


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Cómo resolver problemas de acabado superficial al mecanizar POM (acetal/delrin)
| Ra mecanizado (estándar) | Ra 1,6-3,2 μm (63-125 μin) |
| Ra mecanizado (optimizado) | Ra 0,4-0,8 μm (16-32μin) |
| Punto de fusión POM | POM-H: 178 °C (352 °F) / POM-C: 166 °C (330 °F) |
| Velocidad de corte recomendada | 120-150 m/min desbaste, hasta 450 m/min acabado |
| Tolerancia típica | ±0,05 mm estándar, ±0,025 mm optimizado |
| Opciones posteriores al acabado | Pulido (Ra 0,2μm), Explosión de perlas (Ra 1,6μm), Pulido de vapor (Ra 0,4μm) |
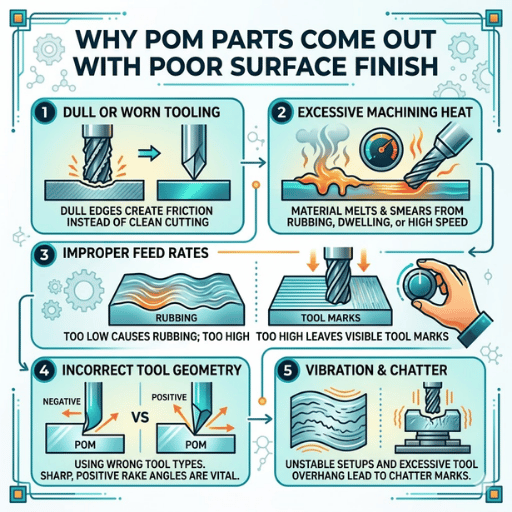
POM (polioximetileno) es uno de los termoplásticos de ingeniería más utilizados para el mecanizado de precisión cuando el acabado de la superficie sale mal. Los componentes POM mecanizados que deberían ser Ra 0,8 m regresan a Ra 3,2 m o peor, con líneas de arrastre brillantes, rebabas y rayones en forma de bigotes o marcas de herramientas visibles a simple vista « y esa superficie más rugosa descalifica estas piezas mecanizadas cnc del ensamblaje. Las causas fundamentales son específicas de POM y están centradas en la física, y las soluciones difieren inherentemente de las operaciones de mecanizado de metales.
Este artículo explica por qué Polioximetileno mecanizado CNC el acabado de la superficie es desastroso, cómo identificar un defecto, qué parámetros de corte y herramientas arreglarán cada uno. Cada valor de Ra y recomendación de alimentación/velocidad se basa en datos concretos y experiencia de taller, no en estimaciones. Ya sea que utilice mecanizado CNC para homopolímero POM o copolímero POM, los principios son idénticos.
La mayoría de las fallas en el acabado del mecanizado POM se remontan a la conductividad térmica. Según datos de polioximetileno en Wikipedia, POM tiene una conductividad térmica de 0,31 W/m K. Compárelo con el aluminio a 205 W/m K -una diferencia de 660x. Cuando la operación de mecanizado quiere retirar calor de la zona de corte, POM prefiere almacenar calor en su pieza de trabajo.
Esa deficiencia de capacidad calorífica provoca tres tipos de fallas de rugosidad:
Es el error más común que deben cometer los operadores al pasar del mecanizado de aluminio o acero al POM. A pesar de las propiedades, las tasas de alimentación y velocidad deben ser más bajas para que el POM mantenga su calor térmico en la zona de corte. Cuando se combina con el enfriamiento por pulverización de aire, el resultado final es siempre una mejor superficie que las altas revoluciones del husillo y el enfriamiento por inundación.

No todos los grados de POM son iguales. La naturaleza amorfa (no cristalina) de POM-H (también llamado Delrin u homopolímero) y POM-C (llamado copolímero) afecta la forma en que una superficie terminada aparece como un número Ra. Usar un tipo de material POM que no sea adecuado para una pieza crítica de acabado es una pérdida de tiempo y esfuerzo.
| Propiedad | POM-H (Delrin) | POM-C (copolímero) |
|---|---|---|
| Resistencia a la tracción | 76 MPa | 61 MPa |
| Punto de fusión | 178 °C (352 °F) | 166 °C (330 °F) |
| Cristalinidad | ~80% | ~70% |
| Dureza Rockwell | M94 | M80 |
| Formación de chips | Pausas más cortas y crujientes | Chips más largos y dúctiles |
| Porosidad de la línea central | Significativo en secciones >50 mm de diámetro. | Mínimo a ninguno |
| Resistencia química | Hasta pH 9 | Hasta pH 14 |
| Acabado superficial alcanzable | Ra 0,4-1,2μm (mayor dureza ayuda al corte) | Ra 0,4-1,6μm (parámetros más indulgentes) |
A diferencia del resto del mundo, las culatas POM-H (homopolímero, varilla de más de 50 mm de diámetro) de América del Norte a menudo tienen una porosidad central o una raya blanca que atraviesa las dimensiones moldeadas o extruidas. Esta porosidad se crea cuando los gases expulsados de la masa fundida cuando el POM se enfría y no pueden escapar de la partícula se congelan dentro de la forma extruida o moldeada. Al mecanizar la varilla POM-H a través del centro para mecanizar una característica en piezas complejas de POM, esa porosidad errante provoca picaduras que ningún corte de acabado puede eliminar. Para una aplicación de bloque o lámina donde el mecanizado a través del centro de grandes atenuadores es fundamental, cambie a POM-C en la etapa de diseño; ningún acabado correctivo puede eliminar la porosidad de piezas mecanizadas con precisión. Esto se clasifica en ASTM D6778, el sistema de clasificación estándar para materiales de moldeo y extrusión de polioximetileno.
Los maquinistas de pisos que trabajan con POM descubren que es más fácil obtener una buena apariencia de acabado con POM-C (copolímero, punto de fusión 12C más bajo). La diferencia puede parecer drástica y, a pesar del punto de fusión más bajo, su menor cristalinidad significa menos tensión interna y deformación si la marca POM-C seleccionada se mecaniza adecuadamente. Para un componente POM de tolerancia estricta y menor rugosidad superficial, el POM-C a menudo produce una mejor estabilidad dimensional posterior al mecanizado con el acabado superficial deseado.

En el mecanizado POM, la rugosidad de la superficie se rige por cuatro factores con el siguiente orden de importancia: velocidad de corte, geometría de la herramienta, velocidad de avance y técnica de enfriamiento. El orden adecuado de estos factores evita la acumulación de calor que tiende a provocar la mayoría de los problemas de calidad de la superficie.
| Parámetro | Aspereza | Acabado |
|---|---|---|
| Velocidad de corte | 120-150 m/min (400-500 SFM) | Hasta 450 m/min (1500 SFM) |
| Tasa de alimentación | 0,13-0,50 mm/rev (0,005-0,020 in/rev) | 0,10-0,30 mm/rev (0,004-0,012 in/rev) |
| Profundidad del corte | 1,3-5,0 mm (0,050-0,200 in) | 0,13-0,50 mm (0,005-0,020 in) |
| Ra esperada | Ra 1,6-3,2 μm | Ra 0,4-0,8 μm |
| Parámetro | Rango recomendado |
|---|---|
| Velocidad de corte | 60-75 m/min (200-250 pies/min) |
| Alimentación por diente | 0,05-0,25 mm/diente (0,002-0,010 pulg/diente) |
| Conde de flauta | 1-contra2 flautas (se prefiere la flauta O para la evacuación de virutas) |
| Estrategia | Ascender el fresado (reduce el calor, produce un mejor acabado superficial que el convencional) |
| Ra esperada | Ra 0,8-1,6μm con carburo afilado |
La geometría de la herramienta juega un papel más importante en la determinación de la calidad de la superficie del POM de lo que anticipan la mayoría de los operadores. Los ángulos de inclinación y holgura adecuados desalientan el contacto de fricción, lo que provoca una fusión localizada.
📐 Nota de ingeniería
Utilice herramientas de carburo pulido sin recubrimiento para el mecanizado CNC de precisión de plástico POM. Utilice herramientas con un ángulo de inclinación positivo de 15-20, un ángulo libre de 10-15 y un filo afilado. Utilice molinos de extremo de flauta simple de alta hélice o dos de flauta (diseño de flauta en O) para eliminar las virutas de la zona de corte y evitar daños al volver a cortarlas.
No utilice herramientas recubiertas (TiN, TiAlN), ya que un recubrimiento de película rozará el bajo coeficiente de fricción del POM (tan bajo como 0,15-0,35) creando más calor en lugar de menos. Los principios de diseño de DuPont Delrin para el mecanizado recomiendan caras de herramientas pulidas para evitar la adhesión de virutas.
El aire comprimido sirve como método de enfriamiento principal cuando está en funcionamiento mecanizado CNC de plástico las herramientas (aparte del moldeo por inyección del POM) son aire comprimido. El chorro de aire expulsa las virutas de la zona de corte y también proporciona un enfriamiento adecuado para que la temperatura de corte se mantenga por debajo de 120 C (por encima de la cual el POM comienza a descomponerse térmicamente). El refrigerante de niebla soluble en agua (que se lavará con agua después de su uso) se puede utilizar para perforar pozos profundos, pero se puede evitar para un uso prolongado porque el contacto continuo con algunos de los productos químicos de estos refrigerantes puede causar grietas por tensión, especialmente alrededor de elementos apretados.
Prioridad de parámetros al ejecutar un nuevo mecanizado POM: establezca la velocidad de corte (calor), establezca la geometría de la herramienta (corte), establezca la velocidad de avance (carga del chip) y luego el refrigerante (calor). Si sintoniza desde abajo hacia arriba, entonces es probable que cada paso hacia arriba busque perseguir el acabado de la superficie de la pieza de trabajo en lugar de evitarlo.
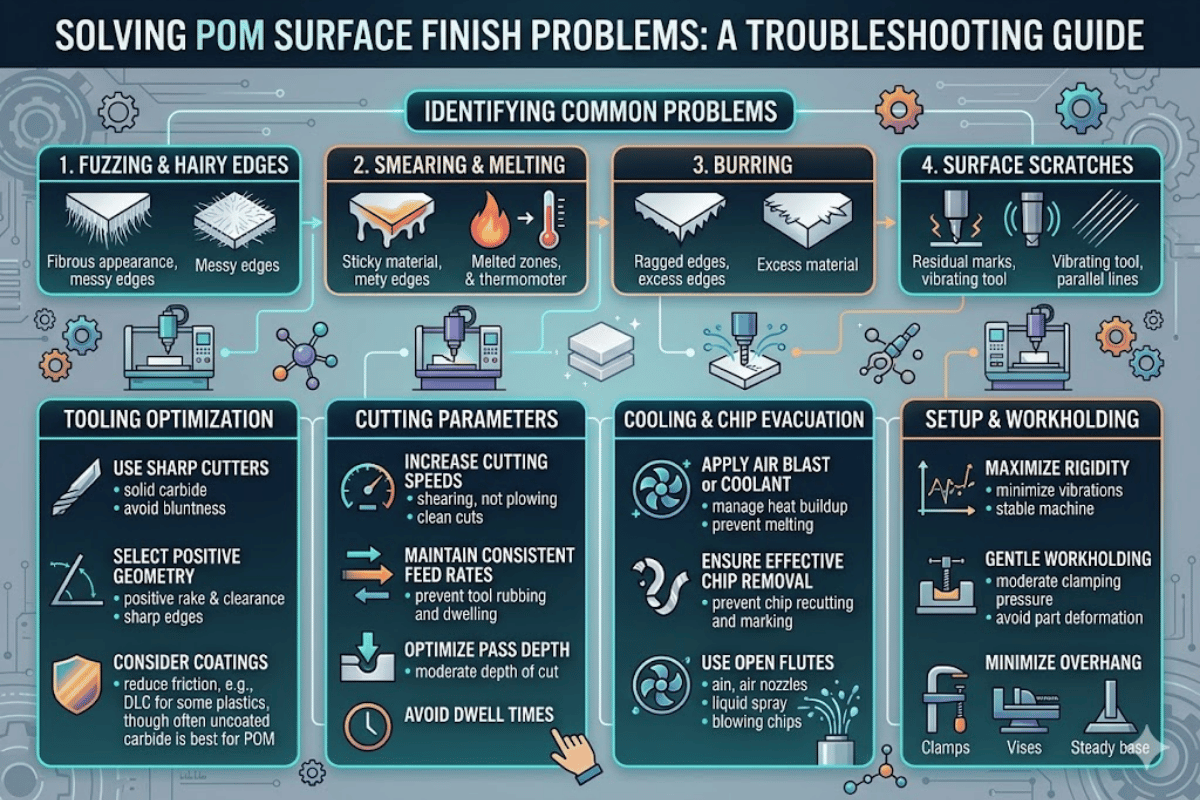
Cada defecto de superficie en una pieza POM mecanizada se remonta a una causa raíz; la identificación correcta del tipo de defecto es la ruta más rápida hacia la solución correcta; y evita el error común de cambiar varios parámetros de mecanizado simultáneamente.
Lo que parece ser: Áreas brillantes en la superficie mecanizada con líneas de arrastre. La superficie parece semifundida, no mecanizada limpiamente y puede tener un grado menor de tinción.
Causa de la raíz: El calor generado debido a un alto nivel de fricción excede la temperatura de ablandamiento del POM, es decir 150-160 Deg.C, porque las herramientas están opacas o la velocidad del husillo es muy alta, etc. Esto provoca una temperatura severa. aumento en la interfaz herramienta-pieza de trabajo, debido a la baja conductividad térmica del POM.
Solución (a): Disminuya la velocidad del husillo en 30-40%. Cambie a carburo afilado sin recubrimiento con flautas pulidas. Sople aire comprimido a la zona de corte.
Resultado típico: Ra cae de 2,5-3,2 m a 0,6-1,0 m.
Cómo aparece: Bordes tipo Whisker-metal en características mecanizadas. Más notorio después de fresar ranuras perforar agujeros. Las rebabas en POM son fibrosas, no metálicas, por lo que tienden a doblarse en lugar de romperse;
Causa de la raíz: la alta resistencia a la tracción y la alta ductilidad del POM dan como resultado grandes cantidades de flujo plástico en el borde cortante sin fracturarse. Agravado cuando la operación se realiza con herramientas más opacas, en alimentaciones sin herramientas (curvas de material antes del corte) o en la dirección convencional del molino.
Solución: implementar fresado ascendente. Aumente la velocidad de alimentación a una velocidad lo suficientemente alta como para que la herramienta corte el POM en lugar de empujarlo. Utilice molinos de extremo de flauta O de una sola flauta cuando mecanizado de piezas POM. Para una producción de gran volumen, puede valer la pena el desbarbado criogénico y el volteo vibratorio como proceso de mecanizado secundario.
Aspecto: marcas regulares de hendiduras o festoneados que se encuentran en superficies planas o curvas. El tamaño de la vieira está directamente relacionado con el paso entre sucesivas pasadas de herramientas.
Causa raíz: paso radial demasiado alto durante las pasadas de acabado, que culmina con pasadas de consolidación con superposición insuficiente entre trayectorias que dan como resultado trayectorias de herramientas entrecortadas que no reflejan la forma de la pieza. Este es un problema de programación, no un problema de moldeo por inyección.
Solución: reduzca el paso radial durante las pasadas de acabado POM a 10-15% del diámetro de la herramienta. Introduzca una pasada de acabado de corte profundo y ligero dedicada (0,13-0,50 mm / 0,005-0,020 pulgadas). Cuando se utiliza carburo afilado a las velocidades correctas, una sola pasada puede lograr un acabado estándar de 3,2 m Ra hasta un acabado suave de 0,8 m Ra sin operaciones secundarias.
Aspecto: piezas POM mecanizadas que logran especificaciones de acabado superficial directamente desde la máquina, pero deforman ambos lados de las dimensiones dentro de 24 a 48 horas en servicio, lo que hace que la superficie se pierda las tolerancias de impresión.
Causa de la raíz: tensiones internas causadas por la liberación del proceso de extrusión cuando la eliminación asimétrica del material permite que la pieza restringida se relaje. POM tiene muy poca absorción de humedad (menos de 0,2%), por lo que la humedad no es la causa (la tensión interna es).
Solución: explicar las secuencias del proceso de mecanizado CNC de modo que las piezas de POM mecanizadas sean simétricas en la eliminación de material siempre que sea posible; realice un recocido interno para aliviar tensiones de piezas de trabajo de POM de alta precisión antes del mecanizado final: eleve el POM-H a 160 C (POM-C a 150 C) en un horno con aire circulante, manténgalo presionado durante 30 minutos por 6 mm de espesor de pared y enfríe a 10 C/h. Después del recocido, deje 24 horas para estabilizar la pieza de trabajo antes de terminar el mecanizado.
Aspecto: hendiduras aleatorias y una rugosidad superficial no uniforme que no guarda relación con las direcciones de la trayectoria de la herramienta. Se pueden ver pequeñas partículas de POM en la superficie mecanizada.
Causa raíz: los chips POM largos y fibrosos se deslizan alrededor de la herramienta de mecanizado y vuelven a entrar en contacto con la pieza de trabajo. Las herramientas de flauta múltiple con barrancas de virutas muy pequeñas tienden a atrapar virutas en la zona de corte.
Solución: implementar una herramienta de 1-2 flautas con un ángulo de hélice alto (30+) y barrancas de virutas con acabado de espejo. Expulse aire comprimido a través de una boquilla accionada por llave en la zona de corte para evacuar las virutas a medida que se forman. Para operaciones de torneado, implemente una geometría de rotura de virutas específica para termoplásticos. Estos cambios casi siempre eliminan por completo los daños por recorte y la textura superficial uniforme resultante es de Ra 0,8-1,6 m en toda la pieza de trabajo POM, brindando la mejor calidad de superficie alcanzable mediante un mecanizado preciso.
En los casos en que el acabado mecanizado de los componentes POM no cumpla con las especificaciones de acabado superficial, se pueden emplear tratamientos superficiales secundarios. Cada método presenta una compensación en los riesgos alcanzables de Ra, costo de mecanizado y precisión.
| Método | Ra alcanzable | Mejor para | Factor de riesgo |
|---|---|---|---|
| Pulido Mecánico | Ra 0,2-0,8 μm | Superficies de sellado, rodamientos | Calor → cambio dimensional en piezas de tolerancia ajustada |
| Pulido de vapor | Ra 0,2-0,4 μm | Geometrías complejas, claridad óptica | Compatibilidad limitada con disolventes con POM |
| Explosión de cuentas | Ra 1,6-3,2 μm | Acabado cosmético mate uniforme | No reduce Ra por debajo de los valores mecanizados |
| Acabado giratorio/vibratorio | Ra 0,8-1,6 μm | Desbarbado + suavizado por lotes pequeños | Límites de geometría de la pieza (las características frágiles pueden astillarse) |
Una operación de pulido mecánico introduce suficiente calor de fricción para distorsionar las piezas de POM mecanizadas con precisión fuera de tolerancia. Permita esto proporcionando Ra 0,4-0,8 m en superficies POM si su taller mecánico ha ajustado los parámetros de mecanizado CNC para el acabado mecanizado, o agregue un ciclo de mecanizado adicional después del acabado y mantenga las tolerancias lo suficientemente estrictas en los cálculos de mecanizado para compensar el corte adicional. La baja energía superficial de POM también dificulta pintar y recubrir la pieza sin tratamientos superficiales químicos o de plasma para mejorar los valores de rugosidad de la superficie, un detalle que a menudo cae por las grietas en la planificación de proyectos.
Fuera de las tolerancias estructurales y dimensionales más exigentes, el acabado superficial mecanizado de Ra 0,4-0,8 m sugerido para un conjunto bien ajustado de parámetros de mecanizado CNC es más que adecuado. Planifique utilizar pasos de mecanizado adicionales en caso de que se requiera un acabado no funcional para cumplir con el acabado superficial deseado, o contornear la pieza para alcanzar Ra por debajo de 0,4 m en el orificio del sello o la superficie de rodadura.

Para indicar la rugosidad superficial requerida en el dibujo de su pieza POM es necesario hacer referencia al estándar de medición apropiado, que cambió en 2021.
Desde 2021, el estándar internacional para medir la rugosidad de la superficie es ISO 21920. Cuatro estándares (parámetros de perfil ISO 4287 -contra, instrucciones de medición ISO 4288 -contra, indicación de dibujo ISO 1302 -contra y superficies perfeccionadas con meseta ISO 13565 -contra) combinados en un solo documento que introdujo nuevos estándares para evaluar el acabado de la superficie para todos los parámetros de medición. y tipos. ISO 21920 introduce cinco clases de configuración (Sc1-Sc5) con tipos de filtro preestablecidos y longitud de evaluación, lo que reduce significativamente la variación debida al operador en las mediciones. Se aplica internacionalmente.
En los EE. UU., la rugosidad de la superficie todavía está regulada ASME B46.1. Este proceso de evaluación estándar utiliza el antiguo sistema de medición basado en micrómetros (x [in], la conversión actual: 1 m = 39,37 in).
📐 Nota de ingeniería
Al indicar los requisitos de acabado de la superficie en un dibujo POM, tenga siempre en cuenta el estándar de medición (ISO 21920 o ASME B46.1), así como el parámetro basado en métricas (Ra, Rz o Rq) y la longitud de evaluación. Ra por sí solo no tiene datos suficientes, ya que dos superficies POM con Ra idéntico de 0,8 m pueden exhibir un rendimiento funcional muy diferente si una contiene rayones profundos aislados (Rz alto), mientras que la otra exhibe una textura predominantemente uniforme. Para superficies críticas de sellado, soporte de carga y estética, Ra y Rz deben especificarse en conjunto.
¿necesita piezas POM de precisión con especificaciones de acabado superficial garantizadas?
Esta guía de acabado de superficies fue escrita por el departamento de ingeniería de Le-creator Technology con sede en Shenzhen basándose en 17 años de experiencia en mecanizado CNC para la fabricación de componentes de maquinaria médica, electrónica e industrial. Nuestros parámetros de corte CNC para Delrin, verificados en una flota de más de 80 máquinas al producir piezas de plástico Ra de 0,4 m, demuestran las condiciones de prueba para las velocidades y alimentaciones de las herramientas de mecanizado POM, utilizando una muestra de datos de parámetros de la descontracción temprana de Curbell Plastics de una muestra de varilla POM de 75 mm+. Los datos de recocido de alivio de tensión y porosidad de la línea central se validaron durante la producción en serie de varillas homopolímeras POM-H en nuestro patio de fabricación de 15 toneladas para material redondo deformado de más de 75 mm de diámetro.









