


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Fabricación de chapa: la guía del ingeniero sobre procesos, materiales y diseño
| Espesor típico | 0,5 mm -gând 6,0 mm |
| Materiales comunes | Aluminio (5052, 6061), Acero Inoxidable (304, 316L), Acero al Carbono (SPCC), Cobre, Latón |
| Procesos clave | Corte por láser, flexión de plegadora, soldadura TIG/MIG, punzonado CNC |
| Tolerancias estándar | ±0,05 mm (corte láser), ±0,25 mm (doble simple) según ISO 2768-mK |
| Plazo de entrega típico | 5 «15 días hábiles (prototipo a bajo volumen) |
| Acabados superficiales | Recubrimiento en polvo, anodizado, zinc, cepillado, pasivación |
La fabricación de chapa implica tomar láminas planas de metal de 0,5 mm a 6,0 mm de espesor y transformarlas en piezas terminadas. El material plano se corta (perfila), se forma (dobla, estampa, estira) y se ensambla (suelve, remacha, fija) en el componente final. Tiene aplicaciones en las industrias automotriz, aeroespacial, electrónica y de la construcción - dondequiera que se requieran componentes de láminas metálicas livianas pero resistentes. El tamaño del mercado mundial de servicios de fabricación de chapa metálica se valoró en $22,32 mil millones en 2025 y se prevé que crezca a una tasa compuesta anual de 4,55% entre 2025 y 2034 para alcanzar $33,31 mil millones.
Esta guía de chapa cubre los procesos principales de fabricación, los criterios de selección de materiales, el diseño para las reglas de fabricabilidad, los factores de costo y las opciones de acabado que los ingenieros y equipos de adquisiciones deben especificar correctamente las piezas de chapa personalizadas.

La fabricación de chapa se distingue de otras opciones de fabricación por ser un proceso sencillo y de estrecha tolerancia que minimiza el desperdicio de material. Es rápido, preciso y eficiente en cuanto a materiales, adoptado en el sector de la automoción, el aeroespacial, la electrónica y la construcción. Según Investigación de precedencia, 1, el mercado mundial de servicios de fabricación de chapa metálica alcanzó $22,32 mil millones en 2025 y se pronostica que crecerá a una tasa compuesta anual de 4,55% para alcanzar $33,31 mil millones en 2034.
La fabricación de chapa utiliza material plano (normalmente de entre 0,5 mm y 6,0 mm de espesor) y lo transforma en componentes acabados. Esto lo diferencia de otros procesos de fabricación, como la fundición o el mecanizado CNC, que funden respectivamente metal fundido en un molde o material de máquina desde un bloque grande.
La fabricación de chapa funciona con una amplia cantidad de materiales ferrosos y no ferrosos, desde aluminio hasta titanio. La fabricación de cada pieza comienza como material plano, que se corta usando un perfil 2D y luego se transforma en la forma 3D final mediante una combinación de doblado, estampado o estirado. Se unen varias láminas mediante una variedad de técnicas, incluidos sujetadores, soldaduras o remaches.

Lo que distingue al proceso es que produce muy pocos residuos, lo que supone una ventaja significativa cuando los costes dependen del material de desecho. Además, a diferencia de los procesos de fabricación aditiva, las piezas fabricadas en chapa metálica se pueden reciclar sin sufrir degradación de la propiedad. La precisión, la velocidad y la eficiencia del material hacen de la fabricación de chapa metálica un elemento básico en industrias que van desde recintos médicos hasta bandejas para baterías de vehículos eléctricos.
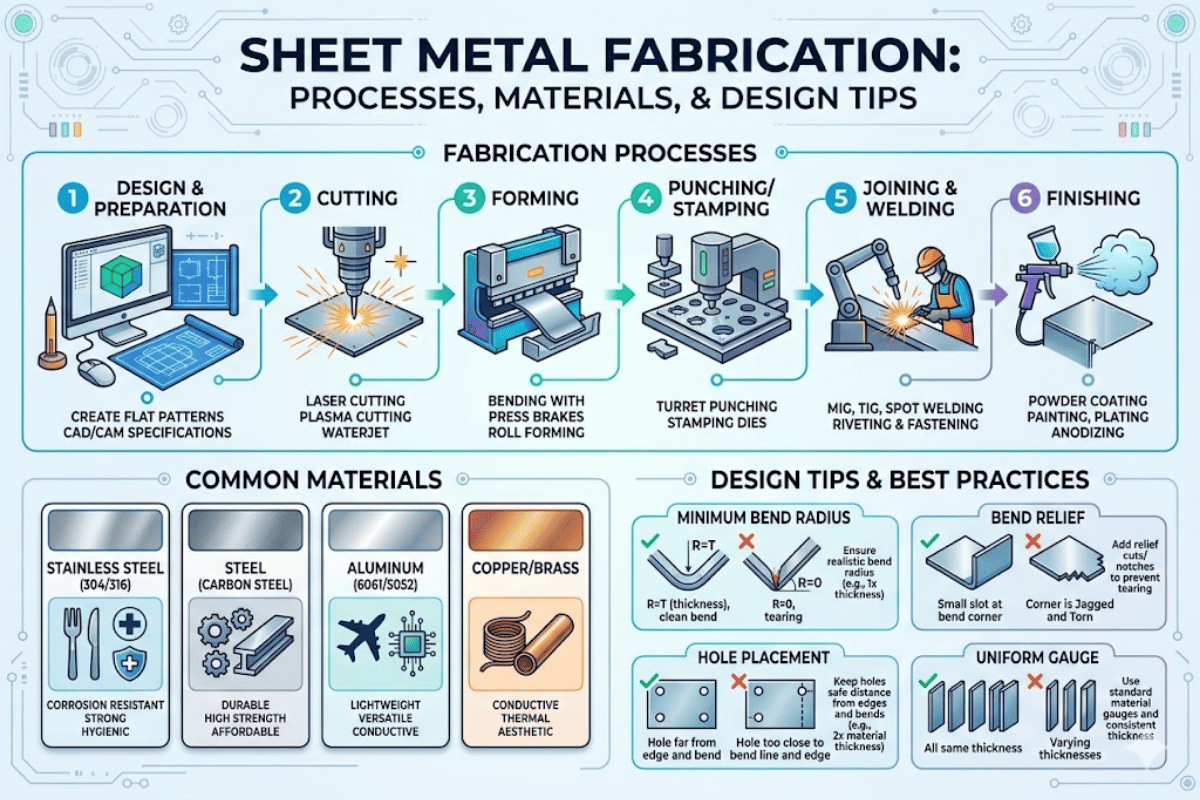
Cada proceso de fabricación de chapa se divide en una de tres categorías: cortar la chapa para darle forma, darle una geometría 3D o unir piezas de chapa separadas mediante soldadura o sujetadores mecánicos. Su elección de proceso determina la velocidad, tolerancia y costo del artículo terminado.
| Método | Tolerancia | Espesor máximo | Velocidad | Mejor para |
|---|---|---|---|---|
| Corte por láser | ±0,05 mm | 19 mm (acero) | 10-25 m/min | Perfiles intrincados, calibre delgado a medio |
| Corte por plasma | ±0,5 ñan 1,5 mm | 38 ñan 100 mm | 2-8 m/min | Placa gruesa, acero estructural |
| Chorro de agua | ±0,1 mm | 300 mm | 0,5-2 m/min | Materiales sensibles al calor, metales reflectantes |
| Esquila | ±0,25 mm | 6 mm | Más rápido (cortes rectos) | Borrado en línea recta, gran volumen |
Las operaciones de corte y doblado dominan la mayoría de los trabajos de fabricación de chapa. Los perfiles de corte por láser representan la mayoría de las piezas de producción en los talleres de fabricación de chapa de precisión.
Después del corte, las láminas de metal se elevan a forma tridimensional. Una plegadora es el proceso de doblado de chapa más versátil: un juego de punzonado y matriz aplica fuerza para formar chapa de metal, forzándola a adoptar forma de V en un ángulo bien controlado. El perfilado tira de una lámina a través de una serie de rodillos para crear formas de perfil continuas como canales o ángulos. El estampado es un proceso de gran volumen en el que una punzonadora da forma a una pieza contra una matriz fija utilizando un conjunto progresivo de cavidades: las tasas de producción suelen ser superiores a 100 partes por minuto. El trefilado profundo tira de una forma de lámina a través de una herramienta de troquel: el estiramiento mecánico empuja la lámina hacia un producto hueco en forma de copa o caja. Los gabinetes, campanas y carcasas electrónicas son componentes típicos de chapa metálica fabricados mediante trefilado profundo.
📐 Nota de ingeniería
Para el doblado de chapa, el radio de curvatura mínimo varía según el material: usar 2, el espesor de la culata (2 T) con una compresión de 10% es un principio rector de buenas prácticas para el aluminio; 0,8 T para acero dulce y acero inoxidable (1,5 T-4 T, según el grado y la forma de la pieza). La flexión a lo largo de la dirección de la fibra es una consideración de seguridad: no se puede hacer una curvatura a lo largo de la dirección de la fibra sin agrietarse. Las piezas de aleación de aluminio tienen la mayor necesidad de doblarse a lo largo de la fibra, el acero inoxidable la más baja. La flexión de la fibra correrá el riesgo de agrietarse, especialmente en aleaciones endurecidas.
La unión de piezas de chapa metálica en un conjunto se logra con un amplio conjunto de técnicas de unión. Los tres más comunes para metales son GMAW (soldadura por arco metálico de gas, también conocida como soldadura MIG), GTAW (soldadura por arco de tungsteno de gas, también conocida como soldadura TIG) y soldadura por puntos de resistencia. GMAW es el enfoque más rápido para el acero al carbono y aleaciones como el aluminio: dibuja un cable alimentado continuamente a través de una pistola protegida contra gas, fundiendo el cable en el baño de soldadura. GTAW fabrica soldaduras más limpias y precisas, pero a velocidades de alimentación más bajas que GMAW: inserta un electrodo de tungsteno en el baño de soldadura. La soldadura por puntos es un método de bajo calor en el que dos láminas se presionan entre sí en ubicaciones discretas y la resistencia calienta las áreas entre las láminas. Para uniones no permanentes, los fabricantes de metales utilizan remaches y sujetadores mecánicos como insertos PEM que permiten el desmontaje y el acceso al servicio.
La elección de los materiales de chapa adecuados comienza con tres factores: carga mecánica, entorno operativo y costo. A continuación se muestra un resumen de las opciones comunes para las propiedades mecánicas típicas que afectan la fabricación.
| Material/grado | Resistencia a la tracción | Densidad | Resistencia a la corrosión | Costo relativo |
|---|---|---|---|---|
| Aluminio 5052-H32 | 228 MPa | 2,68 g/cm³ | Excelente (seguro para agua salada) | $$ |
| Aluminio 6061-T6 | 310 MPa | 2,70 g/cm³ | Bien | $$ |
| Acero inoxidable 304 | 515 MPa | 7,93 g/cm³ | Excelente | $$$ |
| Acero inoxidable 316L | 485 MPa | 7,99 g/cm³ | Superior (resistente al cloruro) | $$$$ |
| Acero al carbono SPCC | 270 MPa | 7,85 g/cm³ | Bajo (requiere recubrimiento) | $ |
| Cobre C110 | 220 MPa | 8,94 g/cm³ | Bien | $$$$ |
| Latón C260 | 315 MPa | 8,53 g/cm³ | Bien | $$$ |
El aluminio 5052 es un sustituto resistente a la corrosión del acero dulce en aplicaciones arquitectónicas y marinas. Cuando un criterio de diseño es una mayor resistencia, el 6061-T6 es el estándar. Ingenieros que necesitan mecanizado de aluminio para características de tolerancia más estricta, se puede combinar el conformado de chapa con operaciones CNC secundarias.
Los aceros inoxidables 304 y 316L son resistentes a la corrosión en muchas aplicaciones. Para aplicaciones químicas o mayor resistencia a los cloruros, el uso de 316L ofrece ventajas. Tanto 304 como 316L son adecuados para el conformado, y las aleaciones para el conformado de láminas a menudo se combinan con secundarias mecanizado CNC. Piezas de acero inoxidable los orificios mecanizados o las características roscadas que requieren se combinan bien con un enfoque de fabricación híbrido.
El SPCC de acero al carbono es el grado de chapa de menor costo para ambientes cerrados. Piezas de cobre sirve aplicaciones térmicas y eléctricas, mientras componentes de latón ofrecer un equilibrio entre maquinabilidad y resistencia a la corrosión para usos decorativos o de protección contra RF.
Al seleccionar chapas, busque los certificados de prueba de molino (MTC) del proveedor. Estos informes verifican la resistencia a la tracción, la ductilidad y los componentes reales de su lote, no solo las especificaciones.

Un diseño deficiente de chapa es el método más rápido para aumentar tanto el costo como el tiempo de entrega. Seguir un enfoque DFM adecuado en la etapa CAD elimina el retrabajo, la chatarra y la incapacidad de cumplir con las tolerancias de la plegadora y del corte por láser.
Cada curvatura debe tener un radio interior mínimo para evitar grietas en las esquinas. El radio mínimo tolerable depende del material (el aluminio necesita 2 veces el espesor del material (2T), el acero dulce necesita 0,8T, el acero inoxidable necesita 1,5T-4T). Los radios de curvatura excesivamente pequeños provocan grietas en la superficie en el radio de curvatura exterior si se hace contacto con la dirección de la veta.
Longitud mínima de la brida -ñona que el segmento plano entre la línea de curvatura y el borde de la lámina -ñana debe tener al menos 2 veces el espesor del material MÁS el radio de curvatura. Las bridas cortas se escaparán de la matriz de la plegadora durante la formación y producirán ángulos inconsistentes.
📐 Nota de ingeniería
Para una lámina 304 de acero inoxidable de 2 mm con un radio de curvatura de 3 mm: brida mínima = 2 × 2 mm + 3 mm = 7 mm. Espacio libre entre orificios y curvas = 2 × 2 mm + 3 mm = 7 mm. Coloque todas las características al menos a esta distancia de cualquier línea de curvatura para evitar deformaciones.
Los agujeros, ranuras y recortes ubicados demasiado cerca de una línea de curvatura se deformarán durante el proceso de formación. Como antes, 2 × el espesor del material más el radio de curvatura es la distancia mínima segura. El tamaño del orificio debe ser al menos igual al espesor del material (mínimo 1T). Las punzonadoras CNC harán agujeros más pequeños pero requerirán herramientas personalizadas y una configuración especial, lo que agregará un costo significativo.
ISO 2768 define clases de tolerancia general para piezas de chapa. La mayoría de los fabricantes utilizan por defecto ISO 2768-mK, donde “m” (medio) rige las dimensiones lineales y “K” (medio) rige las tolerancias geométricas como la planitud y la perpendicularidad después de la flexión.
| Longitud nominal | Bien (f) | Medio (m) | Grueso (c) |
|---|---|---|---|
| 0,5 ñame 3 mm | ±0,05 mm | ±0,1 mm | ±0,2 mm |
| 3 ñan 6 mm | ±0,05 mm | ±0,1 mm | ±0,3 mm |
| 6 ñan 30 mm | ±0,1 mm | ±0,2 mm | ±0,5 mm |
| 30 ñan 120 mm | ±0,15 mm | ±0,3 mm | ±0,8 mm |
Otra área donde el costo está oculto es la tolerancia de componentes de múltiples flexiones. Cada curva añade aproximadamente 0,25 mm de incertidumbre dimensional. Una pieza con cuatro curvaturas tiene una tolerancia posicional total acumulada de 1,0 mm. Cuando se necesitan características estrictas en piezas personalizadas, mecanizar con tolerancias estrictas después de formar la pieza de chapa cuesta menos que imponer tolerancias más estrictas a toda la pieza de metal. Para prototipos complejos que requieren una iteración rápida, servicios de creación rápida de prototipos puede validar los supuestos de DFM antes de comprometerse con las herramientas de producción.

El costo de fabricación de chapa depende de cinco factores. Ya sea que esté solicitando piezas de producción o un solo prototipo, controlar estas variables en la etapa de diseño de chapa mantiene los precios predecibles.
| Conductor de costos | Rango típico | Impacto en el precio unitario |
|---|---|---|
| Material | $2-15/kg (varía según el grado) | 30-50% de costo parcial |
| Corte | $80-150/h (laser) | 5-15% pe parte |
| Doblado | $60-120/hr (pulsar freno) | 10-20% pe parte |
| Acabado | $0.50-5.00/part | 5-25% pe parte |
| Volumen | Prototipo $15-$200+/parte, Producción $5-$75/parte | 2-10× diferencia de costo |
Domina el volumen de producción. El diferencial de costos de creación de prototipos versus cantidades de producción excede con creces las diferencias de precios de las materias primas. El tiempo de instalación en una sola pieza oscila entre $50-$200, mientras que a 1000 unidades el costo suele ser solo $5-$15 cada una. Cambiar de acero inoxidable 316L a aluminio 5052 puede reducir el costo del material en 40-60% y reducir el peso en más de 65%.
La geometría del diseño también tiene un impacto directo en las tolerancias y el tiempo de la máquina. Cada curva adicional agrega un ciclo de plegadora y solicitar ISO 2768-f en lugar de ISO 2768-m puede requerir una inspección secundaria o fresado CNC pases, costo creciente 20-50%. Los pedidos urgentes conllevan un recargo de 20-40% sobre los plazos de entrega estándar.
Minimice el costo sin reducir la función aplicando tolerancias solo a dimensiones críticas. De forma predeterminada, ISO 2768-m y especifique valores más estrictos solo cuando las superficies de contacto o los ajustes de ensamblaje lo requieran. Este único cambio ahorra 15-30% en costos de inspección y retrabajo.
¿Listo para obtener una cotización sobre su proyecto de fabricación de metales? Servicio de fabricación de chapa personalizada de Le-Creator proporciona un cambio de cotización de 24 horas con comentarios de DFM incluidos.

Diseño para la fabricabilidad. Garantizar que los componentes de chapa nuevos o mejorados puedan fabricarse de forma rentable la primera vez mediante la fábrica de chapa. Evitar retrabajos ahorra tiempo y dinero.
El acabado de chapa protege contra la corrosión, mejora la resistencia al desgaste y finaliza la apariencia de la pieza. La elección del acabado ideal depende del metal base, el entorno y las limitaciones de costos.
| Terminar | Espesor | Mejor para | Estándar |
|---|---|---|---|
| Recubrimiento en polvo | 60-120 μm | Acero, Aluminio (exposición al aire libre) | ASTM D3451 |
| Anodizado (Tipo II) | 5-25μm | Sólo aluminio | MIL-A-8625 |
| Zinc | 5-25μm | Acero al carbono (interior/suave exterior) | ASTM B633 |
| Pasivación | Químico (sin acumulación) | Acero inoxidable | ASTM A967 |
| Cepillado/molienda | N/A (textura de la superficie) | Acero Inoxidable, Aluminio (cosmético) | — |
| Conversión de cromato | 0,25-1 μm | Aluminio (conductividad eléctrica) | MIL-DTL-5541 |
El recubrimiento en polvo es la opción de acabado de chapa metálica más popular para piezas expuestas a la intemperie. Aplicado electrostáticamente y curado a 180-200°C, el recubrimiento en polvo forma una capa de 60-120 μm más resistente que la pintura líquida. Para los componentes de chapa de aluminio, el anodizado crea una capa de óxido que forma parte del propio metal base «no se puede pelar ni descascarar. El revestimiento de zinc sobre acero al carbono proporciona una protección contra la corrosión en sacrificio a bajo costo, aunque la capa de 5-25 μm ofrece una vida útil limitada en ambientes hostiles. La pasivación libera hierro de las superficies de acero inoxidable y restaura la capa de óxido de cromo que protege contra la corrosión.

La mayoría de los retrabajos en proyectos de fabricación de chapa se originan a partir de cinco desafíos en la etapa de diseño. Evitarlos puede ahorrar dinero y tiempo de entrega.

Los tiradas de producción cuestan $5-$75 por pieza, dependiendo del tamaño y estilo; en el volumen del prototipo, el costo suele estar entre $15 y $200+ cada uno. Los factores clave que afectan el costo incluyen el tipo de material (el acero inoxidable tarda entre 3 y 5 veces más en mecanizarse que el acero al carbono por kilogramo), la forma (un mayor número de curvaturas agregó una pequeña cantidad de tiempo al mecanizado), la clase de tolerancia y el acabado de la superficie. El volumen es, por supuesto, el más significativo.
Por lo general, un aumento de 10 veces en el volumen da como resultado una disminución de 50-70% en el precio por unidad, etc. Solicite cotizaciones de varias empresas de fabricación diferentes.
Sí, el corte por láser y la flexión de la plegadora CNC no requieren ninguna herramienta dedicada, por lo que la creación de prototipos de chapa metálica permite ejecuciones de prototipos de 1 a 5 piezas. El tiempo de respuesta puede ser de 3 a 7 días hábiles para piezas más simples. Esto sitúa la creación de prototipos muy por delante del estampado (y del tiempo de adquisición), ya que un troquel prototipo de una sola pieza puede costar más de $5.000 y su producción puede tardar varias semanas.
En muchos casos, los fabricantes aceptarán archivos STEP, IGES o DXF e incluso pueden ofrecer tiempo de respuesta la misma semana para geometrías simples.
¿busca componentes de chapa de precisión con plazos de entrega rápidos y diseño para asistencia en la fabricación?
Este libro hace referencia a las especificaciones ISO y ASTM publicadas, datos de la industria de Precedence Research y Grand View Research, así como especificaciones técnicas adquiridas de las capacidades de embalaje y envío de los fabricantes. Las reglas DFM y los ejemplos de apilamiento de tolerancia son representativos de lo que se utiliza en los talleres comunes de chapa de precisión que satisfacen las necesidades automotrices, aeroespaciales y electrónicas. Todos los rangos de costos se derivan de datos de mercado 2024-2025; Los precios cambiarán dependiendo de la ubicación, el volumen y la disponibilidad de los materiales.









