Para mitigar esto, es necesario optimizar los parámetros de corte. Se debe equilibrar la velocidad del husillo con la velocidad de avance, utilizar herramientas de corte afiladas y resistentes al refrigerante y proporcionar mecanismos de enfriamiento eficaces para minimizar la producción de calor. Estas medidas garantizan la precisión del corte, así como la calidad y el rendimiento de las piezas de fibra de carbono.
| Área de efectos | Descripción del impacto |
|---|---|
| Integridad estructural | Reduce la capacidad de carga; crea elevadores de tensión que aceleran el agrietamiento y la falla bajo fuerzas mecánicas. |
| Acabado superficial | Da como resultado superficies rugosas e irregulares, propiedades aerodinámicas degradadas y costosas operaciones de acabado secundario. |
| Vida de fatiga | Acelera el desgaste bajo carga dinámica; Las concentraciones de estrés provocan fallas tempranas por fatiga y acortan la vida útil. |
| Sensibilidad Ambiental | La humedad, la radiación ultravioleta y la variación de temperatura exacerban la separación de capas y aceleran la degradación del rendimiento. |
| Costos de producción | Aumenta los costos de retrabajo, inspección y reparación; amplía los plazos de entrega en aplicaciones aeroespaciales y automotrices de alta tolerancia. |
Las delaminaciones en componentes de fibra de carbono pueden causar daños graves a la integridad estructural, lo que resulta en una reducción de la capacidad de carga y posiblemente conduce a una falla debido a la tensión. Las teorías y hallazgos actuales sugieren que la unión entre las capas de fibra se debilita en las zonas afectadas por la delaminación, reduciendo así la capacidad del material para redistribuir integralmente diversas tensiones. A cambio, esto puede actuar como un elevador de tensión que resulta en un componente bajo altas fuerzas mecánicas para agrietarse y romperse. Luego, cuando se aplica a aplicaciones altamente exigentes, la delaminación sólo acelera el progreso del desgaste que se produce debido a la fatiga, incluidas las industrias aeroespacial y automotriz, al basarse en materiales de alto rendimiento. Para controlar la delaminación, la realización de métodos de fabricación precisos con manipulación de materiales y control de calidad ayudará a preservar la longevidad y confiabilidad en los componentes de fibra de carbono.
Esto se considera un factor vital que hace que el acabado superficial de las piezas de fibra de carbono sea muy rugoso y desigual, con varios puntos que parecen inaceptables. Por lo tanto, su rendimiento estructural suele reducirse y luego se manifiesta en sus propiedades aerodinámicas. En aplicaciones críticas, esto representa un insumo muy valioso para el personal de I+D. Para fijar una superficie marcada por la delaminación, es necesario realizar varios trabajos de acabado y reparación; lo que, de hecho, provoca la consiguiente ampliación del tiempo de producción y más costes. En general, es inmensamente fundamental evitar la delaminación para mantener la integridad estructural y cosmética de las piezas compuestas con núcleo.
La delaminación tiene un marcado efecto en el rendimiento a largo plazo de los componentes hechos de fibras de carbono, lo que resulta en una disminución en la integridad estructural y las propiedades mecánicas. Si bien las capas de fibra se separan, esto obviamente debilita la capacidad de transmisión y carga de la pieza y debilita los materiales, dejando potencial de fallas catastróficas bajo carga. Sus implicaciones son bastante significativas en aplicaciones de alto riesgo, como los sectores aeroespacial, automotriz y de equipos deportivos, donde la confiabilidad y el rendimiento constante son primordiales.
La delaminación es el presagio de falla por fatiga en la medida en que las concentraciones de tensión están en contacto con la capa debilitada. El efecto nocivo de la carga dinámica acumula desgaste que, sumado a la tensión continua, se acumula significativamente hasta que las víctimas comienzan a aumentar. Eso allana el camino para violaciones de seguridad mucho más tardías y un acortamiento de la vida funcional del equipo, lo que requiere inspecciones exhaustivas o reparaciones seguras para evitar esas tendencias peligrosas.
Otras condiciones de protección o tácticas de capitalización serían: trabajar bajo la influencia de factores como la humedad, la variación de temperatura, la radiación ultravioleta exacerba el efecto de delaminación. Por ejemplo, siempre que estos factores agravantes externos cincelen las capas de separación, haciendo más visibles los defectos y reduciendo el potencial de rendimiento a niveles alarmantemente bajos, tanto la industria como el mundo académico querrían mirar el futuro con más rigor. El empleo podrá realizarse estipulando las condiciones ambientales y prácticas tecnológico-económicas más favorables exigidas por el fabricante como parte del desarrollo protector, no sobre la fibra de carbono.
Los cortadores de compresión se han convertido en una parte integral de los procesos de mecanizado destinados, entre otras cosas, a minimizar la delaminación, por lo que el énfasis suele dirigirse más hacia los materiales compuestos. Trabajan sometiendo el medio a corte a fuerzas iguales y comprimiéndolo de modo que las capas ya no se sientan tentadas a separarse. Este fenómeno resalta una mayor calidad de los bordes y la ausencia de separación entre superficies de unión, preservando así los materiales con dinámica estructural recuperada. Es fundamental seleccionar el cortador de compresión óptimo en el tipo de material respectivo y los niveles de espesor asociados para obtener mejores resultados y evitar posibles defectos.
Para evitar la delaminación durante el mecanizado de fibra de carbono, se debe prestar mucha atención a los parámetros de corte y a la elección de la herramienta. Herramientas como las cortadoras de compresión son absolutamente indispensables: aquí, la prevención de la delaminación y la separación de fibras se logra mediante la aplicación de cantidades iguales de fuerzas. La optimización de la velocidad y la velocidad del husillo se convierte así en un factor crucial (mayor que la tensión impartida durante el mecanizado). Mientras tanto, es más común obtener los mejores resultados con velocidades del husillo aún más rápidas en combinación con velocidades de alimentación moderadas. Esta técnica reduce la acumulación de calor y la extracción de fibra.
El soporte del material durante el mecanizado de la fibra de carbono se vuelve secundario. La vibración se puede absorber mediante el uso de capas de embalaje de sacrificio, que protegen las fibras de carbono de astillas o delaminaciones en los bordes. Basta decir que se lograrán cortes limpios y precisos mediante herramientas afiladas y hechas de diamante o carburo que también ayudarán a minimizar el riesgo de deshilachados.
Por último, pero no menos importante, el mantenimiento y la inspección regulares de las herramientas son fundamentales. Las herramientas opacas o astilladas pueden aumentar la aparición de imperfecciones no deseadas y mejorar problemas como la delaminación. Si se puede mantener una patrulla vigilante en el equipo, así como una estrecha observancia de parámetros de corte particulares, los fabricantes pueden garantizar una integridad estructural adecuada y un atractivo estético en los componentes de fibra de carbono.
| Parámetro | Configuración incorrecta | Configuración recomendada | Riesgo si es incorrecto |
|---|---|---|---|
| Velocidad del husillo | Demasiado bajo o demasiado alto | Alto con alimentación moderada | Desgarro de fibra o ablandamiento de resina |
| Tasa de alimentación | Excesivamente alto | Moderado y consistente | Vibración, extracción de fibra |
| Condición de la herramienta | Aburrido o desconchado | Agudo, reemplazado periódicamente | Desgarro de bordes, aumento de calor |
| Enfriamiento | No se aplicó refrigerante | Aire o refrigerante de inundación mínima | Degradación térmica de la resina |
| Soporte de pieza de trabajo | Sin soporte/suelto | Respaldo de sacrificio + sujeción | Descascarado de bordes, separación de capas |
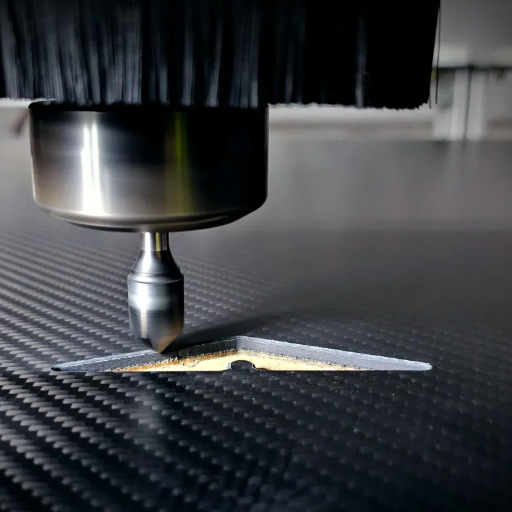
Se debe dar soporte suficiente a la pieza de trabajo durante el mecanizado de fibra de carbono para minimizar las posibilidades de ataque de delaminación. La aplicación de soportes o soportes de sacrificio hechos de espumas u otros materiales fácilmente mecanizables tiene una ventaja adicional potencial: su presencia puede proporcionar un soporte adicional debido a la presión ejercida sobre la lámina más externa, mitigando así las concentraciones de tensión durante los eventos de corte o perforación. Además, los sistemas de sujeción deben aplicar una presión uniforme a través de la pieza de trabajo para evitar cargas de presión críticas no uniformes, que, de hecho, debilitan las fibras.
Ayuda al soporte respaldado por fijaciones personalizadas para estabilizar la pieza de trabajo y minimizar la vibración, o adaptándolas individualmente para aterrizar con una calidad de mecanizado mejorada. Esta es realmente una instalación que, cuando se combina con condiciones de corte óptimas, conduce a mejores geometrías de herramientas y participa en inspecciones rutinarias de patrones de desgaste, produciendo variables para evitar la separación del laminado de la estabilidad aumentada incorporada. En consecuencia, los fabricantes que antes temían este problema han podido maximizar mucho más la calidad de sus productos.
Orientarse hacia un acabado superficial perfecto en el mecanizado de fibra de carbono requiere una selección de herramientas, parámetros de corte y configuración general bien definidos. La selección de herramientas es vital; Los cortadores afilados de alta calidad minimizan el deshilachado y prometen cortes rápidos y limpios. Las herramientas recubiertas de diamante o carburo tienen una durabilidad y precisión relativamente necesarias para el uso de fibra de carbono.
También es de gran importancia la selección de parámetros de corte adecuados: velocidades de avance bajas con una velocidad moderada del husillo pueden conducir a un mayor control del proceso de corte, reduciendo así las posibilidades de generación de calor y evitando daños en las fibras, la matriz de resina o cualquier otra estructura componente. Hasta ahora, la uniformidad en estos parámetros de corte garantizaría una textura superficial idéntica que resiste los daños.
Finalmente, en cada actividad de mecanizado, la característica más importante es mantener una pieza de trabajo bien soportada. Una fijación adecuada garantiza que el acabado de la superficie no se vea comprometido por vibraciones y movimientos inducidos. Mediante la inspección periódica de las herramientas y el reemplazo oportuno cuando sea necesario, se puede mantener un resultado consistente. La implementación adecuada de finuras con cualquiera de estas prácticas ofrece la fabricación de acabados precisos de alta calidad sobre un material de fibra de carbono.
Controlar la evolución del calor es una preocupación importante en el mecanizado de fibra de carbono para evitar cualquier daño al compuesto matricial de fibra especialmente diseñado. La formación de calor, en este caso, provoca la degradación de la resina, la extracción de la fibra e incluso puede remodelar ocasionalmente la pieza misma, lo que provoca un debilitamiento general de los parámetros de calidad de la pieza. Por lo tanto, es importante utilizar herramientas de corte que tengan menos fricción. También es importante prestar la debida atención a las herramientas de molienda. Su uso debe ser principalmente con el fin de reducir la fricción y almacenar energía térmica mediante cortes limpios y eficientes.
Es una buena idea trabajar para reducir las velocidades de corte y de alimentación. La tecnología utilizada para el enfriamiento en sí también debería centrarse en técnicas de enfriamiento que podrían suprimir el salto de temperatura en el componente durante el proceso de mecanizado. Algunas de estas técnicas incluyen refrigeración por aire y refrigeración mínima por inundación. Medios adicionales para eliminar los desechos son emplear sistemas de vacío o eliminar la fricción secundaria. Al utilizar una combinación de tales técnicas, la generación de calor en el compuesto de fibra de carbono se puede gestionar eficazmente, seguido de una buena durabilidad y una formación precisa de componentes de maquinaria.
Las pruebas de calidad son vitales para garantizar la confiabilidad y precisión de los acuerdos de mecanizado de carbono. Las medidas clave son:
Estas acciones están dirigidas por el fabricante con el fin de mantener intacta la posibilidad de tolerancias extremadamente altas para la calidad, integridad y rendimiento de los componentes de fibra de carbono en sus aplicaciones prácticas.
Q.01
¿qué es la delaminación en compuestos y por qué veríamos comúnmente la delaminación en CFRP?
La delaminación en compuestos es la separación de dos capas de un material compuesto, como en los laminados compuestos de polímero reforzado con fibra de carbono (CFRP), donde la tensión en la resistencia interlaminar disminuye las otras condiciones de carga mecánica, impacto, ciclo térmico, huecos o fibra deficiente. orientación y distribución de resina. Los puntos generales que provocan la delaminación incluyen defectos de fabricación o procesamiento, como huecos del moldeo por transferencia de resina o curado inadecuado en autoclave, daños inducidos por el mecanizado debido al uso inadecuado de la broca o herramienta de corte, y desgaste y desechos. Estos rasgos crean concentraciones de tensión. Por lo tanto, evaluar la delaminación y comprender por qué ocurre sería muy crucial para garantizar la confiabilidad y resistencia del compuesto en aplicaciones de alto rendimiento.
Q.02
¿cómo se puede implementar la prevención de la delaminación durante la producción de fibra de carbono y la colocación?
La prevención de la delaminación durante la fabricación de fibra de carbono y el estratificación implica establecer estándares como el uso de fibra de carbono de buena calidad, el control de la cantidad de resina, la orientación de las fibras y la proporción de fibra o resina durante la producción mediante colocación automatizada de fibras o mediante colocación manual. El objetivo aquí es eliminar o minimizar los huecos utilizando ciclos de autoclave específicos o los parámetros de moldeo por transferencia de resina, completar el ciclo de curado para que coincida térmicamente con el coeficiente de expansión de sus materiales compuestos y utilizar sistemas epoxi compatibles. A continuación, asegúrese de una buena preparación de la superficie entre colocaciones de capas; Esto implica algunos cambios, contaminación, suciedad y desechos en general que se deben evitar para reducir en gran medida las posibilidades de daños debidos a la delaminación, como ocurre con los problemas de delaminación en el camino.
P.03
¿qué tipos de formas de mecanizado se cree que ayudan a prevenir la delaminación de láminas de fibra de carbono y compuestos de CFRP?
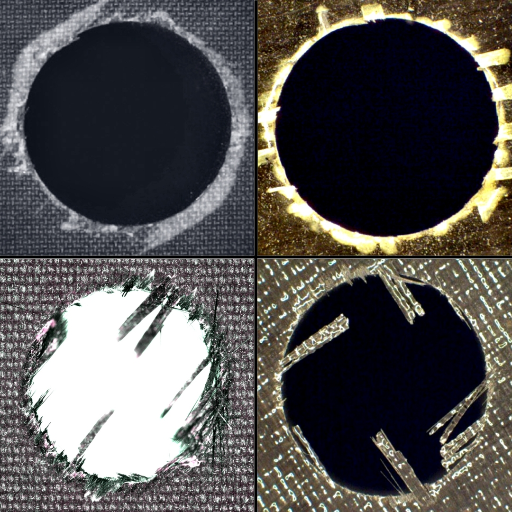
La delaminación de compuestos de carbono o CFRP disminuye a medida que disminuyen las formas de mecanizado y los factores geométricos, con un medio eficaz pero de bajo daño para la prevención de la perforación orbital. De hecho, la perforación orbital con las brocas de herramienta adecuadas reduce el riesgo de interacción entre la broca y la lámina que provocaría la inyección de corte y la posterior delaminación. El corte por chorro de agua, al mismo tiempo que es un medio para evitar la acumulación de calor, ayuda a reducir el riesgo general de delaminación, especialmente si el corte se realiza bajo un chorro de agua. La extracción de polvo y el seguimiento de la vida útil de la herramienta funcionan para reducir los residuos y el desgaste, lo que aumenta el riesgo de delaminación. Los equipos de alta tolerancia que funcionan en ciclos de alimentación lentos evitan que el compuesto se rompa.
P.04
¿cuáles son las mejores herramientas y brocas disponibles para evitar la delaminación en capas compuestas de plástico reforzado con fibra de carbono?
Basta elegir las herramientas adecuadas, como las brocas adecuadas. Una broca equipada con carburo o recubierta con diamante funcionará de manera increíble para los materiales compuestos cuando se optimice la geometría de la flauta. También detendrían los extractores de fibra y los puntos de matriz. Cuando una herramienta de corte se mantiene funcionando el tiempo suficiente para aislar una hoja de la superficie de trabajo, se modificará para aumentar el corte excesivo y vibrar en la capa de delaminación. Los módulos de flexión también quedarán en el olvido. Una vez más, la instalación de máquinas CNC de alta precisión para un ajuste preciso es una garantía segura de un pelado mínimo y, por tanto, de pérdidas de propiedades mecánicas.
P.05
¿qué técnicas existen para examinar la delaminación y la integridad general en CFRP dentro de pruebas no destructivas?
Entre esos métodos, la ecografía, la ecografía de matriz en fase, la termografía, las pruebas de grifo y la shearografía cubren el territorio de evaluación de la delaminación. Todas estas técnicas se incorporan para detectar la delaminación del subsuelo, huecos, áreas ricas y privadas de resina sin causar ningún daño a los componentes. En aplicaciones de alto rendimiento, la combinación de inspección en servicio posterior a la colocación automatizada de fibras, el curado en autoclave o el moldeo por transferencia de resina ayuda a la detección temprana de la delaminación, asegurando la resistencia mecánica del compuesto dentro de las cargas de diseño.
Aparición y propagación de la delaminación durante el mecanizado de plásticos reforzados con fibra de carbono (CFRP) - Un estudio experimental
Enlace a la fuente
Explora estrategias y técnicas de corte para evitar la delaminación durante el fresado de plásticos reforzados con fibra de carbono.
Determinación de la delaminación en la perforación de compuestos de matriz de carbono reforzados con fibra de carbono/pilas Al 6013-T651
Enlace a la fuente
Analiza los parámetros de corte y su impacto en los factores de delaminación durante la perforación de compuestos de fibra de carbono.
Mecanizado con láser de plásticos reforzados con fibra para evitar la delaminación
Enlace a la fuente
Analiza el uso de la puntuación láser como método para minimizar la delaminación en el mecanizado de plásticos reforzados con fibra.
Perforación de pilas de plástico/titanio reforzados con fibra de carbono con herramientas de carburo con revestimiento ultraduro
Enlace a la fuente
Examina el papel de las herramientas de carburo recubierto ultradura en la reducción de la delaminación y el desgaste durante el mecanizado.









